Characteristics of Ti6Al4V Powders Recycled from Turnings via the HDH Technique




Abstract
:1. Introduction
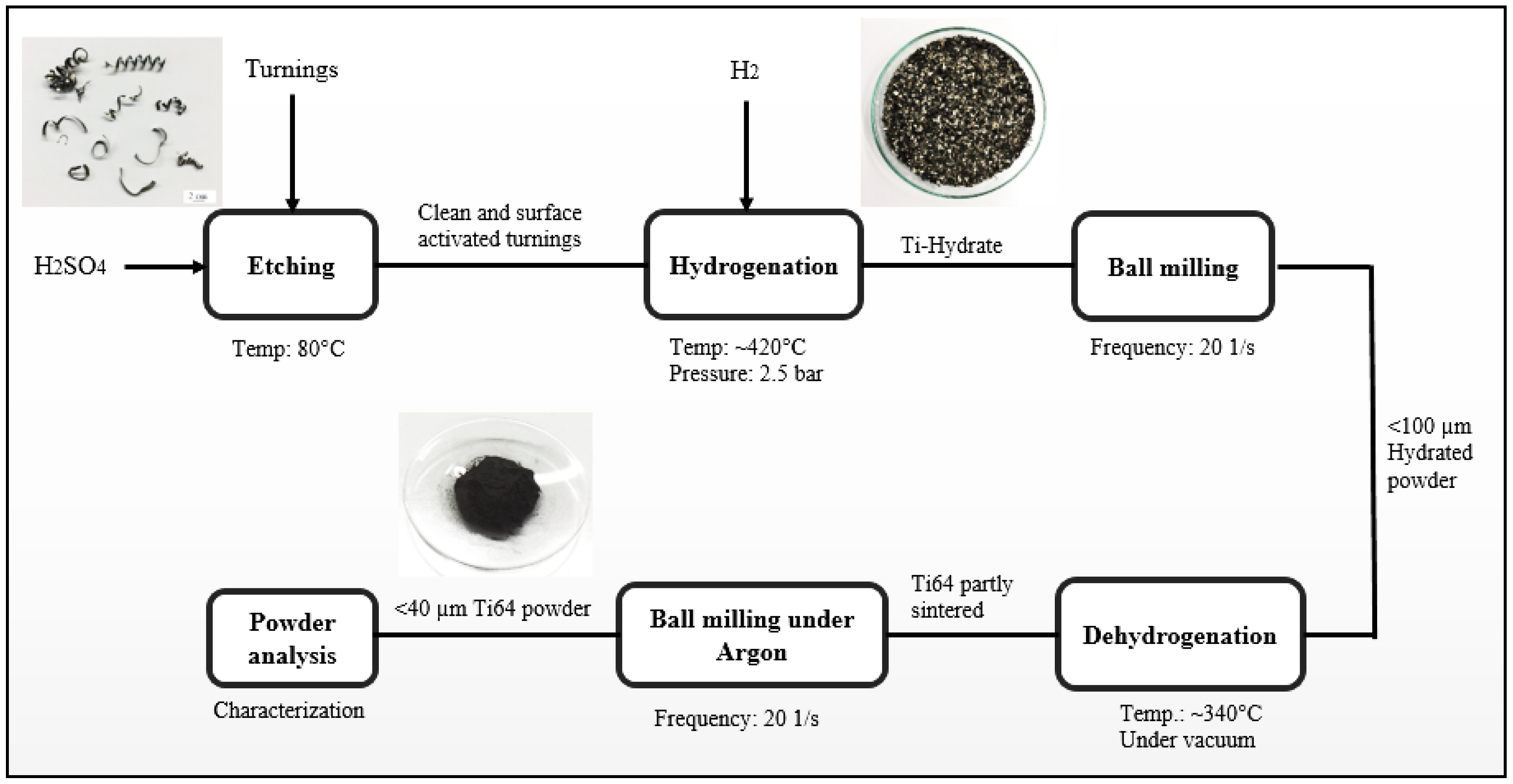
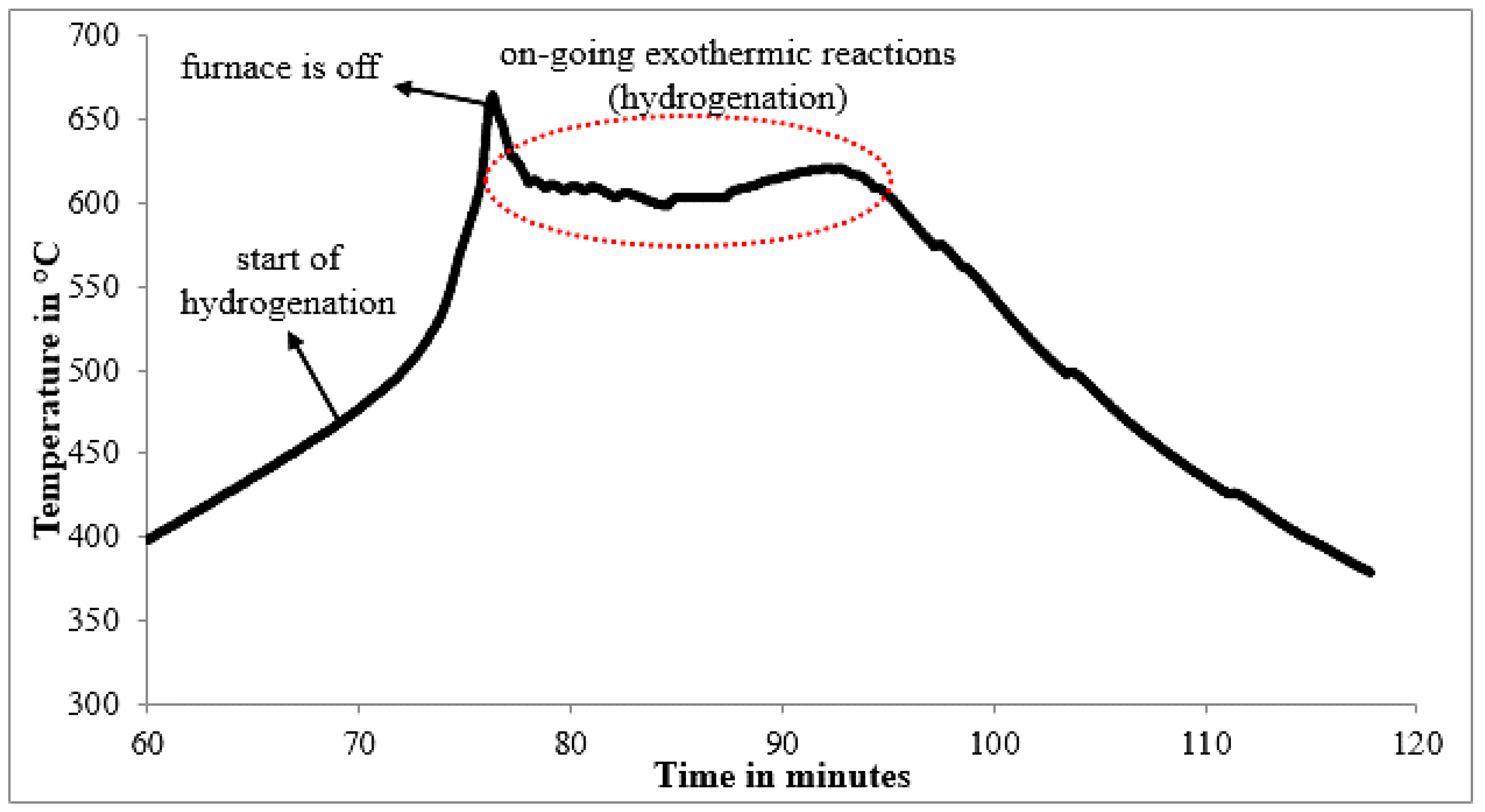
