Microstructure and Tensile Property of the Joint of Laser-MIG Hybrid Welded Thick-Section TC4 Alloy

Abstract
:1. Introduction
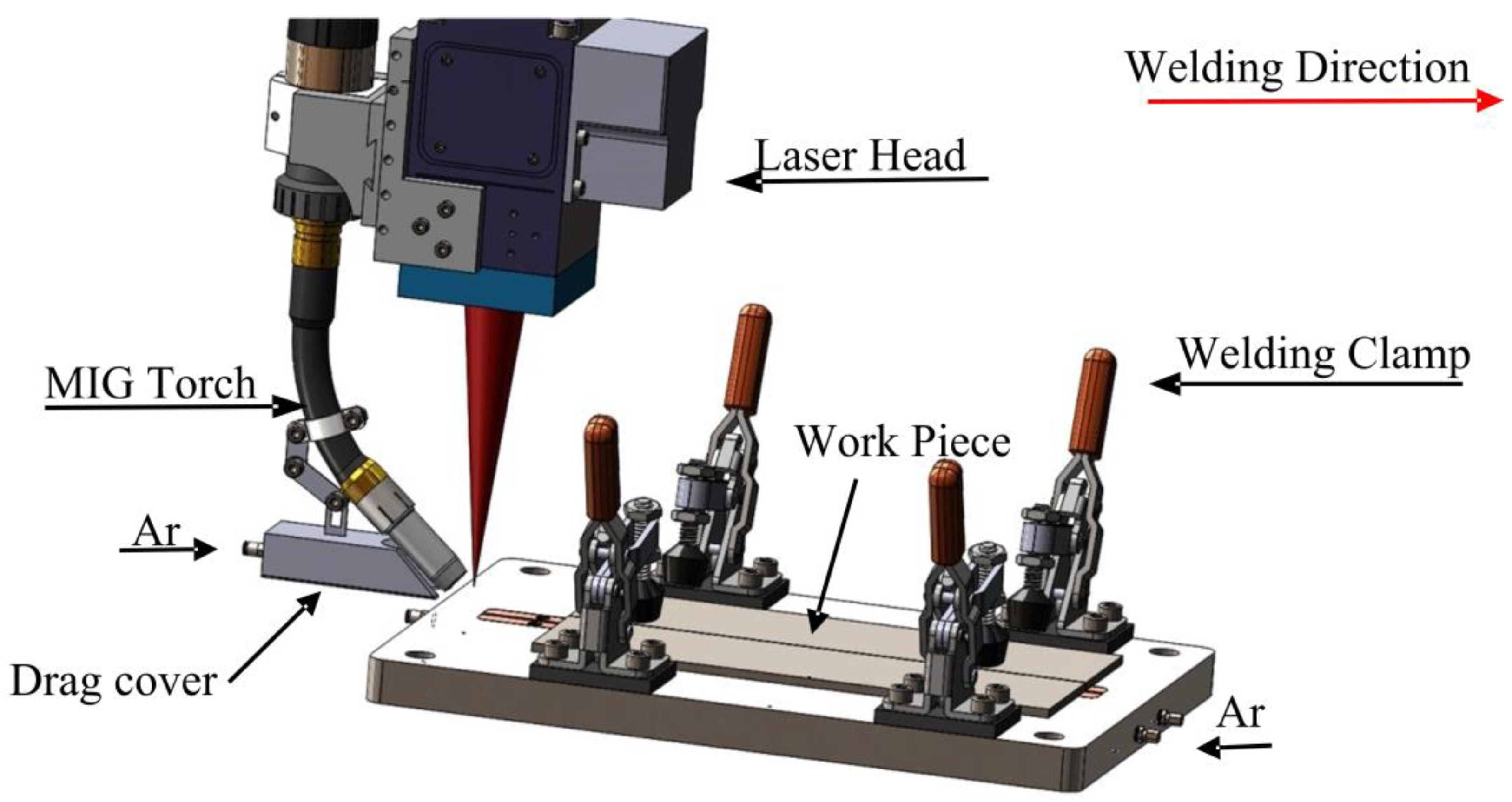
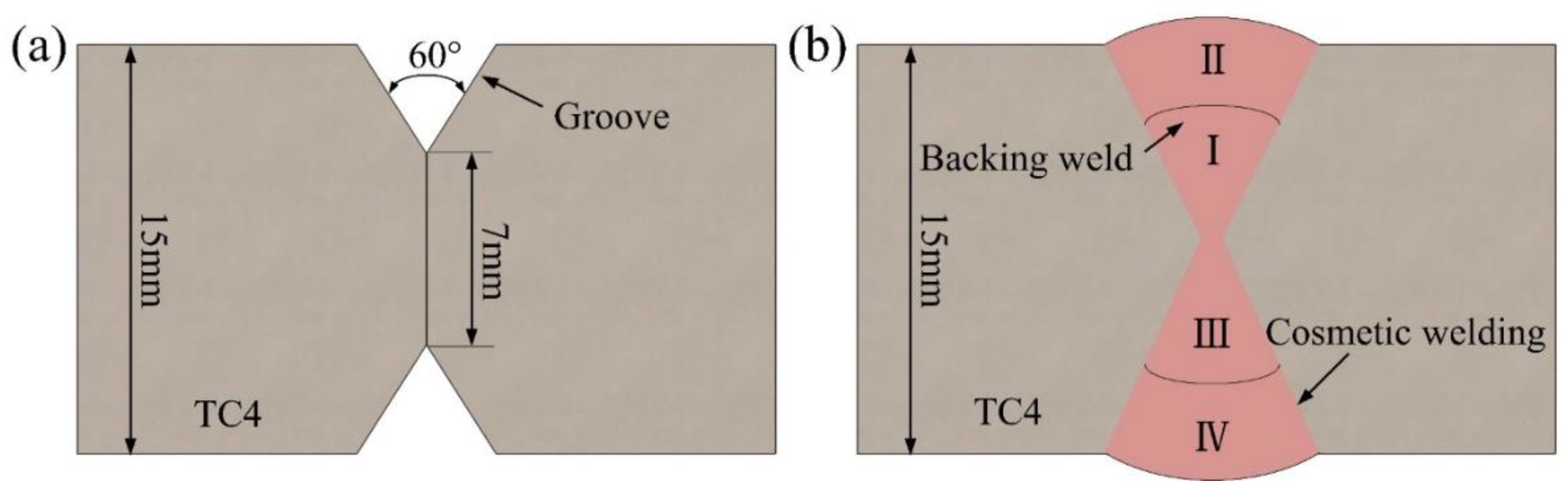
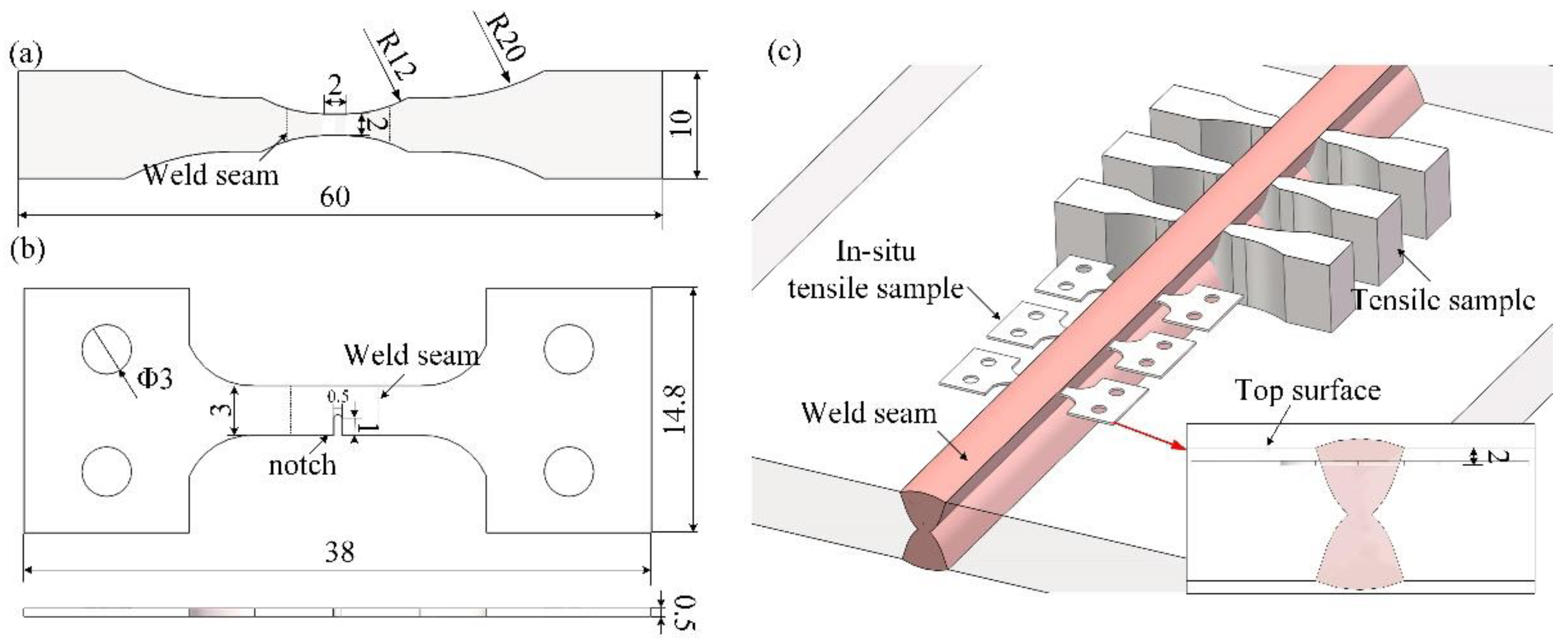
2. Materials and Methods
3. Results and Discussion
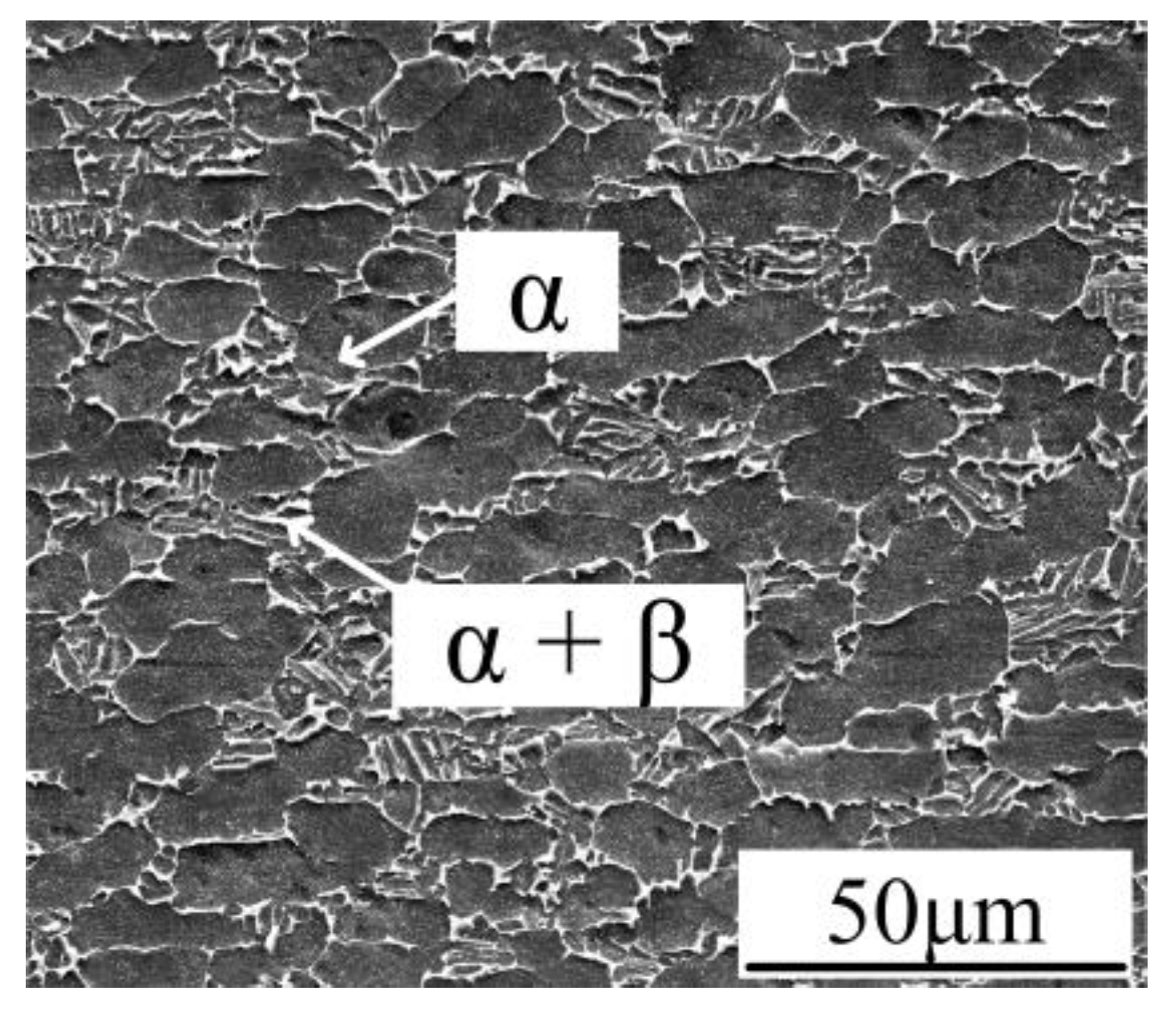
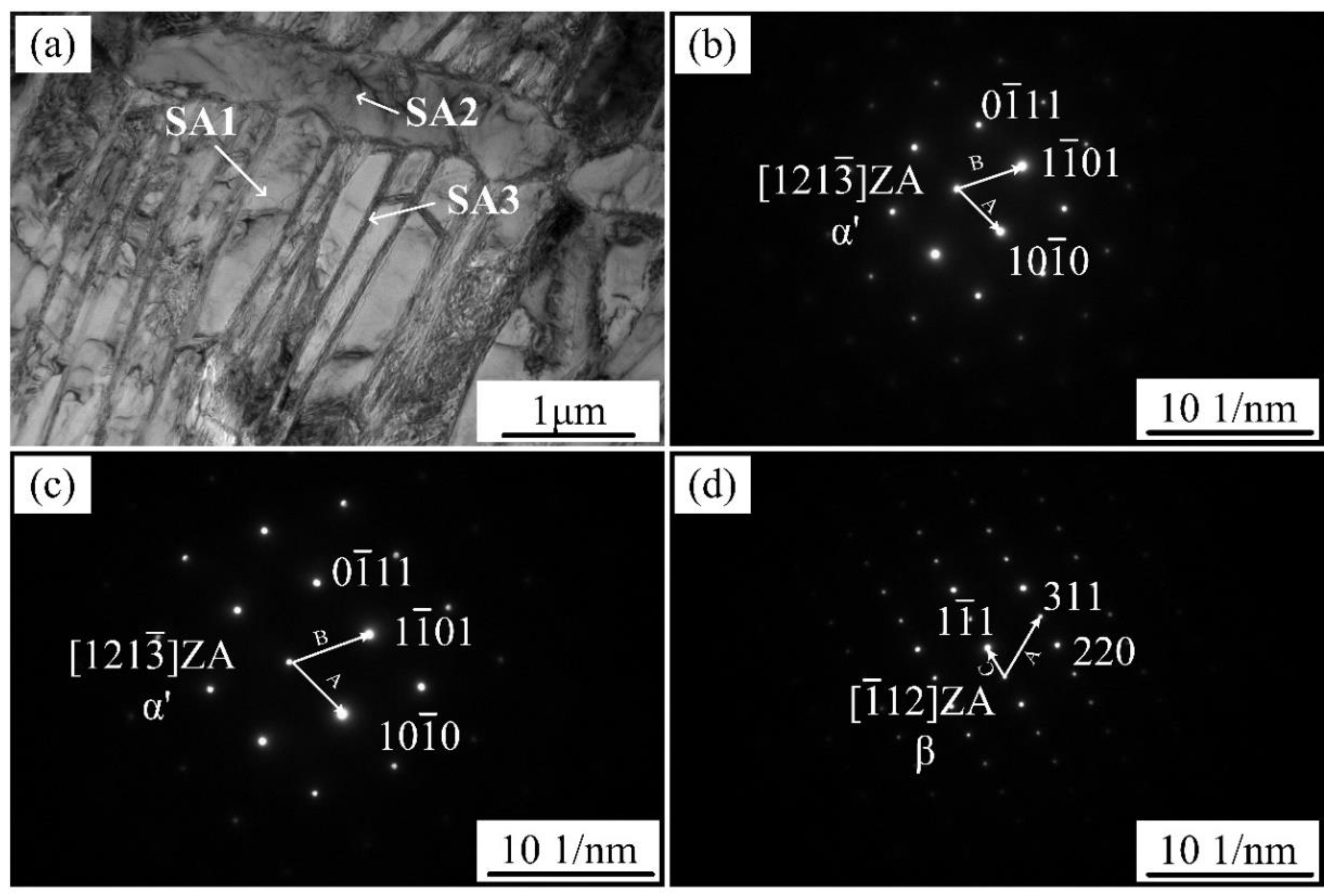
3.1. Microstructure Analysis
3.2. Effect of Heat Input on the Microstructure of the Weld Seam
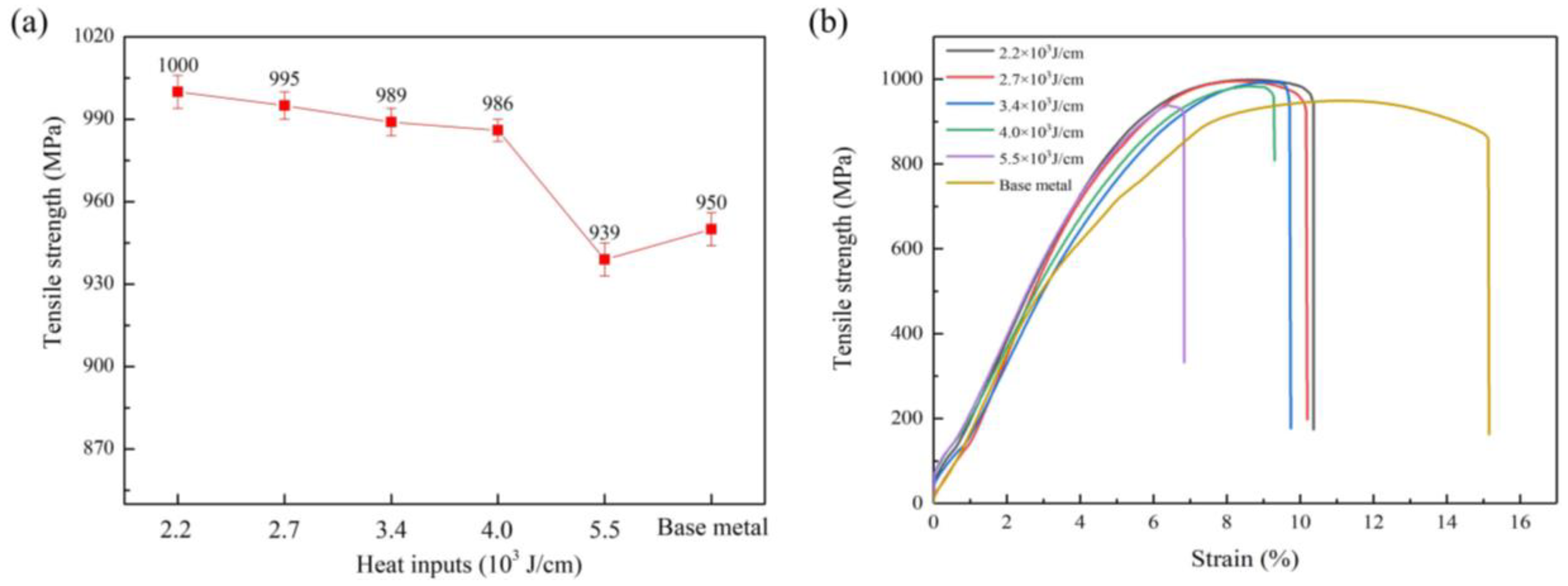
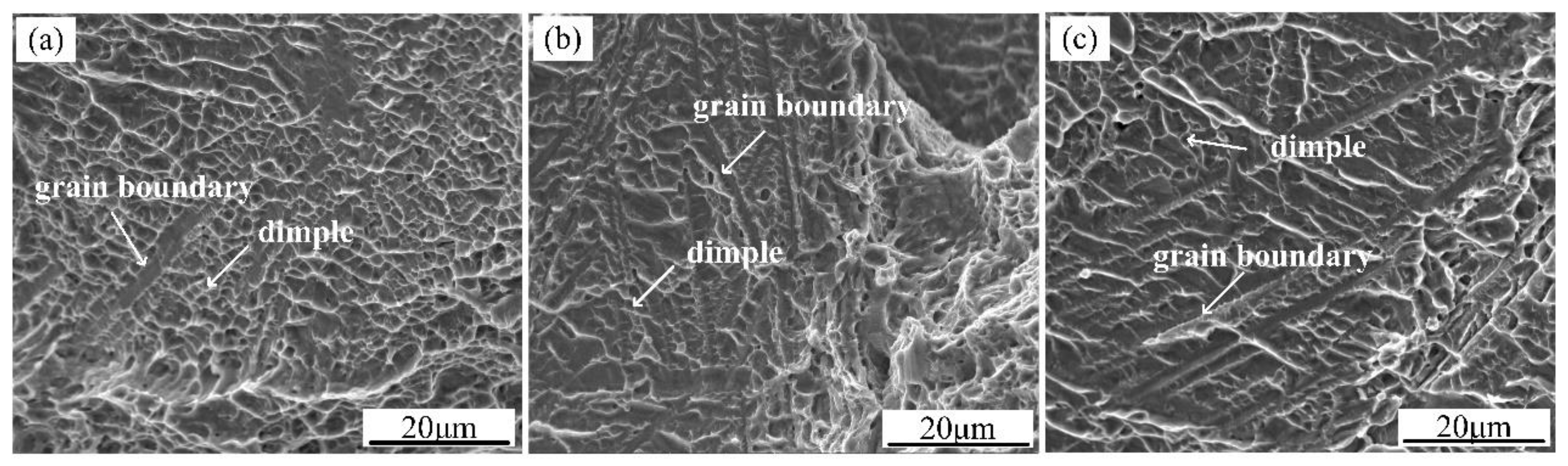
3.3. Mechanical Performance
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Guo, P.; Zhao, Y.; Zeng, W.; Hong, Q. The effect of microstructure on the mechanical properties of TC4-DT titanium alloys. Mater. Sci. Eng. A 2013, 563, 106–111. [Google Scholar] [CrossRef]
- Yung, W.K.; Ralph, B.; Lee, W.B.; Fenn, R. An investigation into welding parameters affecting the tensile properties of titanium welds. J. Mater. Process. Technol. 1997, 63, 759–764. [Google Scholar] [CrossRef]
