In this work, linear elastic numerical simulation runs are performed to analyse the local stress distribution of the investigated test series. For this purpose, six 3D-solid models are set-up including different angular distortion values
α from −2° up to
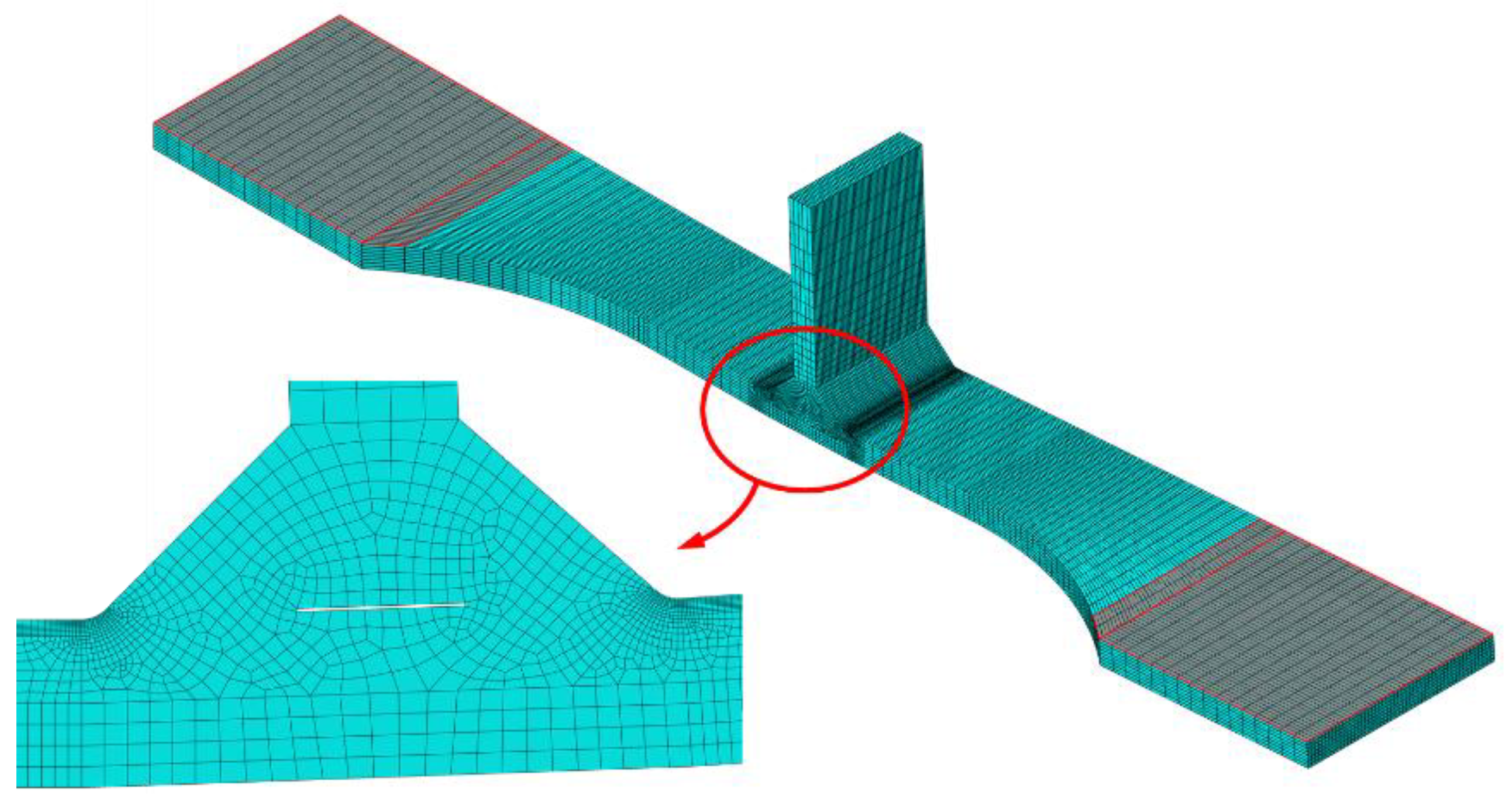
+4°. The geometry of the half-symmetric models represents the specimen including the broadening near the clamping area. For modelling of the weld topography, a weld throat thickness of 4 mm and a flank angle of 45° is uniquely applied. Furthermore, the region between the base plate and the stiffener is modelled as a gap with a thickness of 0.1 mm neglecting any possible contact between these surfaces. The evaluation of the effective notch stresses requires additional rounding of the weld toe with a fictitious radius of
rref = 1 mm according to the approaches given in [
35,
36,
37].
Figure 10 gives an overview of the half-symmetric model and the meshing in the joint region.
