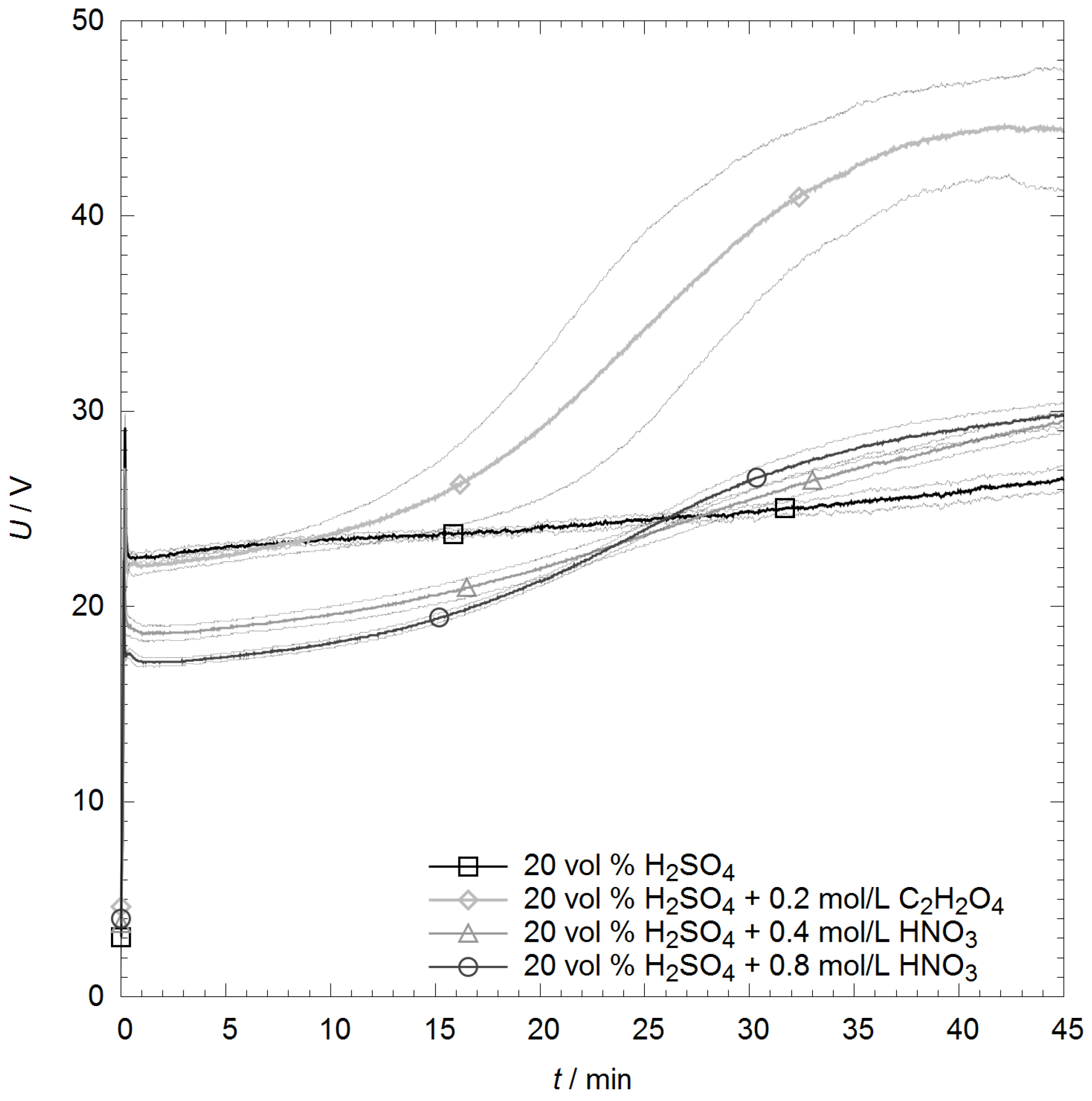
The voltage transients for the anodic oxidation process in the sulphuric acid electrolyte with different amounts of the oxalic and nitric acid additives differ significantly. In
Figure 1, four representative voltage transients and the associated standard deviations are shown for the galvanostatic process (3 A/dm
2). In principal, each of the curves shows the typical voltage evolution during a galvanostatic anodizing process. The process initiation includes a steep voltage increase within the first seconds, which is attributed to the barrier layer formation and a subsequent decline of the voltage, and marks the beginning of the pore formation. Afterwards, the voltage grows at a slower rate throughout the process, which is attributed to the thickening of the porous part of the oxide coating. As can be seen in the diagram, the voltage amounts to about 23 V for the base electrolyte without additives after the process initiation. The oxalic acid additive does not affect the voltage level after the process initiation to a technologically relevant amount. However, the nitric acid additive leads to a significantly lower voltage in the first minutes of the process. With increasing process time, the voltage remains almost constant for the electrolyte without