Influence of the Velocity and the Number of Polishing Passages on the Roughness of Electrolytic Plasma Polished Pipe Inner Surfaces



Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Material and Preparation
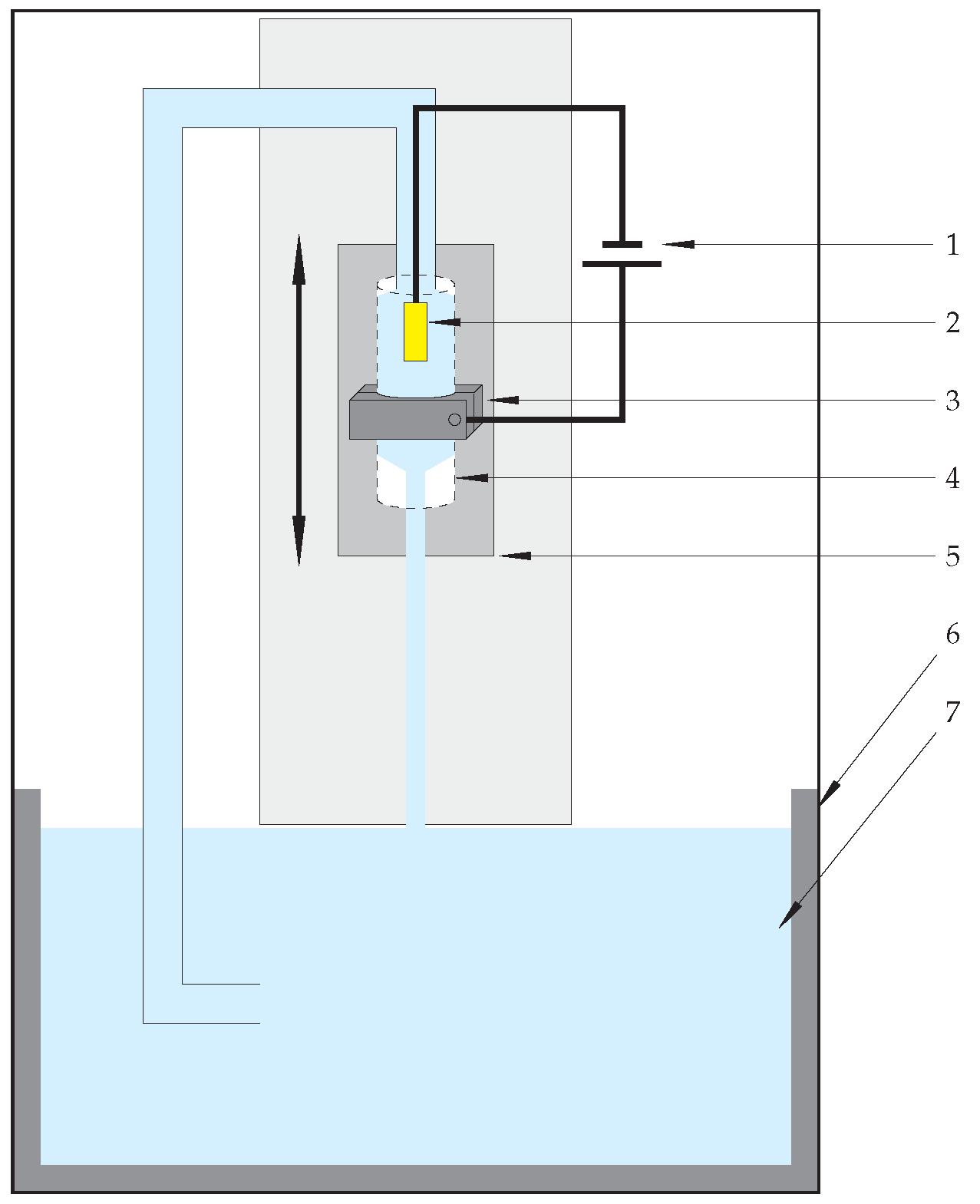
2.2. Parameters of Electrolytic Plasma Polishing/Experimental Procedure
2.3. Measurement Methods to Characterize the Surface Roughness
3. Results and Discussion
4. Conclusions
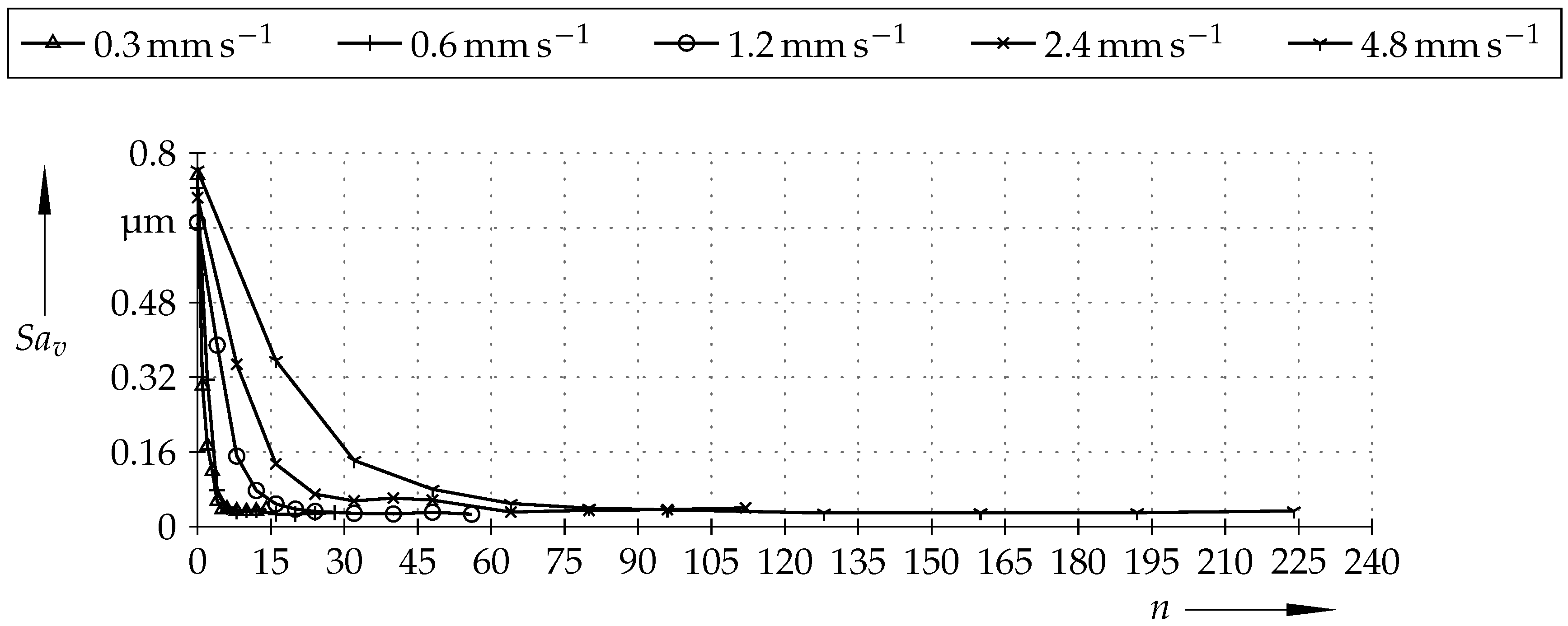
- (i)
- the crucial factor for the achievable average surface roughness is the effective polishing time ;
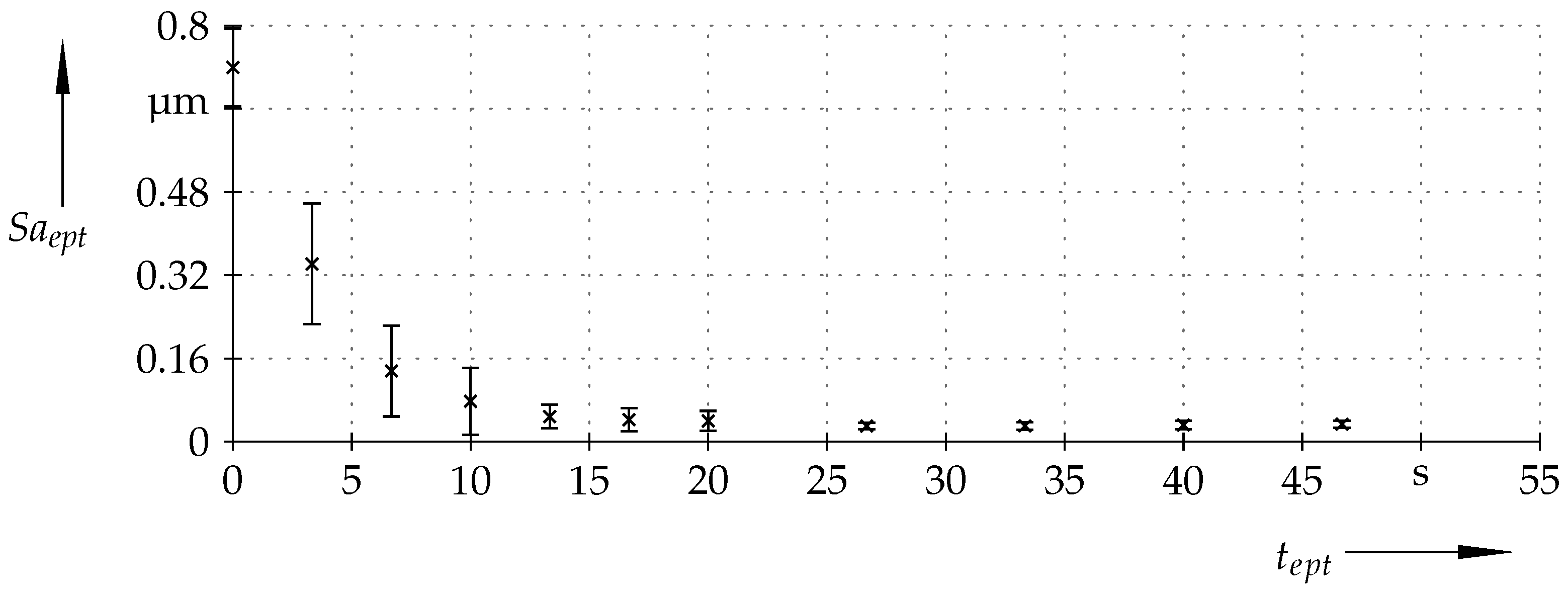
- (ii)
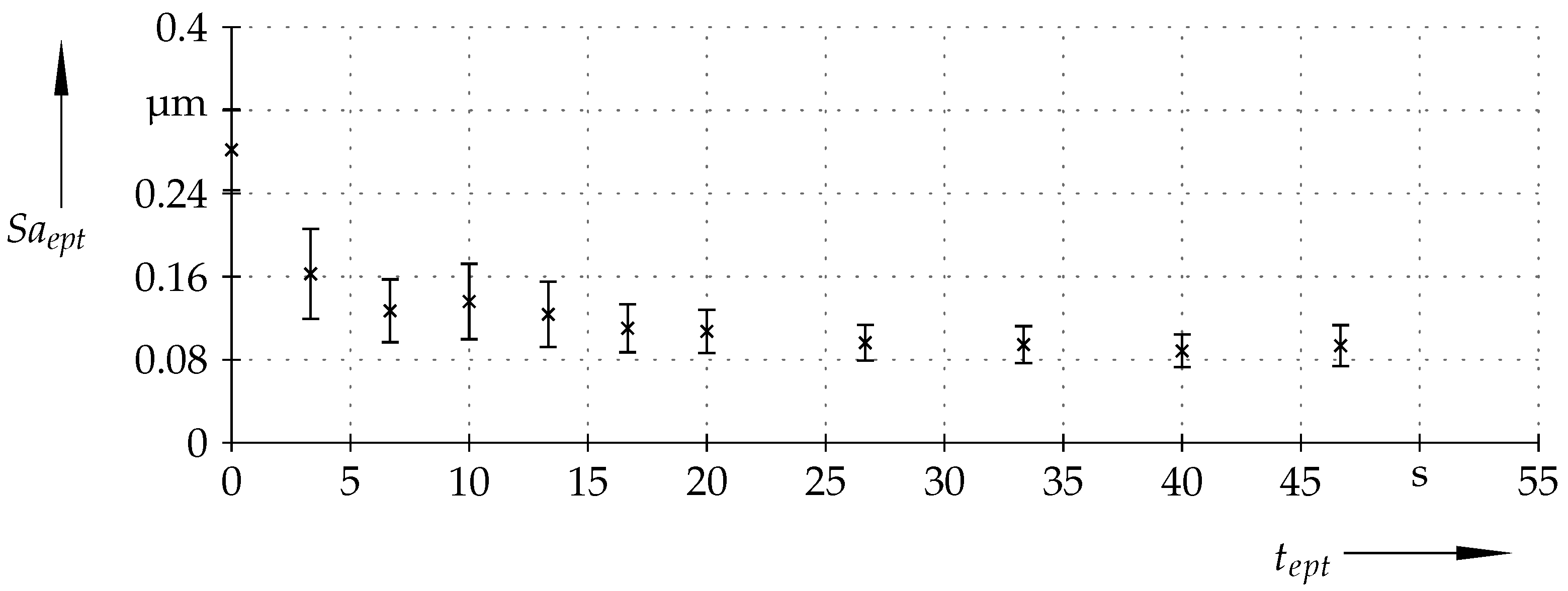
- the minimal average surface roughness ranges are achieved after a effective polishing time of approximately 25 s for both the inner pipe surface and the weld seam;
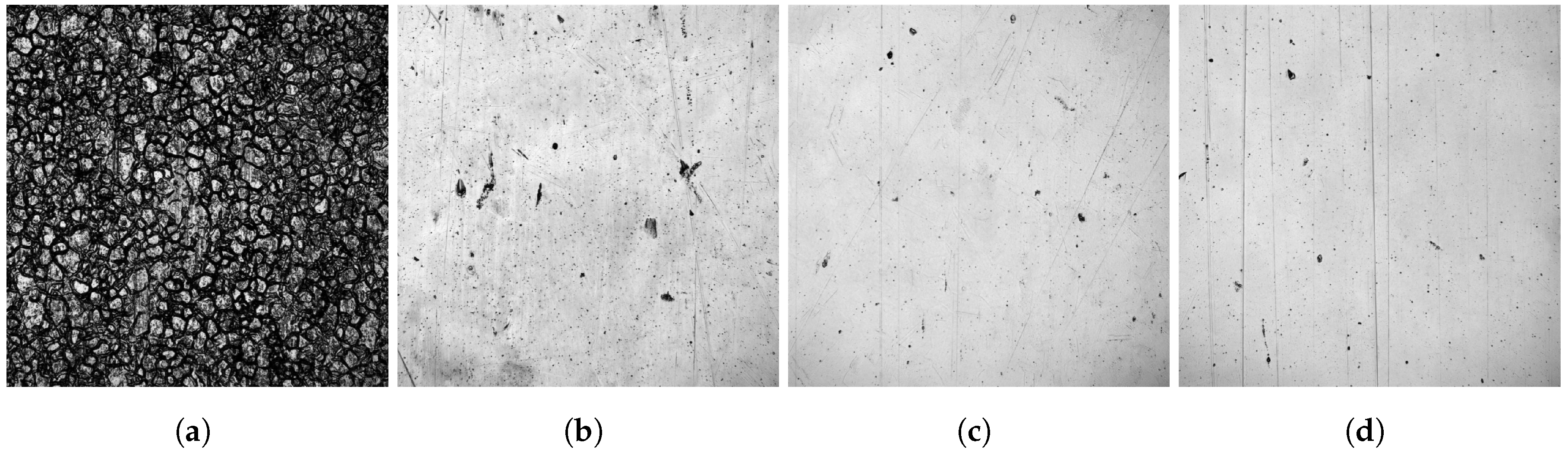
- (iii)
- the average surface roughness of the pipe inner surface can reach a range from 0.030 µm to 0.034 µm starting from an initial surface roughness of 0.719 µm;
- (iv)
- the average surface roughness of the weld seam can reach a range from 0.088 µm to 0.096 µm starting from an initial surface roughness of 0.282 µm.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Rodríguez, A.; López de Lacalle, L.N.; Fernández, A.; Braun, S. Elimination of surface spiral pattern on brake discs. J. Zhejiang Univ. Sci. A 2014, 15, 53–60. [Google Scholar] [CrossRef]
