A Study on the Cooling Performance of Newly Developed Slice Die in the Hot Press Forming Process

 ,
,
Abstract
:1. Introduction
2. Die Models
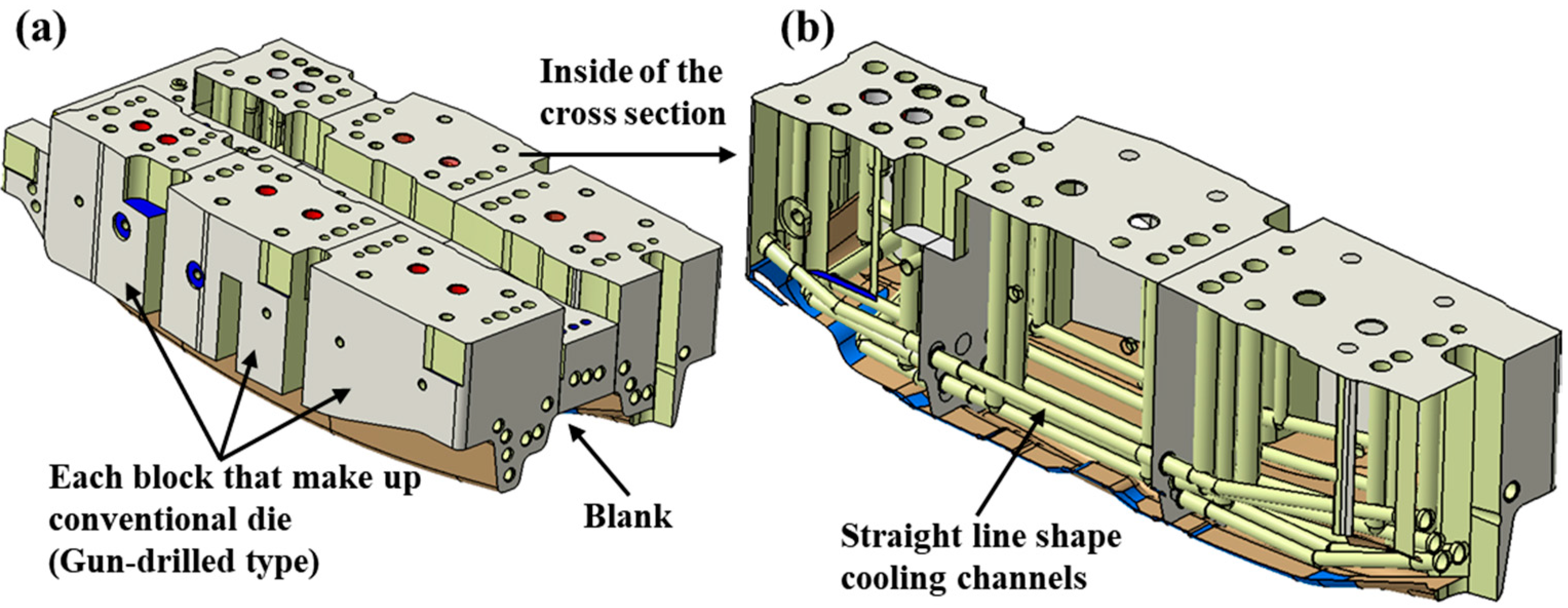
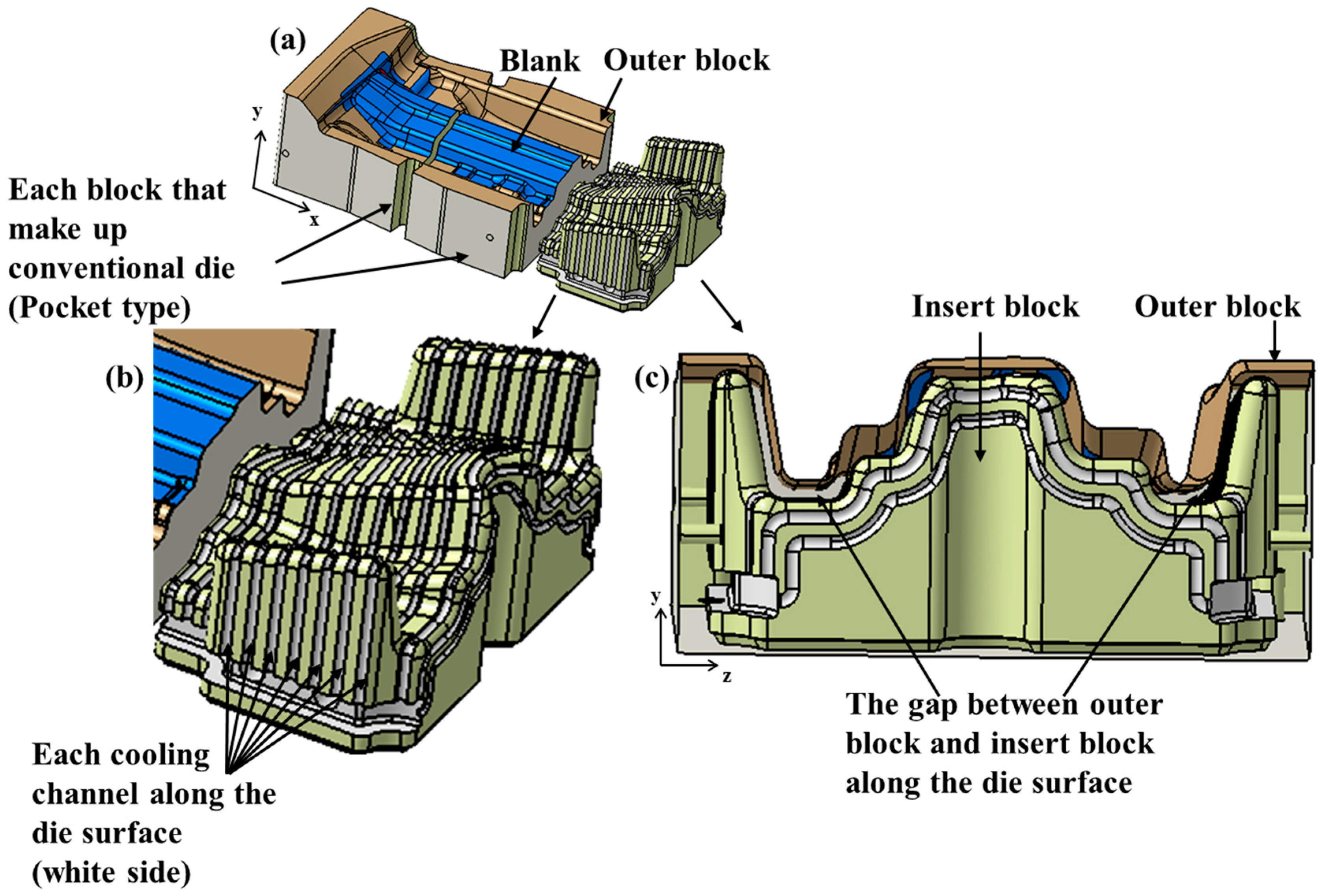
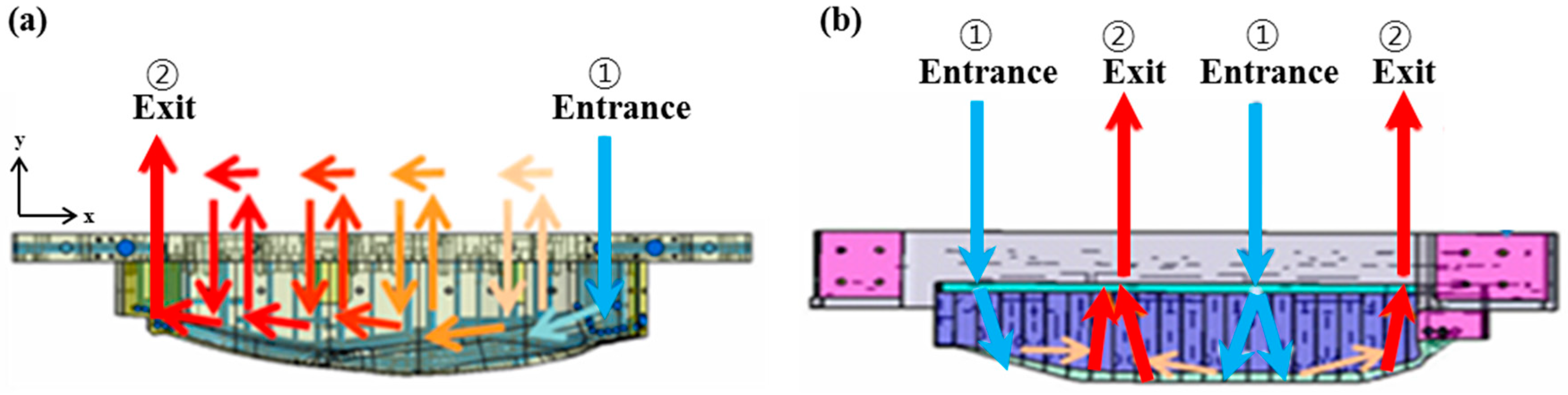
