3. Results
The A
C1, A
C3, M
s, and M
f temperatures determined by a dilatometer in this work at heating and cooling rates of 15 °C/sec were 870, 915, 425, and 258 °C, respectively. The A
C1 and A
C3 temperatures of T91 and T92 steels will moderately increase with increasing the heating rates [
9,
20]. The in situ martensitic transformation of 201 SS under straining can be determined by synchrotron X-ray [
21]. It is reported [
22] that synchrotron X-ray diffraction and laser dilatometry are a powerful tool to measure the transformation temperatures of a martensitic stainless steel. The in situ tracking of the reversion kinetics even enables the construction of a reverse Transformation-Temperature-Time diagram [
22]. After normalizing and tempering treatments, the micro-hardnesses of the 1060NT and 940NT samples were HV 223 ± 4 and HV 226 ± 3, respectively. The hardness of the 940NT sample was slightly higher than that of the 1060NT sample, as shown by multiple measurements. Short-time over-tempering reduced sample hardness, regardless of the prior normalizing condition. The micro-hardnesses of the 940NT-OT and 1060NT-OT samples were HV 205 ± 3 and HV 200 ± 4, respectively. Regarding the samples heated to below the A
C3 temperature, the hardness of the 1060NT-PT sample (HV 211± 3) was slightly higher than that of the 940NT-PT sample (HV 205 ± 3). As a whole, welding thermal cycles obviously reduced the hardness of all simulated samples.