- Zhang, J.; Shi, Y.; Lin, X.; Li, Z. Parameter optimization of five-axis polishing using abrasive belt flap wheel for blisk blade. J. Mech. Sci. Technol. 2017, 31, 4805–4812. [Google Scholar] [CrossRef]
- Gora, W.; Tian, Y.; Cabo, A.; Ardron, M.; Maier, R.; Prangnell, P.; Weston, N.; Hand, D. Enhancing surface finish of additively manufactured titanium and cobalt chrome elements using laser based finishing. Phys. Procedia 2016, 83, 258–263. [Google Scholar] [CrossRef]
- Bordatchev, E.; Hafiz, A.; Tutunea-Fatan, O. Performance of laser polishing in finishing of metallic surfaces. Int. J. Adv. Manuf. Technol. 2014, 73, 35–52. [Google Scholar] [CrossRef]
- Ukar, E.; Lamikiz, A.; López de Lacalle, L.N.; del Pozo, D.; Arana, J.L. Laser polishing of tool steel with CO2 laser and high-power diode laser. Int. J. Mach. Tools Manuf. 2010, 50, 115–125. [Google Scholar] [CrossRef]
- Jones, A.R.; Hull, J.B. Ultrasonic flow polishing. Ultrasonics 1998, 36, 97–101. [Google Scholar] [CrossRef]
- Zhao, J.; Zhan, J.; Jin, R.; Tao, M. An oblique ultrasonic polishing method by robot for free-form surfaces. Int. J. Mach. Tools Manuf. 2000, 36, 795–808. [Google Scholar] [CrossRef]