2.1. Conventional Die
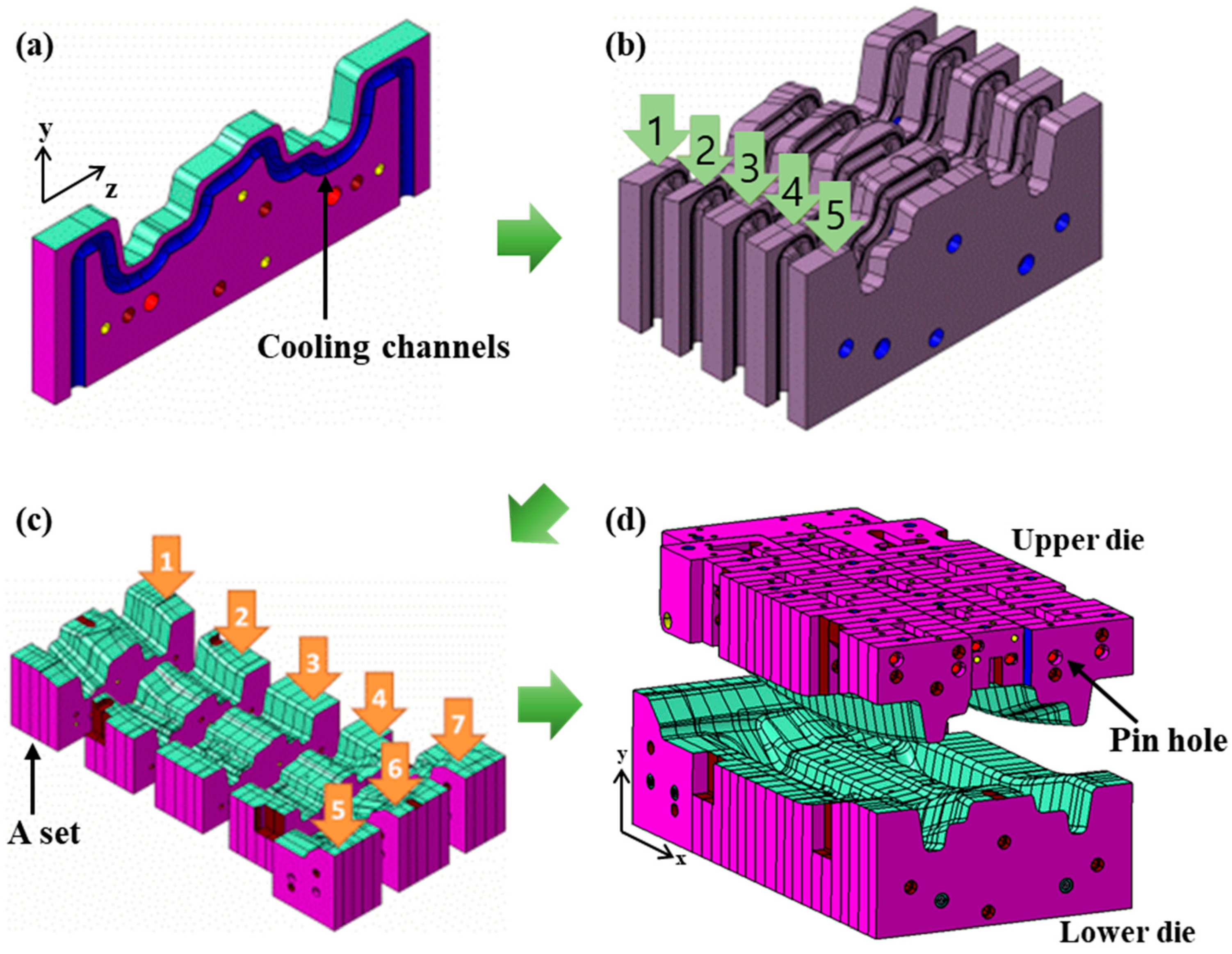
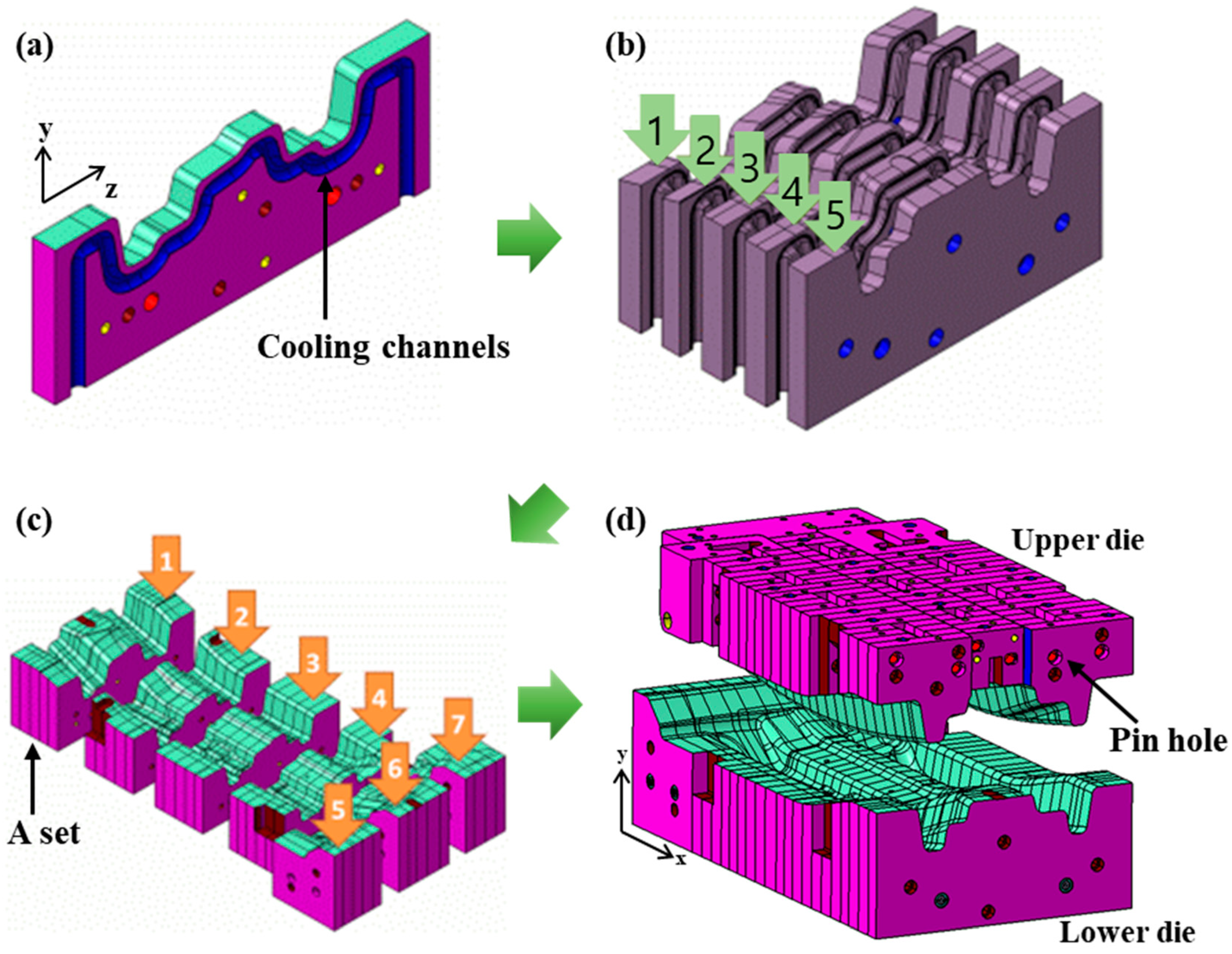
2.2. Slice Die
3. Setup
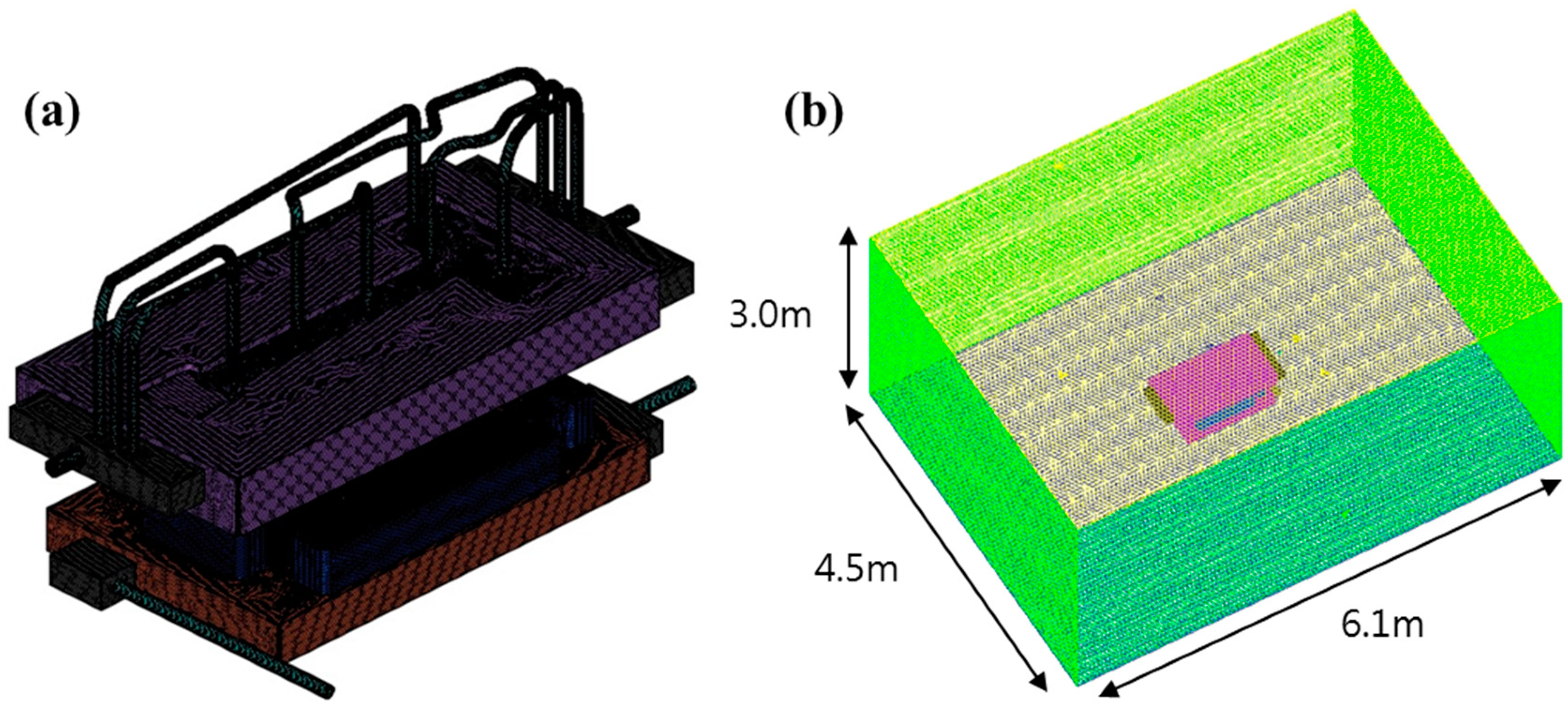
3.1. Simulation Setup
3.2. Experimental Setup
4. Results