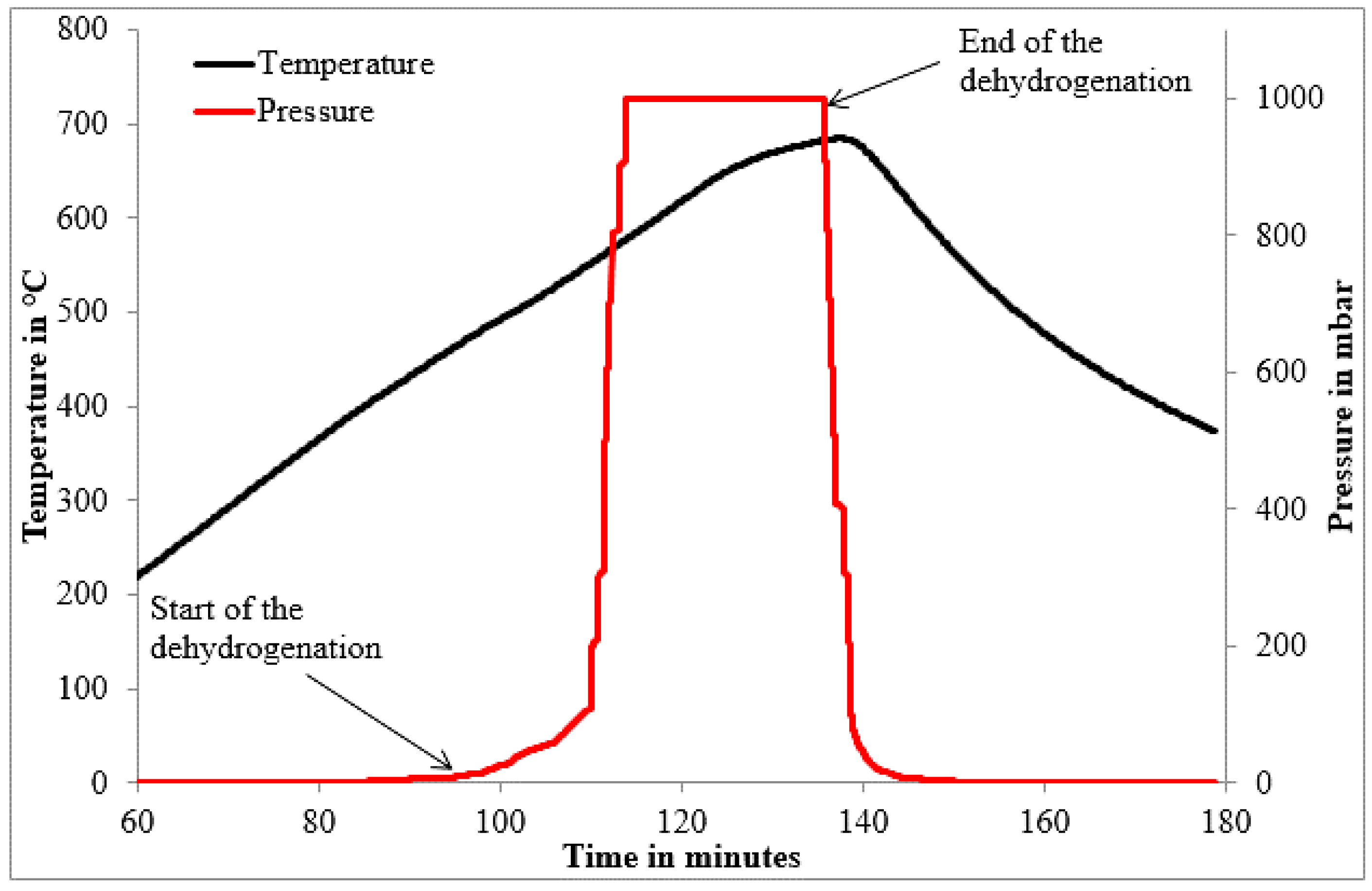
2. Experimental Methodology
3. Results
4. Discussion
5. Conclusions
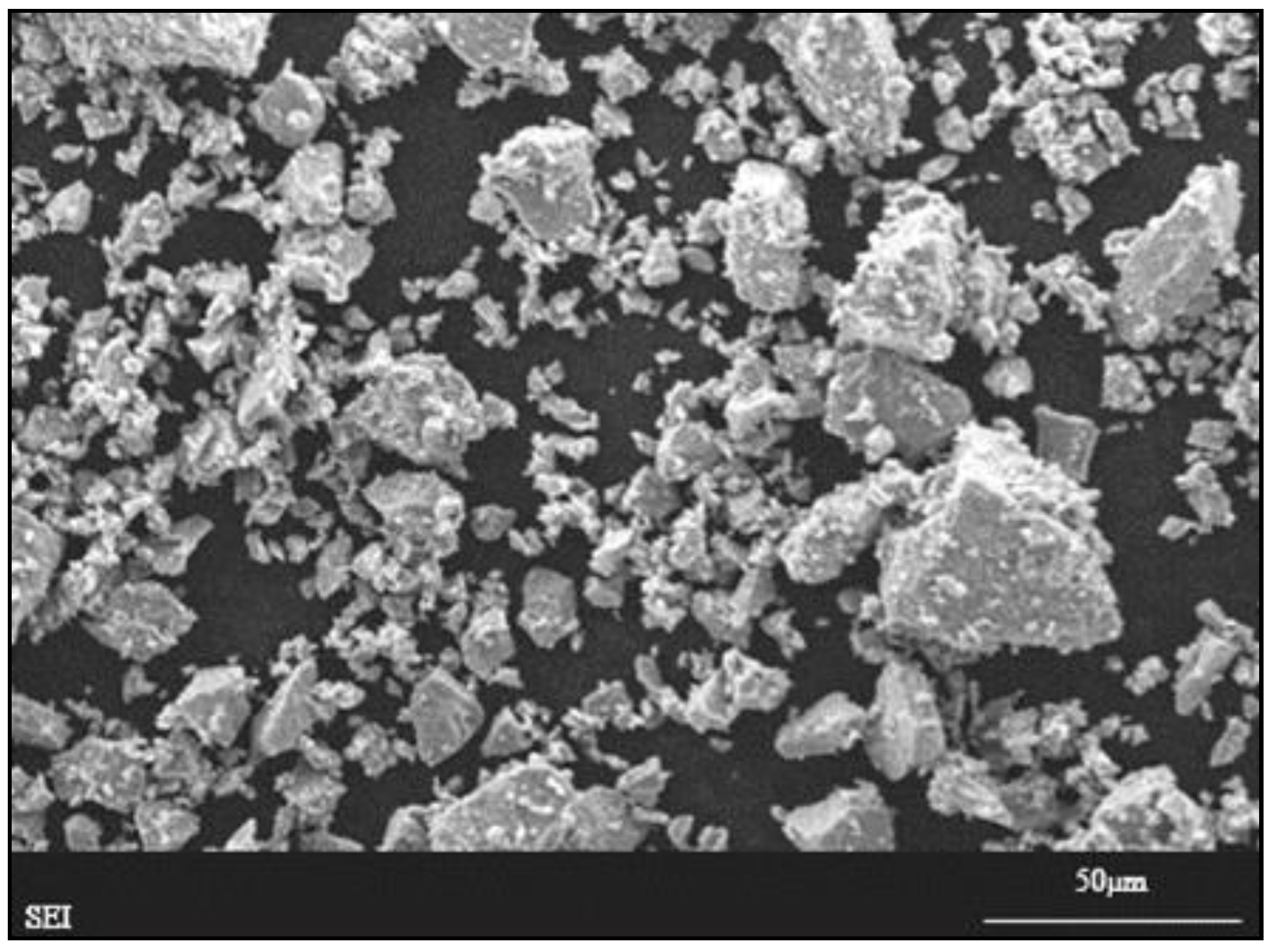
- Morphology of the powders synthesized by the HDH method is irregular and perfect spherical shapes cannot be achieved. However, in the future the morphology of the powder can be changed by using an extra spheroidization process at the end.
