Roughness of Ploughshare Working Surface and Mechanisms of Wear during Operation in Various Soils



Abstract
:1. Introduction
2. Experiments
3. Results
4. Discussion
5. Conclusions
- (1)
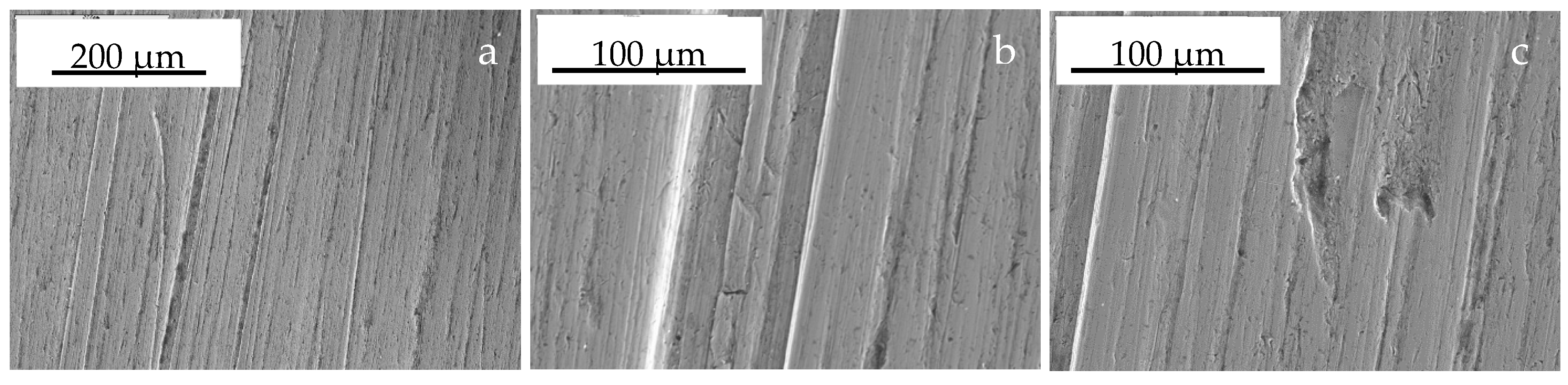
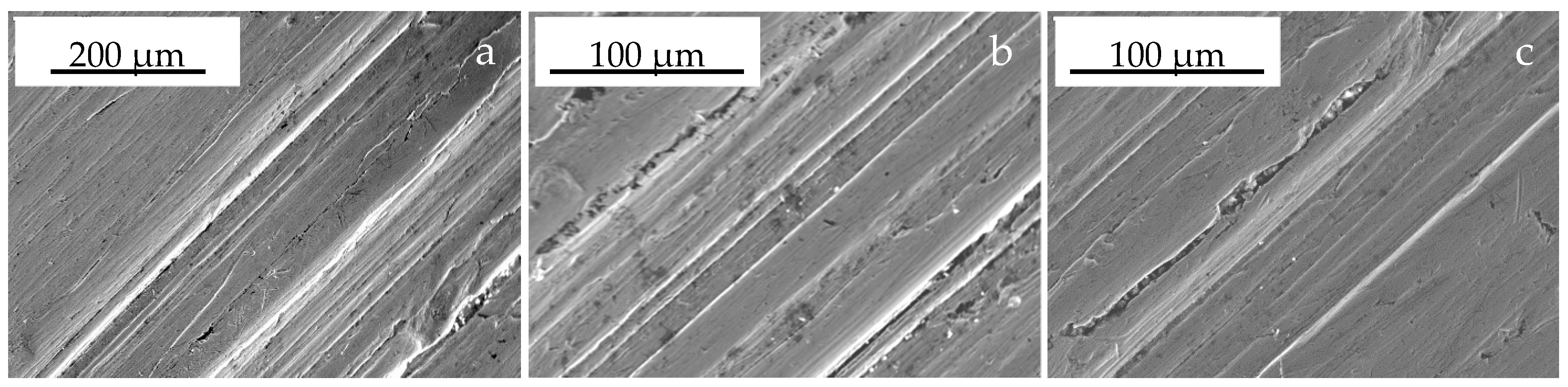
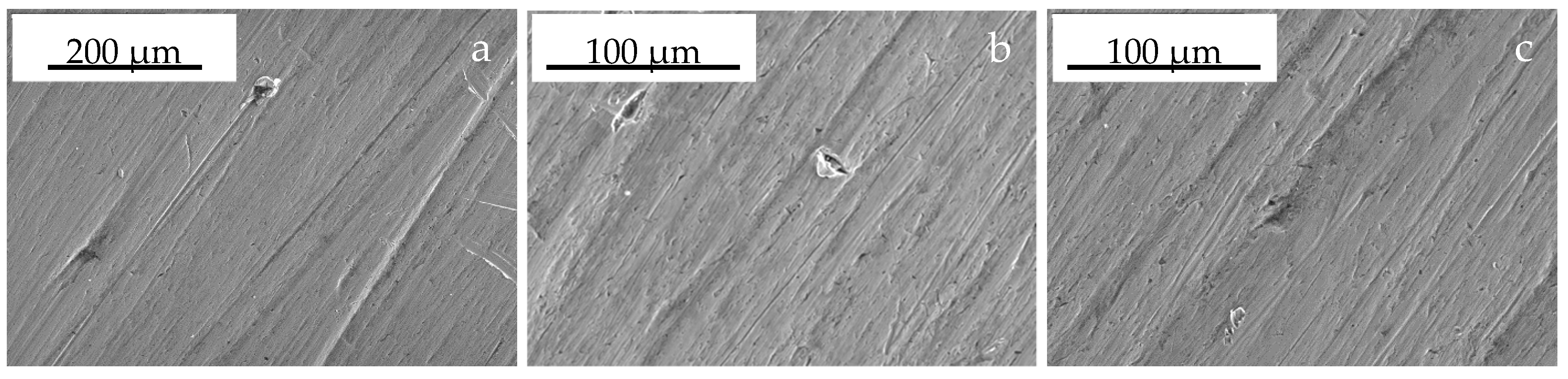
- In moist soils containing higher portion of large grains, the main mechanism of wear of ploughshare material is microcutting and grooving but in soils with increased content of fine fractions, the dominating wear mechanism is microcutting.
- (2)
- Roughness of working surfaces of the ploughshare operating in soil containing increased portion of large particles is higher than of the tool operating in soil containing larger portion of fine fractions. In the first case, roughness values were: Ra 1.13 μm, Rt 10.50 μm, Rv 7.60 μm and Rp 2.74 µm. In the second case, the values were 0.80, 6.86, 4.78 and 2.32 µm, respectively.
- (3)
- In both types of soils, higher Rv than Rp values (average ratio ca. 2.7) were found on working surfaces of the ploughshare. This indicates participation of microcutting and scratching in the wear process.
- (4)
- Results of profilographometric and SEM examinations deliver complementary information about condition of working surfaces of ploughshares: qualitative assessment is performed by SEM and quantitative assessment—by profilographometric measurements.
