Numerical and Experimental Study on the Thermodynamic Coupling of Ti-6Al-4V Blade Preforms by Cross Wedge Rolling



Abstract
:1. Introduction
2. Establishing the Constitutive Equation of Ti-6Al-4V
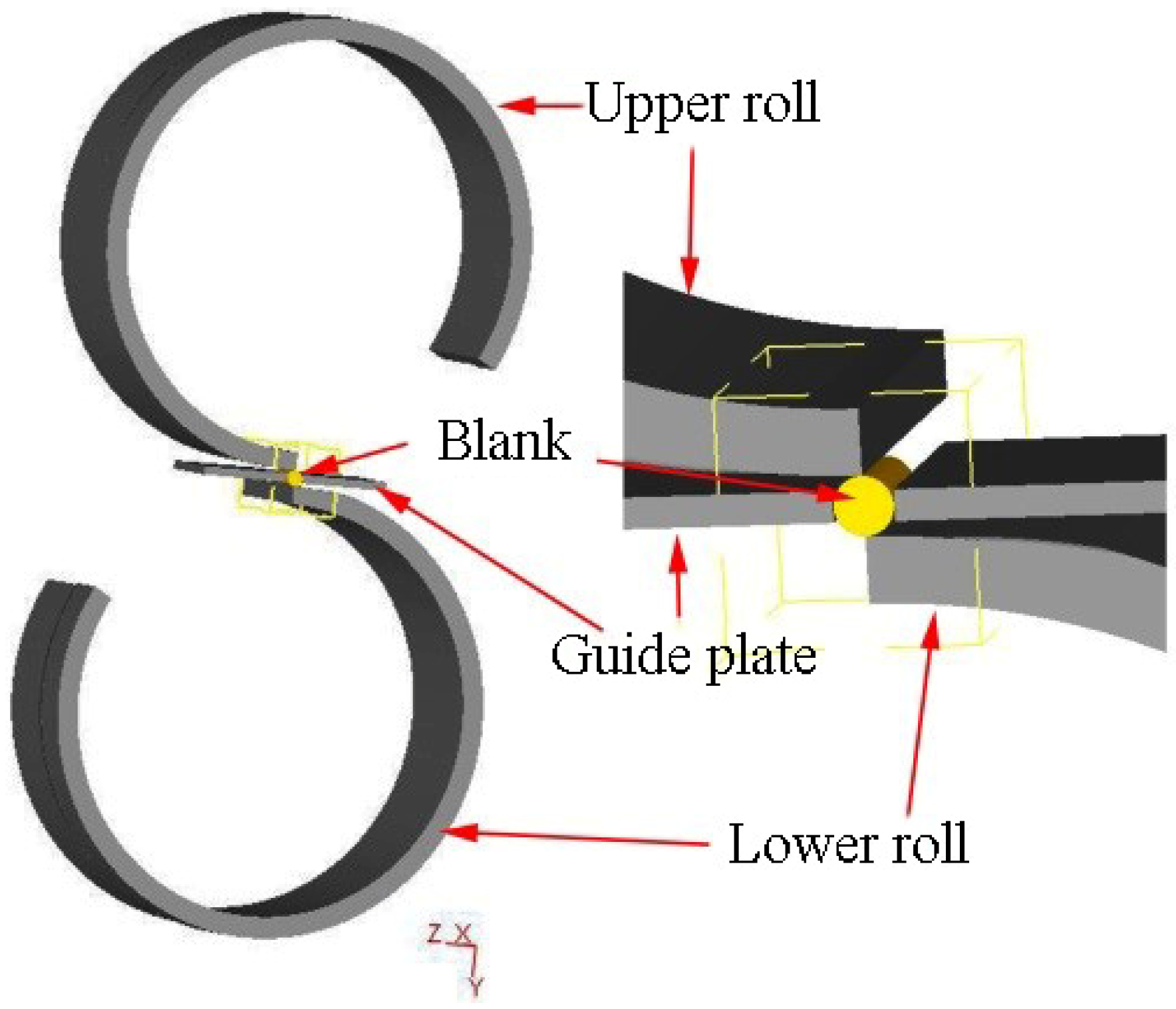
3. Establishment of a Finite Element Model
- (1)
- During CWR, large plastic deformation is observed on the rolled piece, and the elastic deformation is negligible. Therefore, the Ti-6Al-4V titanium alloy rolled piece can be considered as a plastic body, whilst the CWR die can be considered as a rigid body.
