A Comparative Study of Corrosion Behavior of Hard Anodized and Micro-Arc Oxidation Coatings on 7050 Aluminum Alloy


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
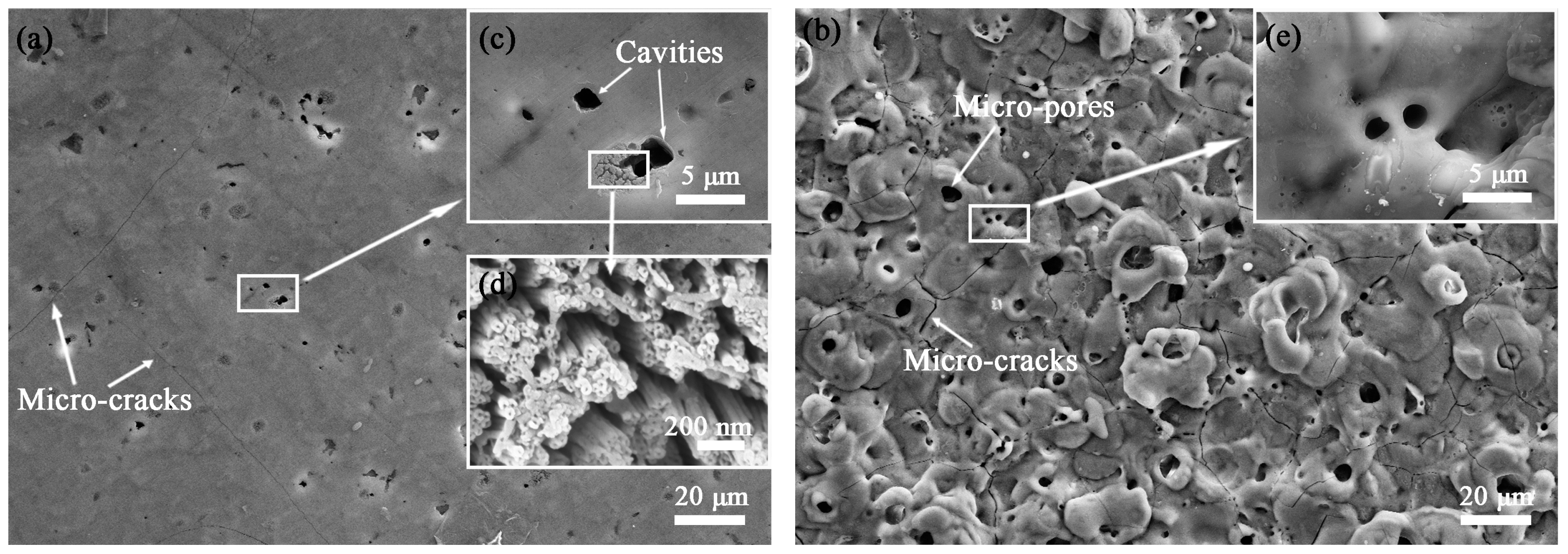
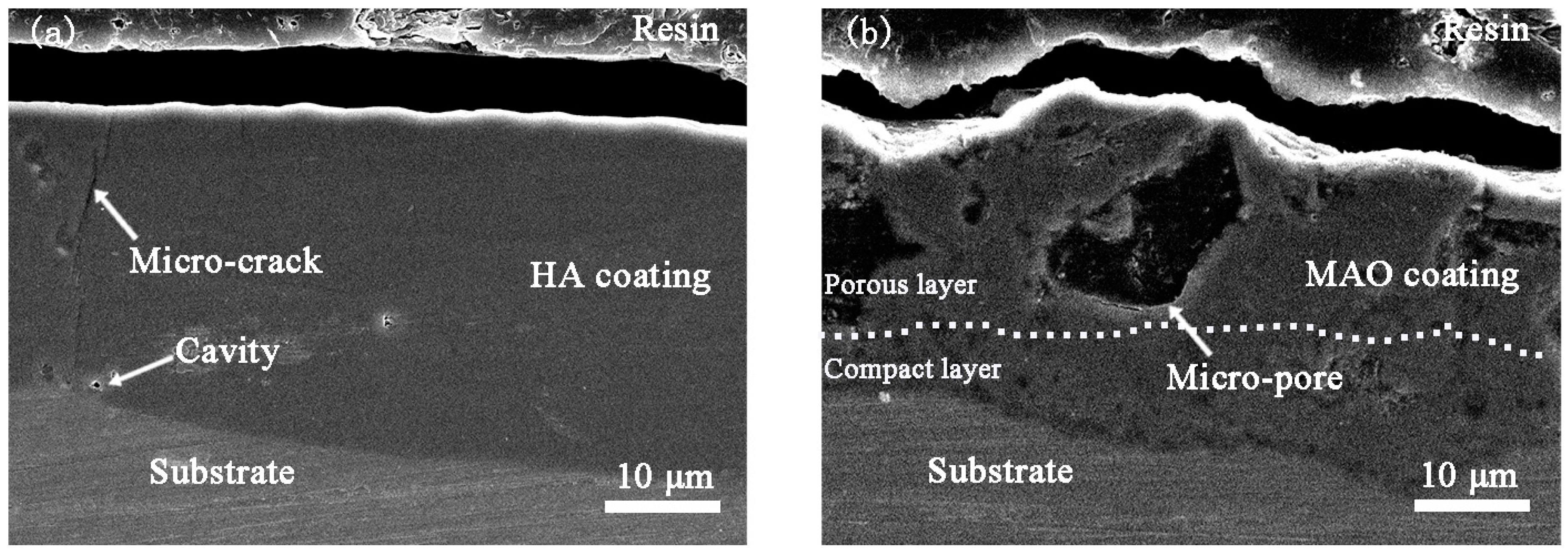