Author Contributions
Conflicts of Interest
References
- Eyre, T.S. The mechanisms of wear. Tribol. Int. 1978, 11, 91–96. [Google Scholar] [CrossRef]
- Ikranov, V. Abrasive wear mechanism. In Proceedings of the 4th European Tribology Congress Eurotrib’85, Lyon, France, 9–12 September 1985; Volume 4, pp. 189–196. [Google Scholar]
- Nalbant, M.; Palali, A.T. Effects of different material coatings on the wearing of plowshares in soil tillage. Turk. J. Agric. 2011, 35, 215–223. [Google Scholar]
- Blickensderfer, R.; Madsen, B.W.; Tylczak, J.H. Comparison of several types of abrasive wear tests. In Proceedings of the International Conference Wear of Materials, Vancouver, BC, Canada, 14–18 April 1985; ASME: Vancouver, BC, Canada, 1985. [Google Scholar]
- Misra, A.; Finnie, I. A classification of 3-body abrasive wear and design of a new tester. Wear 1980, 60, 111–121. [Google Scholar] [CrossRef]
- Misra, A.; Finnie, I. A review of the abrasive wear of metals. J. Eng. Mater. Technol. 1982, 104, 94–101. [Google Scholar] [CrossRef]
- Burwell, J.T. Survey of possible wear mechanisms. Wear 1958, 1, 119–141. [Google Scholar] [CrossRef]
- Rabinowitz, E.; Mutis, A. Effect of abrasive particle size on wear. Wear 1965, 8, 381–390. [Google Scholar] [CrossRef]
- Toporov, G.V. The influence of structure on the abrasive wear of cast iron. Frict. Wear Mach. 1960, 12, 39–59. [Google Scholar]
- Avery, H.S. Classification and Precision of Abrasion of Materials; ASME: New York, NY, USA, 1977. [Google Scholar]
- Solski, P. Zużycie Cierne Metali; WNT: Warszawa, Poland, 1968. [Google Scholar]
- Zum Gahr, K.-H. Microstructure and Wear of Materials; Elsevier: Amsterdam, The Netherlands, 1987. [Google Scholar]
- Hawk, J.A.; Wilson, R.D.; Tylczak, J.H.; Doģan, Õ.N. Laboratory abrasive wear tests: Investigation of test methods and alloy correlation. Wear 1999, 225–229, 1031–1042. [Google Scholar] [CrossRef]
- Gates, J.D. Two-body and three-body abrasion: A critical discussion. Wear 1998, 214, 139–146. [Google Scholar] [CrossRef]
- Rabinowicz, E. Friction and Wear of Materials; John Wiley: New York, NY, USA, 1965. [Google Scholar]
- Evans, A.G.; Wildshaw, T.R. Quasi-static solid particle damage in brittle solids—I. Observations, analysis and implications. Acta Metall. 1976, 24, 939–956. [Google Scholar] [CrossRef]
- Kragelski, I.V.; Dobycin, M.N.; Kombalov, V.S. Osnovy racetov na trenie i iznos; Masinostrojenie: Moskva, Russia, 1977. [Google Scholar]