4.1. Cooling Performance of the Dies
4.2. Experimental Results
5. Discussion
6. Conclusions
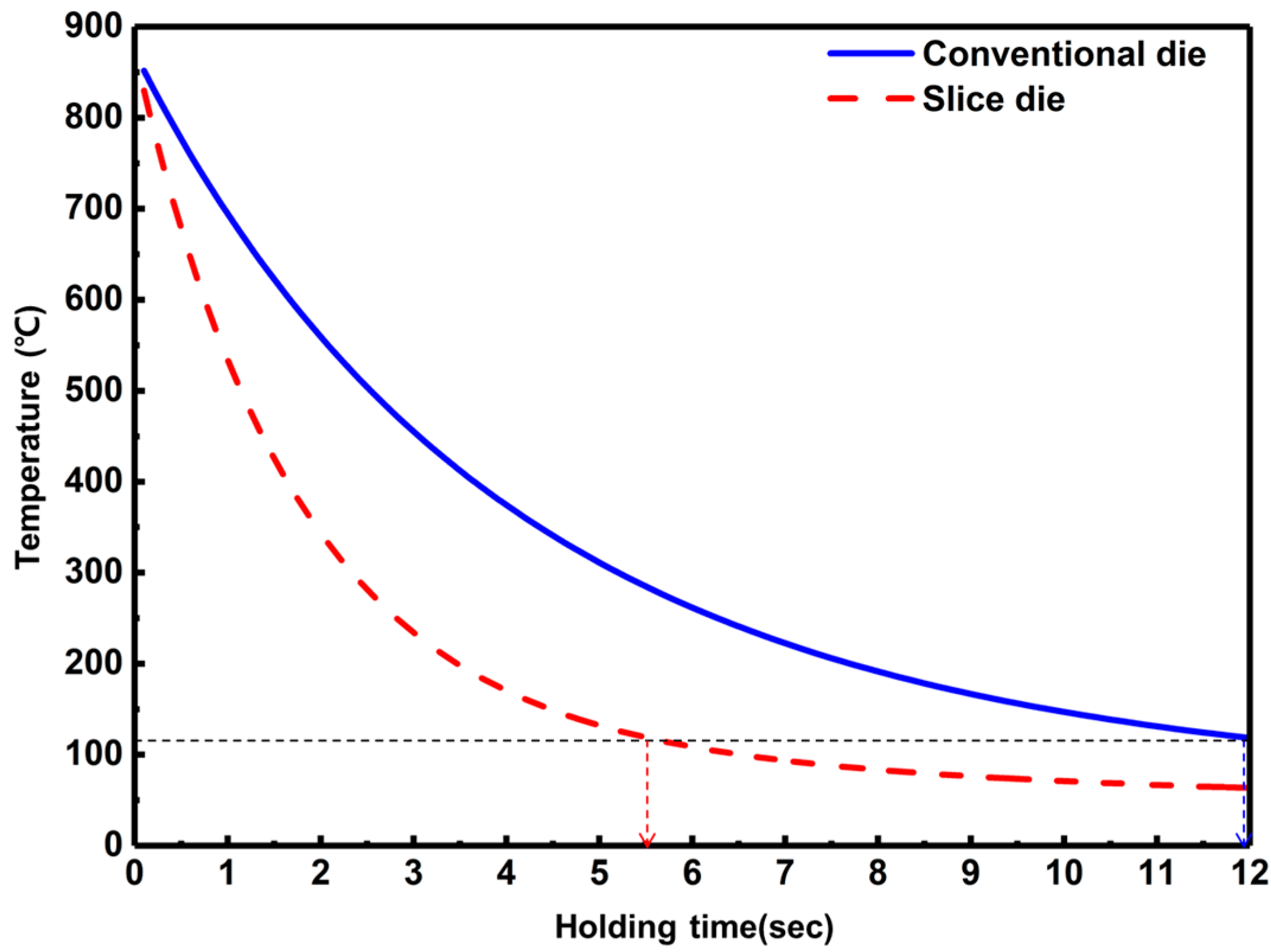
- During one to five seconds holding time, the average cooling rate of the slice die and the conventional die is about 144 °C/s and 65.5 °C/s, respectively. For the whole holding time duration, the blank cooling rate of the slice die and the conventional are about 67 °C/s and 57 °C/s, respectively. Overall, the slice die has better cooling performance than that of the conventional die.