- (2)
- The Ti-6Al-4V titanium alloy is rolled symmetrically. For convenient calculations, only half of the rolled structure is selected for the simulation calculation. Symmetric constraint boundary conditions are defined at the symmetrical portion of the rolled piece.
- (3)
- Sheet metal forming usually adopts the Cullen friction. For bulk forming, shear friction is usually adopted, and the contact relationship between the rolling piece and the guide plate is neglected. The friction coefficient between the Ti-6Al-4V billet and the die is set to 0.7 as in References [7,19,27].
- (4)
- Deform automatically re-divides the grid when the cumulative maximum strain increment of the rolling piece is 0.7, to ensure that the software is sufficiently accurate without requiring excessive mesh repartitioning.
- (5)
- A thermodynamic coupling model is introduced. Considering various heat transfer processes, such as thermal convection, heat radiation, heat conduction, plastic deformation heat, and frictional heat, the heat transfer boundary is defined in the rolled piece, die, and the surrounding environment. When the ambient temperature is 20 °C, the heat radiation rate of the rolled piece is 0.7, the convection heat transfer coefficient between the rolled piece and the air is 250 W/m2·K, and the contact thermal conductivity between the rolled piece and the die is 11 × 103 W/m2·K.
- (6)
- An H500 CWR mill is selected with a die specification of Φ500 mm × 400 mm. On the basis of actual conditions, the speed of the roller rotation is set to 10 r/min in the numerical simulation.
4. Results and Discussion
4.1. Forming Process
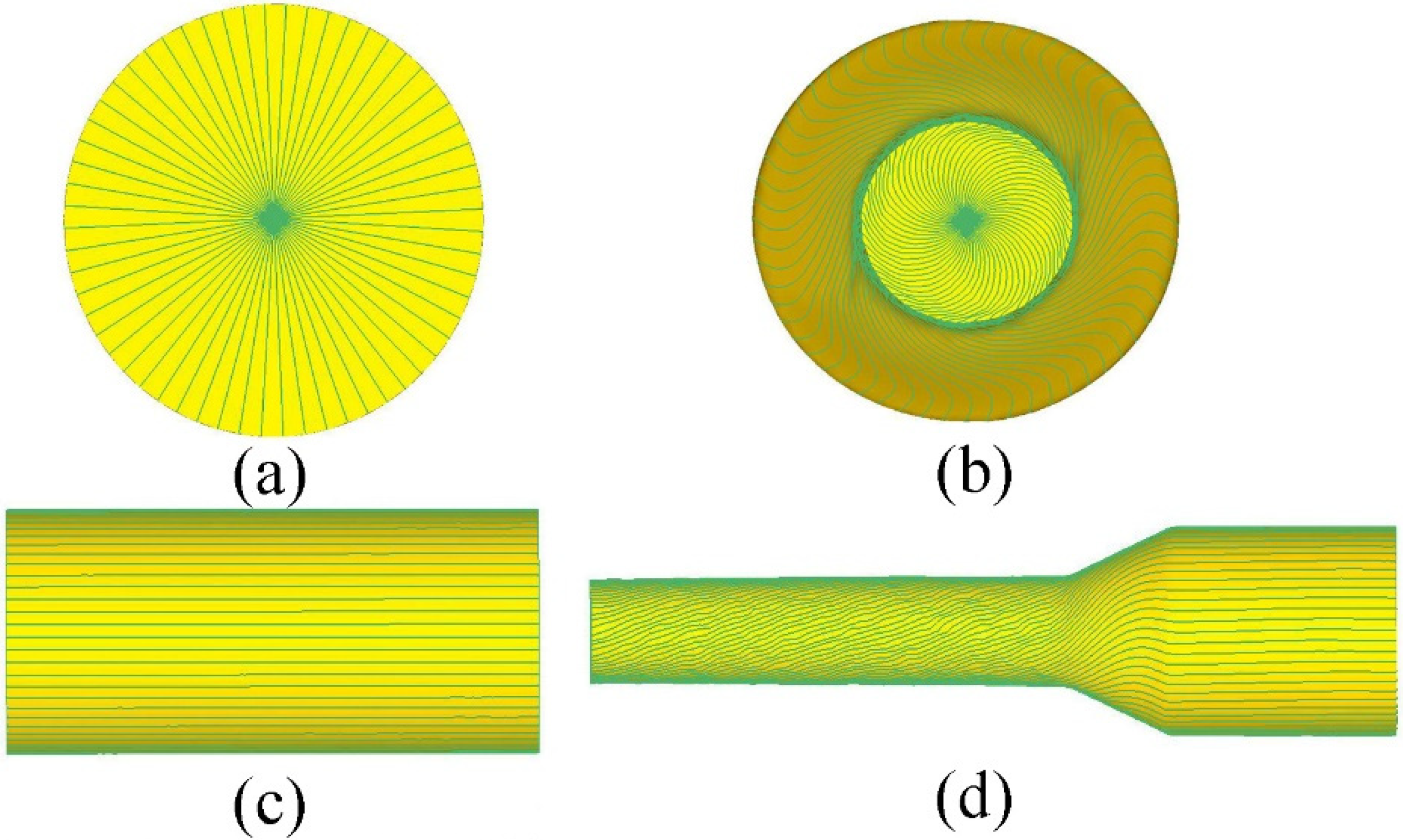
4.2. Law of Metal Flow
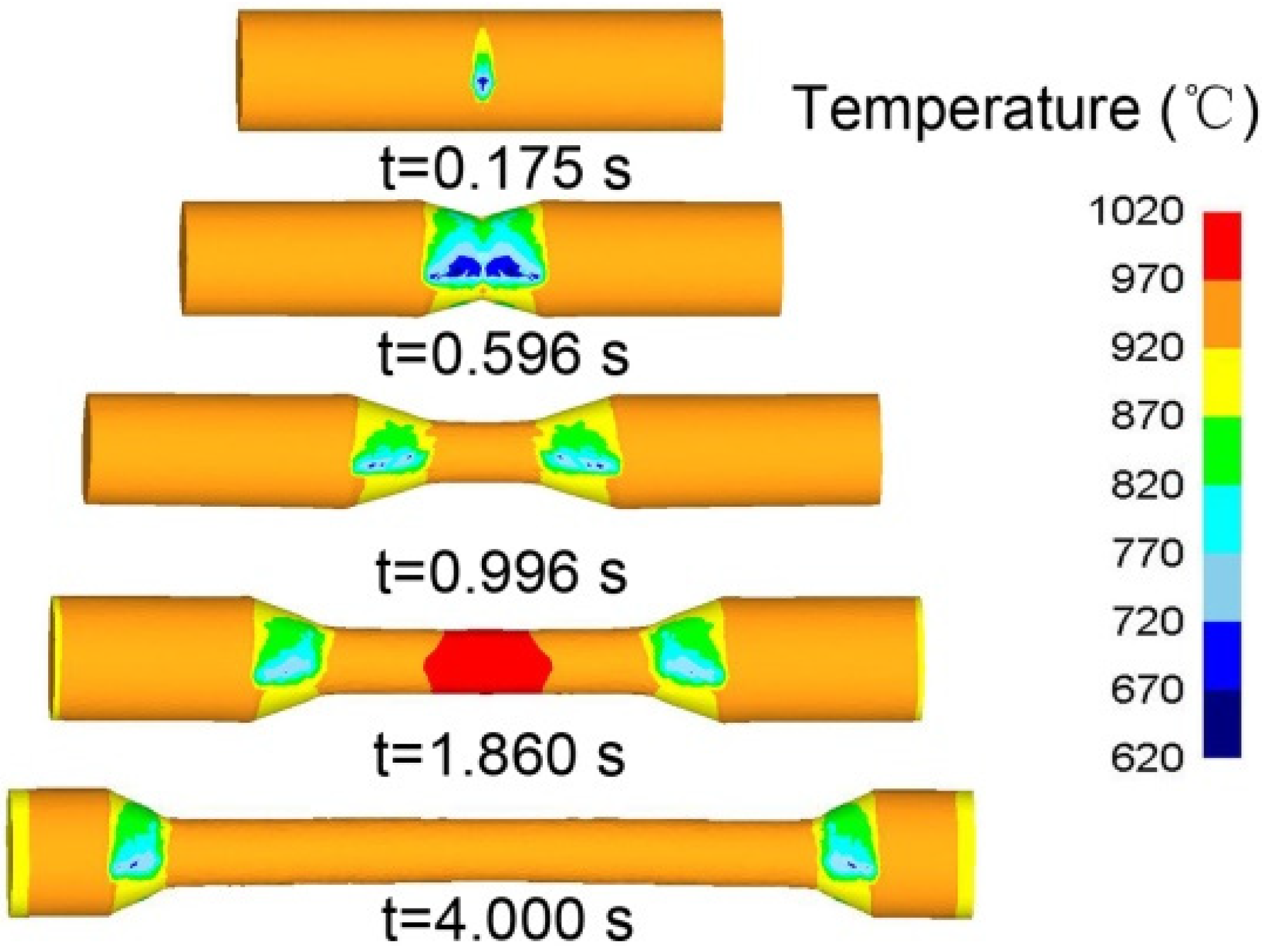
4.3. Temperature Distribution
4.4. Stress Analysis
4.5. Strain Analysis
4.6. Analysis of the Force Energy Parameters
5. Experimental Verification
6. Conclusions
- (1)
- The Gleeblel-1500D thermal simulation test was carried out, and the constitutive equation of the Ti-6Al-4V alloy was established. The rules of metal flow, temperature, stress–strain distribution, and rolling force during the CWR were systematically analyzed.
- (2)
- In the forming process of the Ti-6Al-4V alloy, the metal flows differed along the length of the rolled piece. The metal flowed quickly at the surface point, but it flowed slowly at the core area point. The axial flows of material from the interior to the exterior of the piece gradually increased toward the outer surface and then decreased. Increases in rolling length increased the difference between the axial flows.
- (3)
- When the Ti-6Al-4V alloy was formed, the rolling temperature was approximately 850–900 °C. From the trend of temperature change, in the axial direction, by rolling the middle symmetry plane, which was gradually reduced to both sides; in the radial, the temperature of rolled piece from the core area to surface was gradually decreased. Owing to the repeated rubbing of metal during rolling, the core area was subjected to tensile stress, which could reach 300 MPa in the X, Y, and Z directions. Hence, loose core defects appeared after the completion of rolling. In the forming process, the equivalent strain of the surface point was greater than that of the core and it gradually stabilized after entering the stretching stage.
- (4)
- In the process of the Ti-6Al-4V blade CWR blank, the forces were 1.5, 2, and 5 kN in the three directions at the stretching stage, and the maximum rolling torque was 4500 N·m.
- (5)
- The technology of the Ti-6Al-4V blade CWR blank is feasible and it presents great advantages in the production of Ti-6Al-4V blades.