- Murray, M.J.; Mutton, P.J.; Watson, J.D. Abrasive wear mechanisms in steels. J. Lubr. Technol. 1982, 104, 9–16. [Google Scholar] [CrossRef]
- Hutchings, I.M. Tribology: Friction and Wear Engineering Materials; Edvard Arnold: London, UK, 1992. [Google Scholar]
- Davis, J.R. Surface Engineering for Corrosion and Wear Resistance; ASM International: Geauga County, OH, USA, 2001. [Google Scholar]
- Stachowiak, G.W.; Batchelor, A.W. Engineering Tribology; Butterworth-Heineman: Oxford, UK, 2005. [Google Scholar]
- Moore, M.A. Abrasive wear. In Treatise on Materials Science and Technology; Scott, D., Ed.; Academic Press: New York, NY, USA, 1979; pp. 217–257. [Google Scholar]
- Hokkirigawa, K.; Kato, K. An experimental and theoretical investigation of ploughing, cutting and wedge formation during abrasive wear. Tribol. Int. 1988, 21, 51–57. [Google Scholar] [CrossRef]
- Suh, N.P. The delamination theory of wear. Wear 1973, 25, 111–124. [Google Scholar] [CrossRef]
- Challen, J.M.; Oxley, P.L.B. An explanation of the different regimes of friction and wear using asperity deformation models. Wear 1979, 53, 229–243. [Google Scholar] [CrossRef]
- Lansdown, A.R.; Price, A.L. Materials to Resist Wear-Guide to Their Selection and Use; Pergamon Press: Swansea, Wales, 1989. [Google Scholar]
- Mann, P.S.; Brar, N.K. Tribological aspects of agricultural equipments: A review. Int. Res. J. Eng. Technol. 2015, 2, 1704–1708. [Google Scholar]
- Yu, H.-J.; Bhole, S.D. Development of a prototype abrasive wear tester for tillage tool materials. Tribol. Int. 1990, 23, 309–316. [Google Scholar] [CrossRef]
- Łabęcki, M.; Gościański, M.; Kapcińska, D.; Pirowski, Z. Badania tribologiczne, wytrzymałościowe i strukturalne wybranych materiałów stosowanych na elementy maszyn rolniczych pracujące w glebie. J. Res. Appl. Agric. Eng. 2007, 52, 43–51. [Google Scholar]
- Napiórkowski, J. Elementarne procesy zużywania tworzyw wielofazowych w piasku luźnym. Inżynieria Rolnicza 2010, 2, 71–77. [Google Scholar]
- Pirso, J.; Viljus, M.; Letunovitš, S.; Juhani, K.; Joost, R. Three-Body Abrasive wear of Cermets. Wear 2011, 271, 2868–2878. [Google Scholar] [CrossRef]
- Engqvist, H.; Axén, N. Abrasion of Cemented Carbides by Small Grits. Tribol. Int. 1999, 32, 527–534. [Google Scholar] [CrossRef]
- Tjong, S.; Lau, K. Abrasion resistance of stainless-steel composites reinforcedwith hard TiB2 particles. Compos. Sci. Technol. 2000, 60, 1141–1146. [Google Scholar] [CrossRef]
- Larsen-Basse, J.; Koyanagi, E.T. Abrasion of WC-Co alloysbyquartz. J. Lubr. Technol. 1979, 101, 208–211. [Google Scholar] [CrossRef]