- Gursel, A. Crack risk in Nd: YAG laser welding of Ti-6Al-4V alloy. Mater. Lett. 2017, 197, 233–235. [Google Scholar] [CrossRef]
- Junaid, M.; Baig, M.N.; Shamir, M.; Khan, F.N.; Rehman, K.; Haider, J. A comparative study of pulsed laser and pulsed TIG welding of Ti-5Al-2.5Sn titanium alloy sheet. J. Mater. Process. Tech. 2017, 242, 24–38. [Google Scholar] [CrossRef]
- Badheka, V.J.; Basu, R.; Omale, J.; Szpunar, J. Microstructural aspects of TIG and A-TIG welding process of dissimilar steel grades and correlation to mechanical behavior. Trans. Indian Inst. Met. 2016, 69, 1765–1773. [Google Scholar] [CrossRef]
- Júnior, P.C.S.; Resende, N.V.; Rodrigues, M.A.; Soares, C.J.; Raposo, L.H.A. Effect of joint design and welding type on the flexural strength and weld penetration of Ti-6Al-4V alloy bars. J. Prosthet. Dent. 2015, 113, 467–474. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.M.; Li, P.J. Modified active control of metal transfer and pulsed GMAW of titanium. Weld. J. 2001, 80, 54–70. [Google Scholar]