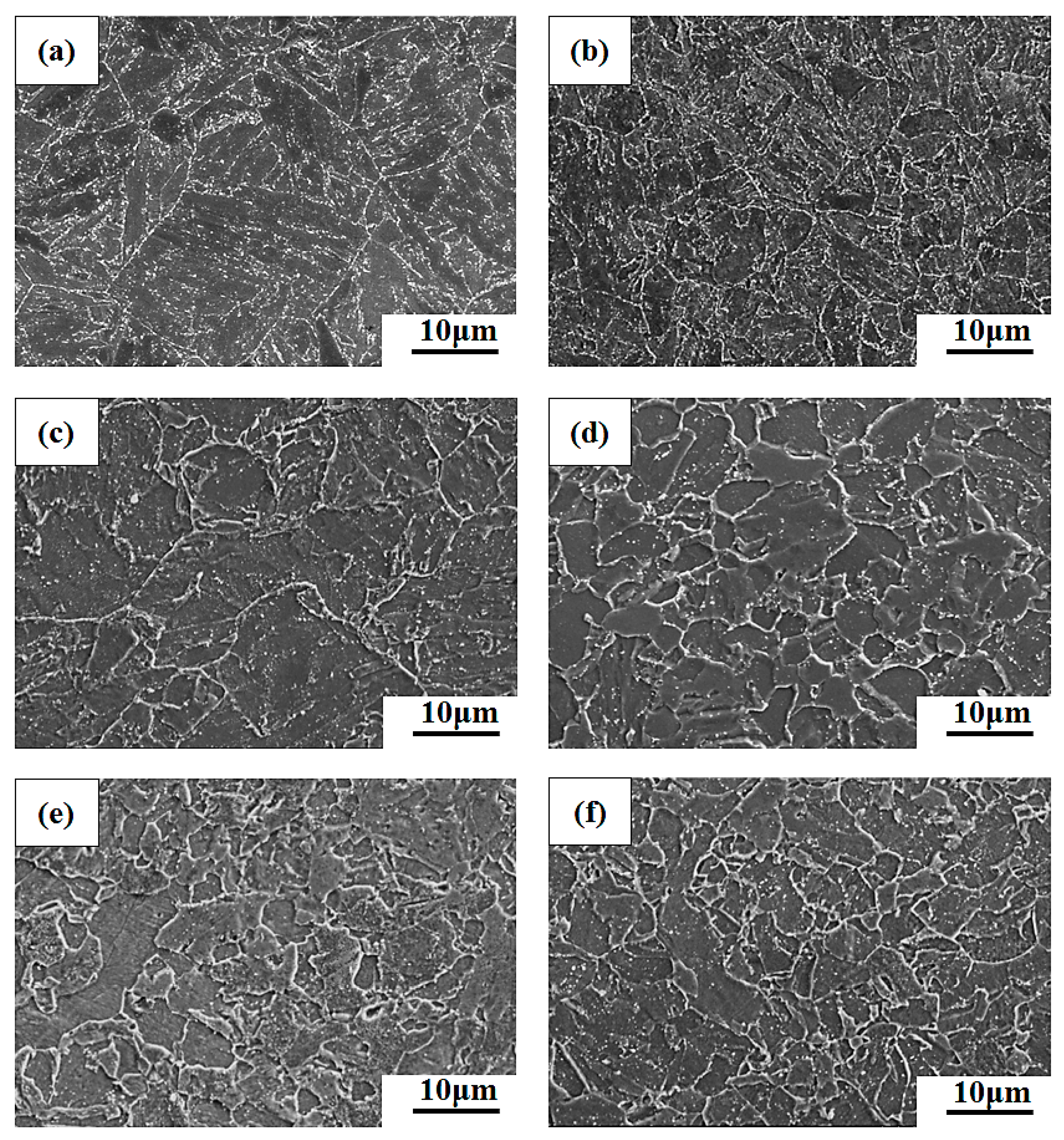
Figure 2 presents SEM micrographs showing the typical microstructures of various samples after tempering at 760 °C for 2 h. As shown in
Figure 2a,b, the normalized and tempered microstructure of Gr.91 steel showed lath martensite packets and austenite boundaries decorated by M
23C
6 carbides. Stable fine MX carbides or carbonitrides were dispersed in the martensite matrix, which resisted coarsening at elevated temperature [
23]. The prior austenite grain sizes (PAGSs) of the samples were determined by means of the line-intercept method and further confirmed by EBSD crystallographic analysis, as described in the following section. The PAGSs of the 940NT and 1060NT samples were about 7.4 and 17.0 µm, respectively. It has been reported that increasing the normalizing temperature from 1050 to 1150 °C also causes a decrease in M
23C
6 carbide size, which is associated with an increase in tensile strength but a reduction in ductility of P91 steel [
6].
For the over-tempered specimens, it seemed that a decrease in carbide density and an increase in carbide size were observed (
Figure 2c,d). The lath morphologies of the OT samples were also not as prominent as those of the NT ones. Moreover, the distribution of all precipitates was not uniform in the OT samples. A few areas in the OT samples lacked precipitates, which were more obvious in the 940NT-OT sample. As shown in
