Effects of Cryogenic Treatment after Annealing of Ti-6Al-4V Alloy Sheet on Its Formability at Room Temperature


Abstract
:1. Introduction
2. Experimental Procedure
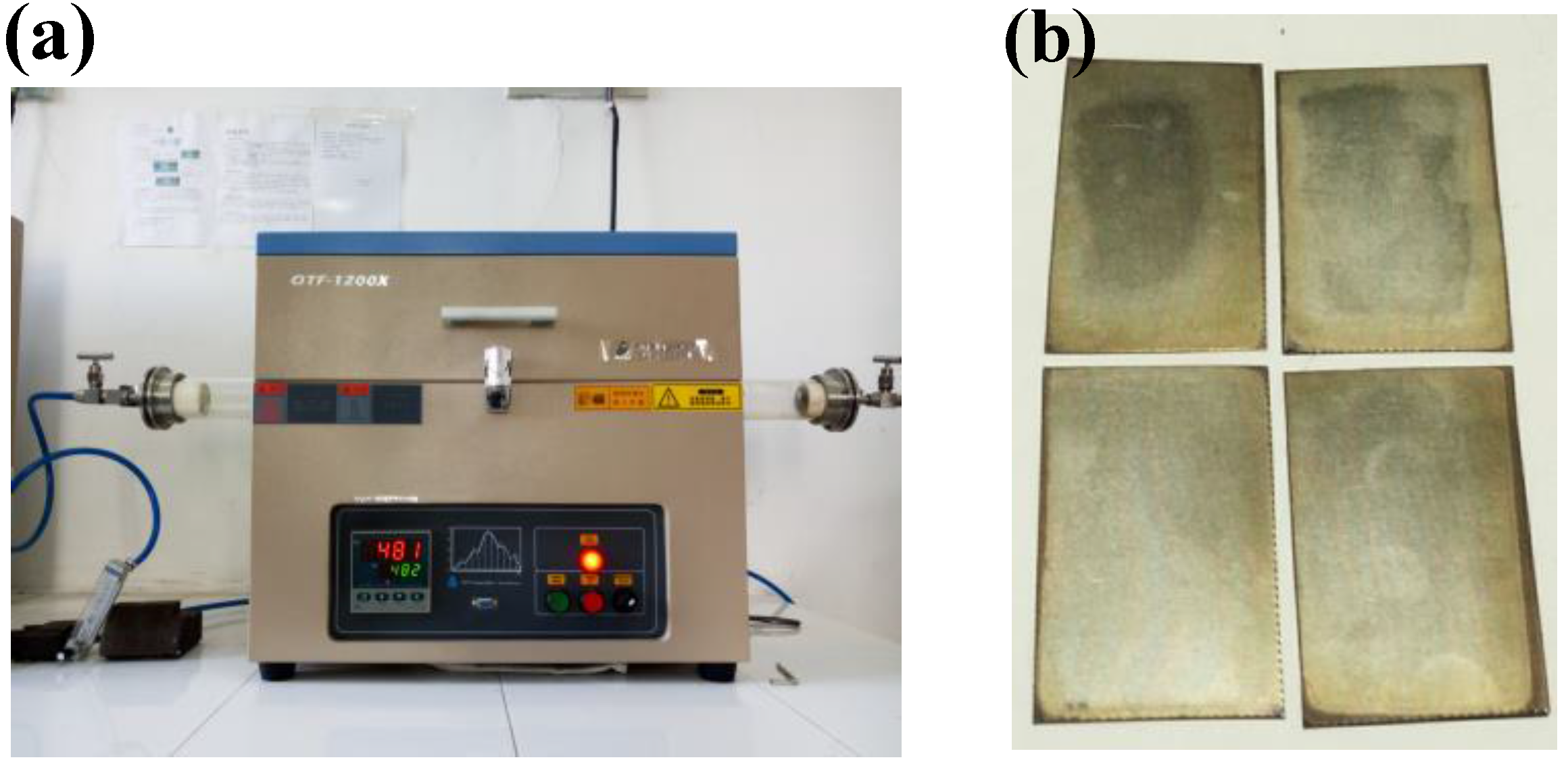
2.1. Material
2.2. Samples
2.3. Metallographic Observation
2.4. Vickers Hardness
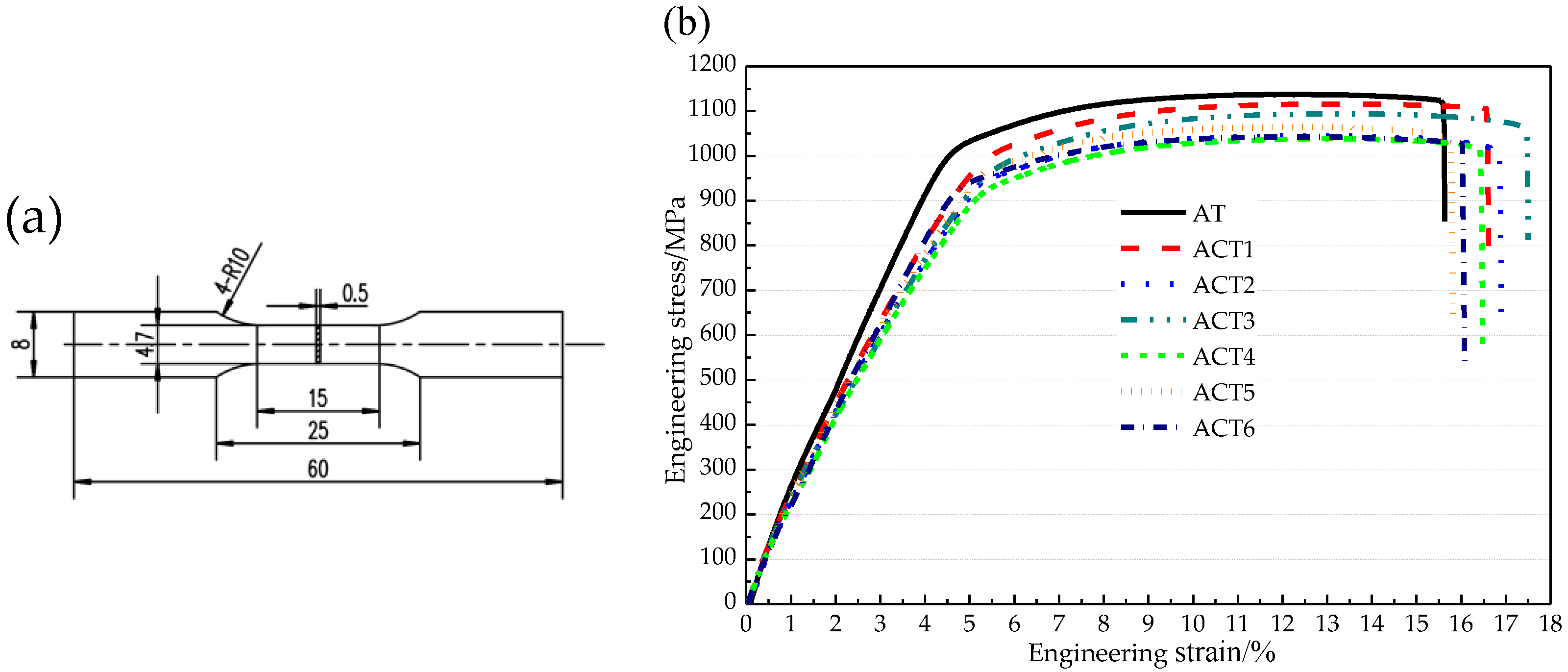
2.5. Tensile Tests
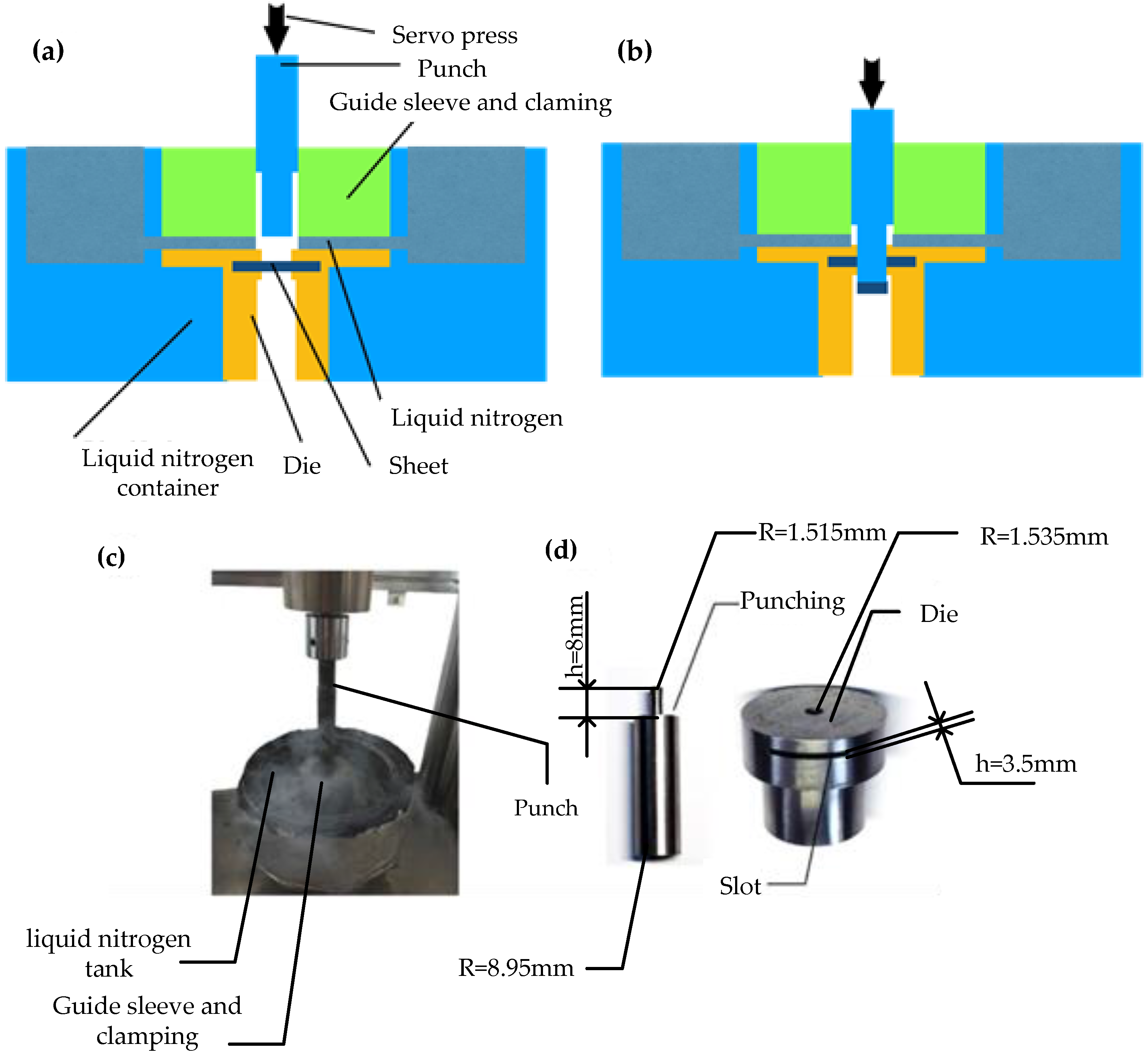
2.6. Punch Shearing Tests