- Landolt, D. Fundamental Aspects of Electropolishing. Electrochim. Acta 1987, 32, 1–11. [Google Scholar] [CrossRef]
- Mohan, S.; Kanagaraj, D.; Sindhuja, R.; Vijayalakshmi, S.; Renganathan, N.G. Electropolishing of Stainless Steel—A Review. Trans. IMF 2001, 79, 140–142. [Google Scholar] [CrossRef]
- Parfenov, E.; Yerokhin, A.; Nevyantseva, R.; Gorbatkov, M.; Liang, C.J.; Matthews, A. Towards smart electrolytic plasma technologies: An overview of methodological approaches to process modelling. Surf. Coat. Technol. 2015, 269, 2–22. [Google Scholar] [CrossRef]
- Duradji, V.; Kaputkin, D. Metal Surface Treatment in Electrolyte Plasma during Anodic Process. J. Electrochem. Soc. 2016, 163, E43–E48. [Google Scholar] [CrossRef]
- Wang, J.; Suo, L.; Guan, L.; Fu, Y. Optimization of Processing Parameters for Electrolysis and Plasma Polishing. Appl. Mech. Mater. 2012, 217–219, 1368–1371. [Google Scholar] [CrossRef]
- Vaňa, D.; Podhorský, S.; Suba, R.; Hurajt, M. The Change of Surface Properties on tested Smooth Stainless Steel Surfaces after Plasma Polishing. Int. J. Eng. Sci. Invent. 2013, 2, 2319–6734. [Google Scholar]
- Wang, J.; Suo, L.; Guan, L.; Fu, Y. Analytical Study on Mechanism of Electrolysis and Plasma Polishing. Adv. Mater. Res. 2012, 472–475, 350–353. [Google Scholar] [CrossRef]