Figure 2e,f, the grain structure of the PT samples was even more refined than those of the NT and OT samples. The lath morphology was obscure in two PT samples, especially in the 940NT-PT one. In previous work [
8,
9], the ICHAZ in the as-welded condition comprises of fine ferrite subgrains and fresh fine martensite, indicating a refined structure. Lath martensite in the PT samples was too fine to be revealed in the SEM observation. It was deduced that the coalescence of carbide-free lath martensite in the NT sample during the heating cycle contributed to the formation of ferrite subgrains in the PT specimen.
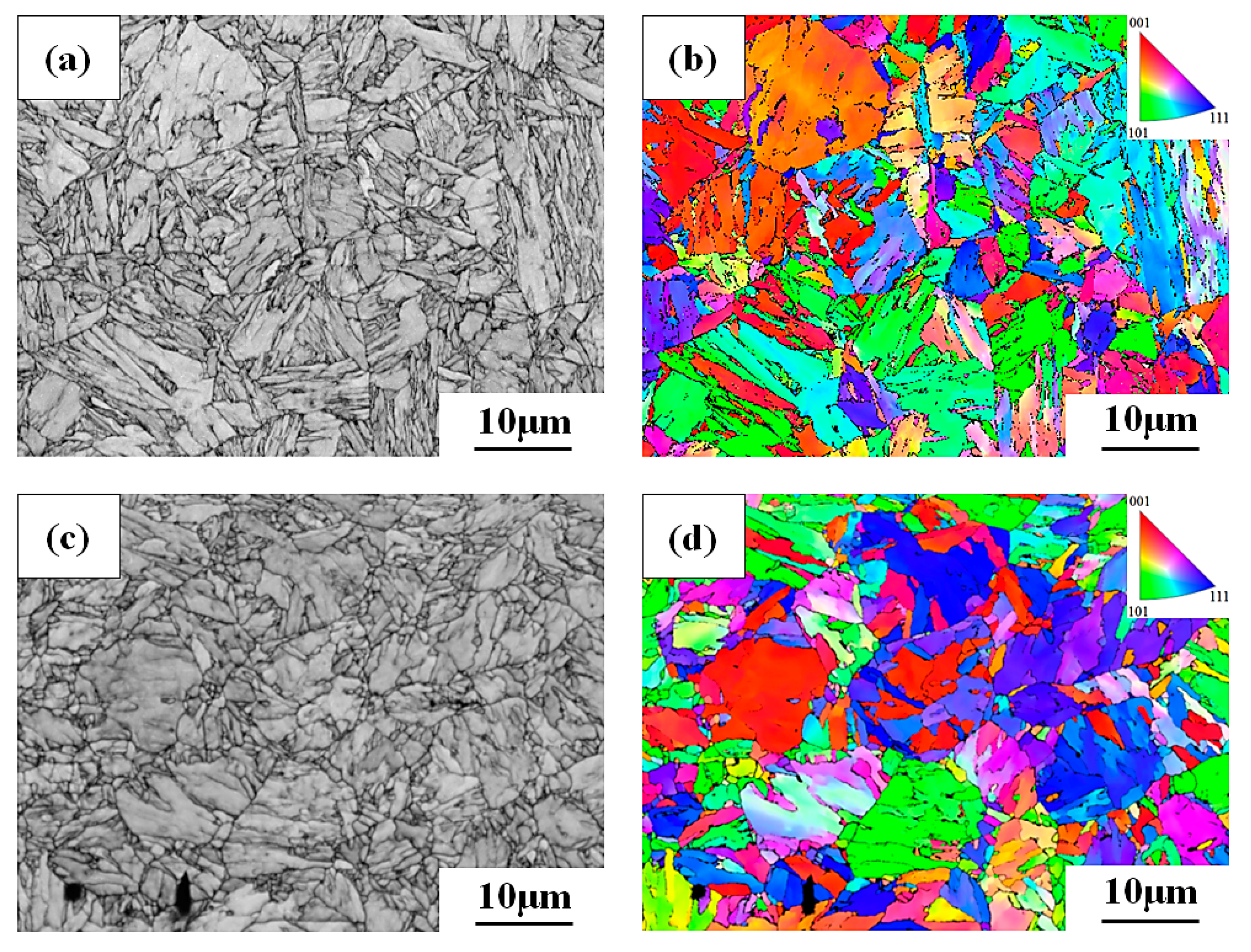
SEM micrographs and the inverse pole figures (IPFs) showing the individual grain orientation in different colors of 1060NT and 940NT are displayed in
Figure 3. The great changes in color represent great differences in grain orientations. Within one grain, martensite packets oriented in nearly the same direction are of the same color, whereas different color zones are related to the lath martensite in different orientations. As shown in
Figure 3a,b, the PAGSs and martensite packets of the 1060NT sample were obviously larger and coarser than those of the 940NT sample (
Figure 3c,d). The coarser martensite packets in the 1060NT sample also made the lath structure much easier to be distinguished in this sample, in comparison with those in the 940-NT sample. In addition, the PAGSs of the 1060NT and 940NT samples were measured by EBSD maps to be about 7 and 17 µm, accordingly.
