An Energetic Approach to Predict the Effect of Shot Peening-Based Surface Treatments


Abstract
:1. Introduction
2. Description of the Finite Element Model
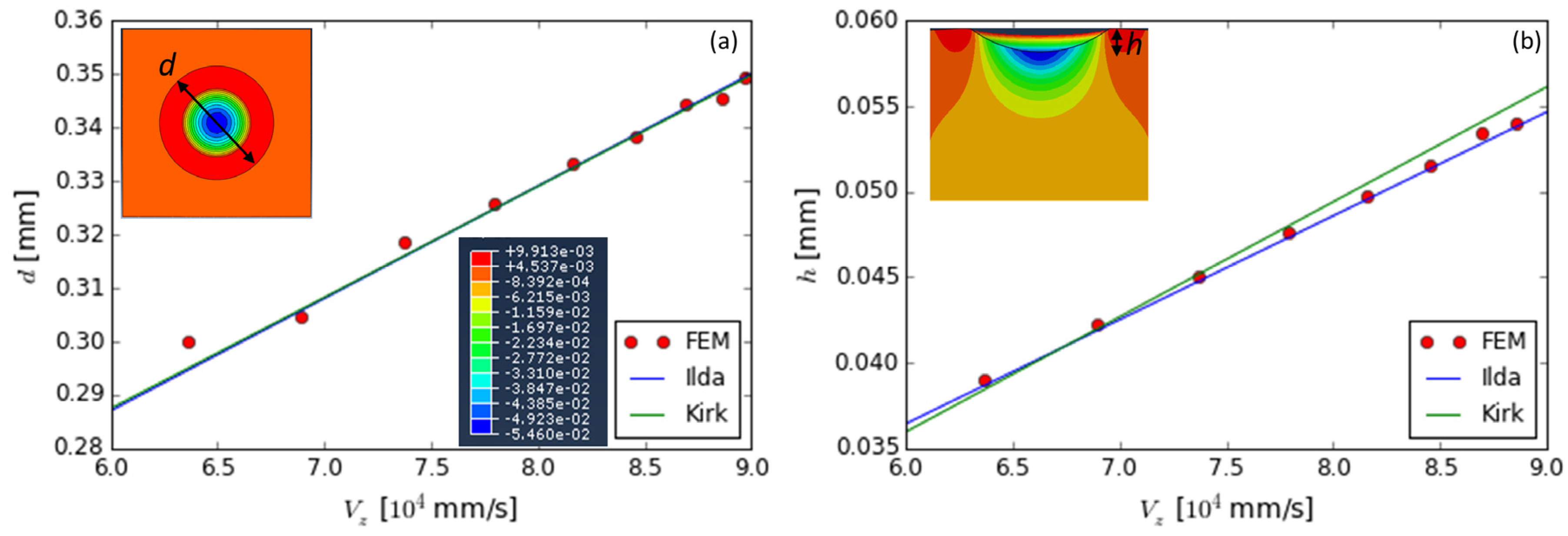
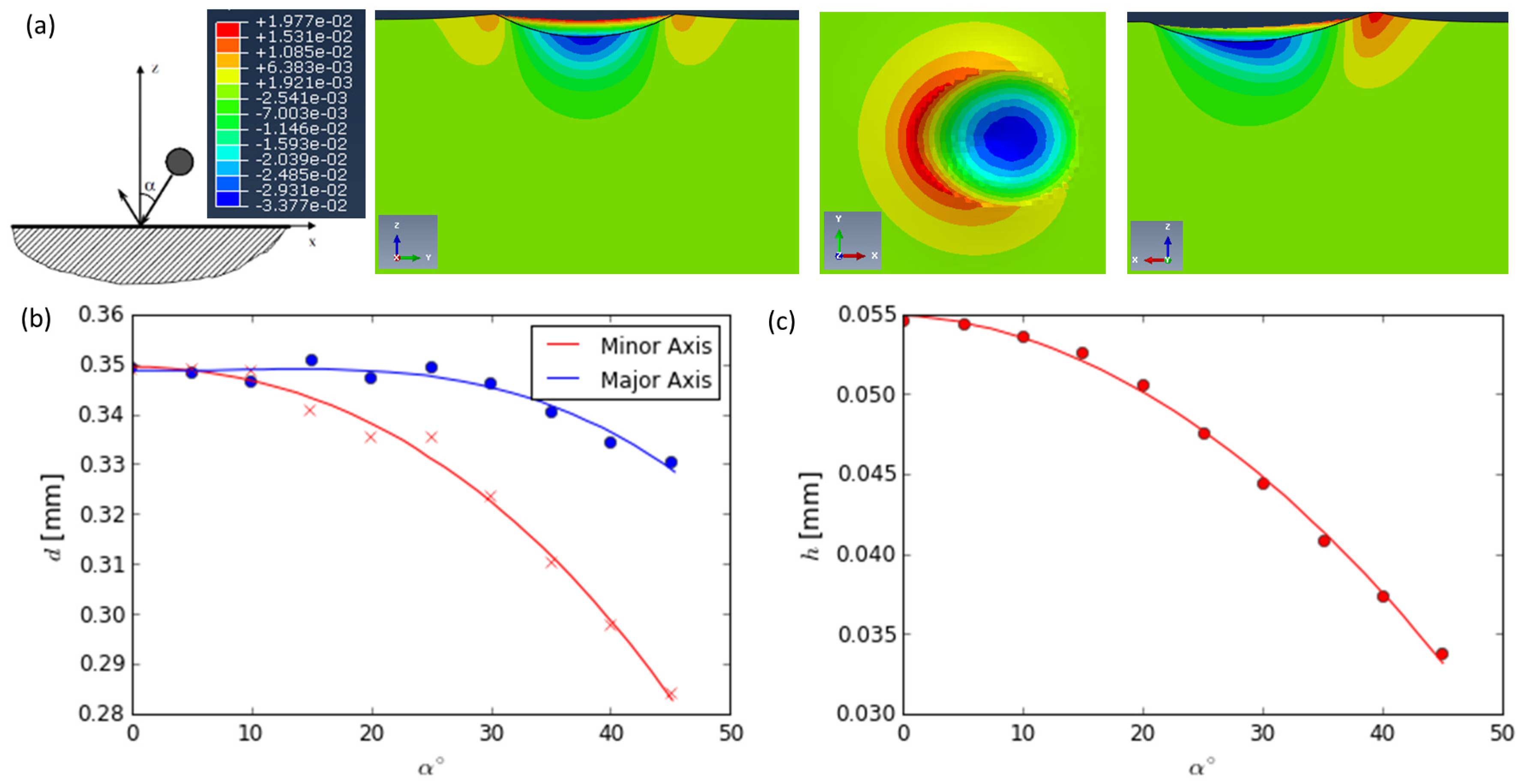
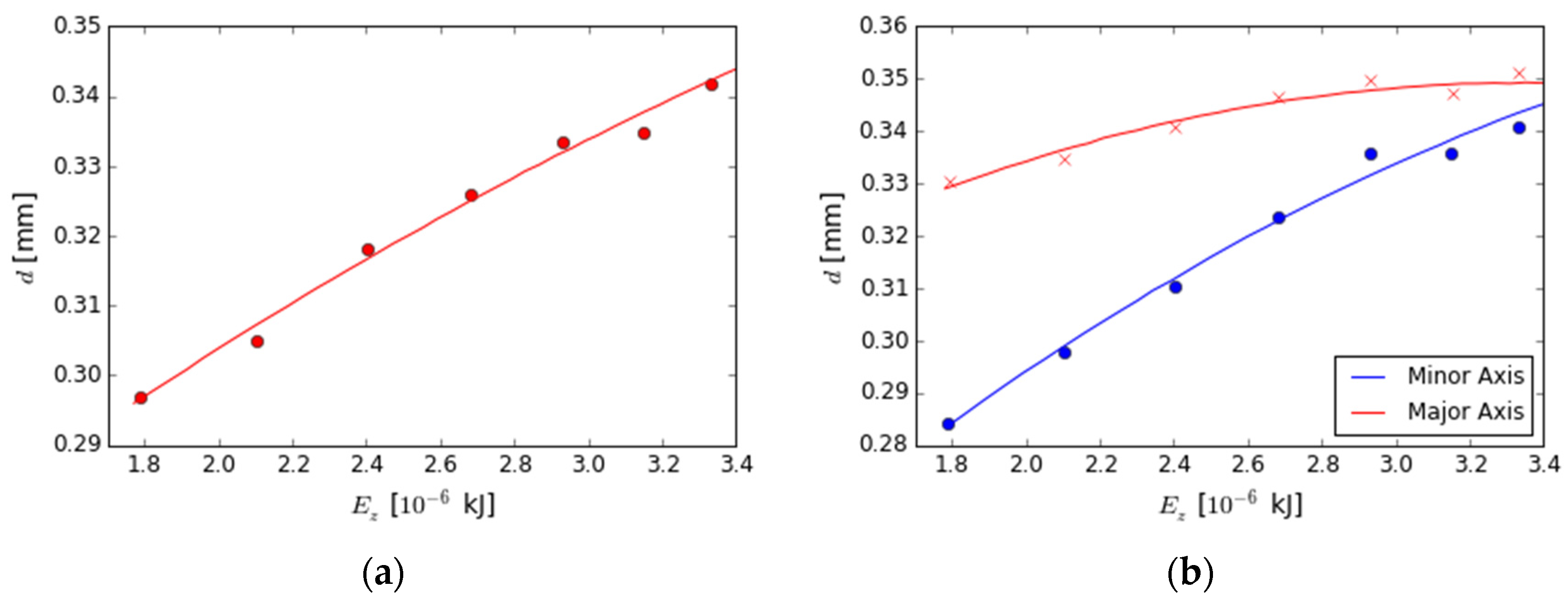
3. Single Impact Model
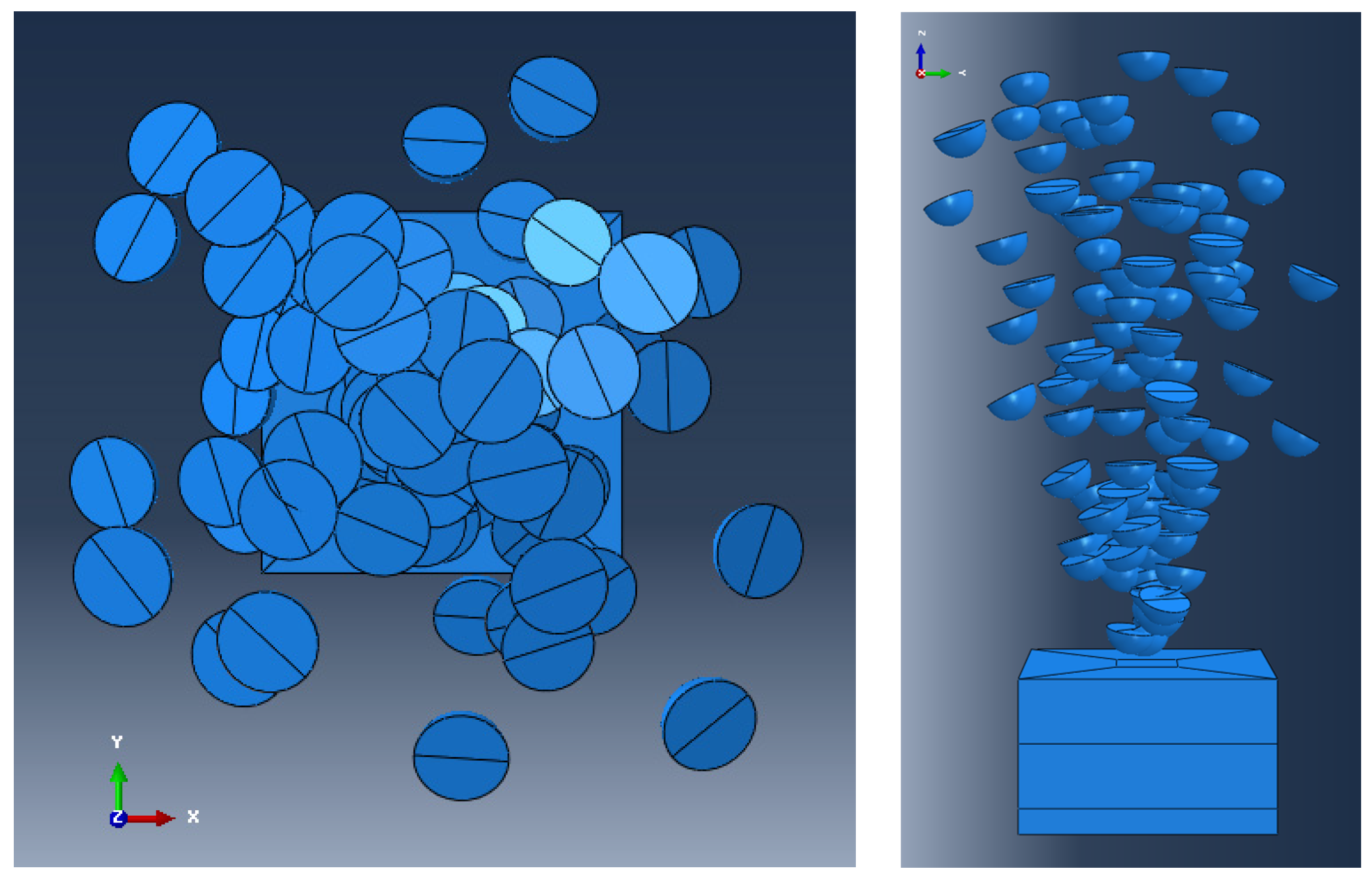
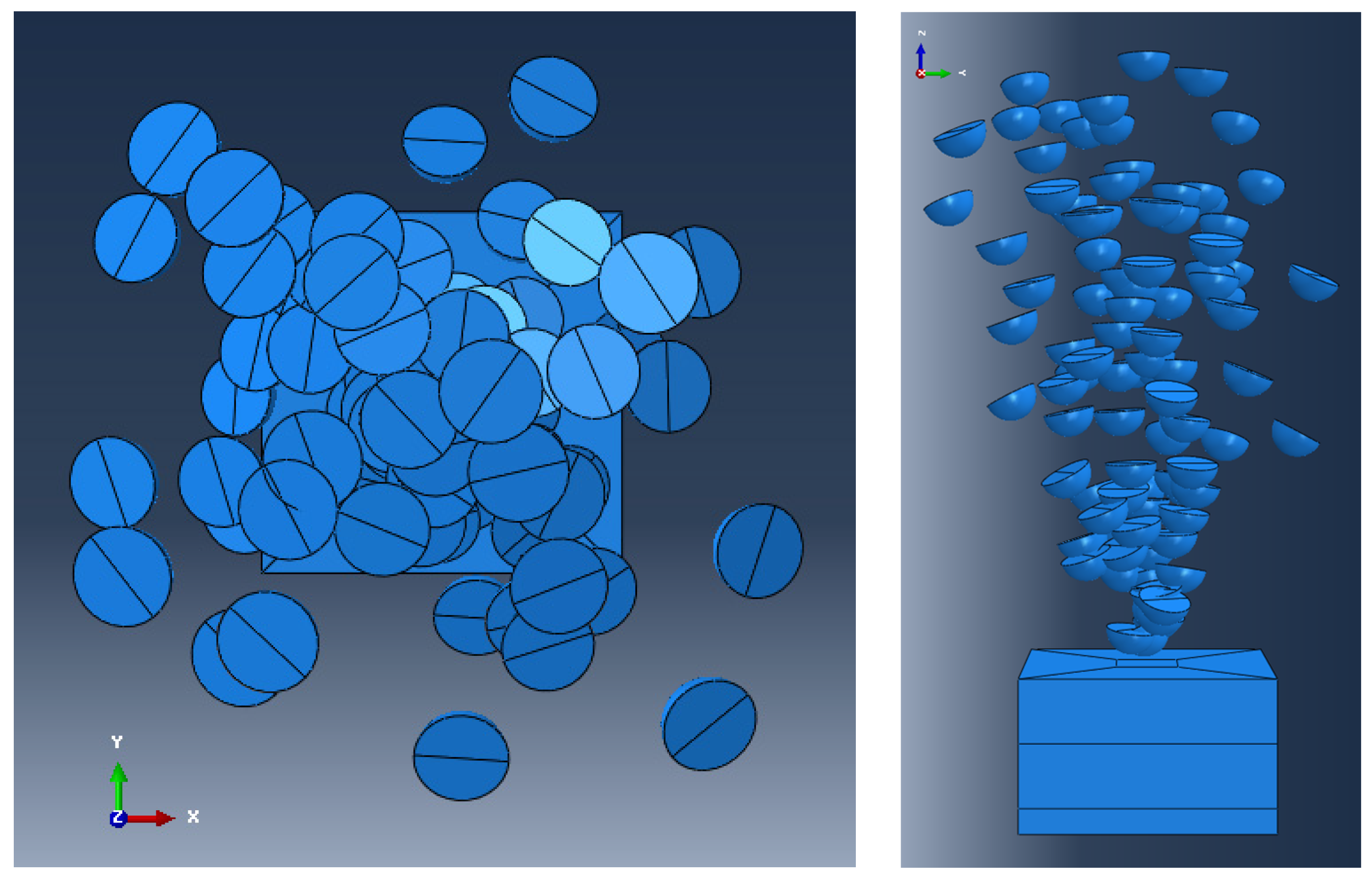
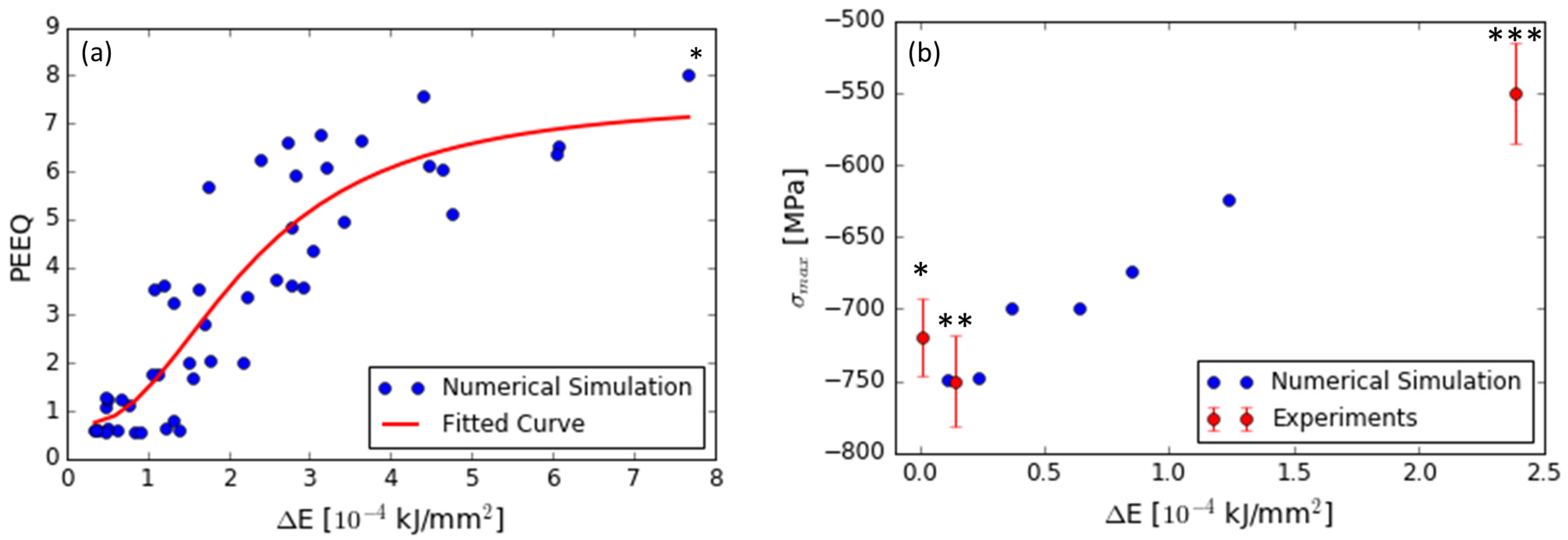
4. Multiple Impact Model
5. Conclusions
Author Contributions
Conflicts of Interest
References
- Bagheri, S.; Guagliano, M. Review of shot peening processes to obtain nanocrystalline surfaces in metal alloys. Surf. Eng. 2009, 25, 3–14. [Google Scholar] [CrossRef]
- Bagherifard, S.; Hickey, D.J.; de Luca, A.C.; Malheiro, V.N.; Markaki, A.E.; Guagliano, M. The influence of nanostructured features on bacterial adhesion and bone cell functions on severely shot peened 316L stainless steel. Biomaterials 2015, 73, 185–197. [Google Scholar] [CrossRef] [PubMed]