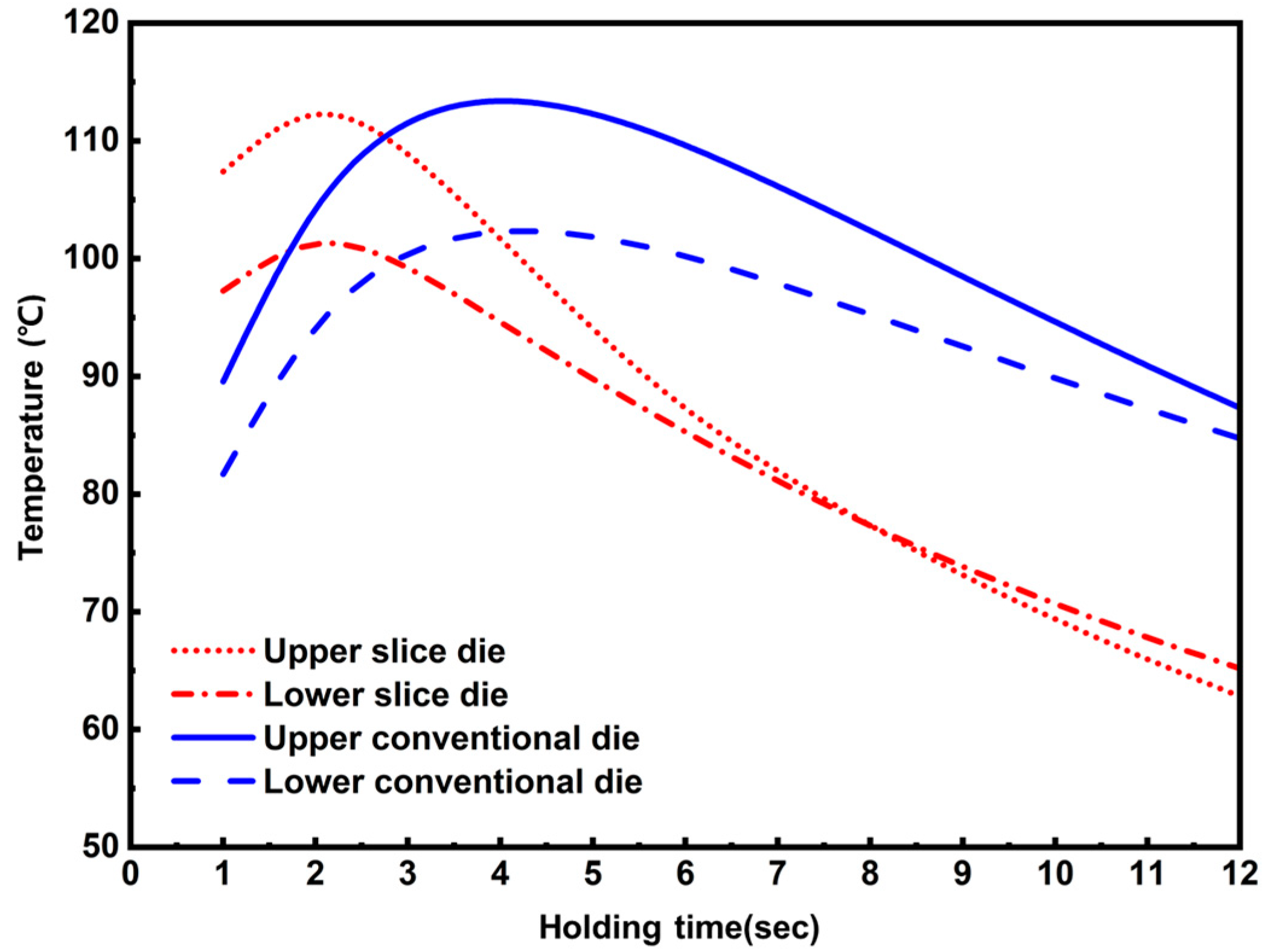
- At a holding time of 12 s, the maximum temperature of the blank in the conventional die is about 150 °C and its region is where cooling channels do not exist in the upper and lower dies. For the slice die, the maximum blank temperature is about 70 °C and the maximum temperature region is evenly distributed throughout the blank. In addition, the temperature distribution of the blank in the slice die is more uniform than that of the conventional die so that blank warping can be expected to be reduced. Therefore, the slice die can improve the durability and design life of the die.