- Liu, P.; Zhang, G.M.; Zhai, T.; Feng, K.Y. Effect of treatment in weld surface on fatigue and fracture behavior of titanium alloys welded joints by vacuum electron beam welding. Vacuum 2017, 141, 176–180. [Google Scholar] [CrossRef]
- Gao, F.; Gao, Q.; Jiang, P.; Liu, Z.; Liao, Z. Microstructure and properties of titanium alloy electron beam weldments based on the different heat input conditions of the same line energy. Vacuum 2017, 146, 136–141. [Google Scholar] [CrossRef]
- Edwards, P.D.; Ramulu, M. Comparative study of fatigue and fracture in friction stir and electron beam welds of 24 mm thick titanium alloy Ti-6Al-4V. Fatigue Fract. Eng. Mater. Struct. 2016, 39, 1226–1240. [Google Scholar] [CrossRef]
- Yang, X.; Li, S.; Qi, H. Ti-6Al-4V welded joints via electron beam welding: Microstructure, fatigue properties, and fracture behavior. Mater. Sci. Eng. A 2014, 597, 225–231. [Google Scholar] [CrossRef]
- Ferreira, N.A.; Senna, P.M.; Lago, D.; Senna, L.F.; Sampaio-Filho, H.R. Influence of stress corrosion on the mechanical properties of laser-welded titanium. J. Prosthet. Dent. 2016, 115, 356–362. [Google Scholar] [CrossRef] [PubMed]
- Panwisawas, C.; Perumal, B.; Ward, R.M.; Turner, N.; Turner, R.P.; Brooks, J.W.; Basoalto, H.C. Keyhole formation and thermal fluid flow-induced porosity during laser fusion welding in titanium alloys: Experimental and modelling. Acta Mater. 2017, 126, 251–263. [Google Scholar] [CrossRef]
- Akman, E.; Demir, A.; Canel, T.; Sinmazcelik, T. Laser welding of Ti6Al4V titanium alloys. J. Mater. Process. Tech. 2009, 209, 3705–3713. [Google Scholar] [CrossRef]
- Gao, M.; Chen, C.; Wang, L.; Wang, Z.; Zeng, X. Laser-arc hybrid welding of dissimilar titanium alloy and stainless steel using copper wire. Metall. Mater. Trans. A 2015, 46, 2007–2020. [Google Scholar] [CrossRef]
- Chen, Y.; Feng, J.; Li, L.; Chang, S.; Ma, G. Microstructure and mechanical properties of a thick-section high-strength steel welded joint by novel double-sided hybrid fibre laser-arc welding. Mater. Sci. Eng. A 2013, 582, 284–293. [Google Scholar] [CrossRef]