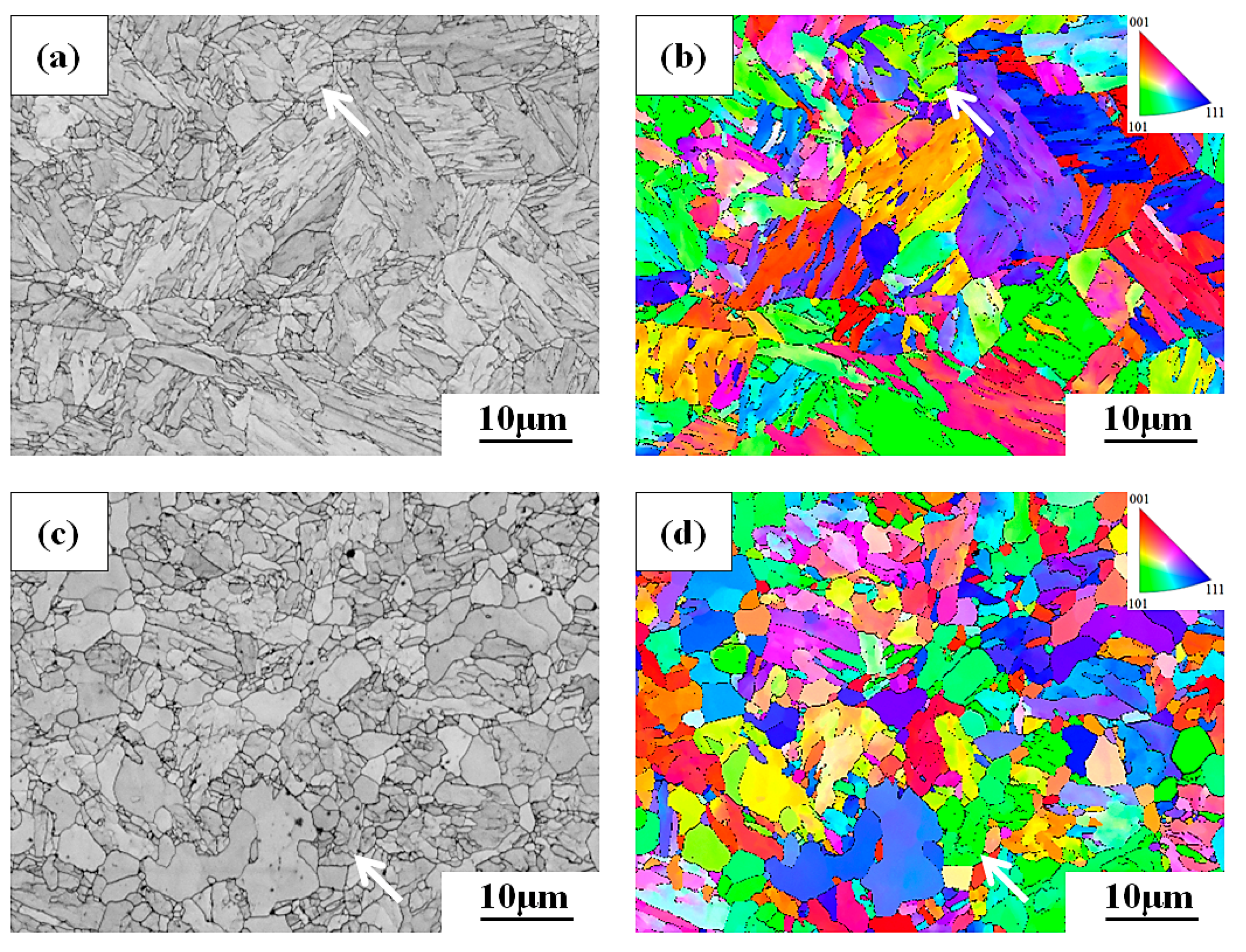
Figure 4a,b present the SEM micrograph and IPF map of the 1060NT-OT sample. The lath morphology was still distinguishable in the 1060NT-OT sample (
Figure 4a). The PAGSs and martensite packet sizes of the 1060NT-OT sample were similar to those of the 1060NT sample. As indicated by the arrow in
Figure 4a, a few fine grains were found in the 1060NT-OT sample. The IPF map (
Figure 4b) showed that those fine grains indicated by the arrow had nearly the same orientation. It was expected that the short time of over-heating would cause disruption of the lath structure and enhance the polygonization process locally. An SEM micrograph and an IPF map of 1060NT-PT sample are shown in
Figure 4c,d. The SEM micrograph (
Figure 4c) revealed numerous fresh nucleated fine grains in the 1060NT-PT sample. The lath structure could hardly be observed in the 1060NT-PT sample, which was partially related to the extremely fine martensite [
9]. The IPF map (
Figure 4d) displayed some local areas, indicated by the arrow, which were oriented in almost the same direction but divided by sub-boundaries. Based on
Figure 4d, the calculated PAGS of the 1060NT-PT sample was approximately 5.3 µm. The 940-OT sample also exhibited similar PAGS and microstructure of 940NT sample. Grain refinement was also observed in the 940NT-PT sample as illustrated in
Figure 2f.