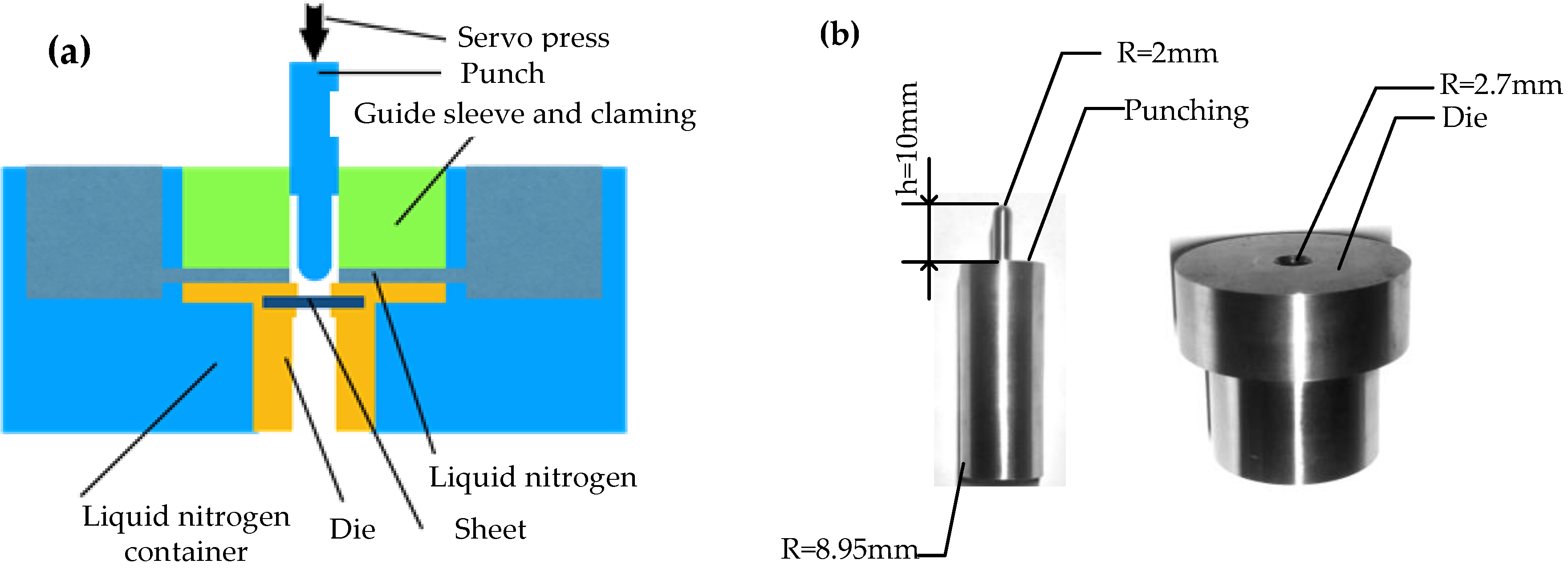
2.7. Deep Drawing
3. Results and Discussion
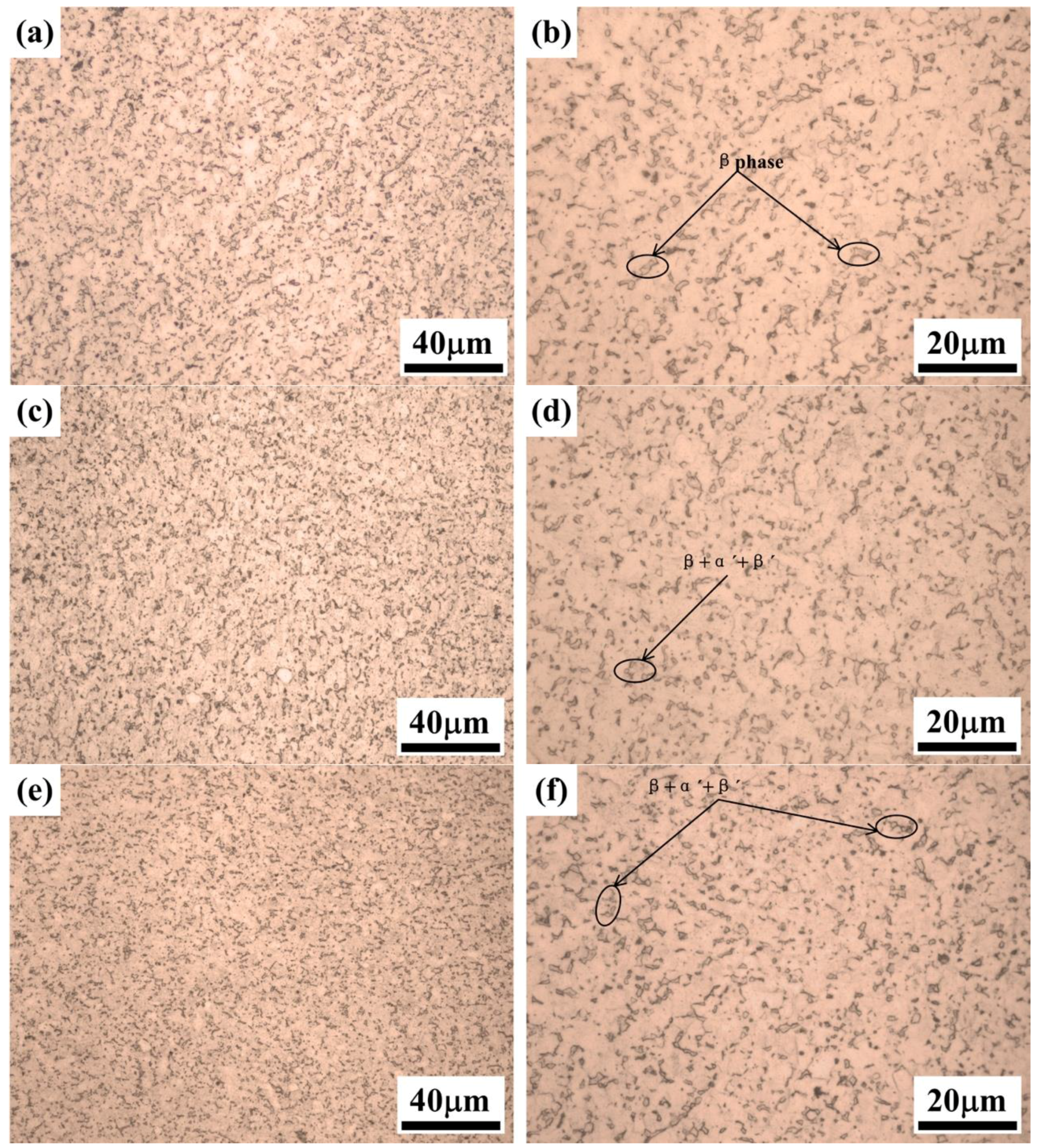
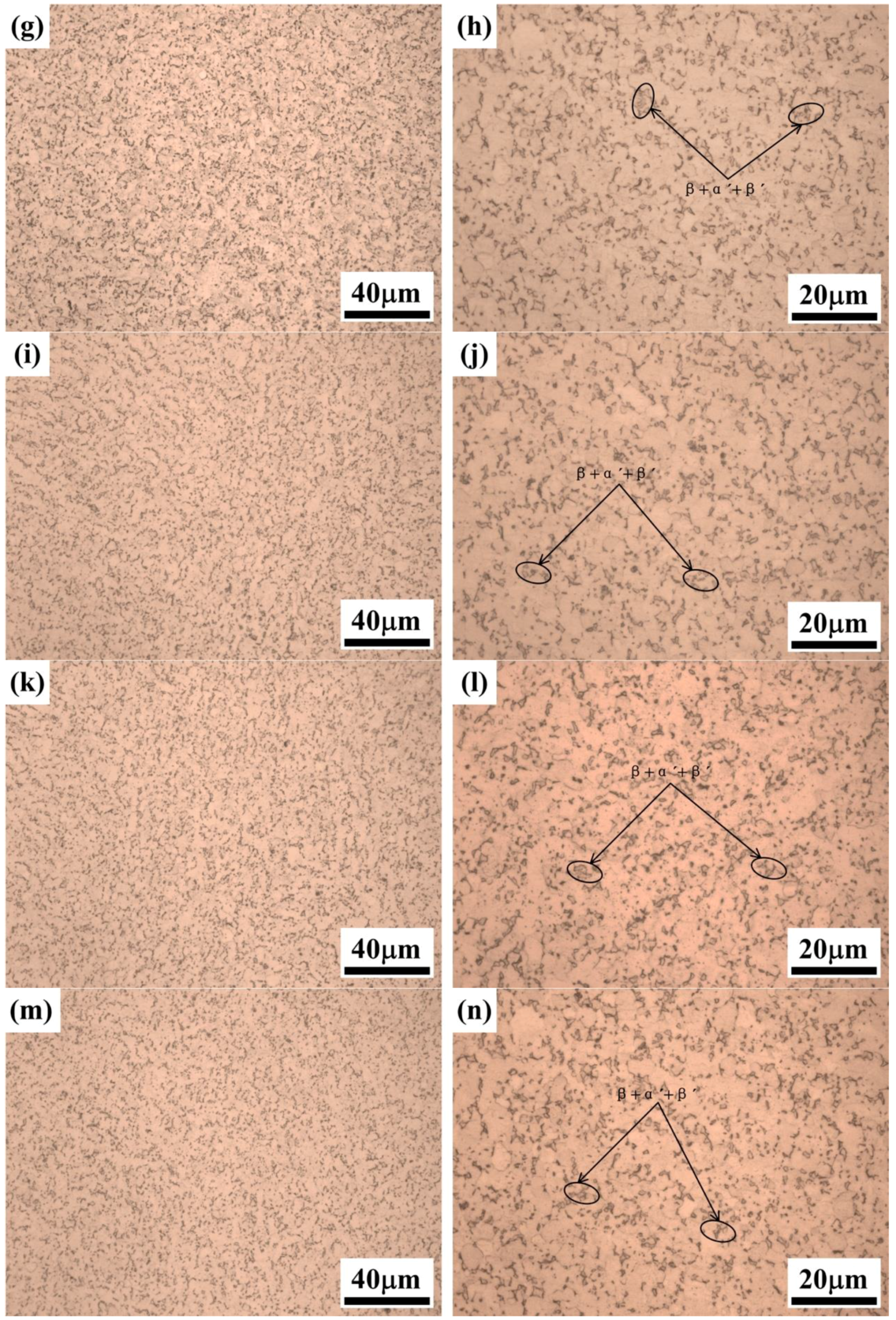
3.1. Microstructural Characteristics
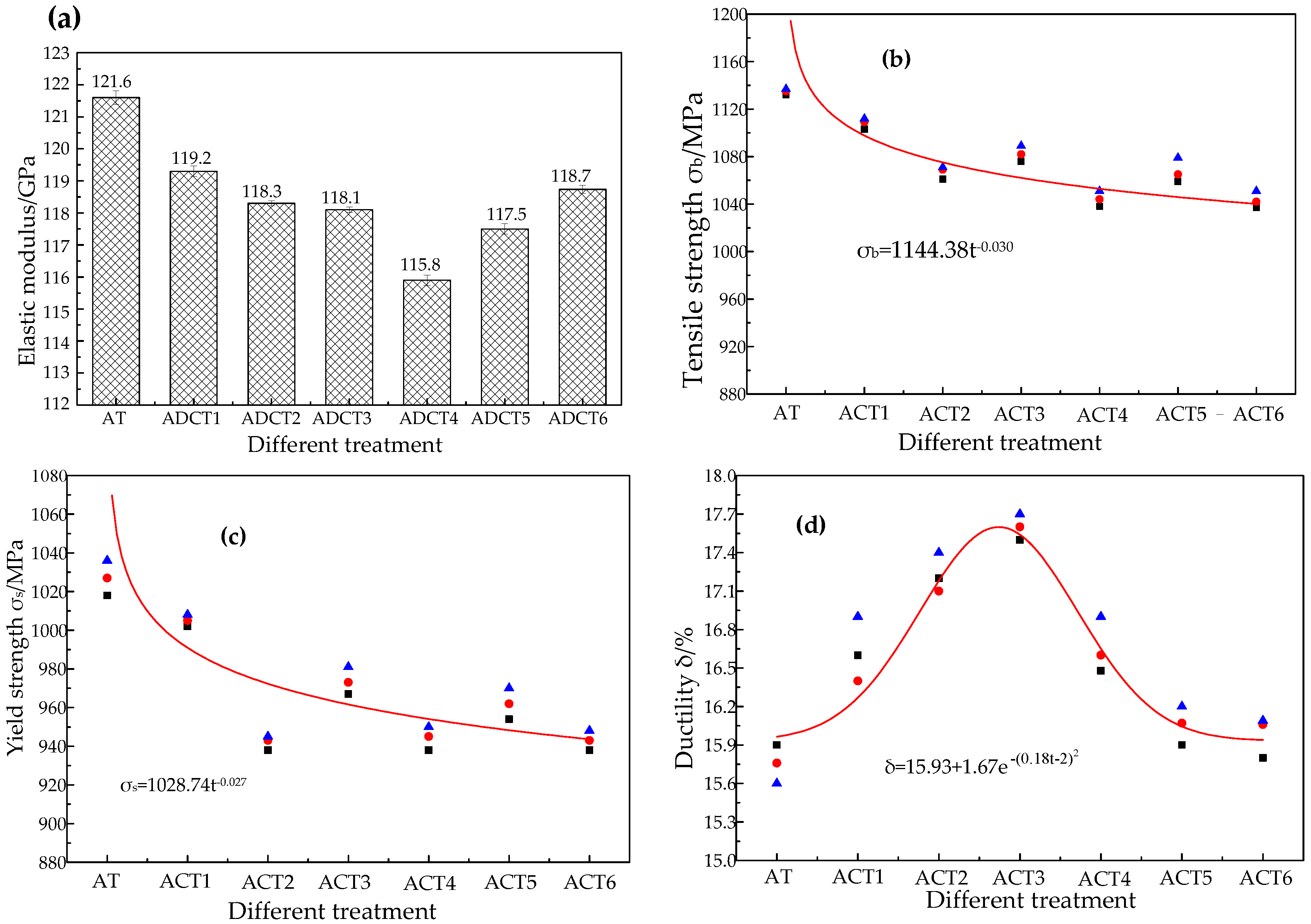
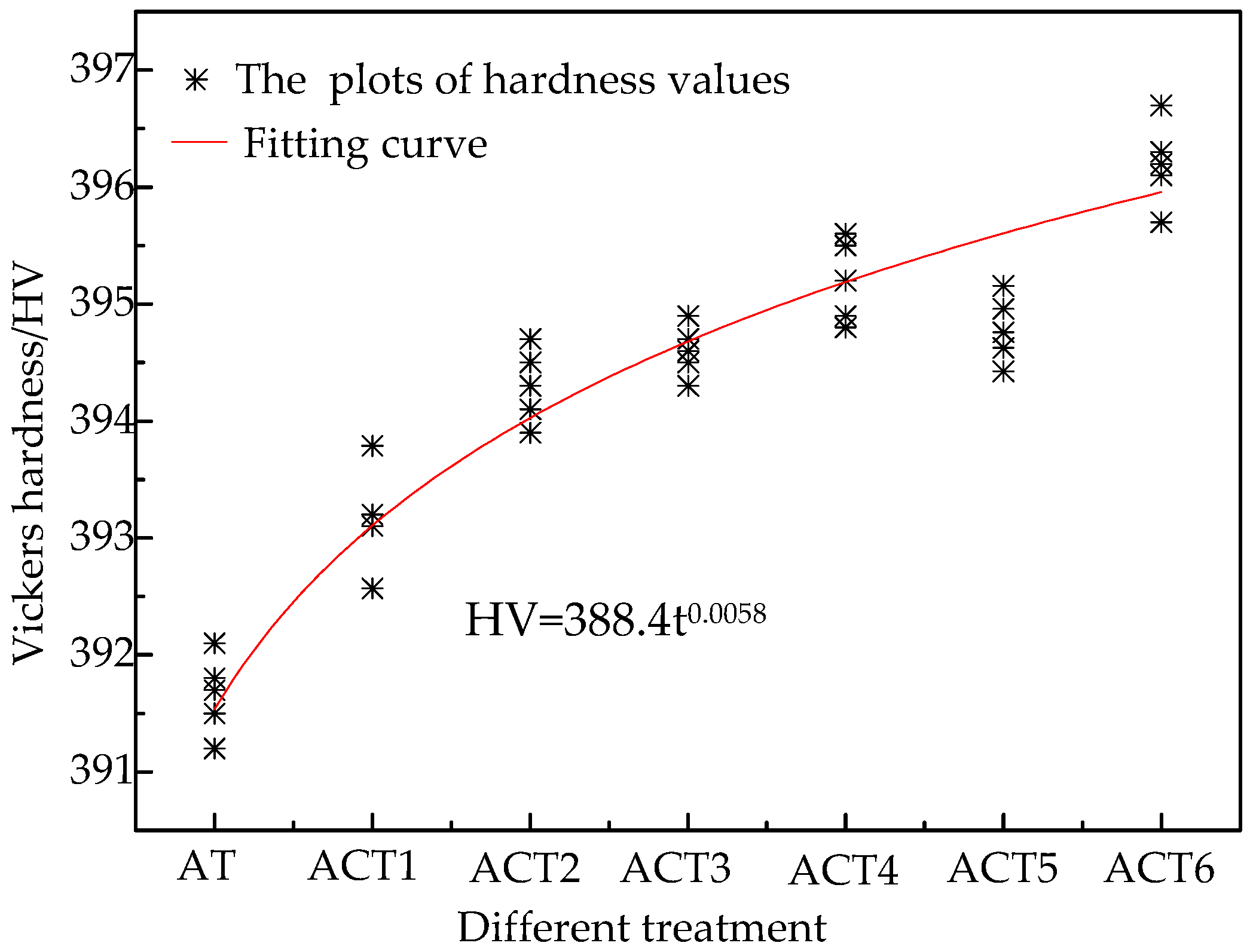
3.2. Tensile and Hardness Properties
3.3. Effect on Punch Shearing Properties
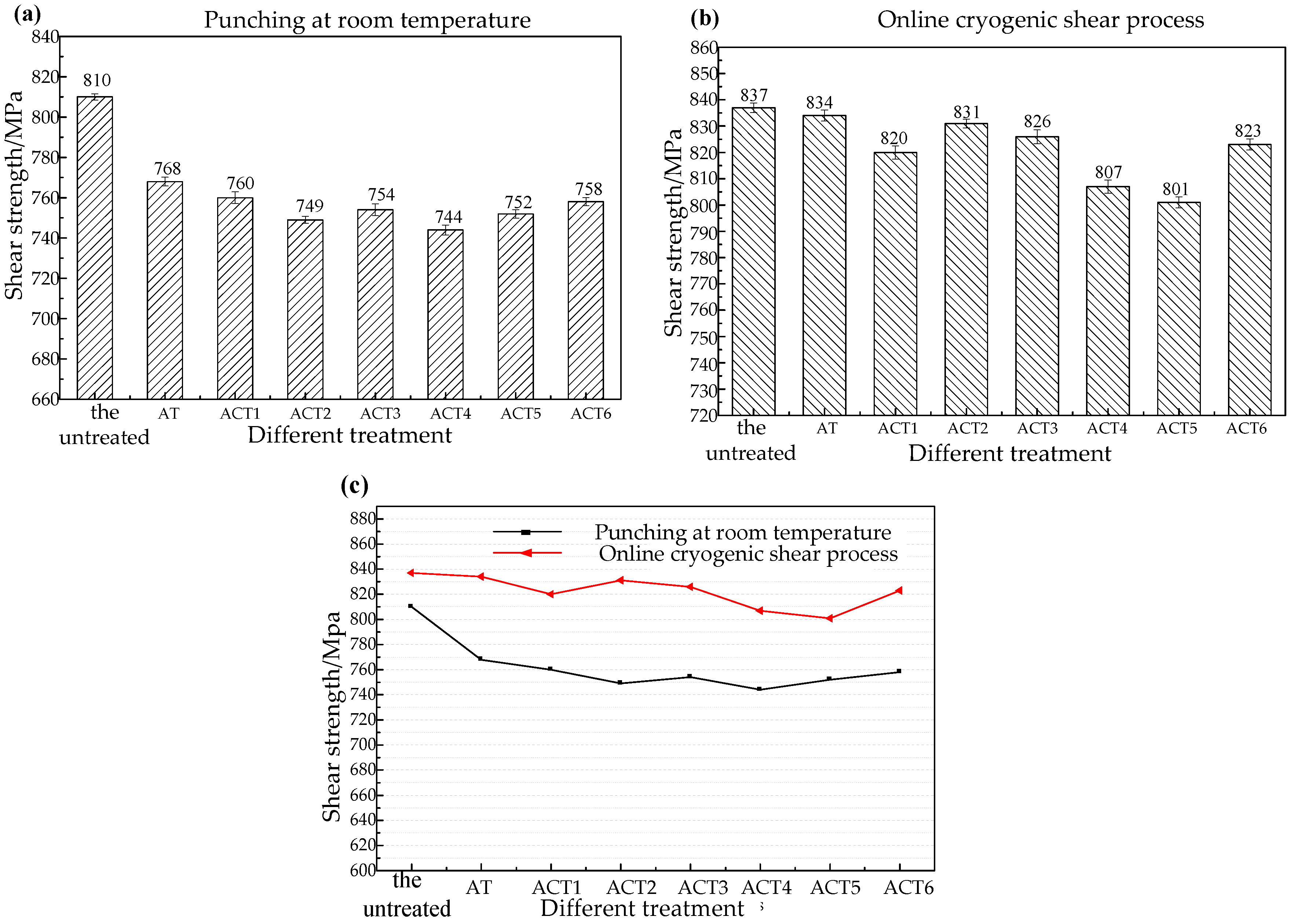