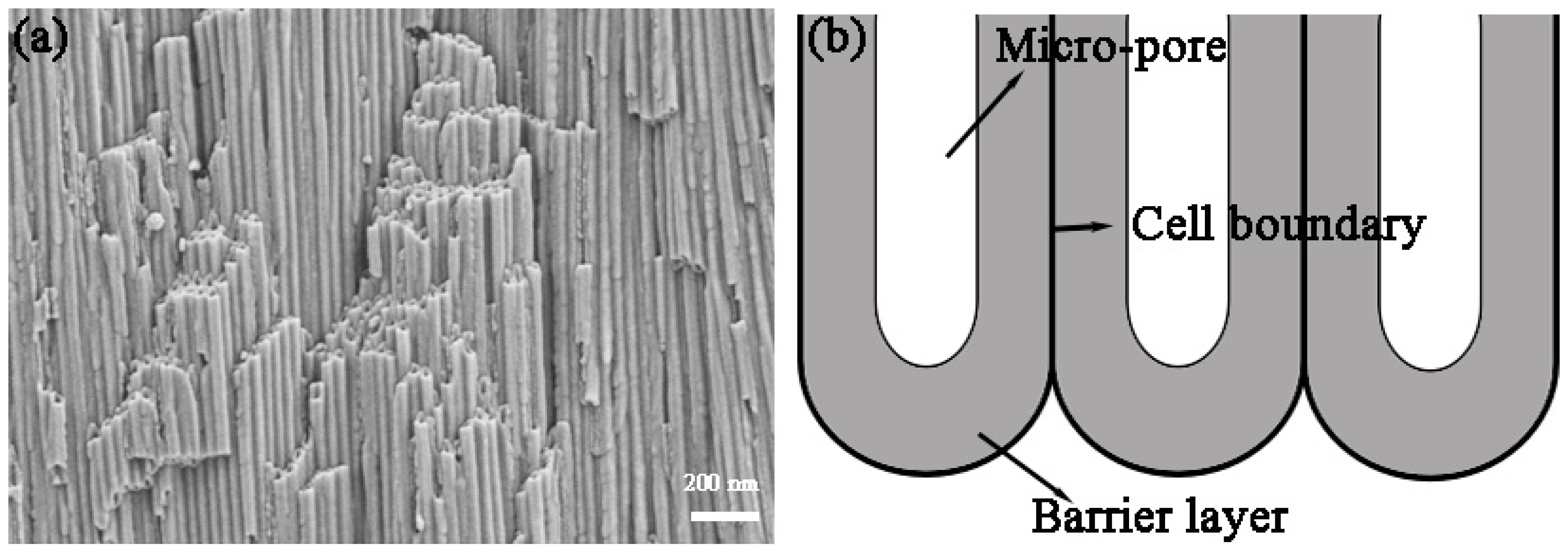
3.1. Microstructure
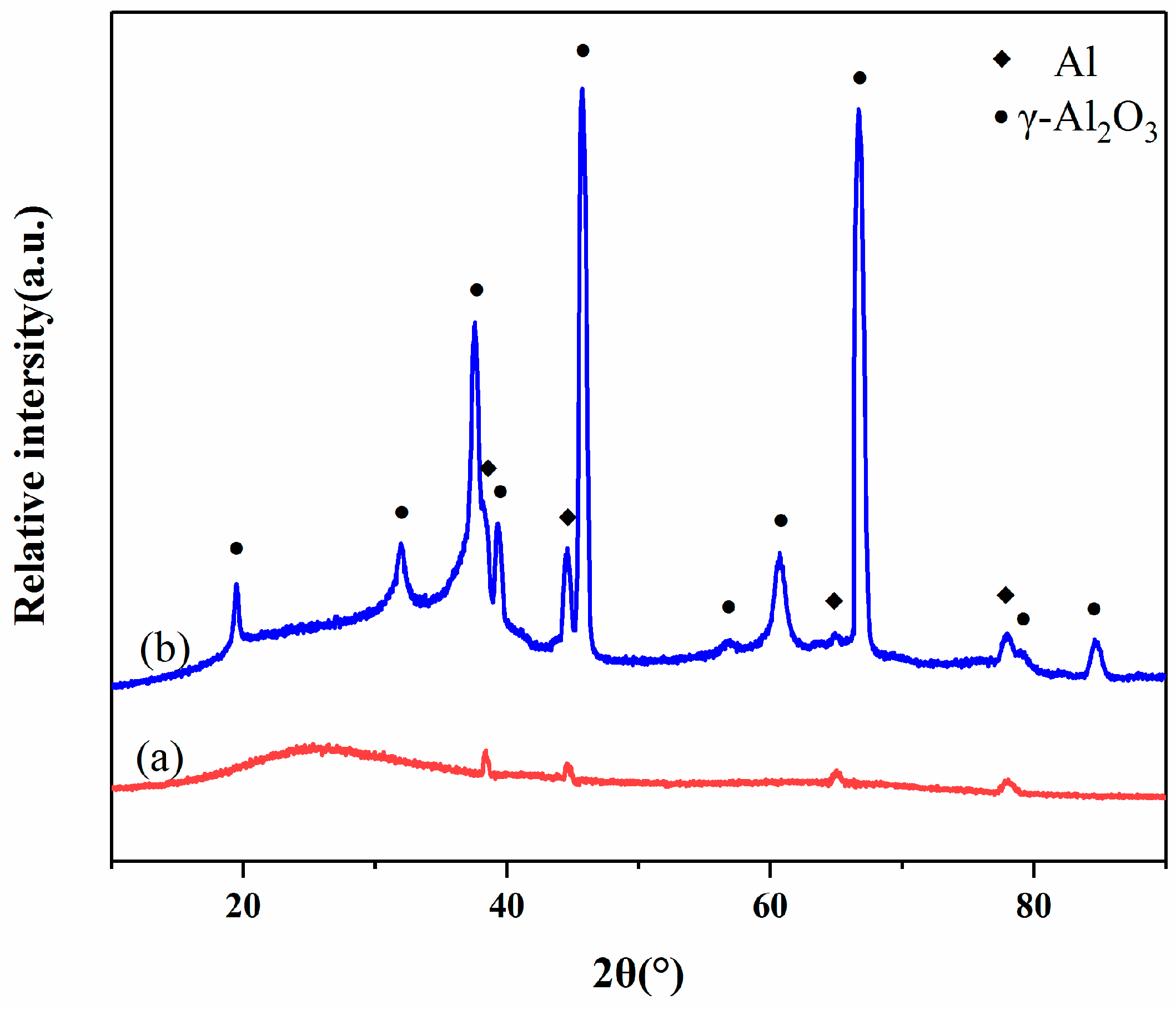
3.2. Phase Composition
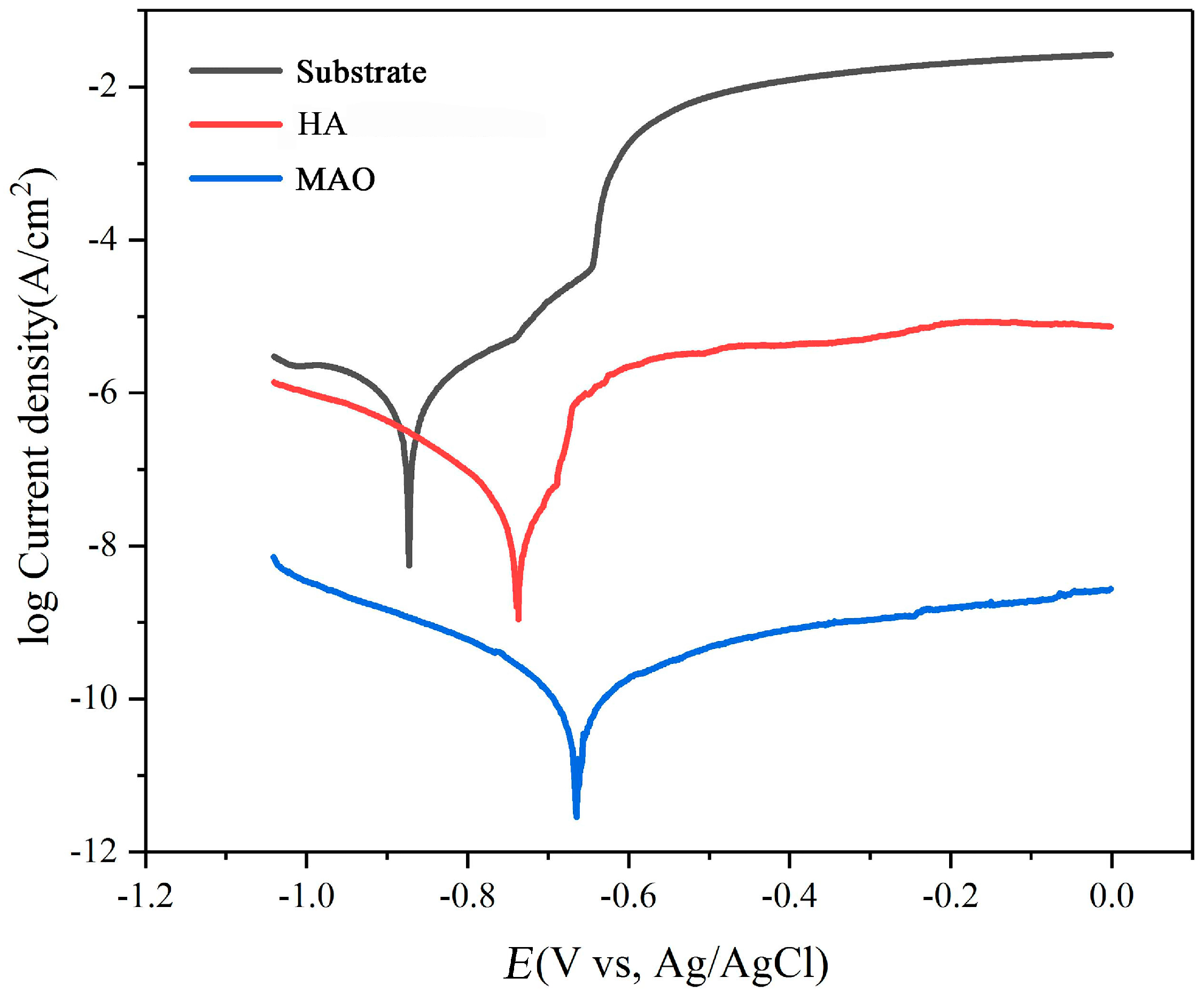
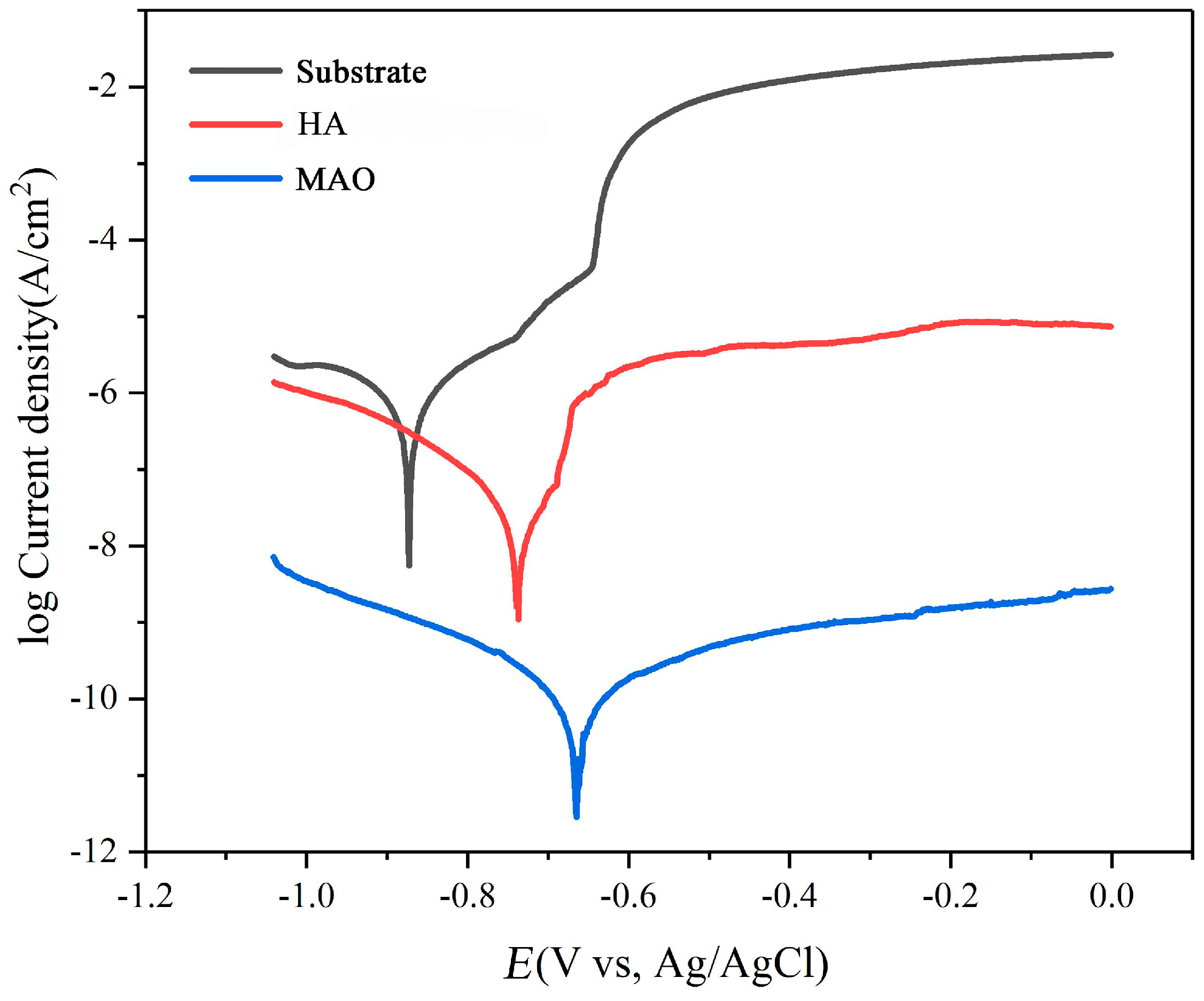
