Low-Waste Recycling of Spent CuO-ZnO-Al2O3 Catalysts


Abstract
:1. Introduction
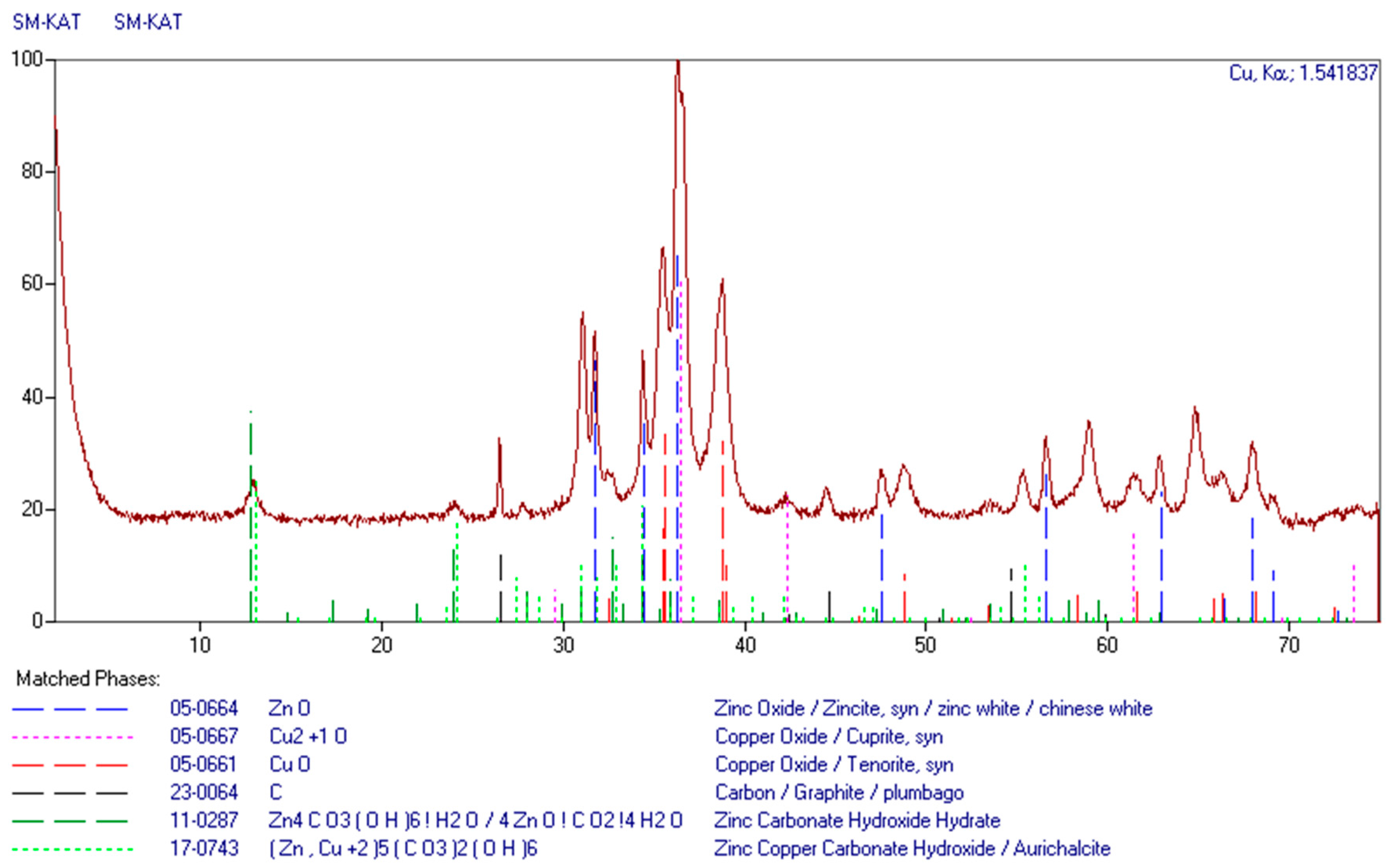
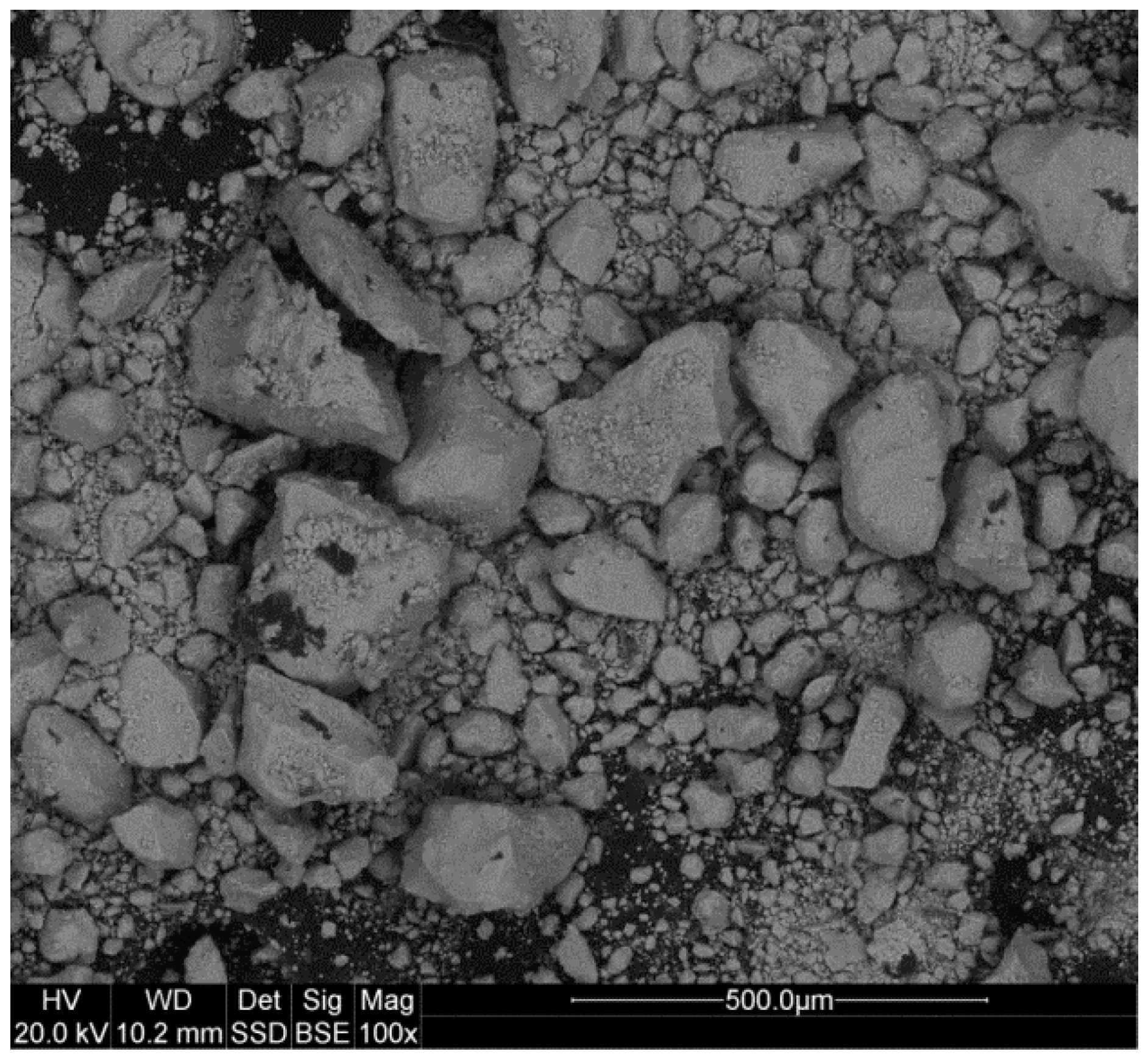
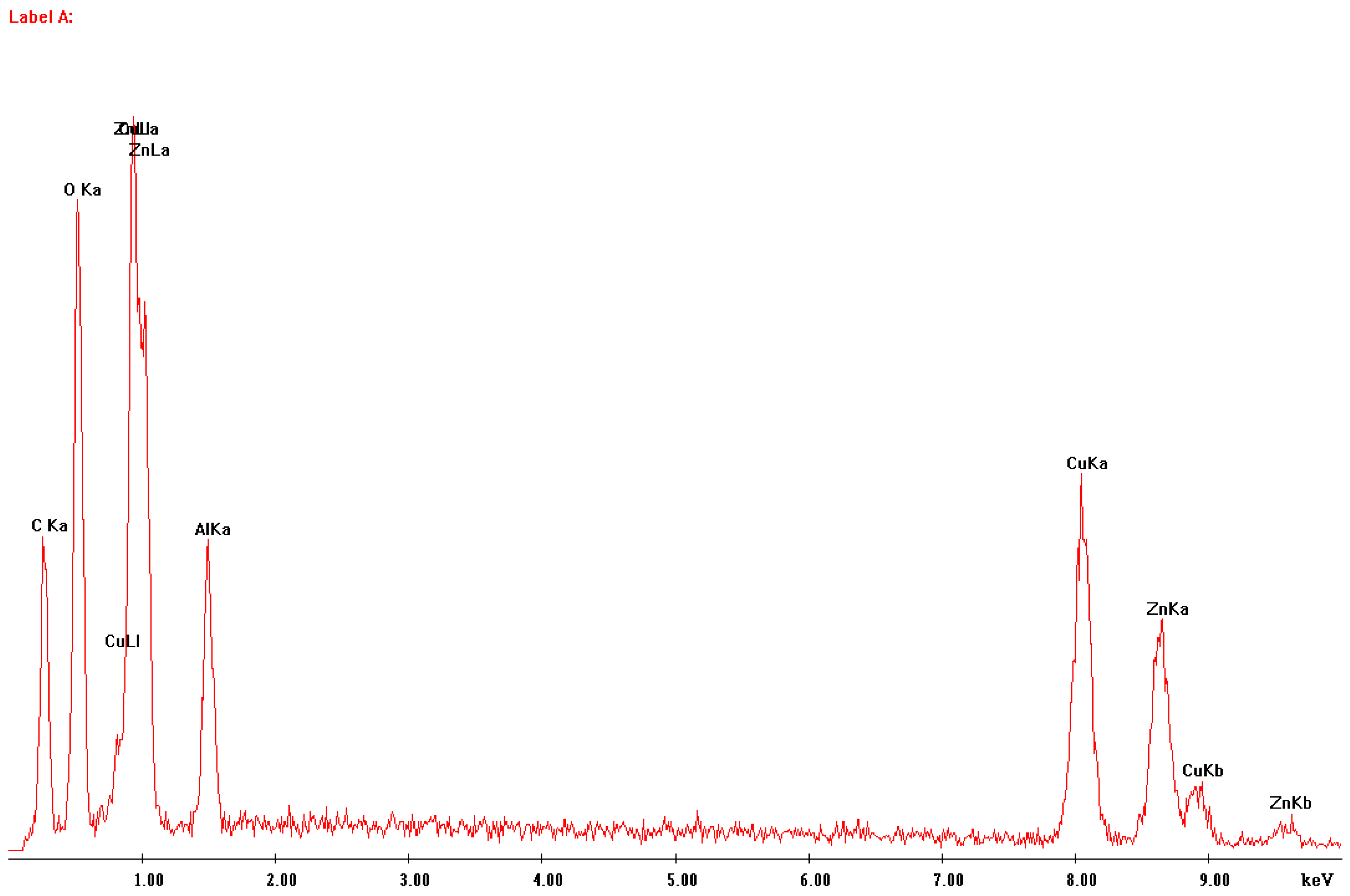
2. Properties of Examined Material
3. Pyrometallurgical Processing of Spent Catalysts
3.1. Experimental Procedure of Pyrometallurgical Processing
3.2. Results and Discussion of Pyrometallurgical Tests
3.2.1. Test No. 1
3.2.2. Test No. 2
3.2.3. Test No. 3
3.2.4. Test No. 4
4. Processing of Catalysts Using the Hydrometallurgical Method
4.1. Procedure of Hydrometallurgical Tests
- Leaching in NaOH solution (temperature 75 °C, process duration 120 min, NaOH concentration = 200 g/dm3, l/s = 10),
- Leaching in H2SO4 solution (temperature 60 °C, process duration 120 min, H2SO4 concentration = 180 g/dm3, l/s = 10).