- Bagherifard, S.; Ghelichi, R.; Khademhosseini, A.; Guagliano, M. Cell response to nanocrystallized metallic substrates obtained through severe plastic deformation. ACS Appl. Mater. Interfaces 2014, 6, 7963–7985. [Google Scholar] [CrossRef] [PubMed]
- Bagherifard, S.; Hickey, D.J.; Fintová, S.; Pastorek, F.; Fernandez-Pariente, I.; Bandini, M. Effects of nanofeatures induced by severe shot peening (SSP) on mechanical, corrosion and cytocompatibility properties of magnesium alloy AZ31. Acta Biomater. 2018, 66, 93–108. [Google Scholar] [CrossRef] [PubMed]
- Bagherifard, S.; Beretta, N.; Monti, S.; Riccio, M.; Bandini, M.; Guagliano, M. On the fatigue strength enhancement of additive manufactured AlSi10Mg parts by mechanical and thermal post-processing. Mater. Des. 2018, 145, 28–41. [Google Scholar] [CrossRef]
- Liu, Z.; Fecht, H.; Umemoto, M. Microstructural evolution and nanocrystal formation during deformation of Fe–C alloys. Mater. Sci. Eng. A 2004, 375, 839–843. [Google Scholar] [CrossRef]
- Rakita, M.; Wang, M.; Han, Q.; Liu, Y.; Yin, F. Ultrasonic shot peening. Int. J. Comput. Mater. Sci. Surf. Eng. 2013, 5, 189–209. [Google Scholar] [CrossRef]