Author Contributions
Funding
Conflicts of Interest
References
- Valoppi, B.; Ghiotti, A.; Bruschi, S. Elevated Temperature Behaviour of Ti6Al4V Sheets with Thermo-electro-chemical Modified Surfaces for Biomedi-cal Applications. J. Mater. Des. Appl. 2015. [Google Scholar] [CrossRef]
- Egea, A.J.S.; Rojas, H.A.G.; Celentano, D.J.; Peiró, J.; Cao, J. Thermomechanical Analysis of an Electrically Assisted Wire Drawing Process. J. Manuf. Sci. Eng. 2017, 139, 111017. [Google Scholar] [CrossRef]
- Valoppi, B.; Sánchez, E.; Antonio, J.; Zhang, Z.; González Rojas, H.; Ghiotti, A.; Bruschi, S.; Cao, J. A hybrid mixed double-sided incremental forming method for forming Ti6Al4V alloy. CIRP Ann. 2016, 65, 309–312. [Google Scholar] [CrossRef] [Green Version]
- Çakırcalı, M.; Kılıçaslan, C.; Güden, M.; Kıranlı, E.; Shchukin, V.; Petronko, V. Cross wedge rolling of a Ti6Al4V (ELI) alloy: The experimental studies and the finite element simulation of the deformation and failure. Int. J. Adv. Manuf. Technol. 2013, 65, 1273–1287. [Google Scholar] [CrossRef]
- Ji, S.; Li, Z.; Wang, Y.; Ma, L. Joint formation and mechanical properties of back heating assisted friction stir welded Ti-6Al-4V alloy. Mater. Des. 2017, 113, 37–46. [Google Scholar] [CrossRef]
- Zhao, A.M.; Yang, H.; Fan, X.; Gao, P.; Zuo, R.; Meng, M. The flow behavior and microstructure evolution during (α+β) deformation of β wrought TA15 titanium alloy. Mater. Des. 2016, 109, 112–122. [Google Scholar] [CrossRef]
- Li, J.; Wang, B.; Ji, H.; Huang, X.; Tang, X.; Ma, W. Effects of the cross-wedge rolling parameters on the formability of Ti-6Al-4V alloy. Int. J. Adv. Manuf. Technol. 2017, 92, 2217–2229. [Google Scholar] [CrossRef]
- Yang, L.; Wang, B.; Liu, G.; Zhao, H. Prediction model of tensile mechanical properties of TA15 sheet at room temperature based on internal variables. Chin. J. Nonferrous Met. 2015, 25, 652–661. [Google Scholar]
- Yang, L.; Wang, B.; Liu, G.; Zhao, H.; Xiao, W. Behavior and modeling of flow softening and ductile damage evolution in hot forming of TA15 alloy sheets. Mater. Des. 2015, 85, 135–148. [Google Scholar] [CrossRef]
- Yang, L.; Wang, B.; Liu, G.; Zhao, H.; Zhou, J. Hot Tensile Behavior and Self-consistent Constitutive Modeling of TA15 Titanium Alloy Sheets. J. Mater. Eng. Perform. 2015, 24, 4647–4655. [Google Scholar] [CrossRef]
- Zhao, H.; Wang, B.; Liu, G.; Yang, L. Unified constitutive model of TA15 titanium alloy in hot deformation based on the globularization mechanism. J. Univ. Sci. Technol. Beijing 2014, 36, 925–930. [Google Scholar]
- Xue, S. Study on the Forming Features and Process of Large Scale TA15 Titanium Alloy Aviation Structural Parts; Chongqing University, School of Material Science and Engineering: Chongqing, China, 2011; pp. 1–12. [Google Scholar]
- Pater, Z.; Tomczak, J.; Bulzak, T. New forming possibilities in cross wedge rolling processes. Arch. Civ. Mech. Eng. 2018, 18, 149–161. [Google Scholar] [CrossRef]
- Gontarz, A.; Pater, Z.; Tofil, A. Numerical analysis of unconventional forging process of hollowed shaft from Ti-6Al-4V alloy. J. Shanghai Jiaotong Univ. Sci. 2011, 16, 157–161. [Google Scholar] [CrossRef]