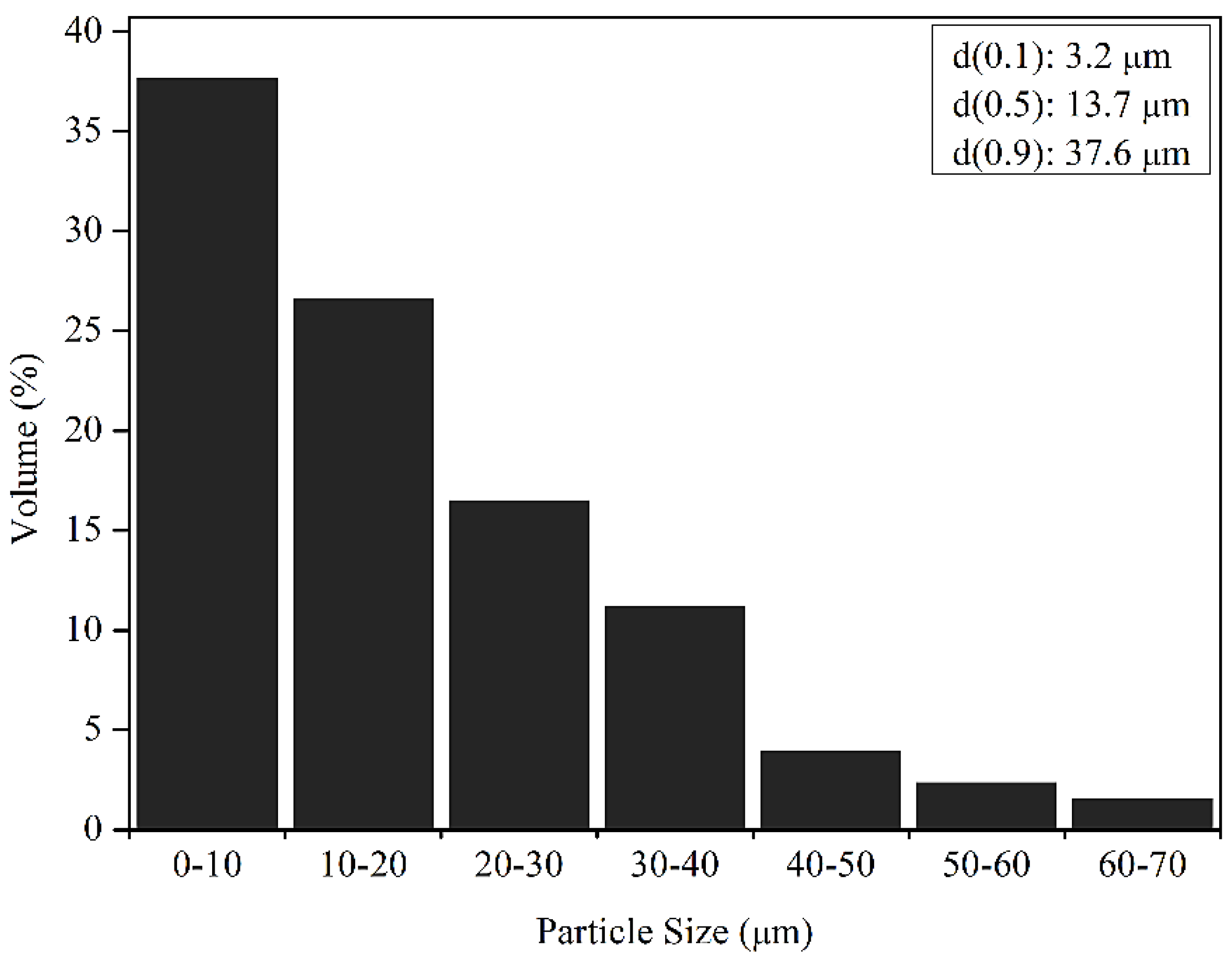
- The particle size of the recycled powder product is under 45 μm. The size distribution is suitable to use in both additive manufacturing and coating methods. The average particle size and range of powder could be changed by using different milling conditions according to the further process where the powder will be used.