- Liu, G.; Wang, S.; Lou, X.; Lu, J.; Lu, K. Low carbon steel with nanostructured surface layer induced by high-energy shot peening. Scr. Mater. 2001, 44, 1791–1795. [Google Scholar] [CrossRef]
- Lu, K.; Lu, J. Nanostructured surface layer on metallic materials induced by surface mechanical attrition treatment. Mater. Sci. Eng. A 2004, 375, 38–45. [Google Scholar] [CrossRef]
- Zhang, H.; Hei, Z.; Liu, G.; Lu, J.; Lu, K. Formation of nanostructured surface layer on AISI 304 stainless steel by means of surface mechanical attrition treatment. Acta Mater. 2003, 51, 1871–1881. [Google Scholar] [CrossRef]
- Tong, W.; Tao, N.; Wang, Z.; Lu, J.; Lu, K. Nitriding iron at lower temperatures. Science 2003, 299, 686–688. [Google Scholar] [CrossRef] [PubMed]
- Heydari Astaraee, A.; Miresmaeili, R.; Bagherifard, S.; Guagliano, M.; Aliofkhazraei, M. Incorporating the principles of shot peening for a better understanding of surface mechanical attrition treatment (SMAT) by simulations and experiments. Mater. Des. 2017, 116, 365–373. [Google Scholar] [CrossRef]