- Ribic, B.; Palmer, T.A.; DebRoy, T. Problems and issues in laser-arc hybrid welding. Int. Mater. Rev. 2009, 54, 223–244. [Google Scholar] [CrossRef]
- Brandizzi, M.; Satriano, A.A.; Sorgente, D.; Tricarico, L. Laser-arc hybrid welding of Ti6Al4V titanium alloy: mechanical characterization of joints and gap tolerance. Weld. Int. 2013, 27, 113–120. [Google Scholar] [CrossRef]
- Li, R.; Li, Z.; Zhu, Y.; Rong, L. A comparative study of laser beam welding and laser-MIG hybrid welding of Ti-Al-Zr-Fe titanium alloy. Mater. Sci. Eng. A 2011, 528, 1138–1142. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Panton, B.; Zeng, Z.; Andrei, C.M.; Zhou, Y.; Miranda, R.M.; Braz Fernandes, F.M. Laser joining of NiTi to Ti6Al4V using a Niobium interlayer. Acta Mater. 2016, 105, 9–15. [Google Scholar] [CrossRef]
- Zhang, K.Z.; Lei, Z.L.; Chen, Y.B.; Liu, M.; Liu, Y. Microstructure characteristics and mechanical properties of laser-TIG hybrid welded dissimilar joints of Ti-22Al-27Nb and TA15. Opt. Laser. Technol. 2015, 73, 139–145. [Google Scholar] [CrossRef]
- Mazumder, J.; Steen, W.M. Microstructure and Mechanical Properties of Laser Welded Titanium 6Al-4V. Metall. Mater. Trans. A 1982, 13, 865–871. [Google Scholar] [CrossRef]
- Uygur, I.; Dogan, I. The effect of TIG welding on microstructure and mechanical properties of a butt-joined-unalloyed titanium. Metalurgija 2005, 44, 119–123. [Google Scholar]
- Moiseev, V.N. The martensitic transformation during deformation of titanium alloys with metastable β phase. Met. Sci. Heat Treat. 1972, 14, 391–395. [Google Scholar] [CrossRef]
- Matsumoto, H.; Yoneda, H.; Sato, K.; Kurosu, S.; Maire, E.; Fabregue, D.; Konno, T.J.; Chiba, A. Room-temperature ductility of Ti-6Al-4V alloy with α′ martensite microstructure. Mater. Sci. Eng. A 2011, 528, 1512–1520. [Google Scholar] [CrossRef]
