Enhancing the Hardness and Compressive Response of Magnesium Using Complex Composition Alloy Reinforcement






Abstract
:1. Introduction
2. Materials and Methods
2.1. Synthesis of Materials
2.2. Characterization
3. Results and Discussion
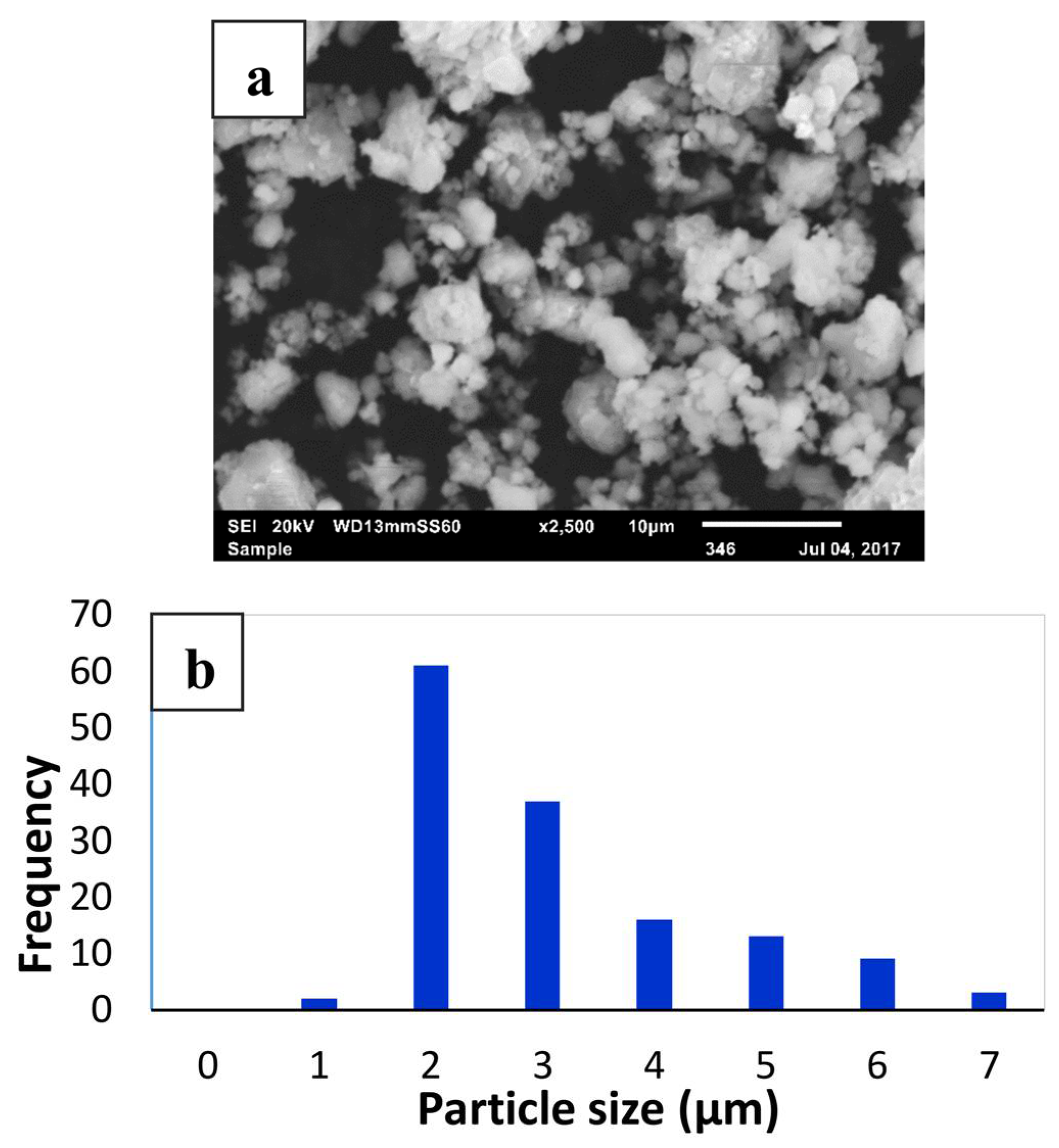
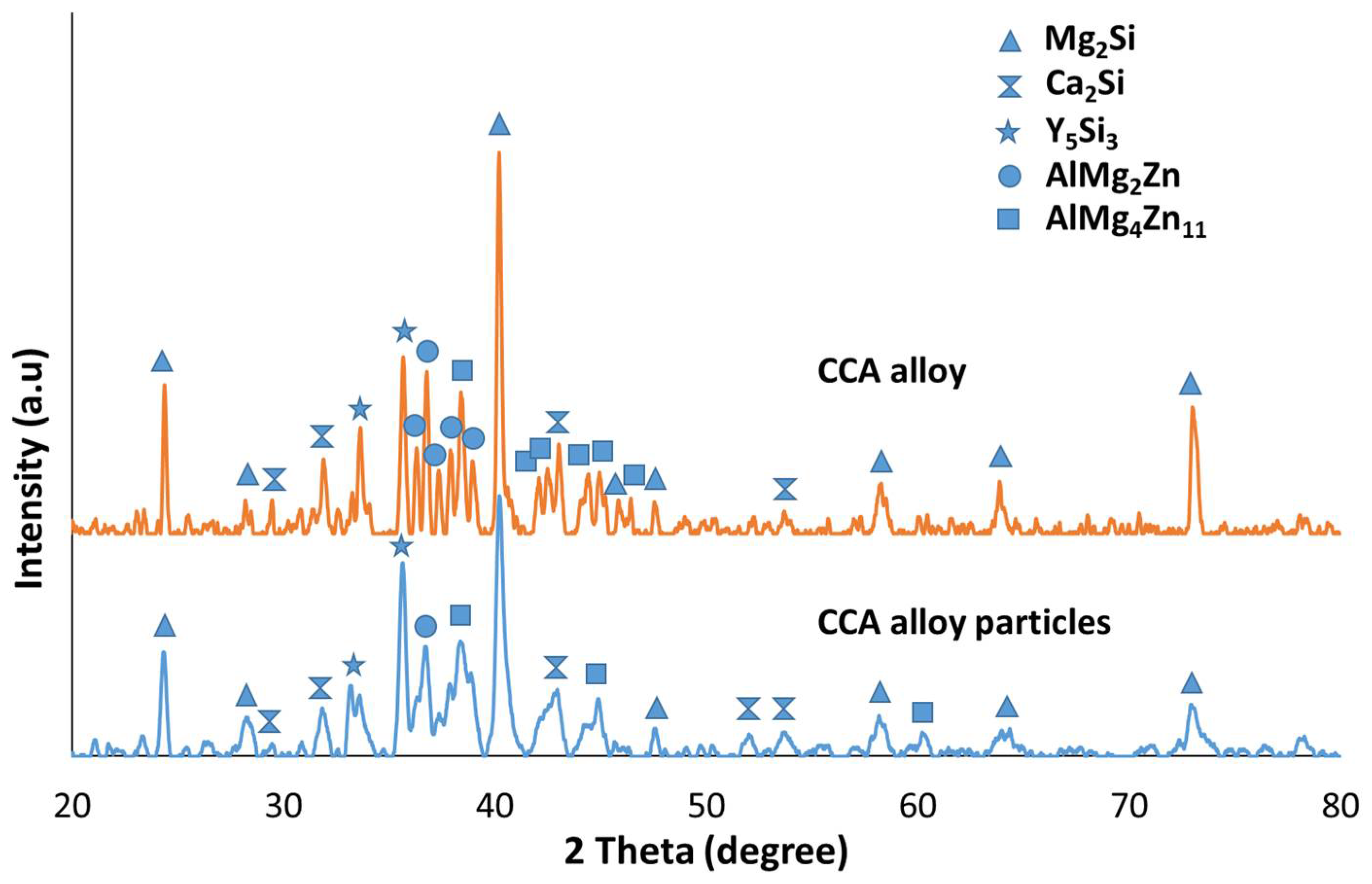
3.1. Analysis on Reinforcement Particles
3.2. Microstructure
3.3. Mechanical Properties
4. Conclusions
- New Mg-CCA composites can be successfully developed using a powder metallurgy route incorporating microwave sintering and hot extrusion.
- The addition of ball-milled CCA reinforcement particles assisted in a significant refinement of the matrix grain size. The measurement on the grain size distribution showed a normal distribution in the Mg, Mg-2.5CCA, and Mg-7.5CCA composite compositions while a right-skewed distribution was observed in the Mg-5CCA composite.
- Hardness increased with an increasing amount of reinforcement addition in the Mg-CCA composites. The maximum microhardness of 80 HV was achieved in the Mg-7.5 wt % CCA composite.