- Böttger-Hiller, F.; Nestler, K.; Zeidler, H.; Glowa, G.; Lampke, T. Plasma electrolytic polishing of metalized carbon fibers. AIMS Mater. Sci. 2016, 3, 260–269. [Google Scholar] [CrossRef]
- Nestler, K.; Adamitzki, W.; Glowa, G.; Zeidler, H. Plasma Electrolytic Surface Treatment of Copper and Copper Alloys. Metall 2014, 68, 73–93. [Google Scholar]
- Vaňa, D.; Podhorský, S.; Hurajt, M.; Hanzen, V. Surface Properties of the Stainless Steel X10 CrNi 18/10 after Application of Plasma Polishing in Electrolyte. Int. J. Mod. Eng. Res. 2013, 3, 788–792. [Google Scholar]
- Zong, X.; Wang, J.; Wang, Y.; Liu, J. Influence of Electrolysis and Plasma Polishing on Surface Properties of SUS304 Stainless Steel. Adv. Mater. Res. 2014, 989–994, 308–311. [Google Scholar] [CrossRef]
- Zeidler, H.; Böttger-Hiller, F.; Edelmann, J.; Schubert, A. Surface finish machining of medical parts using Plasma electrolytic Polishing. Procedia CIRP 2016, 49, 83–87. [Google Scholar] [CrossRef]
- Yerokhin, A.; Nie, X.; Leyland, A.; Matthews, A.; Dowey, S. Plasma electrolysis for surface engineering. Surf. Coat. Technol. 1999, 122, 73–93. [Google Scholar] [CrossRef]