additives, while both additives lead to a significant growth of the voltage. For oxalic acid, the slope of the voltage curve is especially steep at a process time of around 25 min, while the nitric acid additive leads to a more or less constant voltage growth throughout the process. A higher amount of nitric acid addition leads to a further decrease of the voltage level after the process initiation, while the slope of the voltage in the further course of the process gets more pronounced. Therefore, the overall electrical energy consumption during the process is, of course, affected. In the sulphuric acid electrolyte without additives, the electrical energy turnover of the anodic oxidation process itself amounts to approx. 54.5 ± 0.7 Wh/dm
2. The addition of oxalic acid leads to an increase of
Wel to 73 ± 6 Wh/dm
2. In contrast, the addition of 0.4 mol/L and 0.8 mol/L nitric acid decrease the electrical energy consumption slightly to values of 52.2 ± 1.1 Wh/dm
2 and 51.6 ± 0.6 Wh/dm
2, respectively. All the values are summarized in
Table 2.
The fit of the quadratic response function to the results leads to the coefficients shown in
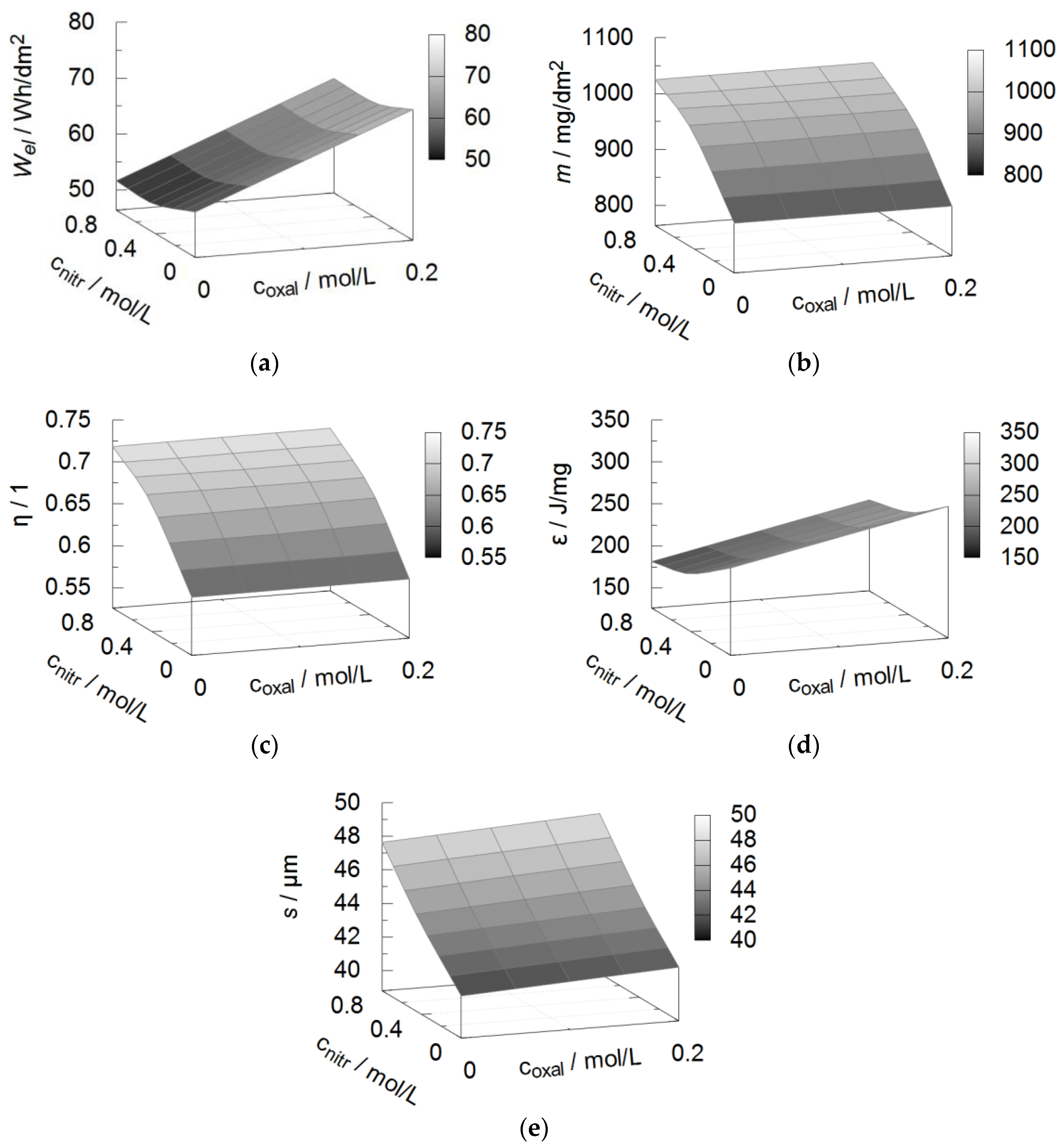
Table 3. Consequently, the graph represented in
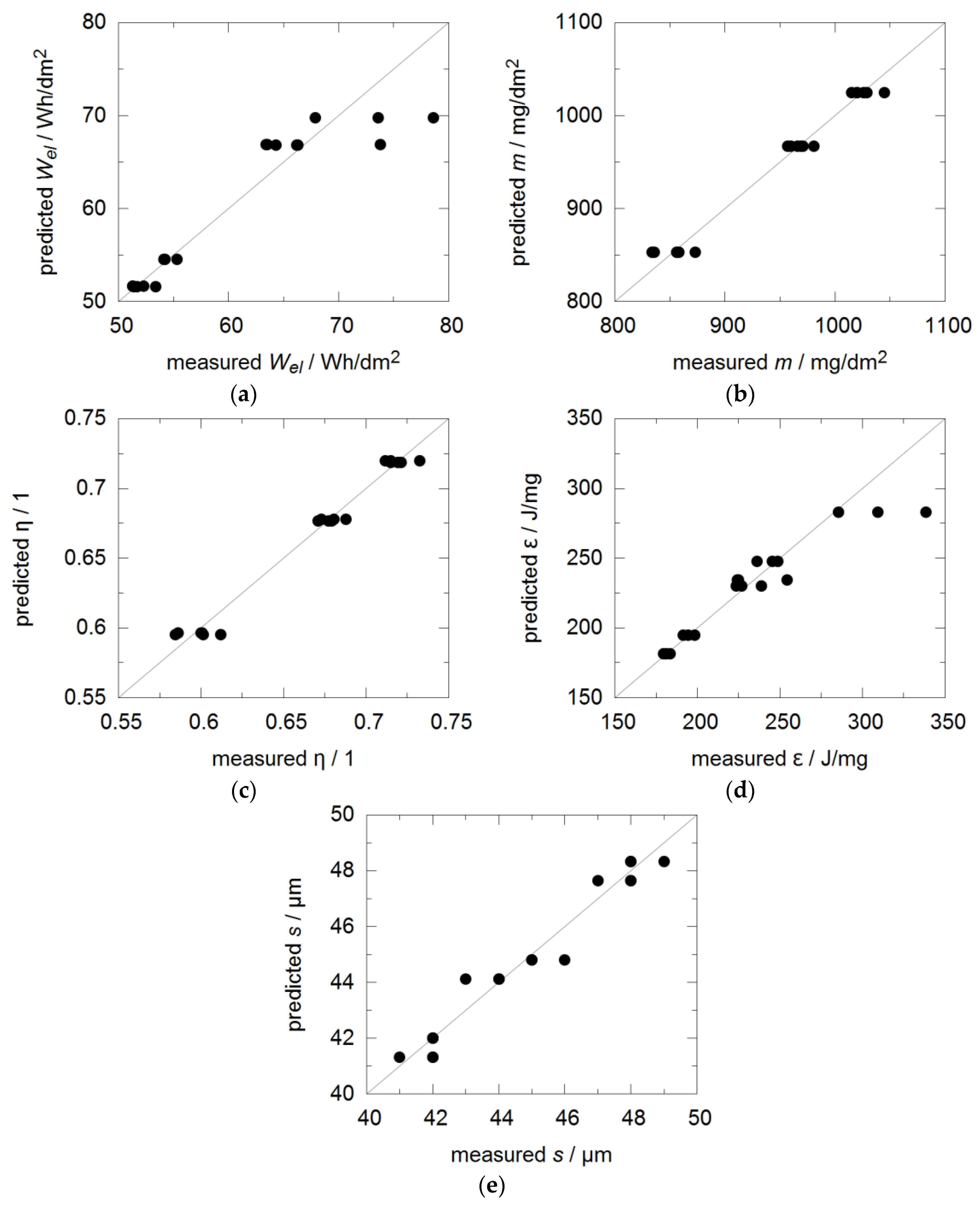