3.3.1. Shear Strength
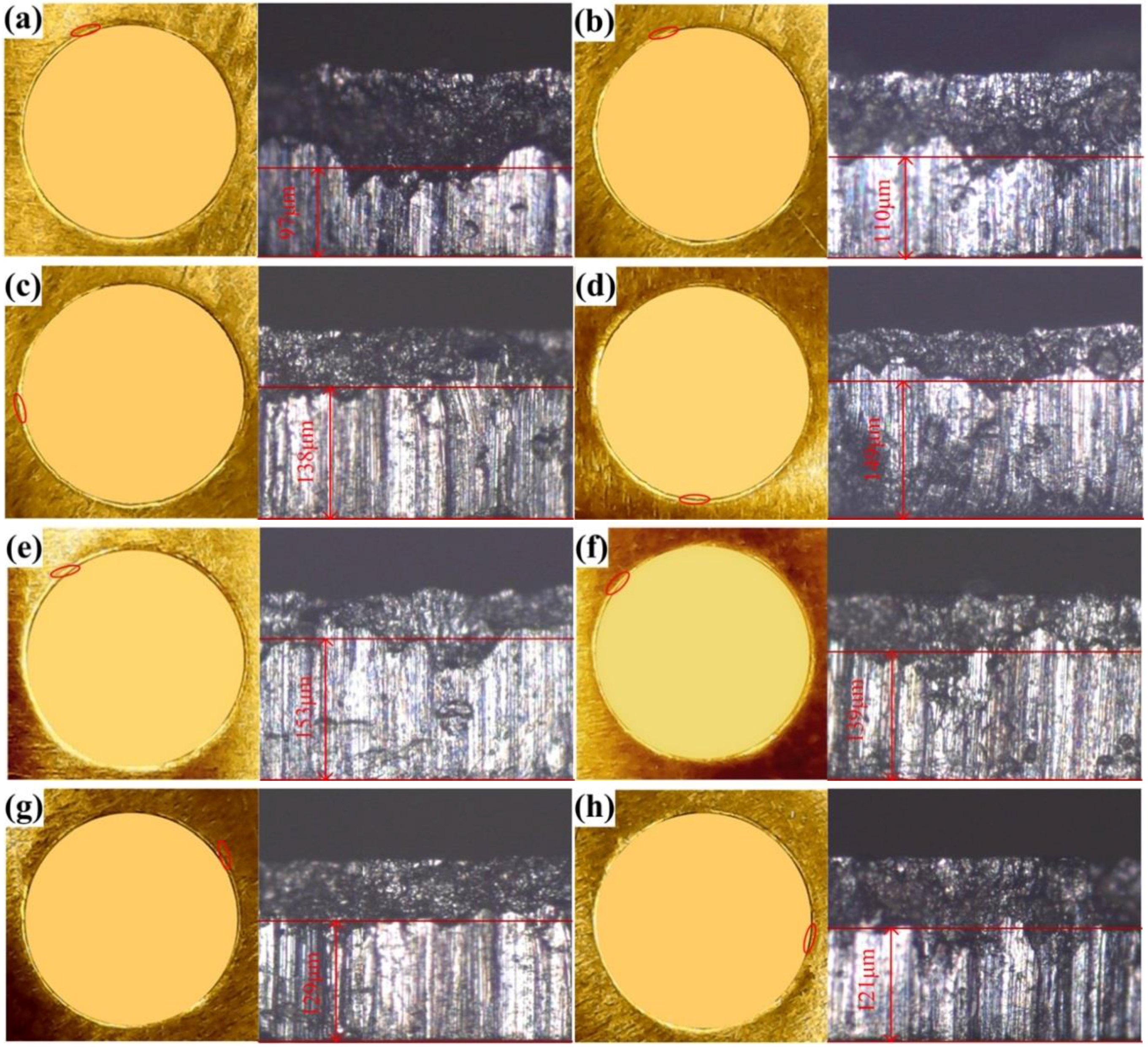
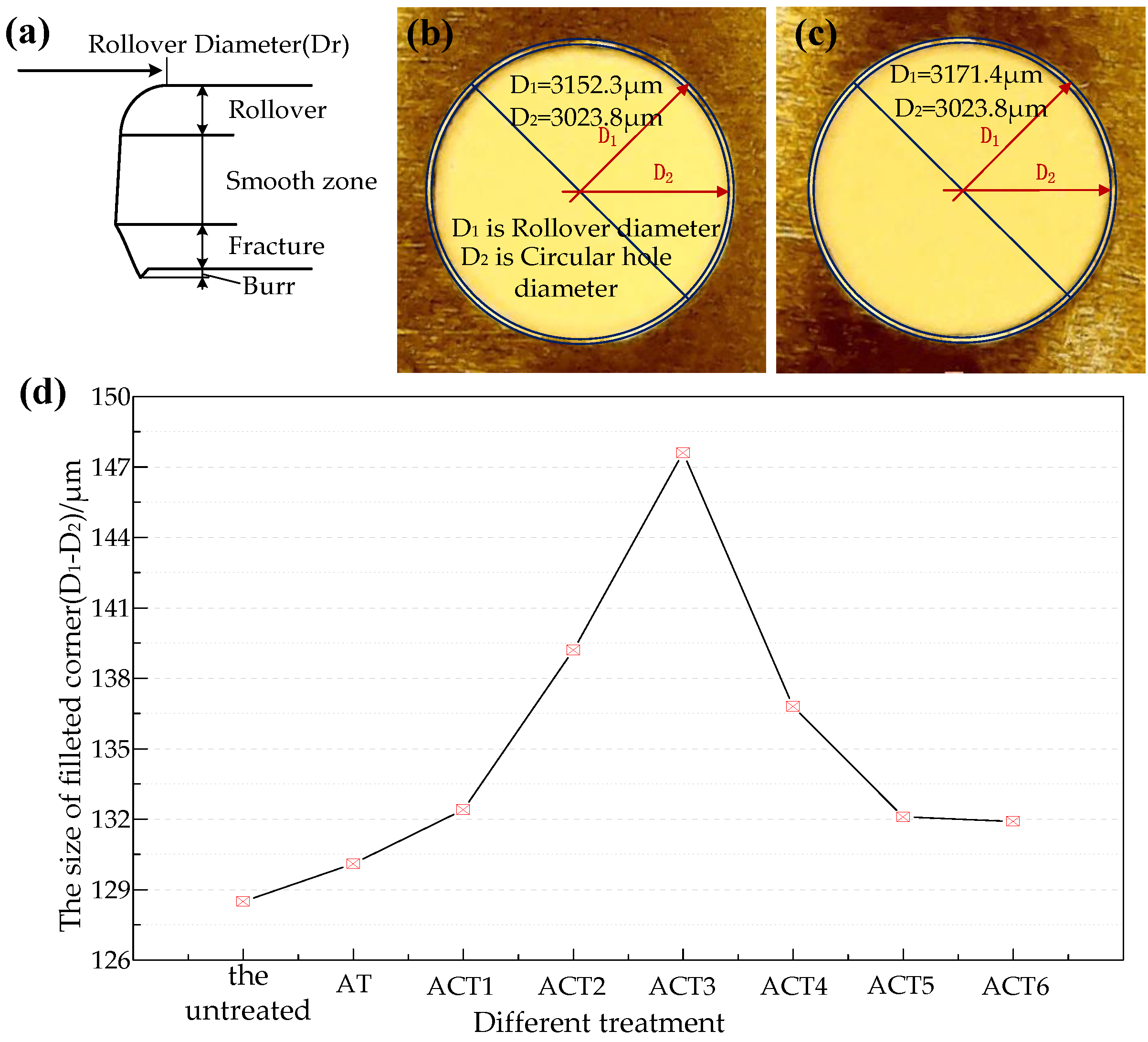
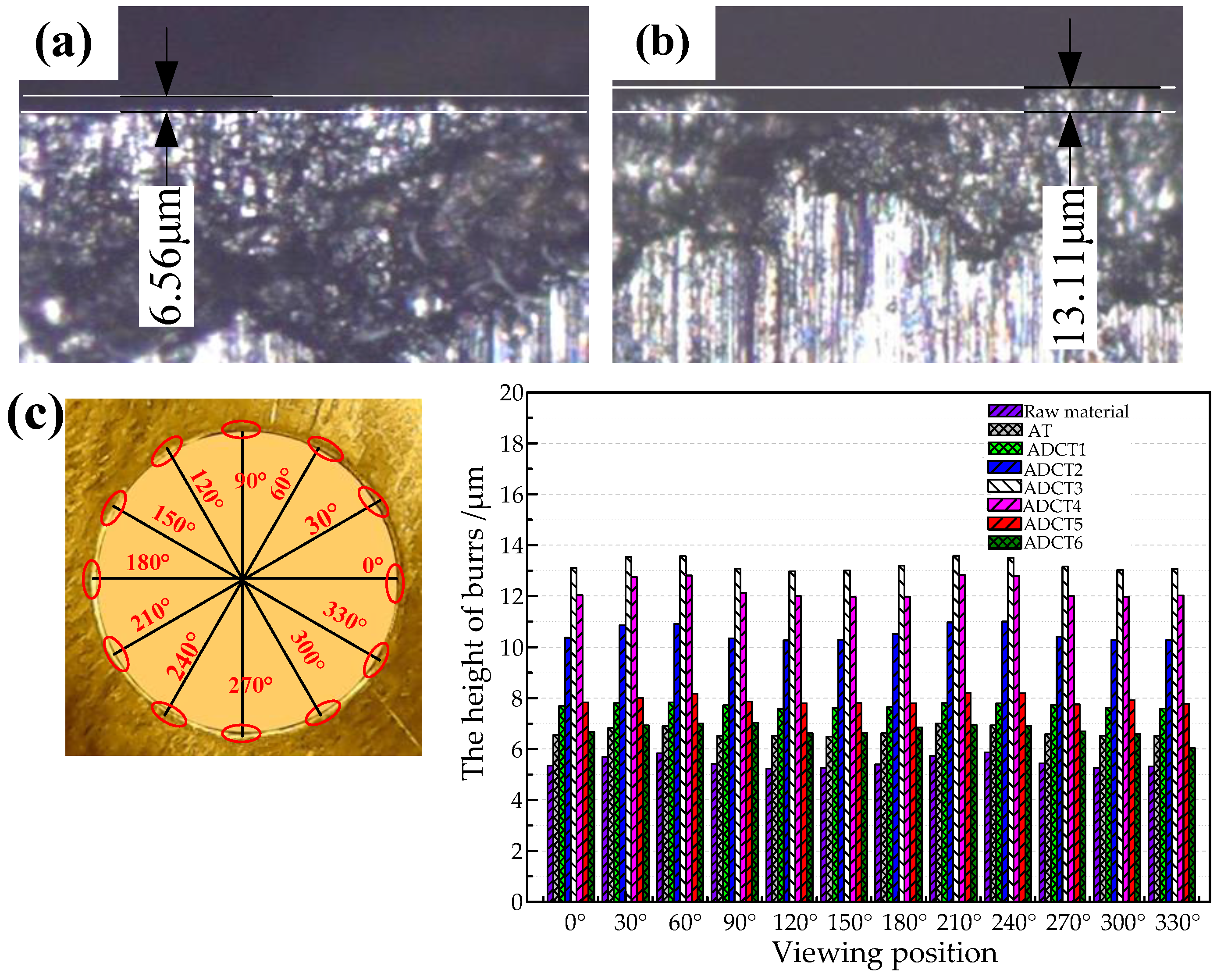
3.3.2. Characteristics of Punch Shearing
3.4. Deep Drawing
4. Conclusions
- (1)
- The ACT has a positive effect on the microstructure. After AT, the original β phases will be changed into stable β’ phases and α’ phase, and the refined grains begin