- Tabor, D. The physical meaning of indentation and scratch hardness. Br. J. Appl. Phys. 1956, 7, 159. [Google Scholar] [CrossRef]
- Wahl, H. Verschleiß probleme in Braunkohlenbergbau. Braunkohle Wärme Energie 1951, 3, 75–87. [Google Scholar]
- Uetz, H.; Föhl, J. Gleitverschleißuntersuchungen an Metallen und nichmetallischen Hartstoffen unter Wirkung körniger Stoffe. Braunkohle Wärme Energie 1969, 21, 10–18. [Google Scholar]
- Richardson, R.C.D. The wear of metals by relatively soft abrasives. Wear 1968, 11, 245–275. [Google Scholar] [CrossRef]
- Deuis, R.L.; Subramanian, C.; Yellup, J.M. Three-body abrasive wear of composite coatings in dry and wet environments. Wear 1998, 214, 112–130. [Google Scholar] [CrossRef]
- Swanson, P.A.; Klann, R.W. Abrasive wear studies using the wet sand and dry sand rubber wheel tests. In Proceedings of the International Conference Wear of Materials, San Francisco, CA, USA, 30 March–1 April 1981; pp. 379–389. [Google Scholar]
- Woldman, M.; Heide, E.; Schipper, D.J.; Tinga, T.; Masen, M.A. Investigating the influence of sand particle properties on abrasive wear behavior. Wear 2012, 294–295, 419–426. [Google Scholar] [CrossRef]
- Woldman, M.; Heide, E.; Tinga, T.; Masen, M.A. The influence of abrasive body dimensions on single asperity wear. Wear 2013, 301, 76–81. [Google Scholar] [CrossRef]
- Sasada, T.; Oike, M.; Emori, N. The effect of abrasive grain size on the transition between abrasive and adhesive wear. Wear 1984, 97, 291–302. [Google Scholar] [CrossRef]
- Pellegrin, D.V.; Torrance, A.A.; Haran, E. Wear mechanisms and scale effects in two-body abrasion. Wear 2009, 266, 13–20. [Google Scholar] [CrossRef] [Green Version]
- Coronadoa, J.J.; Sinatorab, A. Effect of abrasive size on wear of metallic materials and its relationship with microchips morphology and wear micromechanisms: Part 1. Wear 2011, 271, 1794–1803. [Google Scholar] [CrossRef]
- Zum Gahr, K.-H. Modelling of two-body abrasive wear. Wear 1988, 124, 87–103. [Google Scholar] [CrossRef]
- Nganbe, M.; Khan, T.; Glenesk, L. High Wear Resistant HVOF Coatings for Use in the Oil and Sands Industry. In Proceedings of the Symposium on Materials Technology in Mechanical Engineering, Calgary, AB, Canada, January 2006. [Google Scholar]
- Larsen-Basse, J. Effect of hardness and local fracture toughness on the abrasive wear of WC-Co alloys. In Tribology—Friction, Lubrication and Wear, Fifty Years; Institution of Mechanical Engineers: London, UK, 1987; Volume I, pp. 277–282. [Google Scholar]