Figure 5 shows TEM micrographs of Gr.91 steel in the normalized and normalized-tempered conditions. In the normalized condition, lath martensite with a high dislocation density was observed (
Figure 5a,b). Complete dissolution of Cr-rich carbides during normalization caused the prior austenite grain boundaries (PAGBs) of the two samples to be barely decorated by precipitates (
Figure 5a,b). Normalizing at 940 °C assisted the formation of fine lath martensite therein (
Figure 5b). After tempering, the detailed microstructures of the 1060NT and 940NT samples were similar (
Figure 5c,d), consisting of lath martensite packets along with prior austenite grain boundaries decorated by precipitates. During tempering, the dislocation density was decreased and carbide precipitation was enhanced. The predominant precipitates formed in the NT specimens were M
23C
6 carbides, as confirmed by the diffraction pattern. A few fine MX precipitates, which could be carbides or carbonitrides (NbC, VC, and (NbV)(CN)), were dispersed in the martensite matrix [
5]. Non-uniform carbide distributions were observed in the tempered martensite; some lath packages were free of precipitate along the lath boundaries. It is reported that increasing the normalizing temperature from 1050 to 1150 °C reduces the size of M
23C
6 carbides in P91 steel [
6]. In this work, the carbide sizes in the two samples did not show significant differences between them. However, the lath width and packet size of the martensite in the 1060NT sample were larger than those in the 940NT sample.
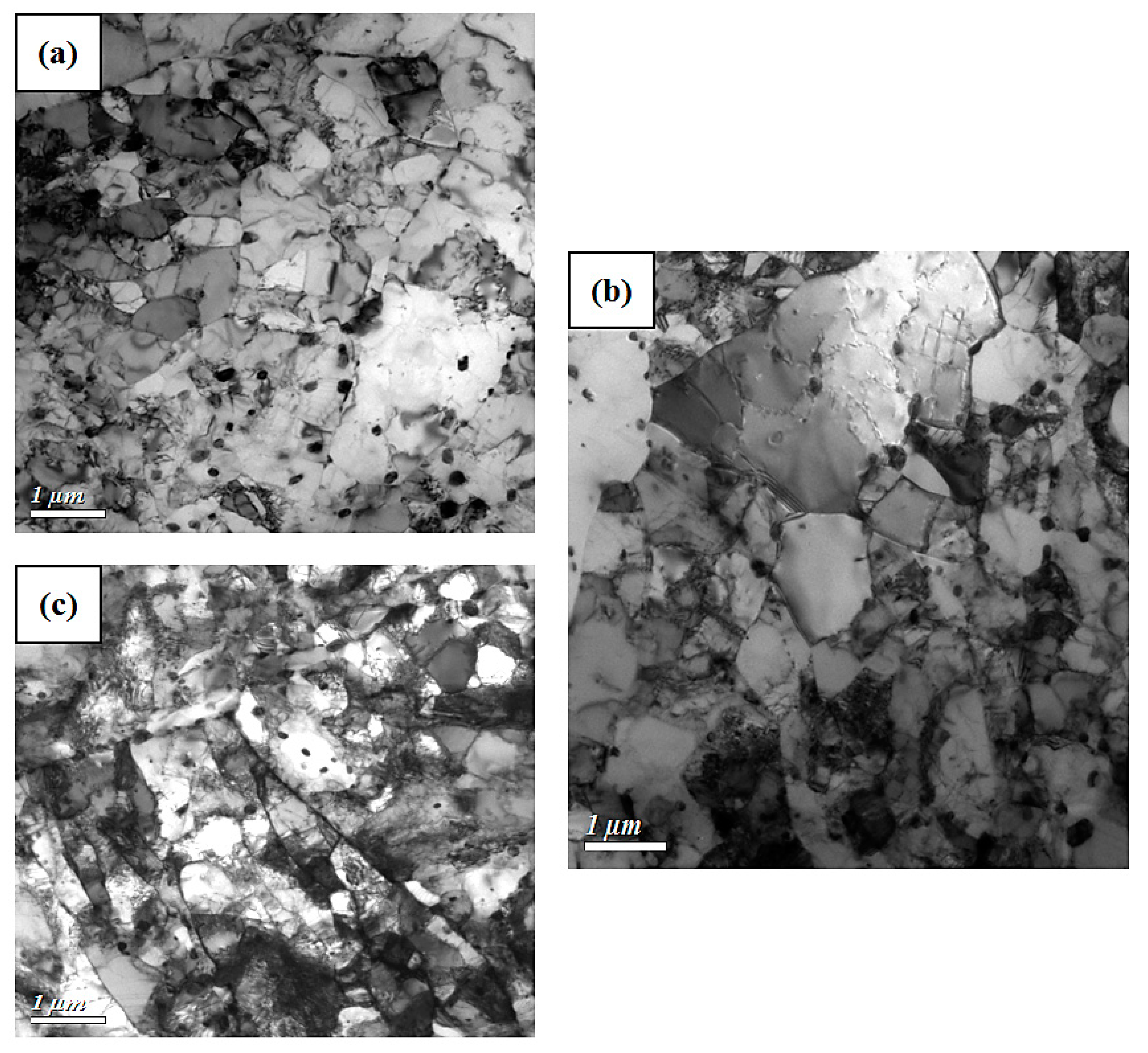
TEM micrographs of the simulated microstructures after tempering are shown in
Figure 6. Short-time over-tempering of tempered Gr.91 steel is expected to annihilate excess dislocations and cause carbide spheroidizing and coarsening [
9]. The degraded lath structure and developed subgrains with low dislocation density in the over-tempered Gr.91 steel were responsible for the decrease in hardness, as compared with the NT substrates. It was seen that the parallel lath structure in the 1060NT sample was prone to be replaced by numerous cell structures or subgrains in the 1060NT-OT sample (
Figure 6a). Similar morphologies were observed in the 940NT-OT sample (