- Liang, J.; Wang, K.Y.; Guo, S.M.; Wahab, M.A. Influence of electrolytic plasma process on corrosion property of peened 304 austenitic stainless steel. Surf. Coat. Technol. 2011, 65, 510–513. [Google Scholar] [CrossRef]
- Cornelsen, M.; Deutsch, C.; Seitz, H. Electrolytic Plasma Polishing of Pipe Inner Surfaces. Metals 2018, 8, 12. [Google Scholar] [CrossRef]
- Ojo, O.A.; Richards, N.L.; Chaturvedi, M.C. Microstructural study of weld fusion zone of TIG welded IN 738LC nickel-based superalloy. Scr. Mater. 2004, 51, 683–688. [Google Scholar] [CrossRef]
- Zhu, Q.; Lei, Y.-C.; Chen, X.-Z.; Ren, W.-J.; Ju, X.; Ye, Y.-M. Microstructure and mechanical properties in TIG welding of CLAM steel. Fusion Eng. Des. 2011, 86, 407–411. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| v/(mm s−1) | tept/s | 3.33 | 6.67 | 10.00 | 13.33 | 16.67 | 20.00 | 26.67 | 33.33 | 40.00 | 46.67 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| µm | 0.302 | 0.174 | 0.119 | 0.055 | 0.037 | 0.038 | 0.034 | 0.032 | 0.034 | 0.038 | 0.753 | |
| 0.3 | µm | 0.166 | 0.147 | 0.109 | 0.027 | 0.010 | 0.010 | 0.008 | 0.007 | 0.011 | 0.007 | 0.035 |
| n | 1 | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | − | |
| µm | 0.314 | 0.078 | 0.042 | 0.032 | 0.035 | 0.035 | 0.027 | 0.027 | 0.029 | 0.030 | 0.725 | |
| 0.6 | µm | 0.108 | 0.021 | 0.008 | 0.004 | 0.008 | 0.007 | 0.002 | 0.001 | 0.003 | 0.002 | 0.045 |