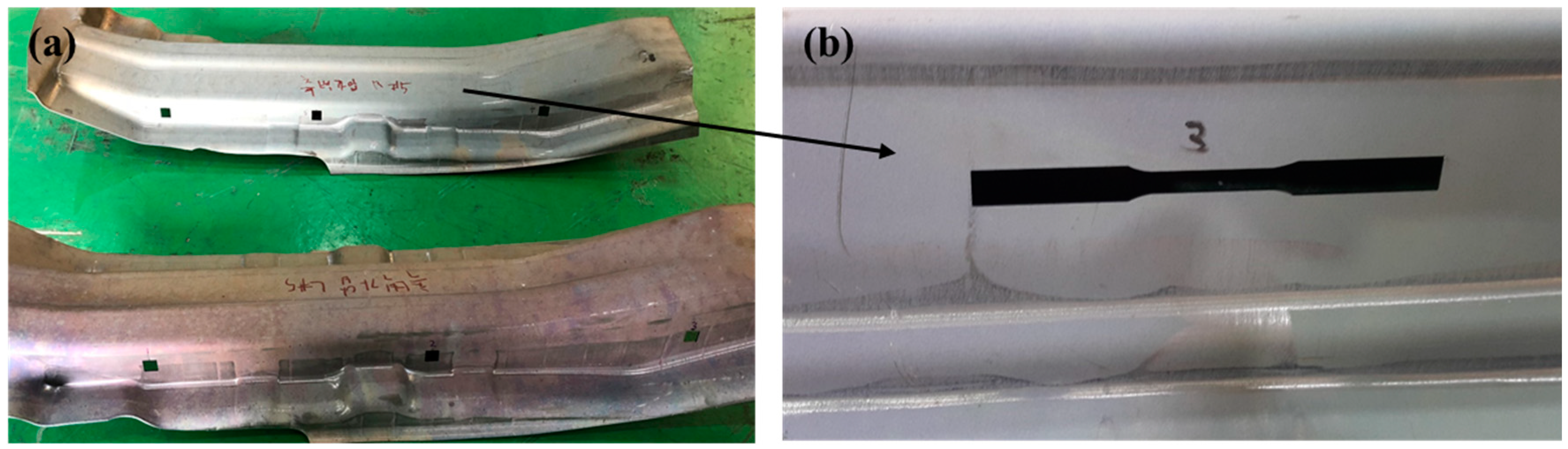
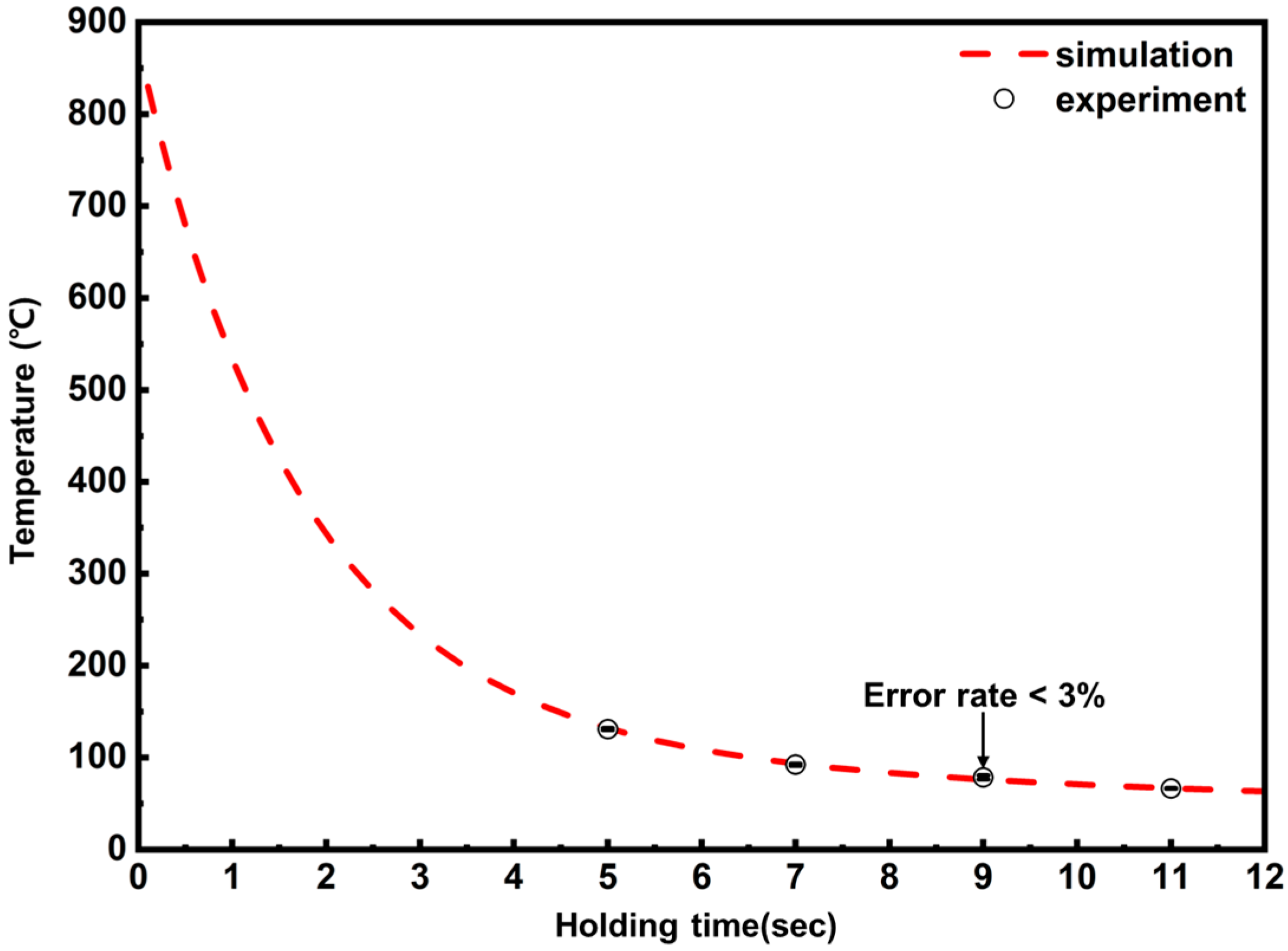
- To validate the simulation results, the slice die model was prototyped and the blank was produced by the HPF process. During the blank production, blank temperatures were measured at a holding time of 5, 7, 9, and 11 s and agreed with the simulation result within a 3% error rate. Then, the material property of the blank was tested to check the blank quality. From the blank tensile test, the average tensile strength was 1475 MPa, the yield strength was 1125 MPa, and elongation was 10%. Compared