to appear. After ACT, the grains are further refined, and the tendency of the β phase being changed into stable β’ and α’ phases is apparent. This is in favor of increasing the plasticity of the Ti-6Al-4V alloy.
- (2)
- After AT or ACT, the elastic modulus is lower than those of untreated. AT or ACT has a positive effect on the tensile strength and yield strength, and the decreasing trend is obvious. The ductility initially increases and then decreases, and ACT has little effect on the hardness of the alloy.
- (3)
- After AT and ACT, the shear strength in punch shearing is decreased both at room and cryogenic temperatures. Moreover, the shear strength at room temperature is lower than that at cryogenic temperature, and the decreasing tendency of the shear strength at room temperature is more obvious.
- (4)
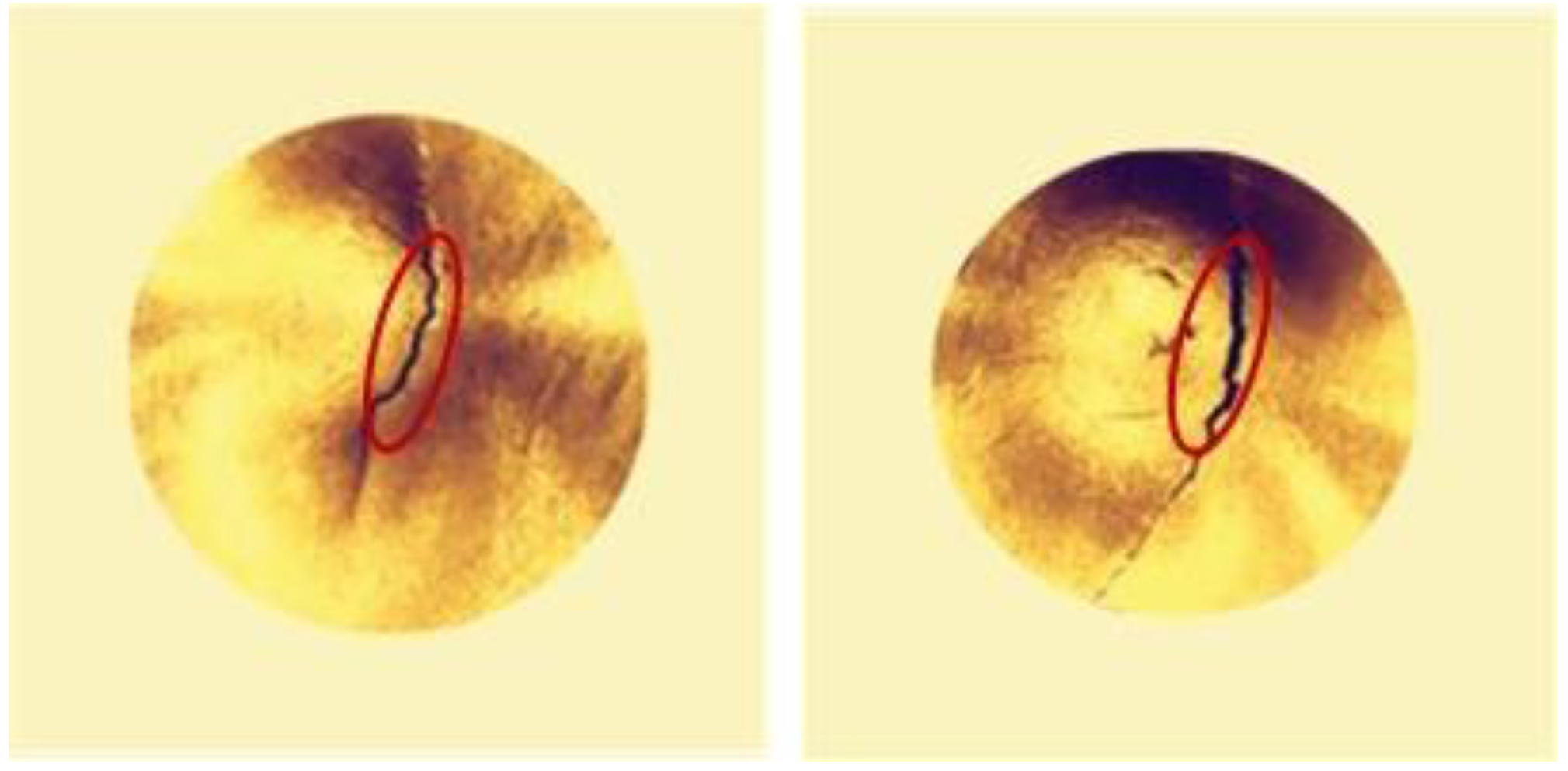
- The smooth zone is much better than those of untreated material after AT, and the best result is obtained after ACT3. The rollover diameters are bigger than those of the untreated, and with the increase of CT time, the heights of burrs showed a decreasing trend. However, the variations of the rollover diameters and the heights of burrs are small.