Figure 2a depicts the influence of the additives on the electrical energy consumption. The deviation of the predicted values obtained from the response function and the measured results is shown in
Figure 3a. It is clearly visible that the oxalic acid addition has the biggest influence on the electrical energy consumption. The slight decrease of
Wel by nitric acid occurs independently of the oxalic acid addition. The response function represents the measured values well, except for the highest values obtained at an oxalic and nitric acid concentration of 0.2 mol/L and 0 mol/L, respectively, which are underestimated by the model. As can be seen in
Figure 2, the voltage curve for this electrolyte shows a comparatively big standard deviation, which directly propagates into the values for the electrical energy consumption. To evaluate the efficiency of the anodic oxidation, the coating mass is considered. Referring to the results shown in
Table 2 and to the graphical representation in
Figure 2b, it becomes clear that the addition of oxalic acid has no effect on the mass of the produced oxide coatings. Meanwhile, the addition of nitric acid leads to an increase of the produced oxide mass. The experimental results are well represented by the response function (
Figure 3b).
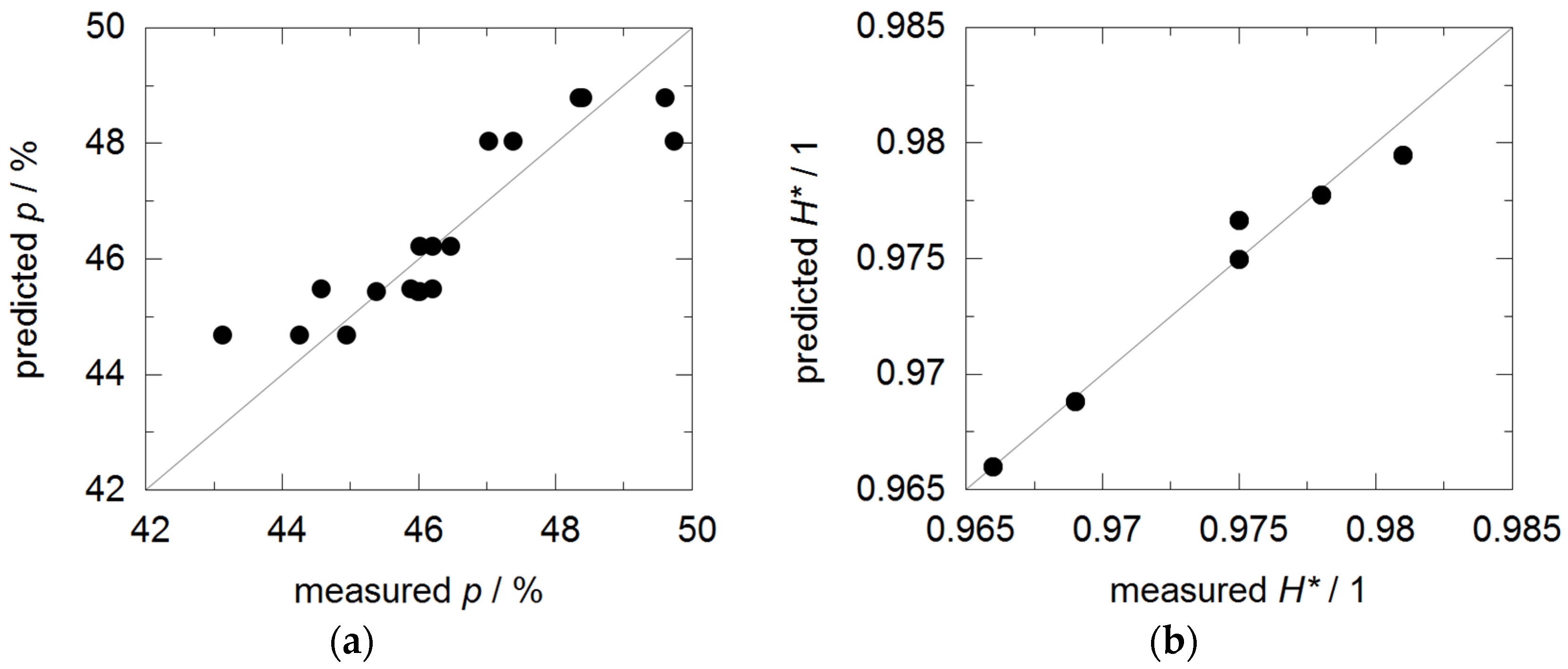