4.2. Results and Discussion of Hydrometallurgical Tests
- Zn solution—0.8 dm3 (Zn-23 g/dm3),
- Cu solution—0.8 dm3 (Cu-43 g/dm3),
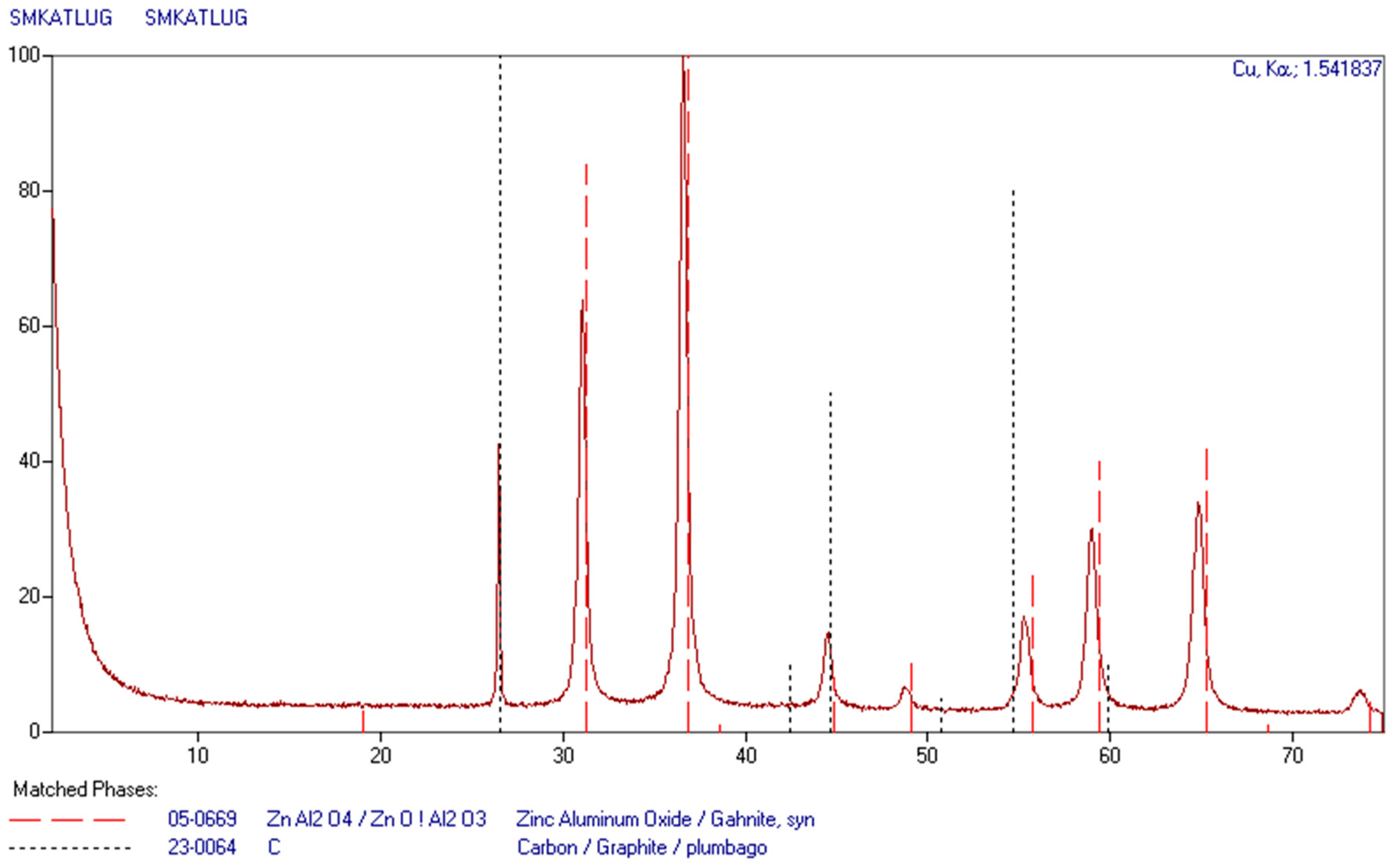
- ZnAl2O4 deposit in the amount of 33 g.