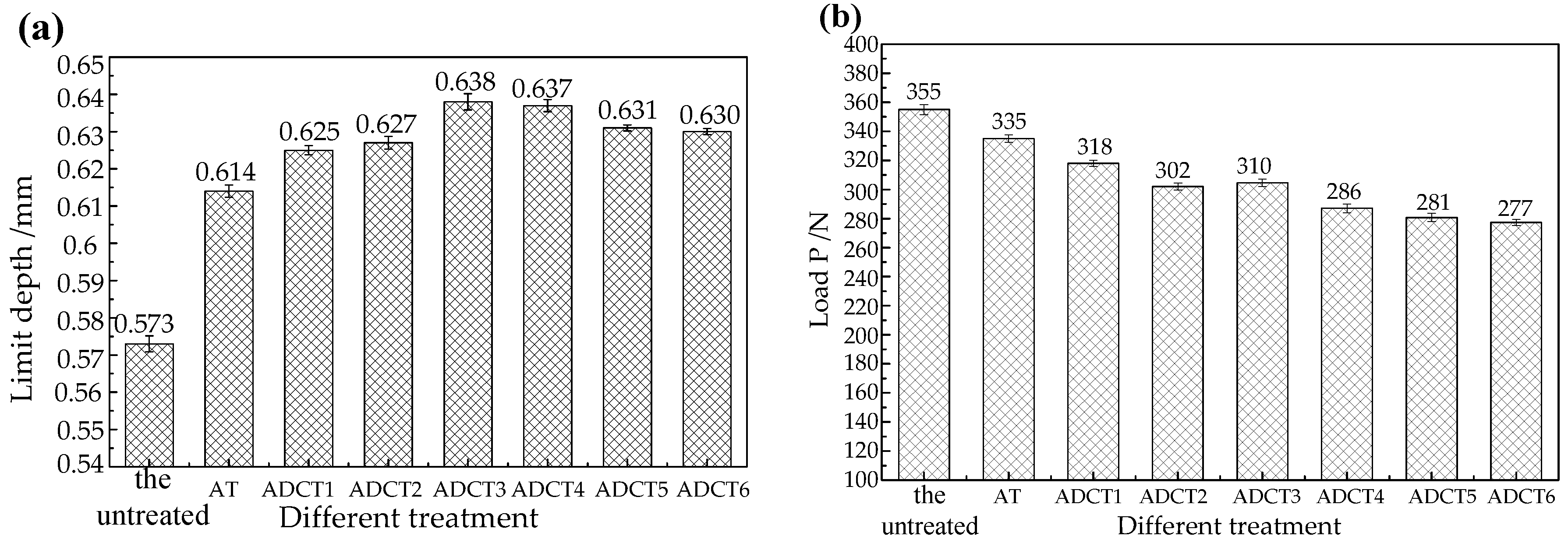
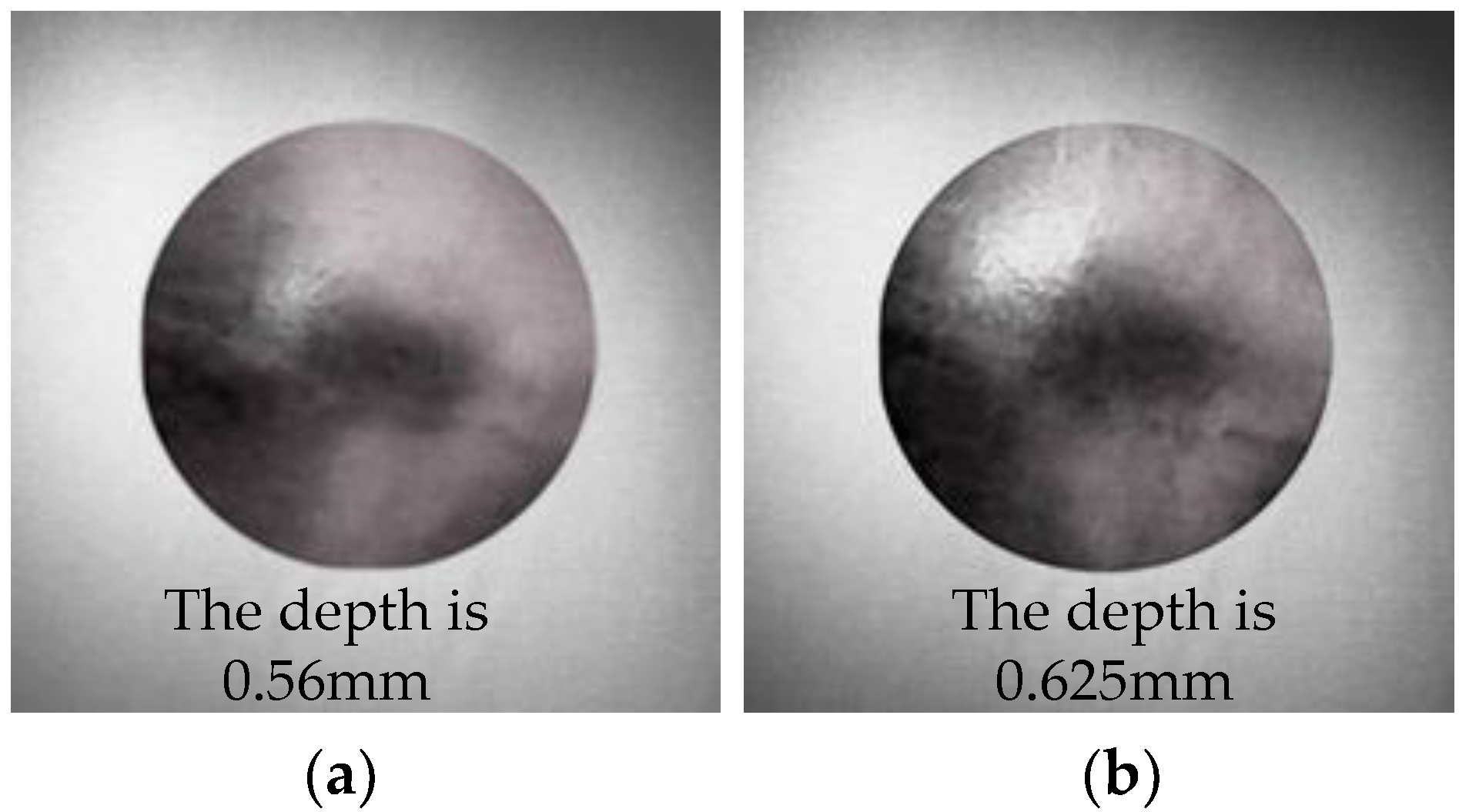
- (5)
- The drawing depth is deeper than the untreated material, and the drawing load after AT or ACT is reduced compared to that of the untreated. However, with the increase of CT time, the decreasing trend of the drawing load slows down.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Luo, S.D.; Qian, M. Microwave processing of titanium and titanium alloys for structural, biomedical and shape memory applications: Current status and challenges. Mater. Manuf. Process. 2018, 33, 35–49. [Google Scholar] [CrossRef]
- Collings, E.W. The Physical Metallurgy of Ti Alloys; ASM: Metals Park, OH, USA, 1984; pp. 66–70. [Google Scholar]
- Barron, R.F. Cryogenic treatment of metals to improve wear resistance. Cryogenics 1982, 22, 409–413. [Google Scholar] [CrossRef]
- Gulyaev, A.P. Improved methods of heat treating high speed steels to improve the cutting properties. Metallurgy 1937, 12, 65. [Google Scholar]
- Amini, K.; Nategh, S.; Shafyei, A. Effect of deep cryogenic treatment on the properties of 80CrMo12 5 tool steel. Mater. Des. 2012, 19, 30–37. [Google Scholar] [CrossRef]
- Amini, K.; Akhbarizadeh, A.; Javadpour, S. Effect of deep cryogenic treatment on the formation of nano-sized carbides and the wear behavior of D2 tool steel. Metall. Mater. 2012, 19, 795–799. [Google Scholar] [CrossRef]
- Gao, Y.; Luo, B.H.; Bai, Z.H.; Zhu, B. Effects of deep cryogenic treatment on the microstructure and properties of WC–Fe–Ni cemented carbides. Met. Hard Mater. 2016, 58, 42–50. [Google Scholar] [CrossRef]
- Pérez, M.; Belzunce, F.J. The effect of deep cryogenic treatments on the mechanical properties of an AISIH13 steel, University of Oviedo. Mater. Des. A 2015, 624, 32–40. [Google Scholar]
- Jiang, Y.; Chen, D.; Chen, Z.H.; Liu, J.W. Effect of Cryogenic Treatment on the Microstructure and Mechanical Properties of AZ31 Magnesium Alloy. Adv. Mater. Res. 2010, 25, 837–841. [Google Scholar] [CrossRef]
- Li, J.; Jiang, X.Q. Effect of Cryogenic Treatment on the Microstructure and Mechanical Properties of AZ31 Magnesium Alloy. In Materials Science Forum; Trans Tech Publications: Zürich, Switzerland, 2011; Volume 686, pp. 53–56. [Google Scholar]
- Yu, B.Y.; Luo, Q.Q.; Li, Y.; Wu, Y.J.; Li, R.X. Effects of solution and cryogenic treatments on microstructures and mechanical properties of AZ31 alloy tubes. Adv. Mater. Res. 2013, 750–752, 760–764. [Google Scholar] [CrossRef]
- Liu, Y.; Shao, S.; Xu, C.S.; Zeng, X.S.; Yang, X.J. Effect of cryogenic treatment on the microstructure and mechanical properties of Mg–1.5Zn–0.15Gd magnesium alloy. Mater. Sci. Eng. A 2013, 588, 76–81. [Google Scholar] [CrossRef]
- Li, G.R.; Wang, H.M.; Cai, Y. Microstructure and mechanical properties of AZ91 magnesium alloy subject to deep cryogenic treatments. Metall. Mater. 2013, 20, 896–901. [Google Scholar] [CrossRef]
- Gu, K.X.; Zhang, H.; Zhao, B.; Wang, J.J.; Zhou, Y.; Li, Z.Q. Effect of cryogenic treatment and aging treatment on the tensile properties and microstructure of Ti-6Al-4V alloy. Mater. Sci. Eng. A 2013, 584, 170–176. [Google Scholar] [CrossRef]
- Zhou, J.Z.; Xu, S.Q.; Huang, S.; Meng, X.K. Tensile Properties and Microstructures of a 2024-T351 Aluminum Alloy Subjected to Cryogenic Treatment. Metals 2016, 6, 279. [Google Scholar] [CrossRef]
- Zhang, W.D.; Bai, P.K.; Yang, J.; Xu, H.; Dang, J.Z.; Du, Z.M. Tensile behavior of 3104 aluminum alloy processed by homogenization and cryogenic treatment. Trans. Nonferrous Met. Soc. China 2014, 24, 2453–2458. [Google Scholar] [CrossRef]
- Araghchi, M.; Mansouri, H.; Vafaei, R.; Guo, Y. A novel cryogenic treatment for reduction of residual stresses in 2024 aluminum alloy. Mater. Sci. Eng. A 2017, 689, 48–52. [Google Scholar] [CrossRef]