Figure 6b). It was observed that the carbide sizes seemed to be coarser in the 940NT-OT sample relative to those in the 1060NT-OT sample. The coexistence of fresh refined lath martensite with a high dislocation density and carbide-free ferrite subgrains caused incomplete hardening of the as-simulated PT or ICHAZ specimens [
9]. In the as-simulated condition, most M
23C
6 carbides heated to slightly below the A
C3 temperature dissolved into the matrix, and only few residual carbides remained [
9]. After tempering, carbides precipitated mainly along lath boundaries and in ferrite subgrains. As shown in
Figure 6c, tempered fine lath martensite was decorated by precipitates along the PAGBs and lath boundaries of the PT specimen. The fine laths in the PT sample were also comprised of many subgrains. A few coarse carbides in the PT specimen could be related to the growth of residual carbides during tempering of the Gr.91 steel. In addition, the aligned carbides in the 1060NT-PT specimens also showed the fact of migrated sub-boundaries after tempering.
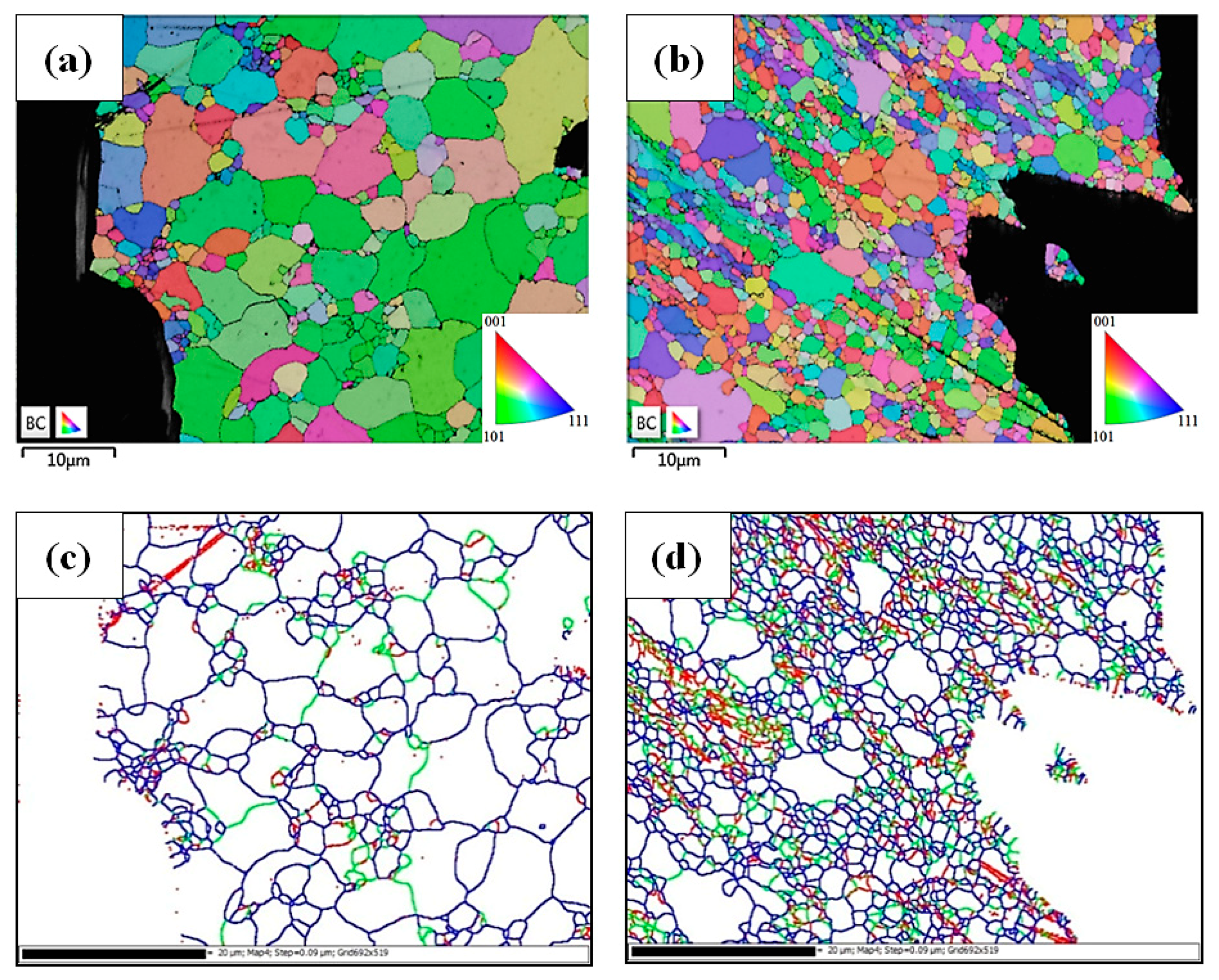
Figure 7 presents grain boundary crystallographic maps showing the detailed austenite grain boundaries and sub-boundaries, identified by measuring the misorientation between the adjacent grains. Subgrain boundaries include the lath and blocks/packets boundaries within the matrix. Prior austenite grain boundaries (PAGBs) are identified as high-angle grain boundaries with a misorientation above 15 degrees. Subgrain boundaries are indicated by red and green lines, whereas high-angle grain boundaries are indicated by blue lines. The grain boundary characteristics of the OT and PT samples normalized at different temperatures were evaluated. The high-angle grain boundaries delineated PAGB profiles of the 1060NT-OT sample (
Figure 7a), which had the same grain boundary characteristics as the 1060NT sample. Subgrain boundaries (red and green) indicated the over-tempered martensite substructures. For the 1060NT-PT sample (
Figure 7b), the grains profiled by high-angle grain boundaries were finer and more irregular than those of the 1060NT-OT sample (
Figure 7a). Moreover, some fine grains (white zones in the figure), which were associated with the lack of subgrain boundaries inside, were deduced to be newly formed ferrite subgrains. It was seen that some long-island-like white zones were divided by subgrain boundaries in green lines in the 1060NT-PT sample, implying that those white zones could have been formed by excessive annihilation of dislocations and coalescence of martensite laths during infrared heating and tempering. Those white zones were expected to be the weak points in the samples.