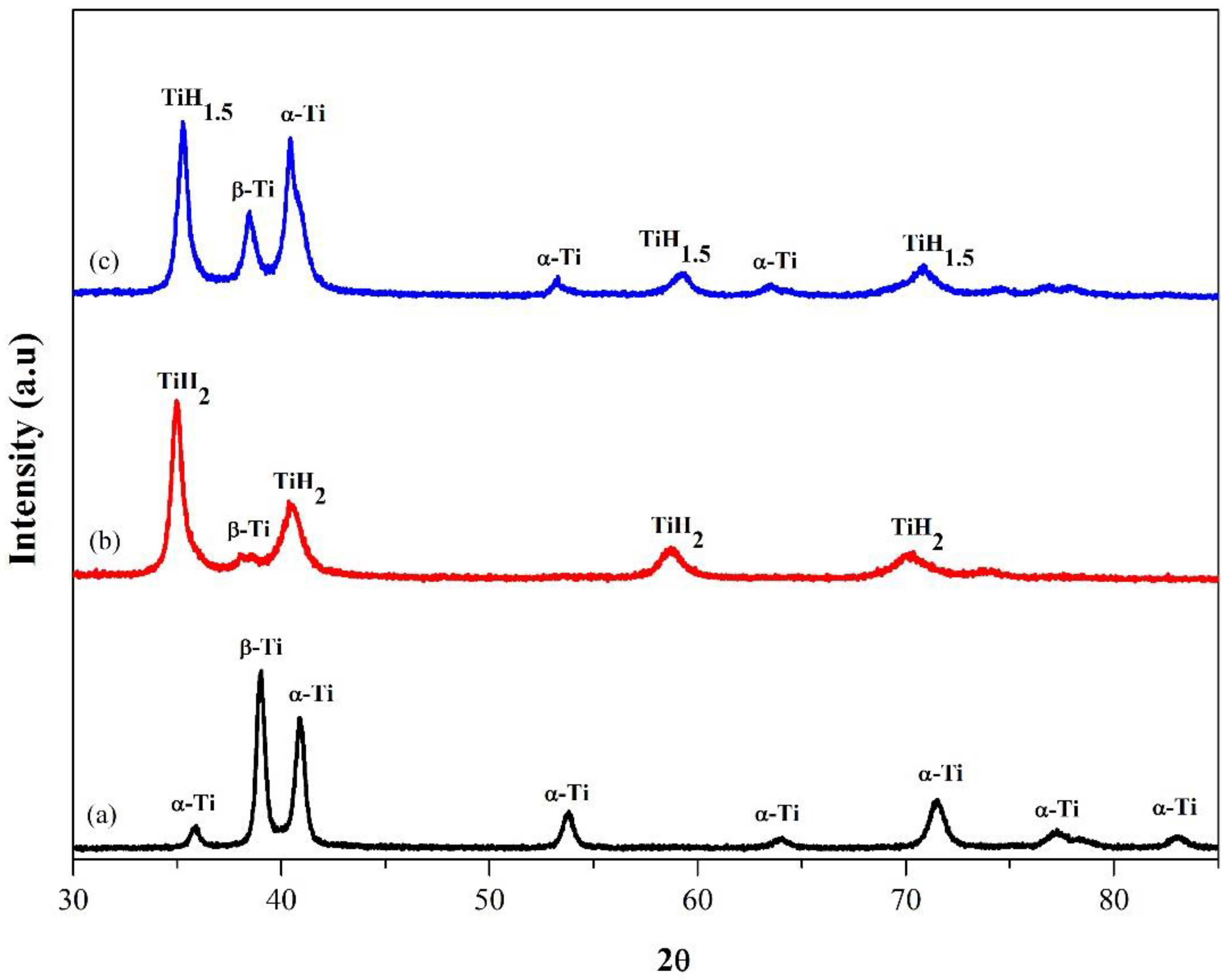
- The concentration of alloying elements, such as Al, V, and Fe, is in an acceptable range in terms of standards. However, the oxygen content of the final powder is near the acceptable limit of the Grade 5 standard, but this content could be reduced by using better vacuum conditions to reduce the air concentration in the reactor. Optimizing the particle size distribution and more effective dehydrogenation parameters could reduce the oxygen content. Furthermore, the hydrogen level is higher than the specified range (0.06 ± 0.03 wt. %) of the relevant standards due to the remaining hydrate phases in the powder. Therefore, the dehydrogenation procedure applied in this study must be improved (better vacuum, longer dehydrogenation time, optimized particle size range) to remove all hydrate phases.
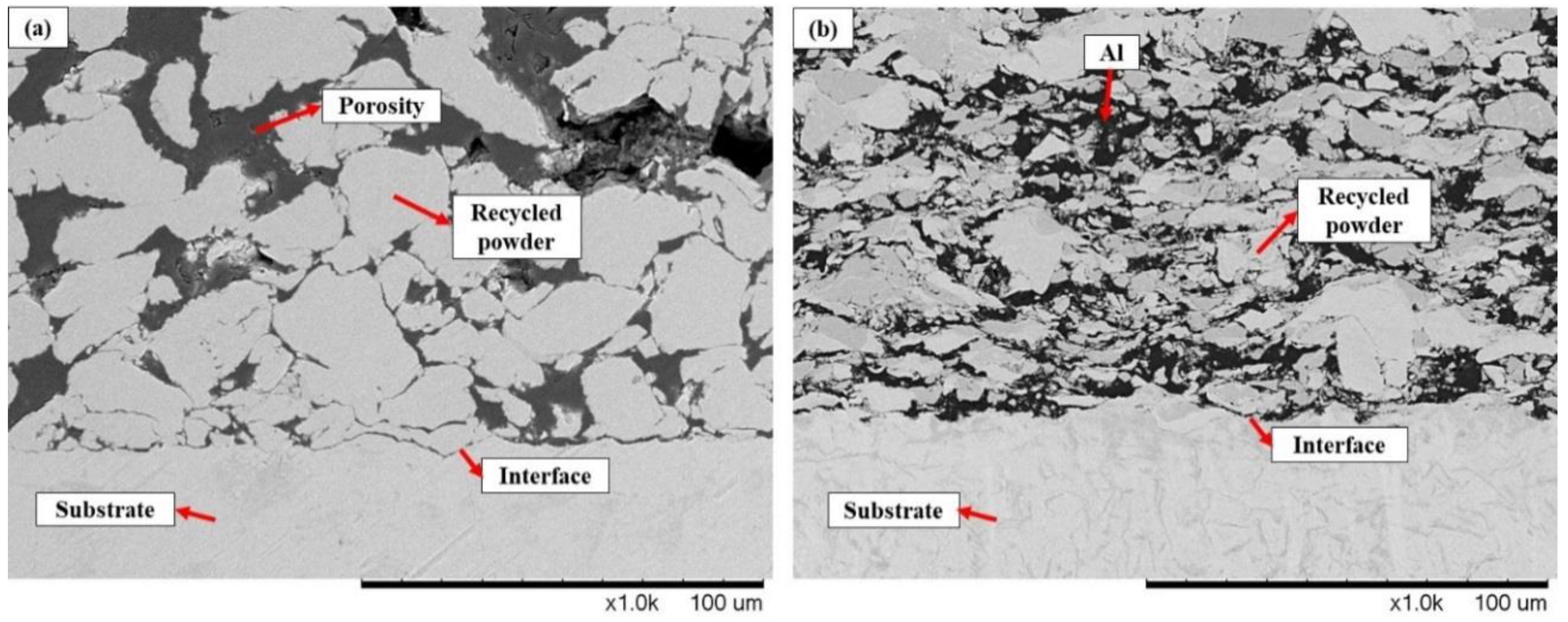
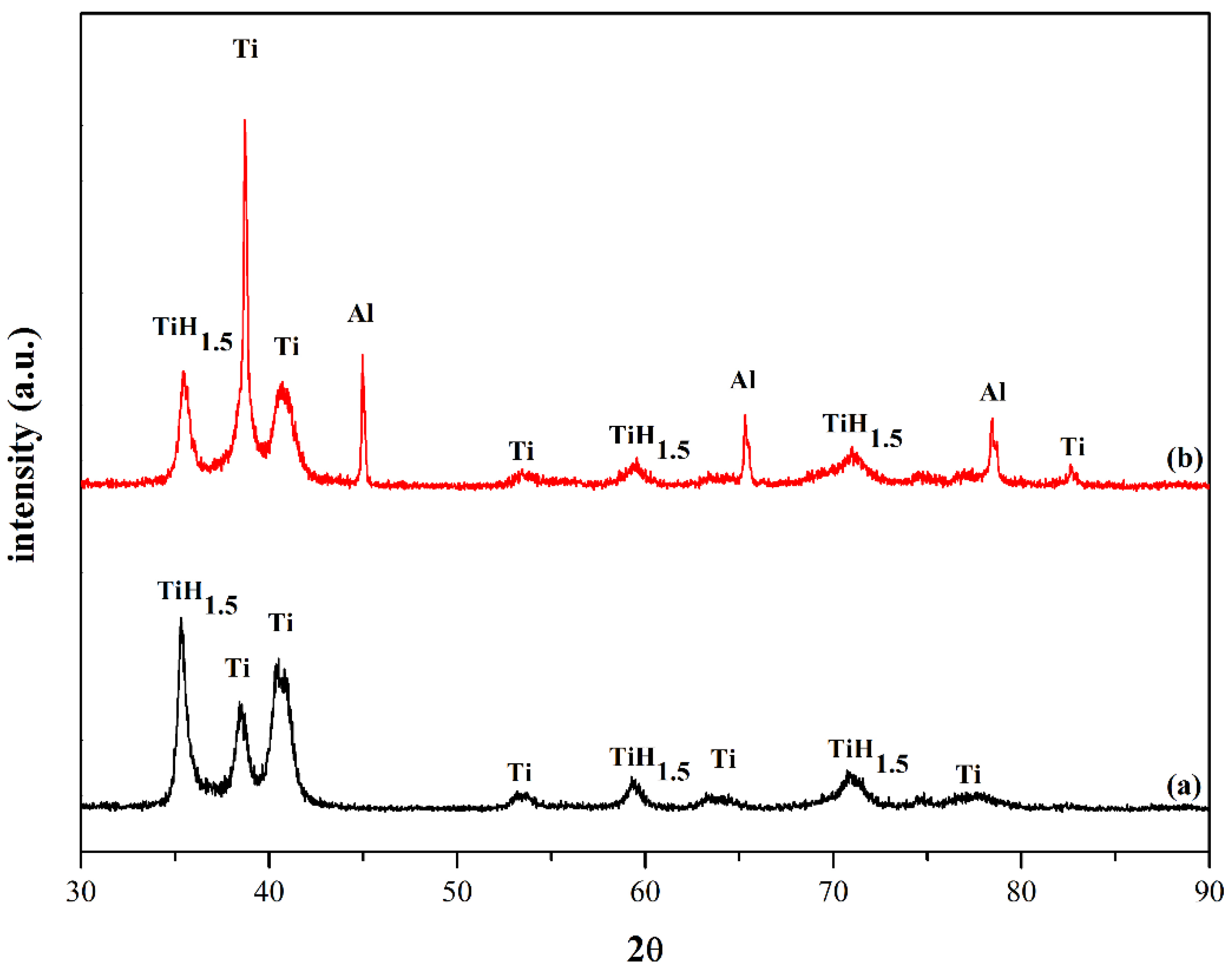
- Low pressure cold spray deposition studies revealed the potential of the powders obtained by the HDH process for coating. In order to evaluate the usability of this powder produced from turnings scrap, the characteristics of the deposits from this powder are being investigated and the results will be presented in a follow-up publication.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Fang, T.Y.; Wang, W.H. Microstructural features of thermochemical processing in a Ti-6Al-4V alloy. Mater. Chem. Phys. 1998, 56, 35–47. [Google Scholar] [CrossRef]
- Pan, L.; Wang, C.M.; Chen, Y.G.; Xiao, S.F. Recovery of Ti-6Al-4V Alloy Scrap by Hydrogenation and Hydride Sintering. Adv. Mater. Res. 2014, 1061–1062, 492–496. [Google Scholar] [CrossRef]
- Ustinov, V.S.; Petrunko, A.N.; Olesov, Y.G.; Ognev, R.K. A Novelty in the Field of Titanium Powder Metallurgy; Springer: New York, NY, USA, 1982; pp. 2315–2321. [Google Scholar]
- Goonan, T.G. Titanium Recycling in the United States in 2004. In Overview of Flow Studies for Recycling Metal Commodities in the United States; U.S. Geological Survey: Reston, VA, USA, 2004; pp. 1–16. [Google Scholar]
- American Society for Metals. Titanium and Titanium Alloys; ASM International: Geauga County, OH, USA, 1982. [Google Scholar]
- Prakash, P. Additive Manufacturing in Aerospace and Defence Sector: Strategy of India. J. Def. Stud. 2018, 12, 39–60. [Google Scholar]
- Jardini, A.L.; Larosa, M.A.; Kaasi, A.; Kharmandayan, P. Additive Manufacturing in Medicine. Ref. Modul. Mater. Sci. Mater. Eng. 2017, 1–21. [Google Scholar] [CrossRef]