- Pater, Z. Theoretical and experimental analysis of cross wedge rolling process. Int. J. Mach. Tools Manuf. 2000, 40, 49–63. [Google Scholar] [CrossRef]
- Hu, Z.; Zhang, K.; Wang, B.; Shu, X.; Yang, C. The Forming Technology and Simulation of Parts with Cross Wedge Rolling; Metallurgical Industry Press: Beijing, China, 2004; pp. 88–124. [Google Scholar]
- Huang, J.; Liu, J.; Wang, B.; Hu, Z. Effect of Process Parameters on Surface Spiral in Cross Wedge Rolling of 4Cr9Si2. J. Northeast. Univ. Nat. Sci. 2014, 35, 1778–1782. [Google Scholar]
- Huang, J.; Liu, J.; Wang, B.; Hu, Z. Influence Analysis of Wedging Tip Fillet for Forming in the Process of Cross Wedge Rolling 4Cr9Si2 Valve. J. Mech. Eng. 2014, 24, 93–99. [Google Scholar] [CrossRef]
- Huang, J.; Liu, J.; Wang, B.; Hu, Z. Process research on 4Cr9Si2 martensite steel valve in CWR. J. Cent. South Univ. Sci. Technol. 2013, 44, 2744–2750. [Google Scholar]
- Huang, J.; Liu, J.; Wang, B. Effect of stretching angle on the forming quality of cross wedge rolling 4Cr9Si2 valves. J. Univ. Sci. Technol. Beijing 2013, 35, 1188–1194. [Google Scholar]
- Ji, H.; Liu, J.; Wang, B.; Zheng, Z.; Huang, J.; Hu, Z. Cross-wedge rolling of a 4Cr9Si2 hollow valve: Explorative experiment and finite element simulation. Int. J. Adv. Manuf. Technol. 2015, 77, 15–26. [Google Scholar] [CrossRef]
- Zhou, J.; Yu, Y.; Zeng, Q. Analysis and experimental studies of internal voids in multi-wedge cross wedge rolling stepped shaft. Int. J. Adv. Manuf. Technol. 2014, 72, 1559–1566. [Google Scholar] [CrossRef]
- Zhou, J.; Xiao, C.; Yu, Y.; Jia, Z. Influence of tool parameters on tool wear in two-roll cross-wedge rolling. Int. J. Adv. Manuf. Technol. 2013, 65, 745–753. [Google Scholar] [CrossRef]
- Jia, Z.; Zhou, J.; Ji, J.; Yu, Y.; Xiao, C. Influence of tool parameters on internal voids in cross wedge rolling of aluminum alloy parts. Trans. Nonferrous Met. Soc. China 2012, 22, s21–s26. [Google Scholar] [CrossRef]
- Huo, Y.; Lin, J.; Bai, Q.; Wang, B.; Tang, X.; Ji, H. Prediction of microstructure and ductile damage of a high-speed railway axle steel during cross wedge rolling. J. Mater. Process. Technol. 2017, 239, 359–369. [Google Scholar] [CrossRef]
- Huo, Y.; Wang, B.; Lin, J.; Zhou, J. Damage mechanisms research for the high-speed railway axle steel 25CrMo4 during hot cross wedge rolling. J. Northeast. Univ. Nat. Sci. 2013, 34, 1625–1629. [Google Scholar]
- Zhang, N.; Wang, B.; Lin, J. Effect of cross wedge rolling on the microstructure of GH4169 alloy. Int. J. Miner. Metall. Mater. 2012, 19, 836–842. [Google Scholar] [CrossRef]
- Zhang, N.; Wang, B.; Hu, Z. The Numerical Simulation of GH4169 Alloy during Cross Wedge Rolling. Adv. Mater. Res. 2011, 230–232, 384–388. [Google Scholar] [CrossRef]
- Zhang, N.; Wang, B.; Hu, Z. Thermomechanical coupled numerical simulation of GH4169 alloy for cross wedge rolling. J. Univ. Sci. Technol. Beijing 2011, 33, 1396–1401. [Google Scholar]
- Deng, Z.; Lovell, M.R.; Tagavi, K.A. Influence of Material Properties and Forming Velocity on the Interfacial Slip Characteristics of Cross Wedge Rolling. J. Manuf. Sci. Eng. 2001, 123, 647–653. [Google Scholar] [CrossRef]