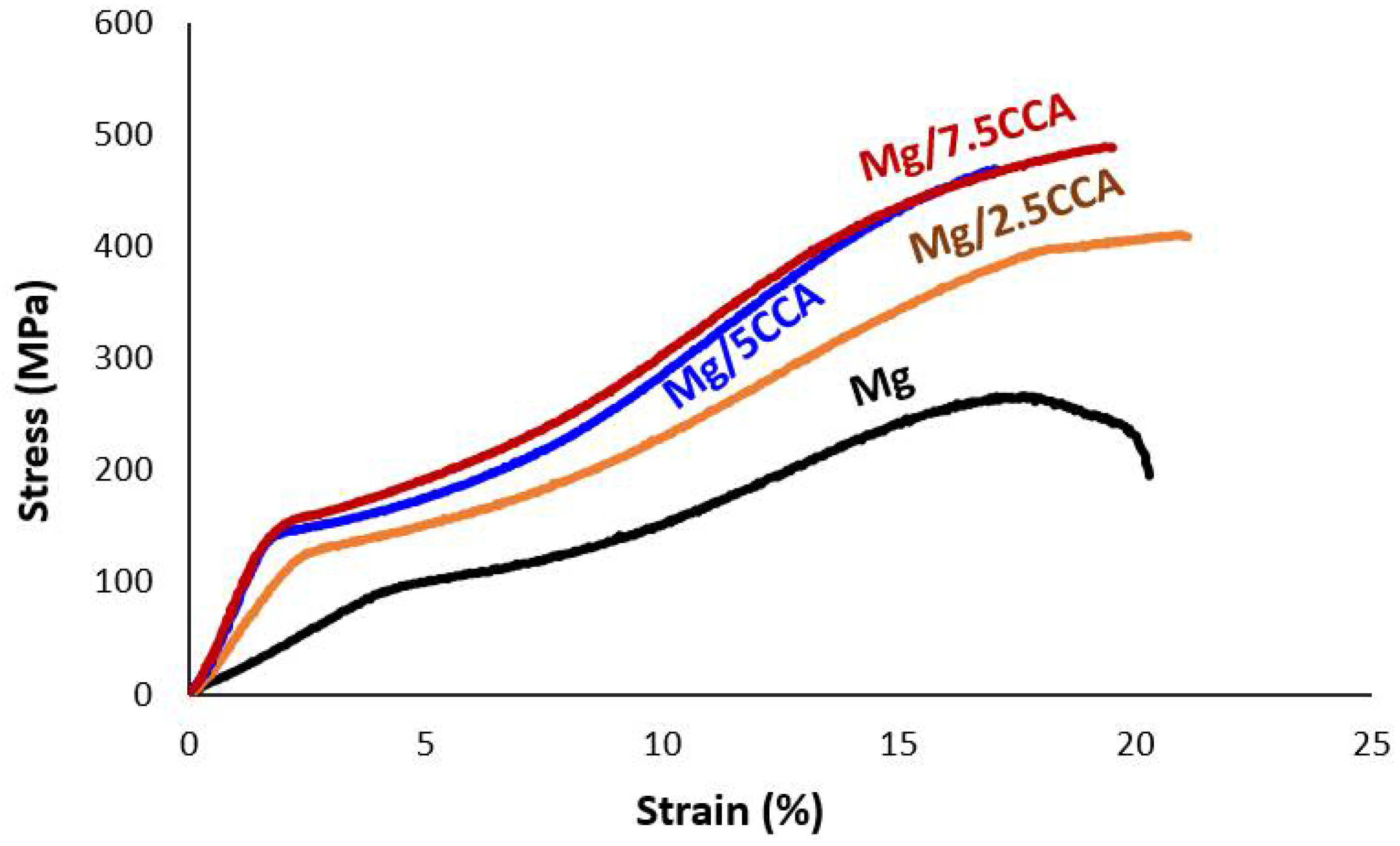
- The compressive yield strength and ultimate compressive strength were significantly enhanced in the Mg-CCA composites while maintaining the same ductility levels as unreinforced Mg. The newly developed Mg-CCA composites showed higher strength under compressive loading when compared to Mg composites containing ball-milled amorphous particles and Mg-alloy-based composites containing micron-size particle reinforcement. The achievement of enhanced mechanical properties in Mg-CCA composites highlighted the effectiveness of using ball-milled CCA particles as a reinforcement in Mg.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Kulekci, M.K. Magnesium and its alloys applications in automotive industry. Int. J. Adv. Manuf. Technol. 2008, 39, 851–865. [Google Scholar] [CrossRef]
- Caton, P.D. Magnesium—An old material with new applications. Mater. Des. 1991, 12, 309–316. [Google Scholar] [CrossRef]
- International Magnesium Association. Available online: http://c.ymcdn.com/sites/intlmag.site-ym.com/resource/resmgr/docs/automotive/MgShowcase15_Feb2011.pdf (accessed on 28 January 2018).