Besides the stress at the position of the strain gauge
σSG and the effective notch stress
σnotch, a structural stress
σhs according to the IIW-guideline [
23,
38,
39] is used within the fatigue assessment. Hereby, quadratic extrapolation following Equation (2) is applied, which fits to the spatial finite element models and mesh properties:
4.2. Specimen Loading
Building on the results of the clamping procedure, the loading of the specimen is simulated, see
Figure 12. At first, a unity load leading to a nominal stress of 1 MPa in the cross section is applied. Subsequently, the load increases to 1000 MPa in steps of 100 MPa to cover the effect of the external load level. Hereby, an actual stress concentration factor
Kact is defined and evaluated stepwise in order to assess the stress concentration without influence of the clamping stresses due to initial specimen distortion, see Equation (6):
It is defined as the local stress
σlocal subtracted by the clamping stress
σclamp over the nominal
σN or membrane stress
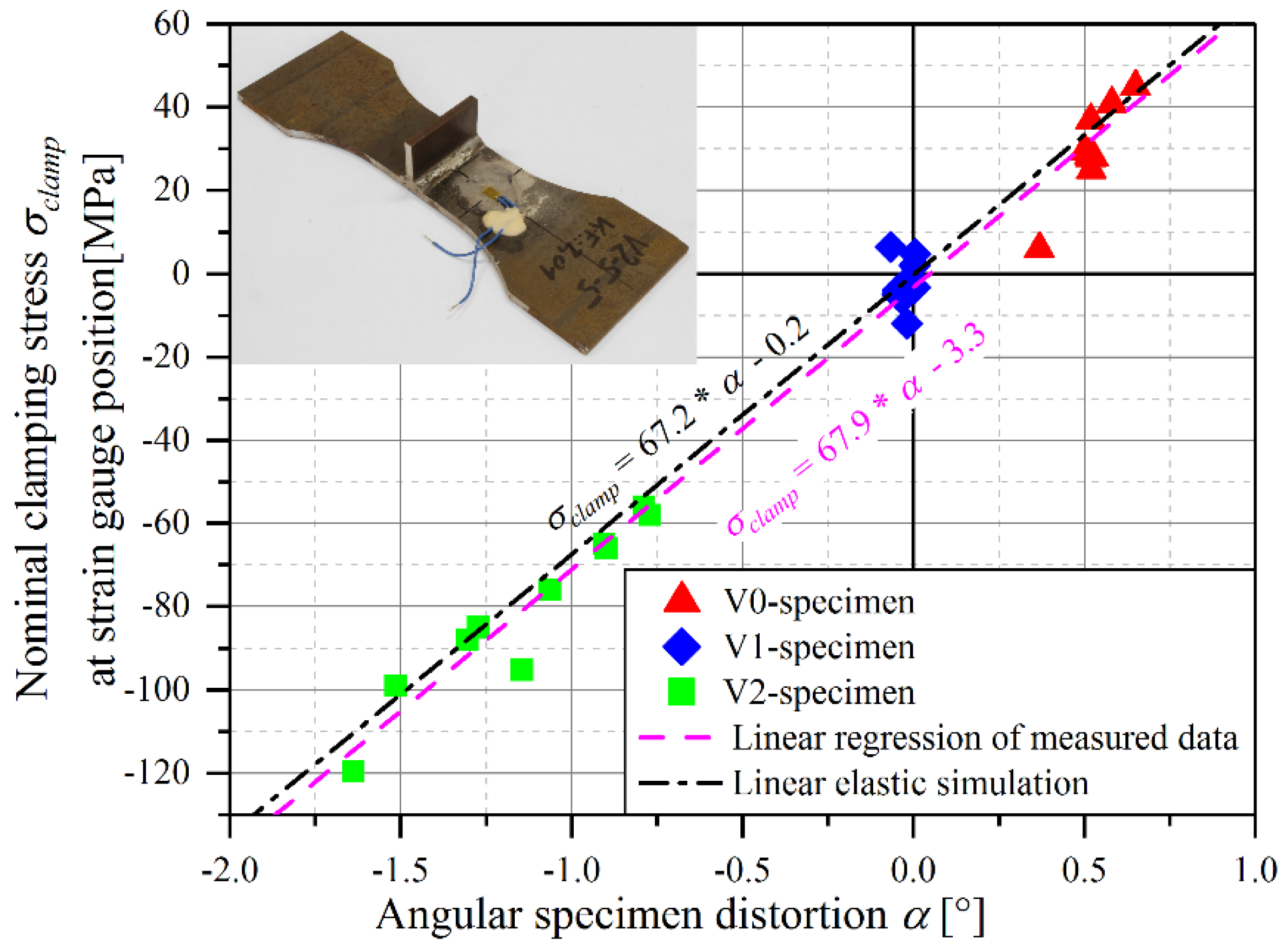
σmem. The clamping stress itself is independent of the load level and only a function of the respective specimen distortion angle.
Table 5 lists the structural and effective notch stresses for six different angular distortion states for one and 1000 MPa nominal load with the respective actual stress magnification factors. For the first case, a comparably huge deviation between these values is be observed depending on the initial distortion. This fact can be traced back to a further external load driven straightening of the specimen introducing an additional bending moment. For positive angular distortion values, this moment exhibits tension at the weld toe leading to an increased actual stress concentration factor and vice versa. A nominal load of 1000 MPa results in a more pronounced straightening reducing the effect of secondary bending. Therefore, the deviation between the stress concentration of negative and positive angular distortion abates. However, another bending effect occurs due to the single sided transversal attachment and the deviation of its centre-of-mass to the clamping plane. Its effect becomes visible in case of the non-distorted model, where the stress concentration increases from
one and 1000 MPa nominal load.