- Amount of zinc in alkaline solution—18.5 g
- Amount of copper in acidic solution—34.5 g
- Zinc aluminate—30 g
- Carbon—3 g
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Sun, Z.; Xiao, Y.; Agterhuis, H.; Sietsma, J.; Yang, Y. Recycling of metals from urban mines—A strategic evaluation. J. Clean. Prod. 2016, 112, 2977–2987. [Google Scholar] [CrossRef]
- Amphlett, J.; Mann, R.; Weir, R. Hydrogen production by the catalytic steam reforming of methanol: Part 3: Kinetics of methanol decomposition using C18HC catalyst. Can. J. Chem. Eng. 1988, 66, 950–955. [Google Scholar] [CrossRef]
- Agarwal, V.; Patel, S.; Pant, K.K. H2 production by steam reforming of methanol over Cu/ZnO/Al2O3 catalysts: Transient deactivation kinetics modelling. Appl. Catal. A 2005, 279, 155–164. [Google Scholar] [CrossRef]
- Waugh, K.C. Methanol Synthesis. Catal. Lett. 2012, 142, 1153–1166. [Google Scholar] [CrossRef]
- Riaz, A.; Zahedi, G.; Klemes, J.J. A review of cleaner production methods for the manufacture of methanol. J. Clean. Prod. 2013, 57, 19–37. [Google Scholar] [CrossRef]
- Behrens, M.; Studt, F.; Kasatkin, I.; Kühl1, S.; Hävecker, M.; Abild-Pedersen, F.; Zander, S.; Girgsdies, F.; Kurr, P.; Kniep, B.L.; et al. The Active Site of Methanol Synthesis over Cu/ZnO/Al2O3 Industrial Catalysts. Science 2012, 336, 893–897. [Google Scholar] [CrossRef] [PubMed]
- Barroso, M.N.; Gomez, M.F.; Gamboa, J.A.; Arrua, L.A.; Abello, M.C. Preparation and characterization of CuZnAl catalysts by citrate gel process. J. Phys. Chem. Solids 2006, 67, 1583–1589. [Google Scholar] [CrossRef]
- Turco, M.; Bagnasco, G.; Costantino, U.; Marmottini, F.; Montanari, T.; Ramis, G.; Busca, G. Production of hydrogen from oxidative steam reforming of methanol: II. Catalytic activity and reaction mechanism on Cu/ZnO/Al2O3 hydrotalcite-derived catalysts. J. Catal. 2004, 228, 56–65. [Google Scholar] [CrossRef]
- Walerczyk, W.; Zawadzki, M.; Grabowska, H. Glycothermal synthesis and catalytic properties of nanosized Zn1−xCoxAl2O4 (x = 0, 0.5, 1.0) spinels in phenol methylation. Catal. Lett. 2011, 141, 592–601. [Google Scholar] [CrossRef]
- Zhou, H.; Huang, Y. Method for Recycling Waste Copper-Based Methanol Waste Catalyst. Patent CN103495426A, 18 January 2014. [Google Scholar]
- Wang, B.; Meng, Y. Recovery Method of Copper and Zinc Oxide from Waste Copper-Zinc Catalyst. Patent CN1258752A, 30 December 1998. [Google Scholar]
- Ling, H.; Liu, J.; Zhang, X.; Xu, X.; Li, Q.; Hu, Z.; Hu, G.; Qiu, C.; Huang, H. Application Method of Waste Copper Based Catalyst to Preparing Catalyst for Preparing Hydrogen from Methanol. Patent CN102125851A, 20 April 2011. [Google Scholar]