Figure 7c,d display the grain boundary maps of the 940NT-OT and 940NT-PT samples. As compared with the counterpart samples normalized at 1060 °C, the 940NT-OT sample consisted of much finer austenite grain sizes. Similar to the 1060NT-PT sample, the 940NT-PT sample comprised of a fine-grained structure and a certain amount of white zones (
Figure 7d). Those white zones obviously comprised of fewer subgrain boundaries. It was deduced that the fast coalescence of fine laths in the 940NT sample during infrared heating enhanced the formation of ferrite subgrains. The presence of fine ferrite subgrains, which were weak relative to the tempered lath martensites, was obviously harmful to the creep resistance of the PT samples. In addition, these fine laths in the 940NT sample were prone to combine and grow into ferrite subgrains during subsequent infrared heating and tempering.
Figure 8 shows the results of short-term creep tests for the specimens loaded under condition of 630 °C /120 MPa or 660 °C /80 MPa. Stress-rupture tests were terminated if the tested specimens did not rupture after 1000 h duration. The specimen elongation was also measured as an index of creep strength of the specimen at elevated temperature. The results indicated that the creep resistance of the samples normalized at 1060 °C was higher than the counterpart samples normalized at 940 °C, regardless of testing condition. Under the 630 °C /120 MPa condition, the stress-rupture life of the 1060NT sample (804 h) was much longer than that of the 940NT sample (244 h), as shown in
Figure 8a. It was noticed that the stress-rupture lifetimes of the thermally treated samples were shorter than those of the NT samples in each group. The rupture life of the 1060NT-OT sample (256 h) was longer than that of the 940NT-OT sample (192 h). Among the tested samples in each group, the PT samples had the lowest resistance to creep rupture, especially the 940NT-PT sample. The 940NT-PT sample ruptured in a very short time (28 h) after applying stress. The high elongation of the PT samples before rupture indicated their inherent low strength.