- Zheng, Z.; Liu, J.; Wang, B.; Hu, Z. Effect of forming angle on the central quality of 21-4N valves by cross wedge rolling. J. Univ. Sci. Technol. Beijing 2013, 35, 228–233. [Google Scholar]
- Yan, X.; Liu, J.; Ji, H.; Wang, B.; Zheng, Z.; Li, Z. Effect of mandrel diameter on the wall thickness uniformity of the hollow valve of 5Cr21Mn9Ni4 by cross-wedge rolling. Chin. J. Eng. 2017, 39, 267–275. [Google Scholar]
- Ji, H.; Liu, J.; Wang, B.; Zhang, Z.; Zhang, T.; Hu, Z. Numerical analysis and experiment on cross wedge rolling and forging for engine valves. J. Mater. Process. Technol. 2015, 221, 233–242. [Google Scholar] [CrossRef]
- Ji, H.; Liu, J.; Wang, B.; Tang, X.; Lin, J.; Huo, Y. Microstructure evolution and constitutive equations for the high-temperature deformation of 5Cr21Mn9Ni4N heat-resistant steel. J. Alloys Compd. 2017, 693, 674–687. [Google Scholar] [CrossRef]
- He, T.; Wang, B.; Hu, Z. Thermal-mechanical coupled simulation of Inconel718 alloy cross wedge rolling. J. Plasticity Eng. 2008, 15, 157–159. [Google Scholar]
- Peng, W.; Zhu, J.; Shu, X. Influence of process parameters on thickness-radius ratio of cross-wedge rolling of Laminated shaft of 42CrMo/Q235 composites. Acta Mater. Compos. Sin. 2017, 34, 160–167. [Google Scholar]
- Peng, W.; Zheng, S.; Chiu, Y.; Shu, X.; Zhan, L. Multi-wedge Cross Wedge Rolling Process of 42CrMo4 Large and Long Hollow Shaft. Rare Met. Mater. Eng. 2016, 45, 836–842. [Google Scholar] [CrossRef]
- Huo, Y.; Bai, Q.; Wang, B.; Lin, J.; Zhou, J. A new application of unified constitutive equations for cross wedge rolling of a high-speed railway axle steel. J. Mater. Process. Technol. 2015, 223, 274–283. [Google Scholar] [CrossRef]
- Bulzak, T.; Pater, Z.; Tomczak, J. Numerical and experimental analysis of a cross wedge rolling process for producing ball studs. Arch. Civ. Mech. Eng. 2017, 17, 729–737. [Google Scholar] [CrossRef]
- Jia, Z.; Zhou, J.; Ji, J.; Lei, Z.; Xiang, D.; Sun, X. Influence analysis of area reduction for necking in twice-stage cross wedge rolling. Int. J. Adv. Manuf. Technol. 2013, 66, 1407–1413. [Google Scholar] [CrossRef]
- Yang, C.; Dong, H.; Hu, Z. Micro-mechanism of central damage formation during cross wedge rolling. J. Mater. Process. Technol. 2018, 252, 322–332. [Google Scholar] [CrossRef]
- Li, Q.; Lovell, M.R. Predicting Critical Friction in a Two-Roll Cross Wedge Rolling Process. J. Tribol. 2003, 125, 200–213. [Google Scholar] [CrossRef]
- Li, Q.; Lovell, M.R.; Slaughter, W.; Tagavi, K. Investigation of the morphology of internal defects in cross wedge rolling. J. Mater. Process. Technol. 2002, 125, 248–257. [Google Scholar] [CrossRef]
- Dong, Y.; Tagavi, K.A.; Lovell, M.R.; Deng, Z. Analysis of stress in cross wedge rolling with application to failure. Int. J. Mech. Sci. 2000, 42, 1233–1253. [Google Scholar] [CrossRef]
- Wang, M.; Li, X.; Du, F.; Zheng, Y. A coupled thermal–mechanical and microstructural simulation of the cross wedge rolling process and experimental verification. Mater. Sci. Eng. A 2005, 391, 305–312. [Google Scholar] [CrossRef]
- Wang, M.; Li, X.; Du, F.; Zheng, Y. Hot deformation of austenite and prediction of microstructure evolution of cross-wedge rolling. Mater. Sci. Eng. A 2004, 379, 133–140. [Google Scholar] [CrossRef]