- Bunting, E.N. Phase equilibria in the system SiO2-ZnO. J. Am. Ceram. Soc. 1930, 13, 5–10. [Google Scholar] [CrossRef]
- Kracek, F.C. The system sodium oxide-silica. J. Phys. Chem. 1930, 34, 1583–1598. [Google Scholar] [CrossRef]
- Holland, A.E.; Segnit, E.R. The ternary system Na2O-ZnO-SiO2. Aust. J. Chem. 1966, 19, 905–913. [Google Scholar] [CrossRef]
- Segnit, E.R. The System CaO-ZnO-SiO2. J. Am. Ceram. Soc. 1954, 37, 273–277. [Google Scholar] [CrossRef]
- Segnit, E.R. Three planes in the quaternary system CaO-ZnO-Al2O3-SiO2. J. Am. Ceram. Soc. 1962, 45, 600–607. [Google Scholar] [CrossRef]
- Tang, Y.; Shih, K.; Wang, Y.; Chong, T. Zinc stabilization efficiency of aluminate spinel structure and its leaching behaviour. Environ. Sci. Technol. 2011, 45, 10544–10550. [Google Scholar] [CrossRef] [PubMed]
- Gargul, K.; Jarosz, P.; Małecki, S. Alkaline leaching of low zinc content iron-bearing sludges. Arch. Metall. Mater. 2016, 61, 43–50. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameters | Smelting Variant | |||
|---|---|---|---|---|
| I | II | III | IV | |
| FEED | ||||
| Mass of catalysts (g) | 100 | 100 | 100 | 100 |
| Mass of silica (g) | 50 | 60 | 55.4 | 28 |
| Mass of carbon (g) | 10 | 10 | 10 | 10 |
| Mass of CaO (g) | 15 | - | - | - |
| Mass of Na2CO3 (g) | - | - | 31 | 16 |
| Mass of NaOH (g) | - | 20 | - | - |
| Smelting time (min) | 45 | 50 | 90 | 90 |
| Process temperature (°C) | 1300 | 1300 | 1250 | 1250 |
| PRODUCTS | ||||
| The overall mass of the alloy (g) | 26 | 25 | 25 | 20 |
| Mass of Cu in the alloy (g) | 23.2 | 22.1 | 22.0 | 17.7 |
| Mass of Zn in the alloy (g) | 2.5 | 2.7 | 2.8 | 2.3 |
| Mass of slag (g) | 62 | 95 | 107 | 61 |
| Mass of copper in the slag (g) | 6.4 | 7.5 | 7.6 | 11.9 |
| Mass of zinc in the slag (g) | 6.0 | 6.1 | 6.7 | 6.3 |
| The copper yield in the alloy (%) | 66.1 | 63.0 | 62.7 | 50.4 |
| The estimated yield of zinc in the dust (%) | 71.6 | 70.6 | 68.2 | 71.2 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Małecki, S.; Gargul, K. Low-Waste Recycling of Spent CuO-ZnO-Al2O3 Catalysts. Metals 2018, 8, 177. https://doi.org/10.3390/met8030177
Małecki S, Gargul K. Low-Waste Recycling of Spent CuO-ZnO-Al2O3 Catalysts. Metals. 2018; 8(3):177. https://doi.org/10.3390/met8030177
Chicago/Turabian StyleMałecki, Stanisław, and Krzysztof Gargul. 2018. "Low-Waste Recycling of Spent CuO-ZnO-Al2O3 Catalysts" Metals 8, no. 3: 177. https://doi.org/10.3390/met8030177
APA StyleMałecki, S., & Gargul, K. (2018). Low-Waste Recycling of Spent CuO-ZnO-Al2O3 Catalysts. Metals, 8(3), 177. https://doi.org/10.3390/met8030177