- Dai, K.; Shaw, L. Comparison between shot peening and surface nanocrystallization and hardening processes. Mater. Sci. Eng. A 2007, 463, 46–53. [Google Scholar] [CrossRef]
- Bagherifard, S.; Ghelichi, R.; Guagliano, M. A numerical model of severe shot peening (SSP) to predict the generation of a nanostructured surface layer of material. Surf. Coat. Technol. 2010, 204, 4081–4090. [Google Scholar] [CrossRef]
- Bagherifard, S.; Slawik, S.; Fernández-Pariente, I.; Pauly, C.; Mücklich, F.; Guagliano, M. Nanoscale surface modification of AISI 316L stainless steel by severe shot peening. Mater. Des. 2016, 102, 68–77. [Google Scholar] [CrossRef]
- Wang, X.Y.; Li, D.Y. Mechanical and electrochemical behavior of nanocrystalline surface of 304 stainless steel. Electrochim. Acta 2002, 47, 3939–3947. [Google Scholar] [CrossRef]
- Roy, S.; Fisher, J.W.; Yen, B.T. Fatigue resistance of welded details enhanced by ultrasonic impact treatment (UIT). Int. J. Fatigue 2003, 25, 1239–1247. [Google Scholar] [CrossRef]
- Mordyuk, B.N.; Prokopenko, G.I. Ultrasonic impact peening for the surface properties’ management. J. Sound Vib. 2007, 308, 855–866. [Google Scholar] [CrossRef]