| n | 2 | 4 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | 28 | − | |
| µm | 0.389 | 0.151 | 0.078 | 0.048 | 0.038 | 0.033 | 0.029 | 0.027 | 0.031 | 0.027 | 0.651 | |
| 1.2 | µm | 0.018 | 0.067 | 0.060 | 0.032 | 0.016 | 0.009 | 0.004 | 0.004 | 0.005 | 0.001 | 0.074 |
| n | 4 | 8 | 12 | 16 | 20 | 24 | 32 | 40 | 48 | 56 | − | |
| µm | 0.348 | 0.134 | 0.070 | 0.055 | 0.061 | 0.057 | 0.031 | 0.035 | 0.037 | 0.040 | 0.705 | |
| 2.4 | µm | 0.112 | 0.044 | 0.023 | 0.018 | 0.040 | 0.035 | 0.008 | 0.011 | 0.010 | 0.006 | 0.076 |
| n | 8 | 16 | 24 | 32 | 40 | 48 | 64 | 80 | 96 | 112 | − | |
| µm | 0.356 | 0.142 | 0.080 | 0.050 | 0.040 | 0.036 | 0.029 | 0.030 | 0.030 | 0.034 | 0.764 | |
| 4.8 | µm | 0.115 | 0.078 | 0.049 | 0.014 | 0.010 | 0.010 | 0.004 | 0.005 | 0.004 | 0.004 | 0.076 |
| n | 16 | 32 | 48 | 64 | 80 | 96 | 128 | 160 | 192 | 224 | − | |
| µm | 0.342 | 0.136 | 0.078 | 0.048 | 0.042 | 0.040 | 0.030 | 0.030 | 0.032 | 0.034 | 0.719 | |
| µm | 0.116 | 0.087 | 0.064 | 0.023 | 0.022 | 0.019 | 0.006 | 0.007 | 0.008 | 0.007 | 0.075 |
| v/(mm s−1) | tept/s | 3.33 | 6.67 | 10.00 | 13.33 | 16.67 | 20.00 | 26.67 | 33.33 | 40.00 | 46.67 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| µm | ||||||||||||
| 0.3 | µm | |||||||||||