On the basis of this finding, two different routes shall be further pursued. The first route addresses the anodic oxidation process, namely its current and energy efficiency. The second route addresses the coating properties, namely the thickness, porosity, hardness and coating adhesion. With regard to the process, the obtained values of the oxide mass allow the calculation of the current efficiency
η, i.e., how much of the overall charge turnover actually contributes to oxide formation, and the energy efficiency
ε, i.e., how much energy is used for the formation of a certain amount of oxide. Since all the samples were produced in galvanostatic mode with a process time of 45 min and therefore with a constant charge turnover, the increase of the oxide mass by the addition of nitric acid into the electrolyte is directly reflected by an increased current efficiency (
Table 2), while the oxalic acid additive does not affect neither of them (
Figure 2c). The correlation between the values predicted by the response function and the experimental results is high (
Figure 3c). In contrast, the energy efficiency ε increases significantly by the addition of oxalic acid, since the electrical energy consumption is increased without any change of the oxide mass (
Figure 2d). That means, that more energy is needed for the production of a certain amount of oxide. The addition of nitric acid, meanwhile, decreases the energy efficiency, because the oxide mass is increased and the electrical energy consumption decreases at the same time. Consequently, less energy is needed for the production of a certain amount of oxide. The correlation between the predicted energy effiency and the measured values is compromised by the same error as the electrical energy consumption, so that especially the values for the electrolyte comprising only the oxalic acid additive are underestimated (
Figure 3d). The coating thickness is hardly affected by the addition of oxalic acid, while it increases by approx. 10% after the addition of 0.8 mol/L nitric acid to the sulphuric acid electrolyte (
Figure 2e). In the considered parameter range, the response function allows the prediction of the coating thickness with high accuracy (
Figure 3e). Related to the results obtained in the base electrolyte without any additives, the increase of the coating thickness with increasing nitric acid concentration is stronger than the increase of the oxide mass. Under the assumption of a constant density of the amorphous alumina, this indicates an increasing coating porosity.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}