- Almen, J.; Black, P.; Dolan, T. Residual Stresses and Fatigue in Metals. J. Appl. Mech. 1964, 31, 368. [Google Scholar] [CrossRef]
- Bagherifard, S.; Ghelichi, R.; Guagliano, M. On the shot peening surface coverage and its assessment by means of finite element simulation: A critical review and some original developments. Appl. Surf. Sci. 2012, 259, 186–194. [Google Scholar] [CrossRef]
- Guagliano, M. Relating Almen intensity to residual stresses induced by shot peening: A numerical approach. J. Mater. Process. Technol. 2001, 110, 277–286. [Google Scholar] [CrossRef]
- Hong, T.; Ooi, J.Y.; Shaw, B. A numerical simulation to relate the shot peening parameters to the induced residual stresses. Eng. Fail. Anal. 2008, 15, 1097–1110. [Google Scholar] [CrossRef]
- Franchim, A.S.; de Campos, V.S.; Travessa, D.N.; de Moura Neto, C. Analytical modelling for residual stresses produced by shot peening. Mater. Des. 2009, 30, 1556–1560. [Google Scholar] [CrossRef]
- Mylonas, G.I.; Labeas, G. Numerical modelling of shot peening process and corresponding products: Residual stress, surface roughness and cold work prediction. Surf. Coat. Technol. 2011, 205, 4480–4494. [Google Scholar] [CrossRef]