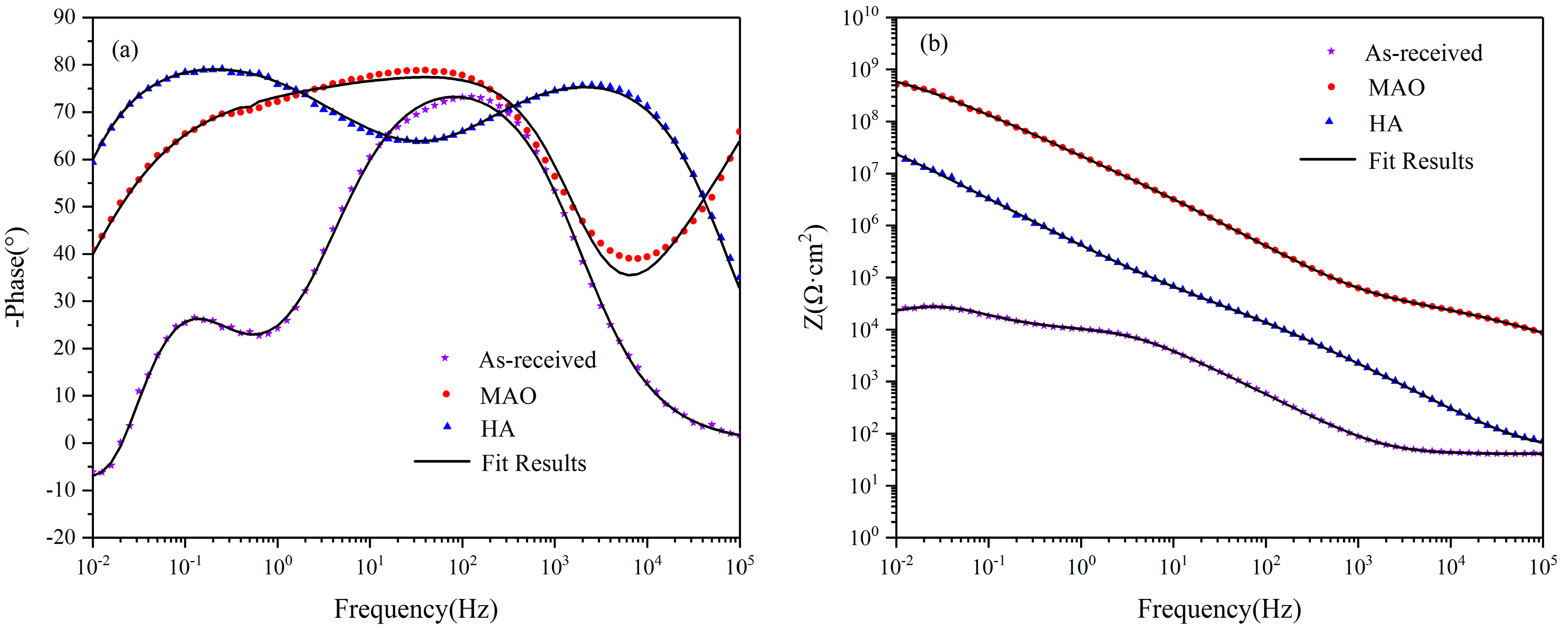
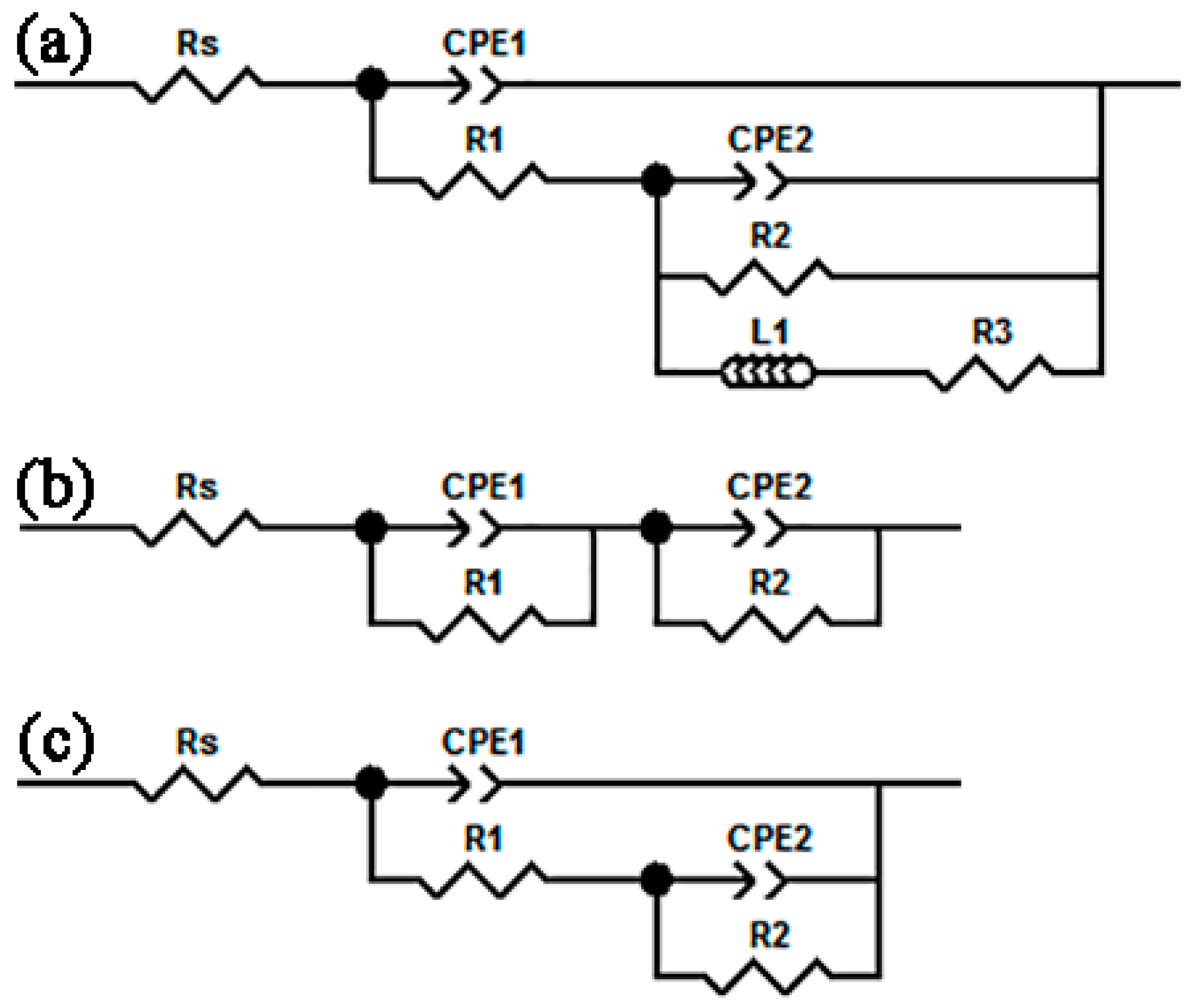
3.3. Electrochemical Corrosion Behavior
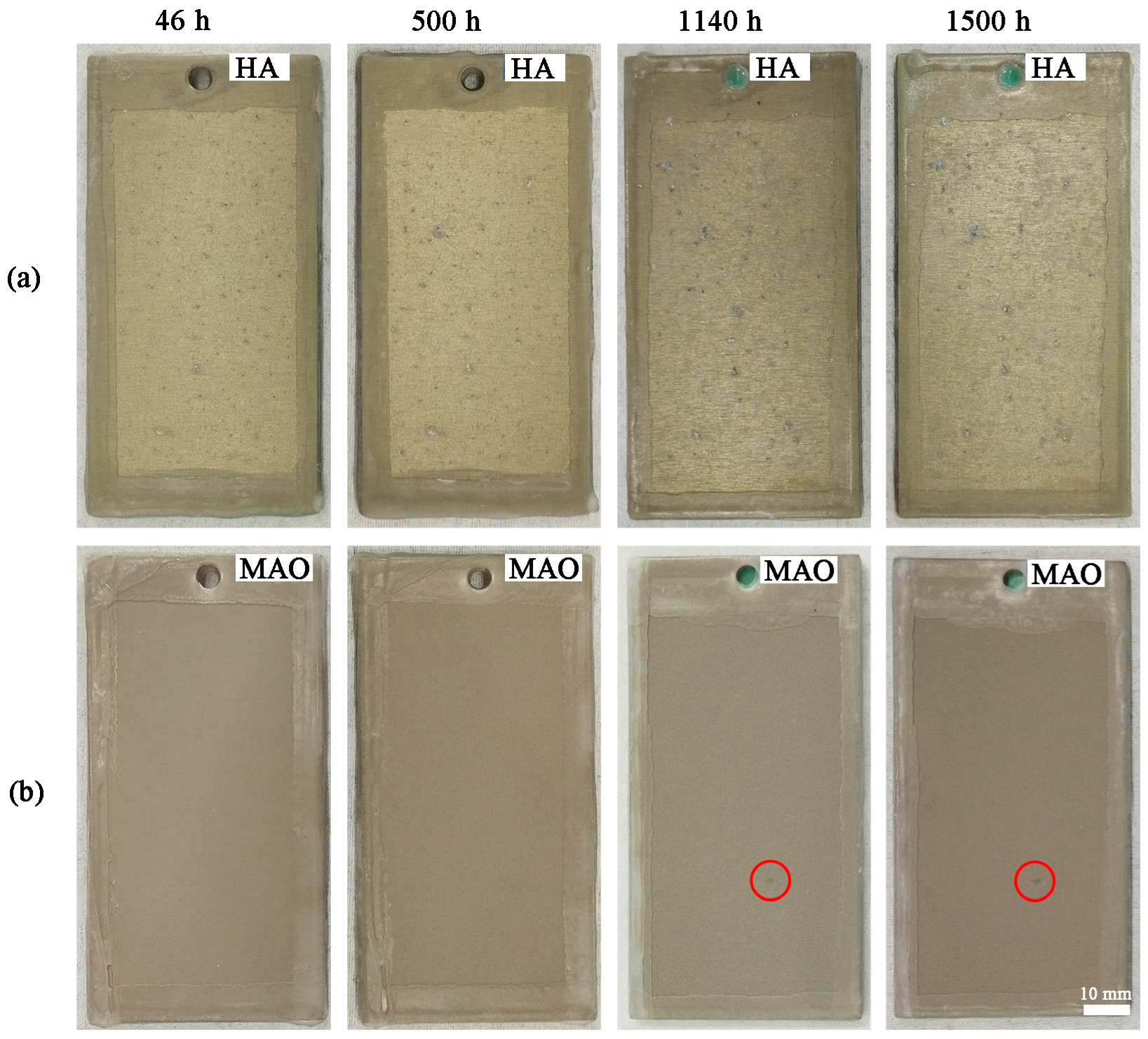
3.4. Neutral Salt Spray Test (NSST)
4. Conclusions
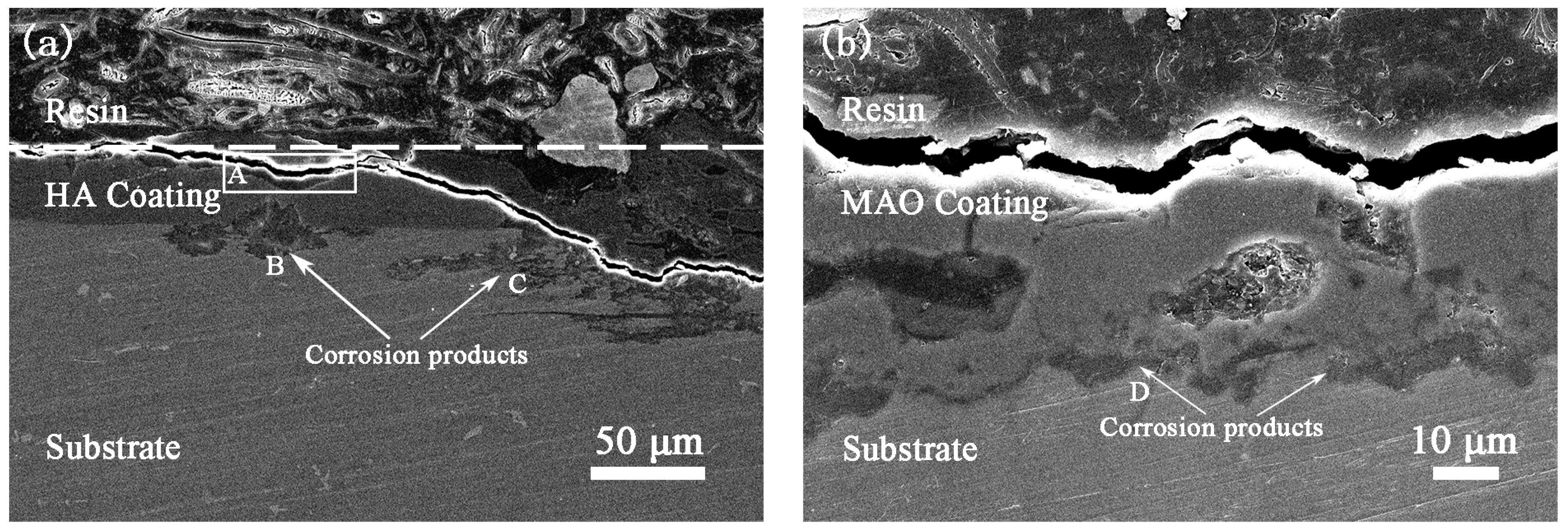
- MAO and HA coatings with 27 ± 3 μm thickness were fabricated onto the surface of 7050 Al alloy, respectively. The MAO coating, mainly composed of γ-Al2O3, was much more effective to isolate the substrate from the corrosive environment than the HA one, due to the amorphous composition and the penetrating defects in the HA coating.
- The MAO technology displayed more excellent electrochemical corrosion resistance. Compared with the HA coating, the corrosion potential (Ecorr), and corrosion current density (icorr) of the MAO coating increased and decreased, respectively. Furthermore, the value of R2 of the MAO coating was two orders of magnitude higher than that of HA coating.