- Polak, R.; Ilo, S.; Badisch, E. Relation between inter-particle distance (LIPD) and abrasion in multiphase matrix-carbide material. Tribol. Lett. 2009, 33, 29–35. [Google Scholar] [CrossRef]
- Gee, M.G.; Gant, A.; Roebuck, B. Wear mechanisms in abrasion and erosion of WC/Co and related hardmetals. Wear 2007, 263, 137–148. [Google Scholar] [CrossRef]
- Wayne, S.F.; Baldoni, J.G.; Buljan, S.T. Abrasion and erosion of WC–Co with controlled microstructures. Tribol. Trans. 1990, 33, 611–617. [Google Scholar] [CrossRef]
- O’Quigley, D.G.F.; Luyckz, S.; James, M.N. An empirical ranking of a wide range of WC–Co grades in terms of their abrasion resistance measured by the ASTM standard B611-85 test. Int. J. Refract. Met. Hard Mater. 1997, 15, 73–79. [Google Scholar] [CrossRef]
- Hebda, M.; Wachal, A. Trybologia; WNT: Warszawa, Poland, 1980. [Google Scholar]
- Zum Gahr, K.-H.; Eldis, G.T. Abrasive wear of white cast irons. Wear 1980, 64, 175–194. [Google Scholar] [CrossRef]
- Ludema, K.C. A Perspective on Wear Models; ASTM Standardisation News: West Conshohocken, PA, USA, 1978; Volume 56, pp. 13–17. [Google Scholar]
- Napiórkowski, J.; Lemiecha, M.; Rosiak, M. An analysis of the impact of soil mass pH on the wear process of steel. In Proceedings of the MATEC Web of Conferences 2017 (94), The 4th International Conference on Computing and Solutions in Manufacturing Engineering 2016—CoSME’16, Braşov, Romania, 3–4 November 2016. [Google Scholar]
- Stabryła, J. Research on the degradation process of agricultural tools in soil. Problemy Eksploatacji 2007, 4, 223–232. [Google Scholar]
- Natsis, A.; Petropoulos, G.; Pandazaras, C. Influence of local soil conditions on mouldboard ploughshare abrasive wear. Tribol. Int. 2008, 41, 151–157. [Google Scholar] [CrossRef]
- Stawicki, T.; Białobrzeska, B.; Kostencki, P. Tribological Properties of Plough Shares Made of Pearlitic and Martensitic Steels. Metals 2017, 7, 139. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
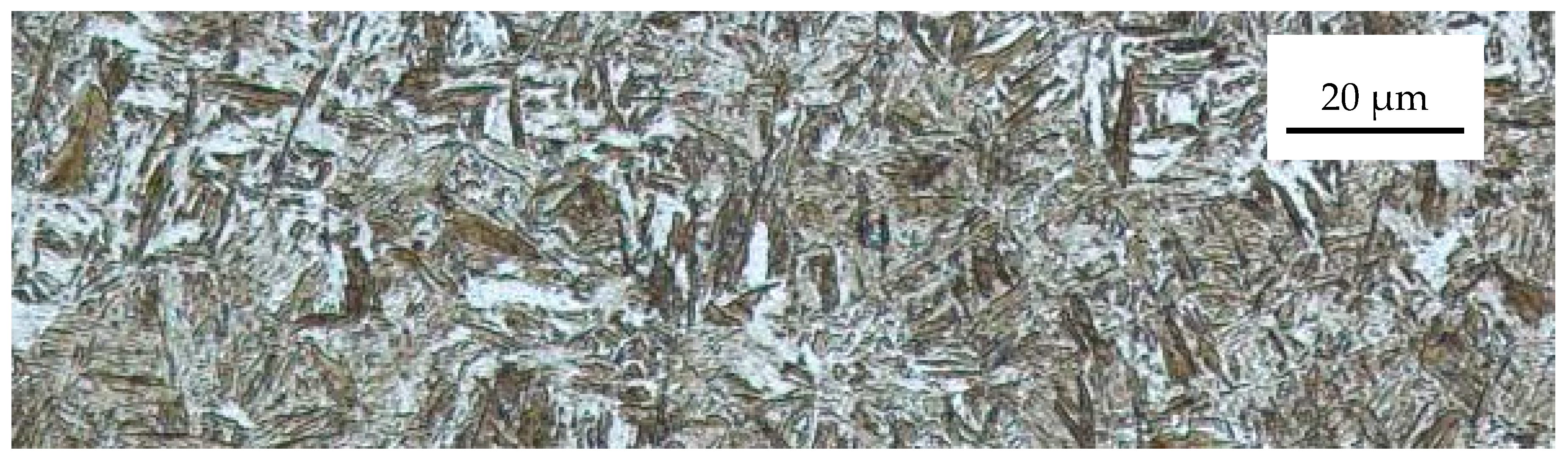
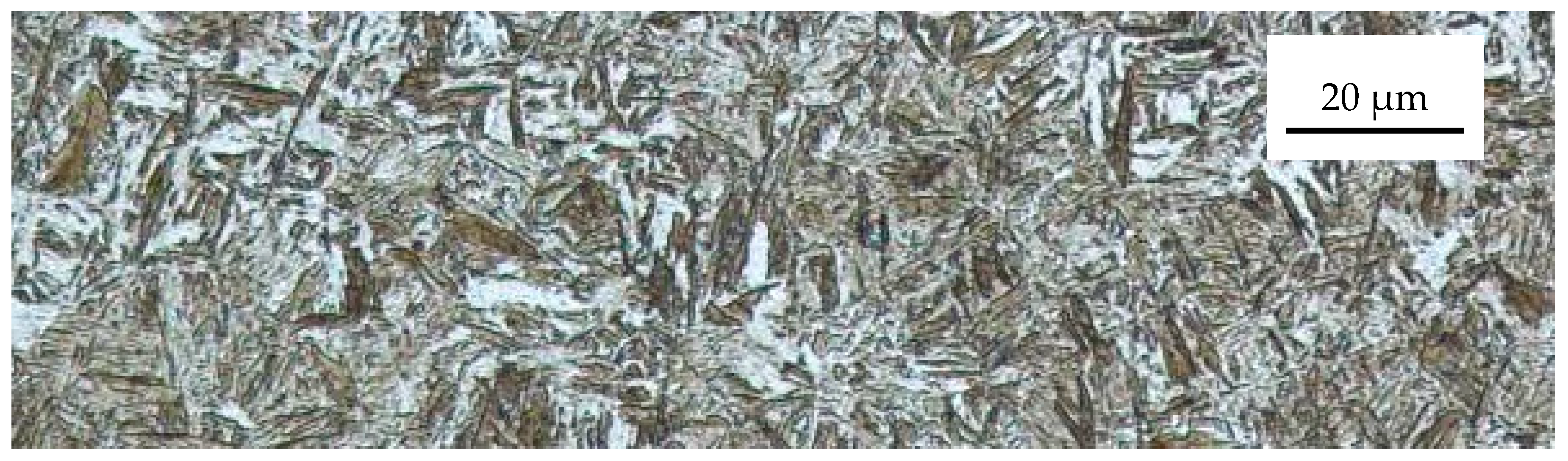
| Chemical composition, wt%—spectral analysis with a glow discharge spectrometer; examined material under low-pressure argon atmosphere; negative potential 800 to 1200 V applied to specimens | C—0.362, Mn—1.270, Si—0.230, P—0.013, S—0.006, Cr—0.256, Ni—0.084, Mo—0.019, Cu—0.138, Al—0.031, Ti—0.043, Co—0.005, B—0.0023, Pb—0.002, Zr—0.004, Fe—remainder |
| Brinell hardness HBW (acc. to EN ISO 6506-1:2014-12), hardness tester Zwick/Roell, load 1839 N for 15 s | 474.1 s = 3.3 |