- Brookes, K.J.A. 3D printing materials in Maastricht. Met. Powder Rep. 2015, 70, 68–78. [Google Scholar] [CrossRef]
- Rotmann, B.; Lochbichler, C.; Friedrich, B. Challenges in titanium recycling—Do we need a new specification for secondary alloys? In Proceedings of the European Metallurgical Conference 2011 Resources Efficiency in the Non-Ferrous Metals Industry, Optimization and Improvement, Düsseldorf, Germany, 26–29 June 2011; pp. 1–15. [Google Scholar]
- Oh, J.M.; Roh, K.M.; Lee, B.K.; Suh, C.Y.; Kim, W.; Kwon, H.; Lim, J.W. Preparation of low oxygen content alloy powder from Ti binary alloy scrap by hydrogenation-dehydrogenation and deoxidation process. J. Alloys Compd. 2014, 593, 61–66. [Google Scholar] [CrossRef]
- Mitkov, M.; Božić, D. Hydride-dehydride conversion of solid Ti6Al4V to powder form. Mater. Charact. 1996, 37, 53–60. [Google Scholar] [CrossRef]
- McCracken, C.G.; Robison, J.W.; Motchenbacher, C.A. Manufacture of HDH Low Oxygen Titanium-6aluminium-4vanadium (Ti-6-4) Powder Incorporating a Novel Powder De-Oxidation Step; The European Powder Metallurgy Association: Shrewsbury, UK, 2009; pp. 7146–7152. [Google Scholar]
- Gao, W.; Li, W.; Zhou, J.; Hodgson, P.D. Thermodynamics approach to the hydrogen diffusion and phase transformation in titanium particles. J. Alloys Compd. 2011, 509, 2523–2529. [Google Scholar] [CrossRef]
- Tosetti, J.P.; Beneduce, F.; Rodrigues, D. Evaluation of Different Routes for HDH Processing of Ti-6Al-4V Alloy. Mater. Sci. Forum 2003, 416–418, 323–328. [Google Scholar] [CrossRef]
- Azevedo, C.R.F.; Rodrigues, D.; Neto, F.B. Ti-Al-V powder metallurgy (PM) via the hydrogenation-dehydrogenation (HDH) process. J. Alloys Compd. 2003, 353, 217–227. [Google Scholar] [CrossRef]
- Peng, Q.; Yang, B.; Liu, L.; Song, C.; Friedrich, B. Porous TiAl alloys fabricated by sintering of TiH2 and Al powder mixtures. J. Alloys Compd. 2016, 656, 530–538. [Google Scholar] [CrossRef]
- Peng, Q.; Yang, B.; Friedrich, B. Porous Titanium Parts Fabricated by Sintering of TiH2 and Ti Powder Mixtures. J. Mater. Eng. Perform. 2018, 27, 228–242. [Google Scholar] [CrossRef]
- Valdek, M.; Helmo, K.; Pritt, K.; Besterci, M. Characterization of Powder Particle. Methods 2001, 7, 22–34. [Google Scholar]
- Geldart, D.; Abdullah, E.C.; Hassanpour, A.; Nwoke, L.C.; Wouters, I. Characterization of powder flowability using measurement of angle of repose. China Part 2006, 4, 104–107. [Google Scholar] [CrossRef]