with the previous study, the quality of the blank satisfies the requirement of the HPF process.
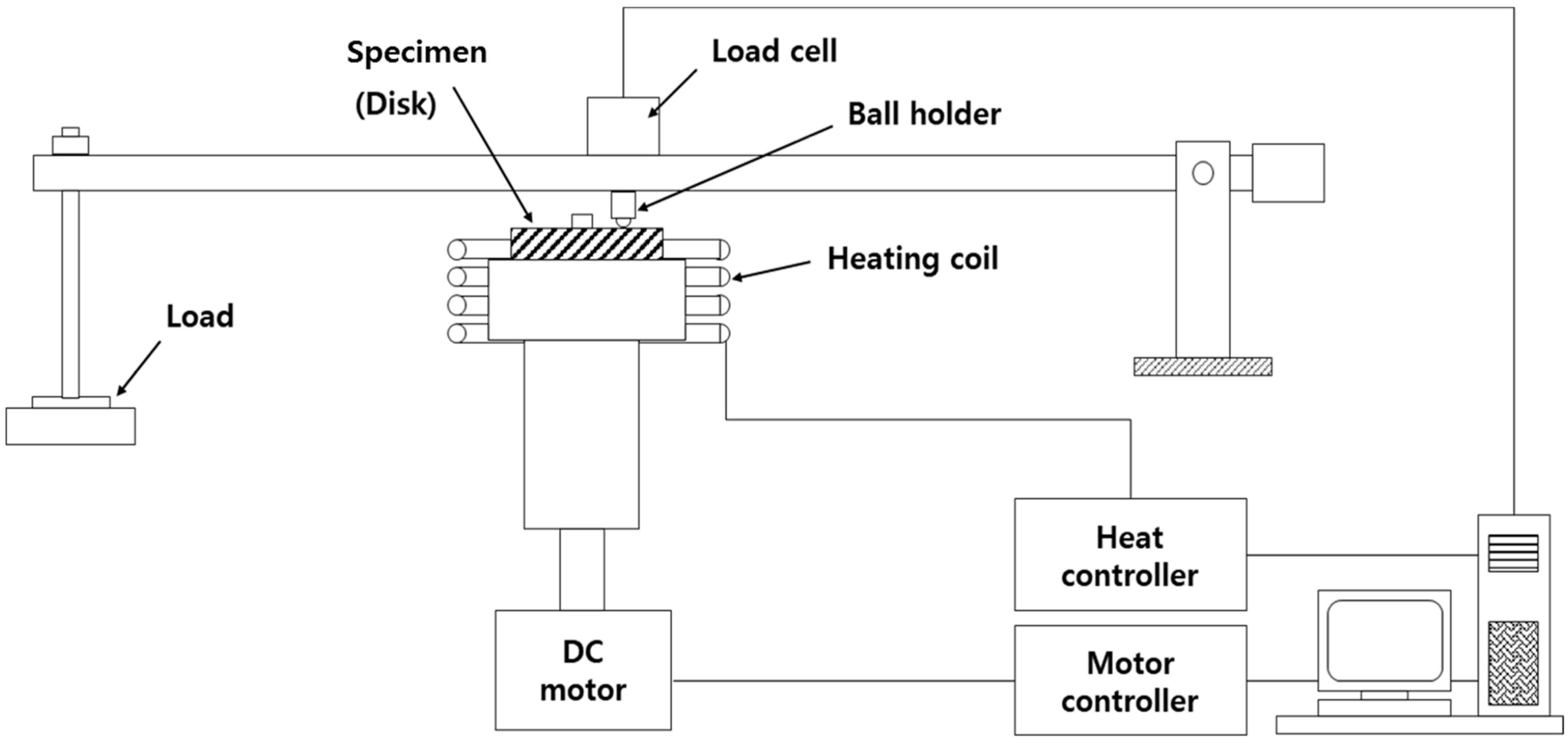
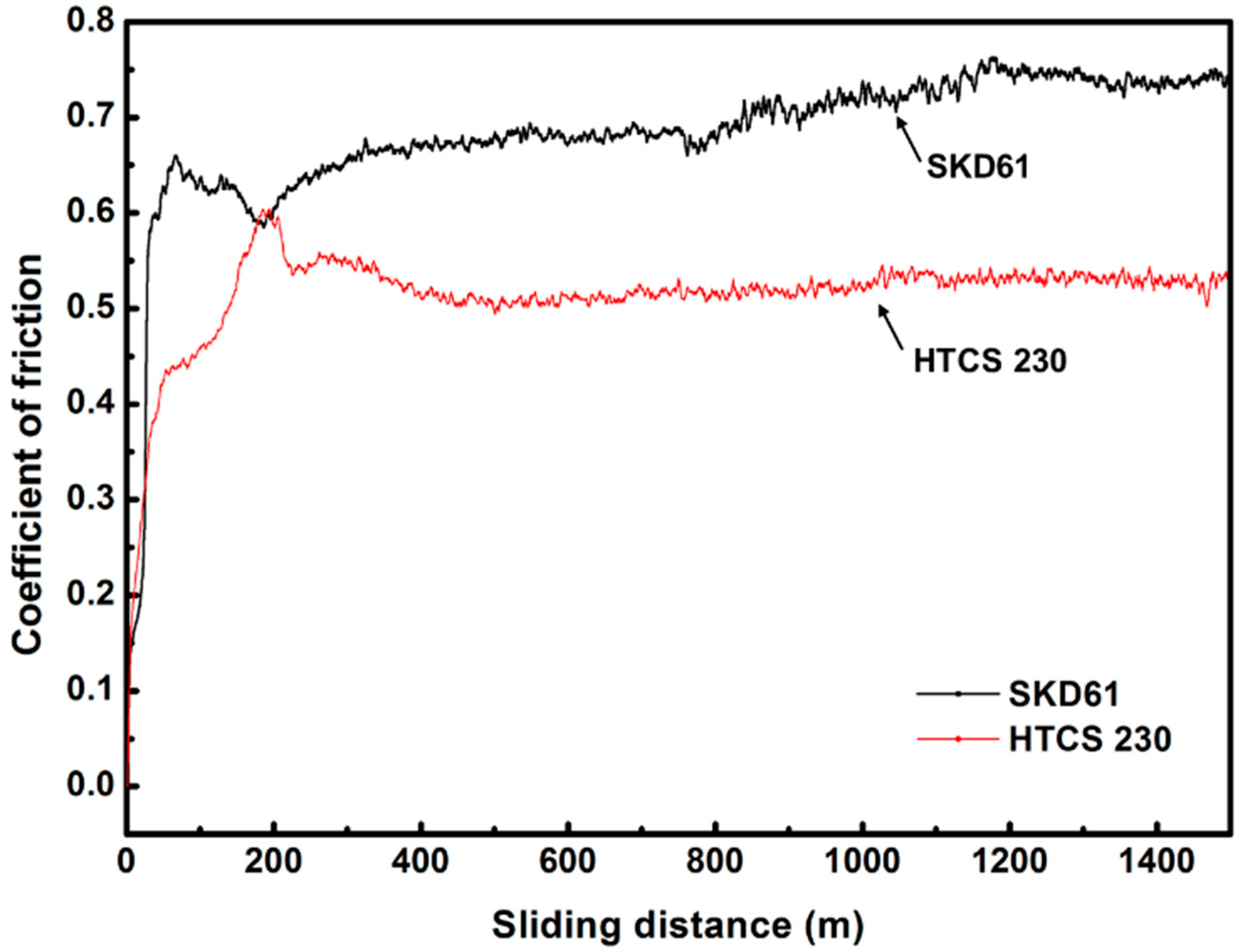
- Friction and hardness tests were performed to understand the material’s effects on the die. From the friction tests at 250 °C, the slice die material, HTCS230, has about 28% less friction coefficient and less fluctuation than that of SKD61. In addition, the hardness test at 250 °C shows that the hardness value of HTCS230 is higher than SKD61, so there is less damage to the surface of HTCS230 during the HPF process.