- Kainer, K.U.; Buch, F. The Current State of Technology and Potential for further Development of Magnesium Applications. In Magnesium Alloys and Technology; Wiley-VCH: Weinheim, Germany, 2003; pp. 1–22. [Google Scholar]
- Housh, S.; Mikucki, B.; Stevenson, A. Selection and Application of Magnesium and Magnesium Alloys. In ASM Handbook, 10th ed.; ASM International: Materials Park, OH, USA, 1990; Volume 2, pp. 455–479. [Google Scholar]
- Rohatgi, P.K. Metal Matrix Composites. Def. Sci. J. 1993, 43, 323–349. [Google Scholar] [CrossRef]
- Lloyd, D.J. Particle reinforced aluminum and magnesium matrix composites. Int. Mater. Rev. 1994, 39, 1–23. [Google Scholar] [CrossRef]
- Tjong, S.C. Novel nanoparticle reinforced metal matrix composites with enhanced mechanical properties. Adv. Eng. Mater. 2007, 9, 639–652. [Google Scholar] [CrossRef]
- Luo, D.; Pei, C.-H.; Rong, J.; Wang, H.-Y.; Li, Q.; Jiang, Q.-C. Microstructure and mechanical properties of SiC particles reinforced Mg–8Al–1Sn magnesium matrix composites fabricated by powder metallurgy. Powder Metall. 2015, 58, 349–353. [Google Scholar] [CrossRef]
- Cao, W.; Zhang, C.; Fan, T.; Zhang, D. In Situ Synthesis and Compressive Deformation Behaviors of TiC Reinforced Magnesium Matrix Composites. Mater. Trans. 2008, 49, 2686–2691. [Google Scholar] [CrossRef]
- Gupta, M.; Nai, S.M.L. Magnesium, Magnesium Alloys and Magnesium Composites, 1st ed.; John Wiley & Sons: Hoboken, NJ, USA, 2011; pp. 113–205. ISBN 978-0-47-049417-2. [Google Scholar]
- Perez, P.; Garces, G.; Adeva, P. Mechanical properties of a Mg–10 (vol %)Ti composite. Comp. Sci. Technol. 2004, 64, 145–151. [Google Scholar] [CrossRef]
- Tun, K.S.; Gupta, M.; Srivatsan, T.S. Investigating influence of hybrid (yttria + copper) nanoparticulate reinforcements on microstructural development and tensile response of magnesium. Mater. Sci. Technol. 2010, 26, 87–94. [Google Scholar] [CrossRef]
- Tun, K.S.; Gupta, M. Development of magnesium (yttria + nickel) hybrid nanocomposites using hybrid microwave sintering: Microstructure and tensile properties. J. Alloy. Compd. 2009, 487, 76–82. [Google Scholar] [CrossRef]
- Tun, K.S.; Gupta, M. Role of microstructure and texture on compressive strength improvement of Mg/(Y2O3 + Cu) hybrid nanocomposites. J. Comp. Mater. 2010, 44, 3033–3050. [Google Scholar] [CrossRef]
- Tun, K.S.; Gupta, M. Compressive deformation behavior of Mg and Mg/(Y2O3 + Ni) nanocomposite. Mater. Sci. Eng. A 2010, 527, 5550–5556. [Google Scholar] [CrossRef]
- Sankaranarayanan, S.; Hemanth Shankar, V.; Jayalakshmi, S.; Nguyen, Q.B.; Gupta, M. Development of high performance magnesium composites using Ni50Ti50 metallic glass reinforcement and microwave sintering approach. J. Alloy. Compd. 2015, 627, 192–199. [Google Scholar] [CrossRef]
- Jayalakshmi, S.; Sahu, S.; Sankaranarayanan, S.; Gupta, S.; Gupta, M. Development of novel Mg–Ni60Nb40 amorphous particle reinforced composites with enhanced hardness and compressive response. Mater. Des. 2014, 53, 849–855. [Google Scholar] [CrossRef]