- Specification, S. Standard Specification for Titanium and Titanium Alloy Forgings 1; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Specification, S. Standard Specification for Titanium and Titanium Alloy Bars and Billets 1; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Specification, S. Standard Specification for Titanium and Titanium Alloy Strip, Sheet, and Plate 1; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Containing, M.; Than, L.; Percent, T.; Bars, T.A. Standard Specification for Powder Metallurgy (PM) Titanium and Titanium Alloy; ASTM International: West Conshohocken, PA, USA, 2017; pp. 12–15. [Google Scholar]
- Singh, H.; Sidhu, T.S. Cold Spray Technology: Future of Coating Deposition Processes. Frat. Integr. Strutt. 2012, 22, 69–84. [Google Scholar]
- Moridi, A.; Guagliano, M.; Dao, M. Cold spray coating: Review of material systems and future perspectives. Surf. Eng. 2014, 36, 369–395. [Google Scholar] [CrossRef]
- Cetiner, D.; Paksoy, A.H.; Tazegul, O.; Baydogan, M.; Guleryuz, H.; Cimenoglu, H.; Atar, E. A novel fabrication method for a TiO2 layer over CoCr alloy. Surf. Eng. 2018. [Google Scholar] [CrossRef]
- Vo, P.; Goldbaum, D.; Wong, W.; Irissou, E.; Legoux, J.; Chromik, R.R.; Yue, S. Cold-Spray Processing of Titanium and Titanium Alloys; Elsevier Inc.: Philadelphia, PA, USA, 2015. [Google Scholar]
- Ajdelsztajn, L.; Jodoin, B.; Schoenung, J.M. Synthesis and mechanical properties of nanocrystalline Ni coatings produced by cold gas dynamic spraying. Surf. Coat. Technol. 2006, 201, 1166–1172. [Google Scholar] [CrossRef]
- Xiong, Y.; Xiong, X.; Yoon, S.; Bae, G.; Lee, C. Dependence of Bonding Mechanisms of Cold Sprayed Coatings on Strain-Rate-Induced Non-Equilibrium Phase Transformation. J. Therm. Spray Technol. 2011, 20, 860–865. [Google Scholar] [CrossRef]
- Wong, W.; Rezaeian, A.; Irissou, E.; Legoux, J.G.; Yue, S. Cold Spray Characteristics of Commercially Pure Ti and Ti-6Al-4V. Adv. Mater. Res. 2010, 89–91, 639–644. [Google Scholar] [CrossRef]
- Wong, W.; Vo, P.; Irissou, E.; Ryabinin, A.N.; Legoux, J.G.; Yue, S. Effect of particle morphology and size distribution on cold-sprayed pure titanium coatings. J. Therm. Spray Technol. 2013, 22, 1140–1153. [Google Scholar] [CrossRef]
- Bose, S.; Vahabzadeh, S.; Bandyopadhyay, A. Bone tissue engineering using 3D printing. Mater. Today 2013, 16, 496–504. [Google Scholar] [CrossRef]