| Quantity | Soil Layer | Parameter Value | |||||
|---|---|---|---|---|---|---|---|
| Conditions A | Conditions B | ||||||
| Percentage of granulometric fraction and granulometric group of cultivated soil | sand | 1.0 < d ≤ 2.0 | arable layer | 2.0 | FSL—fine sandy loam | 0.8 | SL/L—sandy loam/loam |
| 0.5 < d ≤ 1.0 | 7.5 | 3.0 | |||||
| 0.25 < d ≤ 0.5 | 15.3 | 6.9 | |||||
| 0.10 < d ≤ 0.25 | 30.0 | 14.3 | |||||
| 0.05 < d ≤ 0.10 | 15.8 | 27.4 | |||||
| silt | 0.02 < d ≤ 0.05 | 12.8 | 22.8 | ||||
| 0.002 < d ≤ 0.02 | 12.7 | 16.9 | |||||
| clay | d ≤ 0.002 | 3.9 | 7.9 | ||||
| Quantity of large stones | 6.9 pcs./ha | 0.0 pcs./ha | |||||
| Percentage of fine stones (over 3 cm) | 7.7 s = 3.5 pcs./m2 4.5 s = 0.9 t/ha | 0.0 s = 0.0 pcs./m2 0.0 s = 0.0 t/ha | |||||
| Percentage of gravel, % | 1.9 | 0.9 | |||||
| Reaction, pHKCl | 5.92 | 4.67 | |||||
| Actual humidity, % | 0–15 cm | 15.0 s = 0.7 15.0 | 16.0 s = 1.5 | ||||
| 15–30 cm | 14.8 s = 1.0 | 18.0 s = 2.9 | |||||
| Volumetric density, g⋅cm−3 | 0–15 cm | 1.42 s = 0.09 | 1.45 s = 0.08 | ||||
| 15–30 cm | 1.43 s = 0.09 | 1.45 s = 0.13 | |||||
| Firmness, kPa | 0–15 cm | 679 s = 252 | 849 s = 433 | ||||
| 15–30 cm | 1555 s = 531 | 1567 s = 431 | |||||
| Shearing stress, kPa | 0–15 cm | 31 s = 7 | 44 s = 9 | ||||
| 15–30 cm | 37 s = 8 | 42 s = 13 | |||||
| Working depth, cm | 24 s = 2 | 25 s = 3 | |||||
| Working speed, m⋅s−1 | 2.76 s = 0.14 | 2.04 s = 0.04 | |||||
| Measurement Line | Roughness Parameter, µm | |||||
|---|---|---|---|---|---|---|
| Rt | Rv | Rp | ||||
| Average (Standard Deviation) | Range | Average (Standard Deviation) | Range | Average (Standard Deviation) | Range | |
| Conditions A | ||||||
| 1 | 10.31 (2.50) | 10.22–17.67 | 7.90 (2.14) | 7.32–14.00 | 2.41 (0.66) | 1.92–3.67 |
| 2 | 11.05 (3.60) | 8.76–17.38 | 8.11 (2.85) | 6.60–13.53 | 2.93 (0.99) | 1.91–4.96 |
| 3 | 11.82 (2.99) | 7.33–16.27 | 8.52 (2.33) | 4.57–11.25 | 3.35 (1.03) | 1.85–5.03 |
| 4 | 11.72 (3.06) | 7.34–17.27 | 7.90 (2.35) | 5.07–11.93 | 3.78 (0.90) | 2.27–5.35 |
| 5 | 13.87 (5.00) | 8.90–18.73 | 10.35 (4.85) | 5.47–15.11 | 3.52 (0.79) | 2.38–4.82 |
| Conditions B | ||||||
| 1 | 9.23 (4.34) | 5.20–16.48 | 7.06 (3.45) | 4.10–12.61 | 2.17 (0.91) | 1.10–3.88 |
| 2 | 8.80 (4.81) | 3.85–18.03 | 6.21 (3.22) | 2.33–11.83 | 2.59 (1.73) | 1.44–6.20 |
| 3 | 12.66 (7.34) | 4.87–24.22 | 9.14 (5.84) | 2.65–18.75 | 3.73 (1.56) | 1.70–5.61 |
| 4 | 10.40 (4.81) | 5.56–20.19 | 7.62 (3.41) | 3.97–13.41 | 2.82 (1.64) | 1.52–6.78 |