- Bagherifard, S.; Ghelichi, R.; Guagliano, M. Numerical and experimental analysis of surface roughness generated by shot peening. Appl. Surf. Sci. 2012, 258, 6831–6840. [Google Scholar] [CrossRef]
- Herzog, R.; Zinn, W.; Scholtes, B.; Wohlfahrt, H. The significance of Almen intensity for the generation of shot peening residual stresses. Materialwiss. Werkstofftech. 1996, 27, 608–617. [Google Scholar] [CrossRef]
- Miao, H.Y.; Larose, S.; Perron, C.; Lévesque, M. An analytical approach to relate shot peening parameters to Almen intensity. Surf. Coat. Technol. 2010, 205, 2055–2066. [Google Scholar] [CrossRef]
- Zakavi, S.J.; Zehsaz, M.; Eslami, M.R. The ratchetting behavior of pressurized plain pipework subjected to cyclic bending moment with the combined hardening model. Nucl. Eng. Des. 2010, 240, 726–737. [Google Scholar] [CrossRef]
- Bagherifard, S.; Ghelichi, R.; Guagliano, M. Mesh sensitivity assessment of shot peening finite element simulation aimed at surface grain refinement. Surf. Coat. Technol. 2014, 243, 58–64. [Google Scholar] [CrossRef]