Author Contributions
Funding
Conflicts of Interest
References
- So, H.; Faßmann, D.; Hoffmann, H.; Golle, R.; Schaper, M. An investigation of the blanking process of the quenchable boron alloyed steel 22MnB5 before and after hot stamping process. J. Mater. Process. Technol. 2012, 212, 437–449. [Google Scholar] [CrossRef]
- Merklein, M.; Wieland, M.; Lechner, M.; Bruschi, S.; Ghiotti, A. Hot stamping of boron steel sheets with tailored properties: A review. J. Mater. Process. Technol. 2016, 228, 11–24. [Google Scholar] [CrossRef]
- Åkerström, P. Modeling and Simulation of Hot Stamping. Ph.D. Theses, Luleå University of Technology, Luleå, Sweden, 2006. [Google Scholar]
- Neugebauer, R.; Altan, T.; Geiger, M.; Kleiner, M.; Sterzing, A. Sheet metal forming at elevated temperatures. CIRP Ann. 2006, 55, 793–816. [Google Scholar] [CrossRef]
- Kum, J.; Park, O.; Hong, S. Tough High Thermal-Conductivity Tool Steel for Hot Press Forming. J. Korean Soc. Manuf. Process. Eng. 2016, 15, 130–134. [Google Scholar] [CrossRef]
- Karbasian, H.; Tekkaya, A.E. A review on hot stamping. J. Mater. Process. Technol. 2010, 210, 2103–2118. [Google Scholar] [CrossRef]
- Mori, K.; Bariani, P.F.; Behrens, B.A.; Brosius, A.; Bruschi, S.; Maeno, T.; Merklein, M.; Yanagimoto, J. Hot stamping of ultra-high strength steel parts. CIRP Ann. 2017, 66, 755–777. [Google Scholar] [CrossRef]
- Naderi, M.; Ketabchi, M.; Abbasi, M.; Bleck, W. Analysis of microstructure and mechanical properties of different high strength carbon steels after hot stamping. J. Mater. Process. Technol. 2011, 211, 1117–1125. [Google Scholar] [CrossRef]
- Xing, Z.W.; Bao, J.; Yang, Y.Y. Numerical simulation of hot stamping of quenchable boron steel. Mater. Sci. Eng. A 2009, 499, 28–31. [Google Scholar] [CrossRef]
- Abdollahpoor, A.; Chen, X.; Pereira, M.P.; Xiao, N.; Rolfe, B.F. Sensitivity of the final properties of tailored hot stamping components to the process and material parameters. J. Mater. Process. Technol. 2016, 228, 125–136. [Google Scholar] [CrossRef]
- Li, X.; Chang, Y.; Wang, C.; Hu, P.; Dong, H. Comparison of the hot-stamped boron-alloyed steel and the warm-stamped medium-Mn steel on microstructure and mechanical properties. Mater. Sci. Eng. A 2017, 679, 240–248. [Google Scholar] [CrossRef]
- Hoffmann, H.; So, H.; Steinbeiss, H. Design of Hot Stamping Tools with Cooling System. CIRP Ann. 2007, 56, 269–272. [Google Scholar] [CrossRef]
- George, R.; Bardelcik, A.; Worswick, M.J. Hot forming of boron steels using heated and cooled tooling for tailored properties. J. Mater. Process. Technol. 2012, 212, 2386–2399. [Google Scholar] [CrossRef]
- Liu, H.; Lei, C.; Xing, Z. Cooling system of hot stamping of quenchable steel BR1500HS: Optimization and manufacturing methods. Int. J. Adv. Manuf. Technol. 2013, 69, 211–223. [Google Scholar] [CrossRef]
- Lin, T.; Song, H.-W.; Zhang, S.-H.; Cheng, M.; Liu, W.-J. Cooling Systems Design in Hot Stamping Tools by a Thermal-Fluid-Mechanical Coupled Approach. Adv. Mech. Eng. 2015, 6. [Google Scholar] [CrossRef]
- Lv, M.; Gu, Z.; Li, X.; Xu, H. Optimal Design for Cooling System of Hot Stamping Dies. ISIJ Int. 2016, 56, 2250–2258. [Google Scholar] [CrossRef] [Green Version]
- Chen, J.; Gong, P.; Liu, Y.; Zheng, X.; Ren, F. Optimization of hot stamping cooling system using segmented model. Int. J. Adv. Manuf. Technol. 2017, 93, 1357–1365. [Google Scholar] [CrossRef]
- Hu, P.; He, B.; Ying, L. Numerical investigation on cooling performance of hot stamping tool with various channel designs. Appl. Therm. Eng. 2016, 96, 338–351. [Google Scholar] [CrossRef]
- Bardelcik, A.; Salisbury, C.P.; Winkler, S.; Wells, M.A.; Worswick, M.J. Effect of cooling rate on the high strain rate properties of boron steel. Int. J. Impact Eng. 2010, 37, 694–702. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wear Test Conditions of the Test Machine | |
|---|---|
| Tribometer type | ball-on-disk type |
| Temperature | 250 °C |
| Relative humidity | 25% |
| Applied normal load | 5.0 N |
| Sliding velocity | 0.24 m/s |
| Wear track diameter | 25 mm |
| Sliding distance | 1500 m |
| Temperature | SKD61 | HTCS230 |
|---|---|---|
| 25 °C | 225.5 | 381.1 |
| 250 °C | 220.0 | 386.8 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, S.H.; Park, J.; Park, K.; Kweon, D.K.; Lee, H.; Yang, D.; Park, H.; Kim, J. A Study on the Cooling Performance of Newly Developed Slice Die in the Hot Press Forming Process. Metals 2018, 8, 947. https://doi.org/10.3390/met8110947
Lee SH, Park J, Park K, Kweon DK, Lee H, Yang D, Park H, Kim J. A Study on the Cooling Performance of Newly Developed Slice Die in the Hot Press Forming Process. Metals. 2018; 8(11):947. https://doi.org/10.3390/met8110947
Chicago/Turabian StyleLee, Seung Hwan, Jaewoong Park, Kiyoung Park, Dong Keun Kweon, Hyunwoo Lee, Daeho Yang, Hongrae Park, and Jaeseung Kim. 2018. "A Study on the Cooling Performance of Newly Developed Slice Die in the Hot Press Forming Process" Metals 8, no. 11: 947. https://doi.org/10.3390/met8110947
APA StyleLee, S. H., Park, J., Park, K., Kweon, D. K., Lee, H., Yang, D., Park, H., & Kim, J. (2018). A Study on the Cooling Performance of Newly Developed Slice Die in the Hot Press Forming Process. Metals, 8(11), 947. https://doi.org/10.3390/met8110947