- Jayalakshmi, S.; Gupta, M. Metallic Amorphous Alloy Reinforcements in Light Metal Matrices, 1st ed.; Springer: Cham, Switzerland, 2015; pp. 85–105. ISBN 978-3-319-15015-4. [Google Scholar]
- Tun, K.S.; Srivatsan, T.S.; Kumar, A.; Gupta, M. Synthesis of Light Weight High Entropy Alloys: Characterization of Microstructure and Mechanical Response. In Proceedings of the Twenty-Sixth International Conference on the Processing and Fabrication of the Advanced Materials (PFAM XXVI), Jeonju, Korea, 16–21 October 2017. [Google Scholar]
- Inem, B. Dynamic recrystallization in a thermomechanically processed metal matrix composite. Mater. Sci. Eng. A 1995, 197, 91–95. [Google Scholar] [CrossRef]
- Wang, X.J.; Wu, K.; Zhang, H.F.; Huang, W.H.; Chang, H.; Gan, W.M.; Zheng, M.Y.; Peng, D.L. Effect of hot extrusion on the microstructure of a particulate reinforced magnesium matrix composite. Mater. Sci. Eng. A 2007, 465, 78–84. [Google Scholar] [CrossRef]
- Chan, H.M.; Humphreys, F.J. The recrystallisation of aluminium-silicon alloys containing a bimodal particle distribution. Acta Metall. 1984, 32, 235–243. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Grain Size (µm) | Aspect Ratio | Microhardness (HV) |
|---|---|---|---|
| Mg | 34 ± 4 | 1.4 ± 0.3 | 47 ± 2 |
| Mg-2.5 wt % CCA | 14 ± 4 | 1.4 ± 0.3 | 56 ± 6 |
| Mg-5.0 wt % CCA | 12 ± 5 | 1.5 ± 0.3 | 70 ± 6 |
| Mg-7.5 wt % CCA | 12 ± 4 | 1.5 ± 0.3 | 80 ± 7 |
| Materials | 0.2% Compressive Yield Strength (MPa) | Ultimate Compressive Strength (MPa) | Compressive Failure Strain (%) |
|---|---|---|---|
| Mg | 91 ± 8 | 263 ± 16 | 12 ± 2 |
| Mg-2.5 wt % CCA (1.6 vol %) | 127 ± 5 (40%) | 414 ± 6 (57%) | 15 ± 1 |
| Mg-5.0 wt % CCA (3.2 vol %) | 143 ± 2 (57%) | 469 ± 18 (78%) | 10 ± 2 |
| Mg-7.5 wt % CCA (4.9 vol %) | 148 ± 4 (63%) | 472 ± 19 (79%) | 15 ± 2 |
| Mg-6 vol % Ni50Ti50 [17] | 89 ± 3 | 368 ± 8 | 15.1 ± 1.5 |
| Mg-5 vol % Ni60Nb40 [18] | 130 ± 11 | 320 ± 11 | 18.4 ± 1.3 |
| AT81-5 vol % SiC [9] | 127 ± 10 | 301 ± 20 | 11.4 ± 0.5 |
| AZ91D-3 vol % TiC [10] | - | 320 * | 17 * |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tun, K.S.; Zhang, Y.; Parande, G.; Manakari, V.; Gupta, M. Enhancing the Hardness and Compressive Response of Magnesium Using Complex Composition Alloy Reinforcement. Metals 2018, 8, 276. https://doi.org/10.3390/met8040276
Tun KS, Zhang Y, Parande G, Manakari V, Gupta M. Enhancing the Hardness and Compressive Response of Magnesium Using Complex Composition Alloy Reinforcement. Metals. 2018; 8(4):276. https://doi.org/10.3390/met8040276
Chicago/Turabian StyleTun, Khin Sandar, Yuming Zhang, Gururaj Parande, Vyasaraj Manakari, and Manoj Gupta. 2018. "Enhancing the Hardness and Compressive Response of Magnesium Using Complex Composition Alloy Reinforcement" Metals 8, no. 4: 276. https://doi.org/10.3390/met8040276
APA StyleTun, K. S., Zhang, Y., Parande, G., Manakari, V., & Gupta, M. (2018). Enhancing the Hardness and Compressive Response of Magnesium Using Complex Composition Alloy Reinforcement. Metals, 8(4), 276. https://doi.org/10.3390/met8040276