- Zeng, J.; Xu, C.; Ren, W.; Li, P. Study on the deformation mechanism for forming shafts without concavity during the near-net forming cross wedge rolling process. Int. J. Adv. Manuf. Technol. 2017, 91, 127–136. [Google Scholar] [CrossRef]
- Ren, W.; Xu, C.; Zeng, J.; Li, P. Numerical simulation optimization and test on cross wedge rolling process of intermediate shaft. Forg. Stamp. Technol. 2017, 66–70. [Google Scholar] [CrossRef]
- Sun, Z.; Li, X.; Wu, H.; Yang, H. A unified growth model of the secondary grain boundary α phase in TA15 Ti-alloy. J. Alloys Compd. 2016, 689, 693–701. [Google Scholar] [CrossRef]
- Sun, Z.; Li, X.; Wu, H.; Yang, H. Morphology evolution and growth mechanism of the secondary Widmanstatten α phase in the TA15 Ti-alloy. Mater. Charact. 2016, 118, 167–174. [Google Scholar] [CrossRef]
- Wu, C.; Yang, H.; Li, H. Substructure and texture evolution and flow behavior of TA15 titanium alloy compressed in the alpha+beta two-phase field. J. Mater. Process. Technol. 2013, 213, 2033–2041. [Google Scholar]
- Xiao, J.; Li, D.; Li, X.; Deng, T. Constitutive modeling and microstructure change of Ti-6Al-4V during the hot tensile deformation. J. Alloys Compd. 2012, 541, 346–352. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Speed of roll | 10 (rpm) |
| The initial temperature of the material | 850 (°C) |
| Environment temperature | 20 (°C) |
| Heat transfer coefficient | 11 × 103 (W/m2·K) |
| Convection coefficient | 250 (W/m2·K) |
| Friction factor | 0.7 |
| Mesh number for billet | 50,000 |
| Billet material | Ti-6Al-4V |
| Working Condition | Forming Angle (°) | Stretching Angle (°) | Area Reduction Rate (%) |
|---|---|---|---|
| 1 | 30, 35, 40 | 5 | 65.9 |
| 2 | 35 | 3, 5, 7, 9 | 65.9 |
| 3 | 35 | 5 | 51.2, 56.9, 65.9, 72.4 |
| Project | Design Value | Test (mm) | Relative Error (Exp) | Numerical Simulation (mm) | Relative Error (FEM) |
|---|---|---|---|---|---|
| 1 | 10.50 | 10.68 | 1.6% | 10.70 | 0.43% |
| 2 | 10.50 | 10.60 | 0.9% | 10.65 | 1.4% |
| 3 | 10.50 | 10.65 | 1.4% | 10.68 | 1.6% |
| 4 | 10.50 | 10.58 | 0.7% | 10.66 | 1.5% |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ji, H.; Dong, J.; Xin, L.; Huang, X.; Liu, J. Numerical and Experimental Study on the Thermodynamic Coupling of Ti-6Al-4V Blade Preforms by Cross Wedge Rolling. Metals 2018, 8, 1054. https://doi.org/10.3390/met8121054
Ji H, Dong J, Xin L, Huang X, Liu J. Numerical and Experimental Study on the Thermodynamic Coupling of Ti-6Al-4V Blade Preforms by Cross Wedge Rolling. Metals. 2018; 8(12):1054. https://doi.org/10.3390/met8121054
Chicago/Turabian StyleJi, Hongchao, Jianwei Dong, Long Xin, Xiaomin Huang, and Jinping Liu. 2018. "Numerical and Experimental Study on the Thermodynamic Coupling of Ti-6Al-4V Blade Preforms by Cross Wedge Rolling" Metals 8, no. 12: 1054. https://doi.org/10.3390/met8121054
APA StyleJi, H., Dong, J., Xin, L., Huang, X., & Liu, J. (2018). Numerical and Experimental Study on the Thermodynamic Coupling of Ti-6Al-4V Blade Preforms by Cross Wedge Rolling. Metals, 8(12), 1054. https://doi.org/10.3390/met8121054