- Lehto, P.; Remes, H.; Saukkonen, T.; Hänninen, H.; Romanoff, J. Influence of grain size distribution on the Hall-Petch relationship of welded structural steel. Mater. Sci. Eng. A 2014, 592, 28–39. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Zeng, Z.; Omori, T.; Miranda, R.M.; Braz Fernandes, F.M. Improvement of damping properties in laser processed superelastic Cu-Al-Mn shape memory alloys. Mater. Design 2016, 98, 280–284. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition (wt %) | Fe | C | N | Al | V | H | Ti |
|---|---|---|---|---|---|---|---|
| TC4 | ≤0.30 | ≤0.10 | ≤0.05 | 5.5–6.8 | 3.5–4.5 | ≤0.015 | bal. |
| Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) |
|---|---|---|
| 895–1004 | 834–895 | 10–15 |
| Power (kW) | Arc Current (A) | Arc Voltage (V) | Welding Speed (m/min) | Heat Input (J/cm) |
|---|---|---|---|---|
| 4.0 | 50 | 17 | 0.8 | 2.5 × 103 |
| Number | Power (kW) | Arc Current (A) | Arc Voltage (V) | Welding Speed (m/min) | Heat Input (J/cm) |
|---|---|---|---|---|---|
| 1 | 2.0 | 80 | 20 | 0.7 | 2.2 × 103 |
| 2 | 2.3 | 80 | 20 | 0.6 | 2.7 × 103 |