| n | 1 | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | − | |
| µm | ||||||||||||
| 0.6 | µm | |||||||||||
| n | 2 | 4 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | 28 | − | |
| µm | ||||||||||||
| 1.2 | µm | |||||||||||
| n | 4 | 8 | 12 | 16 | 20 | 24 | 32 | 40 | 48 | 56 | − | |
| µm | ||||||||||||
| 2.4 | µm | |||||||||||
| n | 8 | 16 | 24 | 32 | 40 | 48 | 64 | 80 | 96 | 112 | − | |
| µm | ||||||||||||
| 4.8 | µm | |||||||||||
| n | 16 | 32 | 48 | 64 | 80 | 96 | 128 | 160 | 192 | 224 | − | |
| µm | ||||||||||||
| µm |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cornelsen, M.; Deutsch, C.; Seitz, H. Influence of the Velocity and the Number of Polishing Passages on the Roughness of Electrolytic Plasma Polished Pipe Inner Surfaces. Metals 2018, 8, 330. https://doi.org/10.3390/met8050330
Cornelsen M, Deutsch C, Seitz H. Influence of the Velocity and the Number of Polishing Passages on the Roughness of Electrolytic Plasma Polished Pipe Inner Surfaces. Metals. 2018; 8(5):330. https://doi.org/10.3390/met8050330
Chicago/Turabian StyleCornelsen, Matthias, Carolin Deutsch, and Hermann Seitz. 2018. "Influence of the Velocity and the Number of Polishing Passages on the Roughness of Electrolytic Plasma Polished Pipe Inner Surfaces" Metals 8, no. 5: 330. https://doi.org/10.3390/met8050330