Figure 14 provides a graphical representation of the course of the actual stress concentration factor for the effective notch stress with increasing nominal load and angular distortion. Here, the already described additional bending in case of the non-distorted specimen is clearly visible. In case of the model exhibiting one degree of angular distortion, the two mentioned effects apparently counteract each other leading to a curve almost independent of the nominal stress. A similar tendency is observed in
Figure 15, where the corresponding vertical displacement of the specimen centre
yv during clamping and loading is plotted. The straightening of the specimen with increasing load leads to a movement towards the centreline. However, the fictive final level of saturation for very high loads seems to be somewhat below the level of the clamping jaws.
Further investigations require a functional relationship of the actual stress concentrations with respect to nominal
σN or membrane stress
σmem and angular distortion
α. For this, an approach based on the recommendations of the IIW to cover angular misalignments is applied at first. The original formula in Equation (1) uses a tanh(√
x)/√
x-function and a set of parameters describing the geometry of the weld detail. This notation does not fully cover the values for
Κact received by numerical analysis. Therefore, the parameters of the function are generalized and summarized in order to use it for a parameter fitting procedure. Additionally, a further parameter subtracted from
α is introduced, see Equation (7):
Parameter
A1 specifies the base level of the curves, whereas
A2 defines the spreading in vertical direction. The novel parameter
A3 covers the effect of the single sided stiffener;
A4 affects the curvature with increasing nominal load.
Table 6 lists the parameter-sets obtained by the fitting procedure. It additionally contains the values of the transferred parameters of Equation (1) showing a rather high deviation. It should be noted, that as this equation is just valid for a linear stress magnification
km, the values are only comparable to the structural stress concentration
Khs,act. The evaluation of the function is pictured in
Figure 16 exhibiting a sound agreement with the simulation results. These two charts show the courses of structural and effective notch stress concentration with respect to the nominal stress. Here, it should be noted, that both evaluated stresses have the same fundamental behaviour. This circumstance is underlined by the similarity of the parameters
A3 and
A4.
Figure 17 sketches the development of the actual stress concentration factor
Kact with respect to the nominal stress for a welding distortion of
α > 1° in red and
α < 0° in blue dye. Furthermore, the lower and upper stresses of a tumescent tensile stress range Δ
σN are displayed, where their intersections with the red and blue line give the associated values for the actual stress concentration factor. In case of negative distortion values, this leads to an increase of
Kact with increasing nominal stress. For positive distortion values
α > 1°, this connection reverses and an increase of nominal stress causes a decrease of
Kact due to secondary bending. Thus, the local stress range is strongly dependent on the initial angular specimen distortion especially in case of high distortion values.
This relationship of the stress concentration at the weld toe with increasing nominal load does not allow a direct application of Equation (7) for stress ranges. Here, the calculation of the respective actual upper and lower stresses
σu,act and
σl,act based on the nominal upper and lower stresses are necessary to calculate the actual stress range Δ
σact acting at the weld toe, see Equations (8)–(10):
Subsequently, the actual concentration factor for the stress range Δ
Kact is introduced describing the ratio between the actual and the nominal stress range; see Equation (11). This parameter is of special interest as it shows the effect of the weld detail with its angular distortion and the nominal stress ratio on the nominal stress range. In this context,
Figure 18a displays the trace of Δ
Kact for two different tumescent stress ratios, namely
R = 0.1 and
R = 0.5. For small stress ranges, the values are similar for both nominal stress ratios. With higher nominal stress ranges, the deviation increases significantly. This evaluation confirms the IIW-recommended procedure to test fatigue specimens at high mean stress levels to obtain fatigue strengths that are quite independent of the initial specimen distortion, thus enabling specimen fatigue results to components. However, the introduced equations support a more thorough evaluation of these effects.
The described change in stress concentration with respect to nominal loading and angular welding distortion goes along with a shift in the actual stress ratio
Ract at the weld toe; see Equation (12) and
Figure 18b. The initial clamping stress due to angular distortion has a very large impact, as it changes the mean stress directly. For example, this means a specimen with an angular distortion of
α = 4° tested at Δ
σN =200 MPa and
R = 0
.1 has a local actual stress ratio of about
Ract = 0.5. Even specimens with absolute distortion values of around |
α|
= 1° show a rather high deviation from the nominal stress ratio. In general, the difference to the nominal stress ratio decreases with increasing nominal stress range and increasing mean stress. Therefore again, testing at high tumescent tensile stress ratios should be favoured in order to minimize influence of specimen distortion as recommended in the IIW-guideline [
23]. At this point should be noted, that
Figure 18b does not show the actual stress ratios of low nominal stress ranges for negative distortion values. This would result in
Ract-values below the singularity at
σu = 0 MPa having a rather distracting effect on the illustration.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}




