| 3 | 2.5 | 80 | 20 | 0.5 | 3.4 × 103 |
| 4 | 2.8 | 60 | 17 | 0.4 | 4.0 × 103 |
| 5 | 3 | 55 | 17 | 0.3 | 5.5 × 103 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Su, X.; Tao, W.; Chen, Y.; Fu, J. Microstructure and Tensile Property of the Joint of Laser-MIG Hybrid Welded Thick-Section TC4 Alloy. Metals 2018, 8, 1002. https://doi.org/10.3390/met8121002
Su X, Tao W, Chen Y, Fu J. Microstructure and Tensile Property of the Joint of Laser-MIG Hybrid Welded Thick-Section TC4 Alloy. Metals. 2018; 8(12):1002. https://doi.org/10.3390/met8121002
Chicago/Turabian StyleSu, Xuan, Wang Tao, Yanbin Chen, and Jiyuan Fu. 2018. "Microstructure and Tensile Property of the Joint of Laser-MIG Hybrid Welded Thick-Section TC4 Alloy" Metals 8, no. 12: 1002. https://doi.org/10.3390/met8121002
APA StyleSu, X., Tao, W., Chen, Y., & Fu, J. (2018). Microstructure and Tensile Property of the Joint of Laser-MIG Hybrid Welded Thick-Section TC4 Alloy. Metals, 8(12), 1002. https://doi.org/10.3390/met8121002