| 5 | 7.11 (1.40) | 5.15–8.86 | 5.19 (1.25) | 3.41–6.69 | 1.91 (0.22) | 1.68–2.19 |
| Measurement Place | Conditions A | Conditions B |
|---|---|---|
| Share-points | ||
| Identified defects on the rake face surfaces: | ||
| Measurement place 1 acc. to Figure 2b | parallel scratches, parallel grooves, | fine, short scratches proving impact action of abrasive particles, grooves with plastically deformed material at their edge fine pinholes, |
| Measurement place 2 acc. to Figure 2b | parallel scratches, parallel grooves, fine pinholes, | fine, short scratches proving impact action of abrasive particles, deep, parallel scratches caused by larger abrasive particles, fine pinholes. |
| Trapezoidal parts | ||
| Identified defects on the rake face surfaces: | ||
| Measurement place 3 acc. to Figure 2b | parallel scratches, grooves with crack on its bottom, cracks on the surface with trapped abrasive particles, | scratches, fine grooves, fine pinholes with trapped abrasive particles, |
| Measurement place 4 acc. to Figure 2b | parallel scratches, parallel grooves, pinholes with abrasive particles, | scratches with plastically deformed material on their front faces, fine pinholes with trapped abrasive particles, |
| Measurement place 5 acc. to Figure 2b | parallel scratches, parallel grooves, cracks, | scratches, grooves, fine pinholes with trapped abrasive particles, |
| Measurement place 6 acc. to Figure 2b | parallel scratches, parallel grooves, fine pinholes with trapped abrasive particles, | fine, short scratches, grooves, pinholes with trapped abrasive particles. |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stawicki, T.; Kostencki, P.; Białobrzeska, B. Roughness of Ploughshare Working Surface and Mechanisms of Wear during Operation in Various Soils. Metals 2018, 8, 1042. https://doi.org/10.3390/met8121042
Stawicki T, Kostencki P, Białobrzeska B. Roughness of Ploughshare Working Surface and Mechanisms of Wear during Operation in Various Soils. Metals. 2018; 8(12):1042. https://doi.org/10.3390/met8121042
Chicago/Turabian StyleStawicki, Tomasz, Piotr Kostencki, and Beata Białobrzeska. 2018. "Roughness of Ploughshare Working Surface and Mechanisms of Wear during Operation in Various Soils" Metals 8, no. 12: 1042. https://doi.org/10.3390/met8121042
APA StyleStawicki, T., Kostencki, P., & Białobrzeska, B. (2018). Roughness of Ploughshare Working Surface and Mechanisms of Wear during Operation in Various Soils. Metals, 8(12), 1042. https://doi.org/10.3390/met8121042