- Vidyarthi, M.K.; Ghose, A.K.; Chakrabarty, I. Effect of deep cryogenic treatment on the microstructure and wear performance of Cr–Mn–Cu white cast iron grinding media. Cryogenics 2013, 58, 85–92. [Google Scholar] [CrossRef]
- Kim, J.W.; Griggs, J.A.; Regan, J.D.; Ellis, R.A.; Cai, Z. Effect of cryogenic treatment on nickel–titanium endodontic instruments. Int. Endod. J. 2005, 38, 364–371. [Google Scholar] [CrossRef] [PubMed]
- Gu, K.X.; Wang, J.J.; Zhou, Y. Effect of cryogenic treatment on wear resistance of Ti-6Al-4V alloy for biomedical applications. J. Mech. Behav. Biomed. 2014, 30, 131–139. [Google Scholar] [CrossRef] [PubMed]
- Yumak, N.; Aslantas, K.; Pekbey, Y. Effect of cryogenic and aging treatments on low-energy impact behaviors of Ti-6Al-4V alloy. Trans. Nonferrous Met. Soc. China 2017, 27, 514–526. [Google Scholar] [CrossRef]
- Veenaas, S.; Behrens, G.; Kröger, K.; Vollertsen, F. Determination of forming limit diagrams for thin foil materials based on scaled Nakajima test. Appl. Mech. Mater. 2015, 794, 190–198. [Google Scholar] [CrossRef]
- Zhang, S.Y.; Ma, S.; Wang, Z.H. Research on forming limit stress of cold-rolling deep-drawing sheet. Heavy Mach. 2012, 2, 20–24. (In Chinese) [Google Scholar]
- Chen, J.S. Effect of Cryogenic Treatment on Industrial Titanium and TC4 Alloy; Hunan University: Changsha, China, 2011. (In Chinese) [Google Scholar]
- Zhao, Z.; Zhang, M.; Wei, X. Study of influence of blanking velocity on section quality of stamping work-piece. J. Plast. Eng. 2010, 17, 45–49. [Google Scholar]
- Gu, K.X.; Li, Z.Q.; Wang, J.J. The effects of cryogenic treatment on the microstructure and properties of Ti-6Al-4V titanium alloy. In Materials Science Forum; Trans Tech Publications: Zürich, Switzerland, 2013; pp. 899–903. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti | Al | V | Fe | C | N | H | O | Others |
|---|---|---|---|---|---|---|---|---|
| 89.1755 | 6.14 | 4.07 | 0.075 | 0.016 | 0.022 | 0.0015 | 0.1 | 0.4 |
| Group Index | Treatment Method | CT Time |
|---|---|---|
| AT | Annealed | - |
| ACT1 | Annealed | −196 × 4 h |
| ACT2 | Annealed | −196 × 8 h |
| ACT3 | Annealed | −196 × 12 h |
| ACT4 | Annealed | −196 × 16 h |
| ACT5 | Annealed | −196 × 20 h |
| ACT6 | Annealed | −196 × 24 h |
| Number at Diff. Temp. | the Untreated | AT | ACT1 | ACT2 | ACT3 | ACT4 | ACT5 | ACT6 | |
|---|---|---|---|---|---|---|---|---|---|
| Group Index | |||||||||
| Number at room temp. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | |
| Number online cryogenic | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | |
| Group Index | the Untreated | AT | ACT1 | ACT2 | ACT3 | ACT4 | ACT5 | ACT6 |
|---|---|---|---|---|---|---|---|---|
| Number | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, Z.; Zheng, H.; Liu, G.; Wu, H. Effects of Cryogenic Treatment after Annealing of Ti-6Al-4V Alloy Sheet on Its Formability at Room Temperature. Metals 2018, 8, 295. https://doi.org/10.3390/met8050295
Hu Z, Zheng H, Liu G, Wu H. Effects of Cryogenic Treatment after Annealing of Ti-6Al-4V Alloy Sheet on Its Formability at Room Temperature. Metals. 2018; 8(5):295. https://doi.org/10.3390/met8050295
Chicago/Turabian StyleHu, Zhiqing, Huihui Zheng, Guojun Liu, and Hongwei Wu. 2018. "Effects of Cryogenic Treatment after Annealing of Ti-6Al-4V Alloy Sheet on Its Formability at Room Temperature" Metals 8, no. 5: 295. https://doi.org/10.3390/met8050295
APA StyleHu, Z., Zheng, H., Liu, G., & Wu, H. (2018). Effects of Cryogenic Treatment after Annealing of Ti-6Al-4V Alloy Sheet on Its Formability at Room Temperature. Metals, 8(5), 295. https://doi.org/10.3390/met8050295