- The NSST revealed that the time when the HA coating was corroded was 46 h, while the MAO coating was 1140 h. After 1500 h, the HA coating was extruded and peeled, but the MAO coating still provided good protection to the substrate.
- The far superior protection of the MAO coating was due to the crystalline compositions and the strong interfacial adhesion. Furthermore, the blind defects in the MAO coating made the path of the corrosive ions become complicated, and the compact inner layer presented a more fortified barrier for the diffusion of corrosive ions.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Heinz, A.; Haszler, A.; Keidel, C.; Moldenhauer, S.; Benedictus, R.; Miller, W.S. Recent development in aluminium alloys for aerospace applications. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2000, 280, 102–107. [Google Scholar] [CrossRef]
- Wloka, J.; Virtanen, S. Influence of scandium on the pitting behaviour of Al-Zn-Mg-Cu alloys. Acta Mater. 2007, 55, 6666–6672. [Google Scholar] [CrossRef]
- Ramgopal, T.; Gouma, P.I.; Frankel, G.S. Role of grain-boundary precipitates and solute-depleted zone on the intergranular corrosion of aluminum alloy 7150. Corros. Sci. 2002, 58, 687–697. [Google Scholar] [CrossRef]
- Peng, G.S.; Chen, K.H.; Chen, S.Y.; Fang, H.C. Influence of dual-RRA temper on the exfoliation corrosion and electrochemical behavior of Al-Zn-Mg-Cu alloy. Mater. Corros. Werkst. Korros. 2013, 64, 284–289. [Google Scholar] [CrossRef]
- Lin, Y.C.; Zhang, J.; Chen, M.; Zhou, Y.; Ma, X. Electrochemical corrosion behaviors of a stress-aged Al-Zn-Mg-Cu alloy. J. Mater. Res. 2016, 31, 2493–2505. [Google Scholar] [CrossRef]
- Franco, M.; Krishna, H.T.; Pillai, A.M.; Rajendra, A.; Sharma, A.K. A Comparative Study on the Corrosion Behaviour of Hard Anodic Coatings on AA 6061 Obtained Using DC and Pulsed DC Power Sources. Acta Metall. Sin. 2013, 26, 647–656. [Google Scholar] [CrossRef]
- Konno, H.; Utaka, K.; Furuichi, R. A two step anodizing process of aluminium as a means for improving the chemical and physical properties of oxide films. Corros. Sci. 1996, 38, 2247–2256. [Google Scholar] [CrossRef]
- Zuo, Y.; Zhao, P.H.; Zhao, J.M. The influences of sealing methods on corrosion behavior of anodized aluminum alloys in NaCl solutions. Surf. Coat. Technol. 2003, 166, 237–242. [Google Scholar] [CrossRef]
- Bozza, A.; Giovanardi, R.; Manfredini, T.; Mattioli, P. Pulsed Current effect on hard anodizing process of 7075-T6 aluminium alloy. Surf. Coat. Technol. 2015, 270, 139–144. [Google Scholar] [CrossRef]
- Fratila-Apachitei, L.E.; Duszczyk, J.; Katgerman, L. AlSi(Cu) anodic oxide layers formed in H2SO4 at low temperature using different current waveforms. Surf. Coat. Technol. 2003, 165, 232–240. [Google Scholar] [CrossRef]
- Wen, L.; Wang, Y.; Zhou, Y.; Guo, L.; Ouyang, J. Microstructure and corrosion resistance of modified 2024 Al alloy using surface mechanical attrition treatment combined with microarc oxidation process. Corros. Sci. 2011, 53, 473–480. [Google Scholar] [CrossRef]
- Ma, A.; Lu, F.; Zhou, Q.; Jiang, J.; Song, D.; Chen, J.; Zheng, Y. Formation and Corrosion Resistance of Micro-Arc Oxidation Coating on Equal-Channel Angular Pressed AZ91D Mg Alloy. Metals 2016, 6, 308. [Google Scholar] [CrossRef]
- Xu, L.; Ding, J.; Xu, X.; Niu, X.; Li, B.; Cheng, G. Wettability and Corrosion Resistance of Ultrafine-Grained Titanium by Micro-arc Oxidation. Rare Met. Mater. Eng. 2015, 44, 3100–3104. [Google Scholar]
- Krishna, L.R.; Purnima, A.S.; Sundararajan, G. A comparative study of tribological behavior of microarc oxidation and hard-anodized coatings. Wear 2006, 261, 1095–1101. [Google Scholar] [CrossRef]
- Wen, L.; Wang, Y.; Zhou, Y.; Ouyang, J.; Guo, L.; Jia, D. Corrosion evaluation of microarc oxidation coatings formed on 2024 aluminium alloy. Corros. Sci. 2010, 52, 2687–2696. [Google Scholar] [CrossRef]
- Arunnellaiappan, T.; Babu, N.K.; Krishna, L.R.; Rameshbabu, N. Influence of frequency and duty cycle on microstructure of plasma electrolytic oxidized AA7075 and the correlation to its corrosion behavior. Surf. Coat. Technol. 2015, 280, 136–147. [Google Scholar] [CrossRef]
- Wang, Y.Q.; Deng, Y.Z.; Shao, Y.W.; Wang, F.H. New sealing treatment of microarc oxidation coating. Surf. Eng. 2014, 30, 31–35. [Google Scholar] [CrossRef]