Figure 8b shows the creep samples tested under the condition of 660 °C/80 MPa. The PT samples also had a shorter time-to-rupture than did the NT and OT samples in each group. The OT samples were more likely to deform and rupture than were the NT samples. It was obvious that normalizing at higher temperature was helpful to improve the creep resistance of Gr.91 steel. By contrast, welding thermal cycles shortened the rupture time of the Gr.91 steel. Inevitably, the PTHAZ or ICHAZ in a Gr.91 steel weld was the zone most sensitive to creep rupture among the distinct zones in the weld.
The SEM fractographs of all the samples after short-term creep tests showed ductile dimple fracture. The IPF maps and grain boundary maps next to the fractured zones in the ruptured samples are displayed in
Figure 9. All the samples exhibited a fine-grained structure and texture under the 630 °C/120 MPa loading condition (
Figure 9). The fracture life of OT samples was longer than that of the PT samples in each group, as displayed in
Figure 8. During straining samples at elevated temperature, dynamic recrystallization resulted in the formation of refined grains (
Figure 9a,b). Extensive nucleation of new grains occurred in the 1060NT-OT samples (
Figure 9a), revealing that the original coarse grains were replaced by fine grains around the fractured zone in the 1060NT-OT sample. The corresponding grain boundary maps of the tested samples are shown in
Figure 9c,d. It was observed that the low-angle grain boundaries (lath and packet boundaries) and PAGBs were less dense in the 940NT-PT sample (
Figure 9d) than those in the 1060NT-OT one (
Figure 9c). The time-to-fracture of the 940NT-PT sample was quite short (28 h). It was deduced that rapid combination and coalescence of refined substructures during straining at elevated temperature could explain the lower stress-rupture life of the PT samples at elevated temperature.
Figure 10 presents the IPF maps and grain boundary maps around the fractured zone, showing the distribution of grain size and grain boundary characteristics of the samples tested in the 660 °C/80 MPa condition. The PT samples had shorter fracture lifetimes than the OT ones (
Figure 8), particularly the 940NT-PT sample (61h). As displayed in
Figure 10a, grain growth after dynamic recrystallization occurred in the 940NT-PT sample. It was noticed that grain growth after recrystallization became much faster in the samples strained in the 660 °C/80 MPa condition. Similar results were reported that both sub grains and particle sizes increase during short term creep of Gr.91 steel [
24]. The 1060NT-PT sample exhibited behaviors of variation in microstructures similar to those of the 940NT-PT one. By contrast, predominantly dynamic recrystallization still dominated the microstructural changes of the OT samples strained in the 660 °C/80 MPa condition (
Figure 10b). Moreover, the grain boundary map of the 940NT-PT sample (
Figure 10c) revealed a lack of substructures within the grain interior, which meant the great loss of strengthening substructures under the testing condition. By contrast, the 940NT-OT sample consisted of fine grains and a certain number of sub-boundaries (
Figure 10d), as compared with the 940NT-PT sample (
Figure 10c). It was also seen that the white grained zones were coarser relative to the neighboring grains, possibly due to the removal of the sub-structure during grain growth. Softening during creep could result from many causes, e.g., the growth of subgrains and the recovery of dislocations, coarsening of fine M
23C
6 carbides to hinder the growth of subgrains and boundary migrations. It was deduced that the fast coalescence of ferrite subgrains during straining at 660 °C assisted the formation of the coarse-grained structure of the PT samples. By contrast, the dynamic recrystallization retained the fine grains close to the fractured zone of the 940NT-OT and 1060NT-OT samples.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






 :1°~5°,
:1°~5°,  :5°~15°,
:5°~15°,  :15°~62.5°.
:15°~62.5°.


 :1°~5°,
:1°~5°,  :5°~15°,
:5°~15°,  :15°~62.5°.
:15°~62.5°.

 :1°~5°,
:1°~5°,  :5°~15°,
:5°~15°,  :15°~62.5°.
:15°~62.5°.