- Kirk, D. Prediction and Control of Indent Diameter. In The Shot Peener; 2004; pp. 18–21. [Google Scholar]
- Kirk, D. Peening indent dimensions. In The Shot Peener; 2010; pp. 24–32. [Google Scholar]
- Iida, K. Dent and affected layer produced by shot peening. In The Shot Peener; 2000; pp. 4–7. [Google Scholar]
- Kirk, D.; Abyaneh, M. Theoretical basis of shot peening coverage control. The Shot Peener, 1995; 28–30. [Google Scholar]
- Frija, M.; Hassine, T.; Fathallah, R.; Bouraoui, C.; Dogui, A. Finite element modelling of shot peening process: Prediction of the compressive residual stresses, the plastic deformations and the surface integrity. Mater. Sci. Eng. A 2006, 426, 173–180. [Google Scholar] [CrossRef]
- Bagherifard, S.; Fernandez-Pariente, I.; Ghelichi, R.; Guagliano, M. Fatigue behavior of notched steel specimens with nanocrystallized surface obtained by severe shot peening. Mater. Des. 2013, 45, 497–503. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | Elastic Modulus (GPa) | Yield Modulus (MPa) | Ultimate Tensile Stress (MPa) | Elongation (%) |
|---|---|---|---|---|
| 39NiCrMo3 | 210 | 734 | 908 | 14.8 |
| 40NiCrMo7 | 203 | 1170 | 1290 | 14.9 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ghelichi, R.; Crispiatico, G.; Guagliano, M.; Bagherifard, S. An Energetic Approach to Predict the Effect of Shot Peening-Based Surface Treatments. Metals 2018, 8, 190. https://doi.org/10.3390/met8030190
Ghelichi R, Crispiatico G, Guagliano M, Bagherifard S. An Energetic Approach to Predict the Effect of Shot Peening-Based Surface Treatments. Metals. 2018; 8(3):190. https://doi.org/10.3390/met8030190
Chicago/Turabian StyleGhelichi, Ramin, Giorgio Crispiatico, Mario Guagliano, and Sara Bagherifard. 2018. "An Energetic Approach to Predict the Effect of Shot Peening-Based Surface Treatments" Metals 8, no. 3: 190. https://doi.org/10.3390/met8030190
APA StyleGhelichi, R., Crispiatico, G., Guagliano, M., & Bagherifard, S. (2018). An Energetic Approach to Predict the Effect of Shot Peening-Based Surface Treatments. Metals, 8(3), 190. https://doi.org/10.3390/met8030190