- Yang, H.; Wang, X.; Wang, Y.; Wang, Y.; Zhang, Z. Microarc Oxidation Coating Combined with Surface Pore-Sealing Treatment Enhances Corrosion Fatigue Performance of 7075-T7351 Al Alloy in Different Media. Materials 2017, 10, 609. [Google Scholar] [CrossRef] [PubMed]
- Xiang, N.; Song, R.G.; Wang, C.; Mao, Q.Z.; Ge, Y.J.; Ding, J.H. Formation of corrosion resistant plasma electrolytic oxidation coatings on aluminium alloy with addition of sodium tungstate species. Corros. Eng. Sci. Technol. 2016, 51, 146–154. [Google Scholar] [CrossRef]
- Chen, Q.; Jiang, Z.; Tang, S.; Dong, W.; Tong, Q.; Li, W. Influence of graphene particles on the micro-arc oxidation behaviors of 6063 aluminum alloy and the coating properties. Appl. Surf. Sci. 2017, 423, 939–950. [Google Scholar] [CrossRef]
- Liu, J.; Li, M.; Li, S.; Huang, M. Effect of the microstructure of Al 7050-T7451 on anodic oxide formation in sulfuric acid. Int. J. Miner. Metall. Mater. 2009, 16, 432–438. [Google Scholar] [CrossRef]
- Patermarakis, G. Development of a theory for the determination of the composition of the anodizing solution inside the pores during the growth of porous anodic Al2O3 films on aluminium by a transport phenomenon analysis. J. Electroanal. Chem. 1998, 447, 25–41. [Google Scholar] [CrossRef]
- Li, Y.; Ling, Z.; Hu, X.; Liu, Y.; Chang, Y. Investigation of intrinsic mechanisms of aluminium anodization processes by analyzing the current density. RSC Adv. 2012, 2, 5164–5171. [Google Scholar] [CrossRef]
- Azimi, H.A.R.; Zarei, M.; Rafati, A.; Noormohammadi, M. Fabrication of self-ordered nanoporous alumina with 500–750 nm interpore distances using hard anodization in phosphoric/oxalic acid mixtures. J. Porous Mater. 2016, 23, 357–363. [Google Scholar] [CrossRef]
- Liu, C.; Liang, J.; Zhou, J.; Li, Q.; Peng, Z.; Wang, L. Characterization and corrosion behavior of plasma electrolytic oxidation coated AZ91-T6 magnesium alloy. Surf. Coat. Technol. 2016, 304, 179–187. [Google Scholar] [CrossRef]
- Skoneczny, W. Model of structure of Al2O3 layer obtained via hard anodising method. Surf. Eng. 2001, 17, 389–392. [Google Scholar] [CrossRef]
- Garcia-Vergara, S.J.; LeClere, D.; Hashimoto, T.; Habazaki, H.; Skeldon, R.; Thompson, G.E. Optimized observation of tungsten tracers for investigation of formation of porous anodic alumina. Electrochim. Acta 2009, 54, 6403–6411. [Google Scholar] [CrossRef]
- Lerner, L.M. Hard anodising of aerospace aluminium alloys. Trans. Inst. Met. Finish. 2010, 88, 21–24. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nomenclature | MAO | HA |
|---|---|---|
| Electrolyte bath | Sodium hexametaphosphate 40 g/L Sodium silicate 5 g/L Sodium tungstate 3 g/L | Sulfuric acid 15 wt % |
| Type of power supply | DC pulse | DC |
| Duty cycle (%) | 4 | - |
| Frequency (Hz) | 500 | - |
| Bath temperrature (°C) | 18–30 | 0–5 |
| Current density (A/dm2) | 2.5 | 2.5 |
| Voltage, Vrms | 0–550 | 0–25 |
| Processing time (min) | 80 | 40 |
| Specimens | Ecorr (mV vs. Ag/AgCl) | icorr (A/cm2) |
|---|---|---|
| Substrate | −874 | 1.11 × 10−6 |
| HA | −732 | 1.17 × 10−7 |
| MAO | −665 | 2.10 × 10−10 |
| Specimens | CPE1 | R1 (Ω·cm2) | CPE2 | R2 (Ω·cm2) | L1 (Ω·s·cm2) | R3 (Ω·cm2) |
|---|---|---|---|---|---|---|
| substrate | 5.76 × 10−6 (0.89) | 1.12 × 104 | 1.15 × 10−4 (0.84) | 2.12 × 104 | 2.85 × 105 | 1.62 × 104 |
| HA | 2.51 × 10−7 (0.90) | 5.23 × 104 | 4.66 × 10−7 (0.91) | 6.18 × 107 | - | - |
| MAO | 6.67 × 10−9 (0.72) | 4.06 × 104 | 3.82 × 10−9 (0.95) | 1.11 × 109 | - | - |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shao, L.; Li, H.; Jiang, B.; Liu, C.; Gu, X.; Chen, D. A Comparative Study of Corrosion Behavior of Hard Anodized and Micro-Arc Oxidation Coatings on 7050 Aluminum Alloy. Metals 2018, 8, 165. https://doi.org/10.3390/met8030165
Shao L, Li H, Jiang B, Liu C, Gu X, Chen D. A Comparative Study of Corrosion Behavior of Hard Anodized and Micro-Arc Oxidation Coatings on 7050 Aluminum Alloy. Metals. 2018; 8(3):165. https://doi.org/10.3390/met8030165
Chicago/Turabian StyleShao, Lianlian, Hongtao Li, Bailing Jiang, Cancan Liu, Xin Gu, and Dichun Chen. 2018. "A Comparative Study of Corrosion Behavior of Hard Anodized and Micro-Arc Oxidation Coatings on 7050 Aluminum Alloy" Metals 8, no. 3: 165. https://doi.org/10.3390/met8030165
APA StyleShao, L., Li, H., Jiang, B., Liu, C., Gu, X., & Chen, D. (2018). A Comparative Study of Corrosion Behavior of Hard Anodized and Micro-Arc Oxidation Coatings on 7050 Aluminum Alloy. Metals, 8(3), 165. https://doi.org/10.3390/met8030165