- Sun, P.; Fang, Z.Z.; Xia, Y.; Zhang, Y.; Zhou, C. A novel method for production of spherical Ti-6Al-4V powder for additive manufacturing. Powder Technol. 2016, 301, 331–335. [Google Scholar] [CrossRef]
- Bhosle, V.; Baburaj, E.G.; Miranova, M.; Salama, K. Dehydrogenation of TiH2. Mater. Sci. Eng. A 2003, 356, 190–199. [Google Scholar] [CrossRef]
- Bhattiprolu, V.S.; Johnson, K.W.; Ozdemir, O.C.; Crawford, G.A. Influence of feedstock powder and cold spray processing parameters on microstructure and mechanical properties of Ti-6Al-4V cold spray depositions. Surf. Coat. Technol. 2018, 335, 1–12. [Google Scholar] [CrossRef]
- Wang, C.; Zhang, Y.; Wei, Y.; Mei, L.; Xiao, S.; Chen, Y. XPS study of the deoxidization behavior of hydrogen in TiH2 powders. Powder Technol. 2016, 302, 423–425. [Google Scholar] [CrossRef]
- Goso, X.; Kale, A. Production of titanium metal powder by the HDH process. J. S. Afr. Inst. Min. Metall. 2011, 111, 203–210. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Al wt. % | V wt. % | Fe wt. % | O wt. % | H wt. % | Ti wt. % |
|---|---|---|---|---|---|---|
| Dehydrogenated powder | 5.57 ± 0.6 | 3.97 ± 0.5 | 0.2 ± 0.09 | 0.32 ± 0.15 | 0.06 ± 0.03 | balance |
| ASTM B265-15/B348-13/B381-13 Grade 23 [20,21,22] | 5.5–6.5 | 3.5–4.5 | 0.25 max | 0.13 max | 0.0125 max | balance |
| ASTM B988-13 Grade 5 [23] | 5.5–6.75 | 3.5–4.5 | 0.4 max | 0.3 max | 0.015 max | balance |
| Carrier Gas | He | Air |
|---|---|---|
| Feedstock | Recycled powder | 97 wt. % Recycled powder + 3 wt. % Al |
| Gas pressures (bar) | 6 | 6 |
| Traverse speed (mm/s) | 5 | 1 |
| Number of pass | 3 | 2 |
| Beam distance (mm) | 2 | 2 |
| Standoff distance (cm) | 1 | 1 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gökelma, M.; Celik, D.; Tazegul, O.; Cimenoglu, H.; Friedrich, B. Characteristics of Ti6Al4V Powders Recycled from Turnings via the HDH Technique. Metals 2018, 8, 336. https://doi.org/10.3390/met8050336
Gökelma M, Celik D, Tazegul O, Cimenoglu H, Friedrich B. Characteristics of Ti6Al4V Powders Recycled from Turnings via the HDH Technique. Metals. 2018; 8(5):336. https://doi.org/10.3390/met8050336
Chicago/Turabian StyleGökelma, Mertol, Dilara Celik, Onur Tazegul, Huseyin Cimenoglu, and Bernd Friedrich. 2018. "Characteristics of Ti6Al4V Powders Recycled from Turnings via the HDH Technique" Metals 8, no. 5: 336. https://doi.org/10.3390/met8050336
APA StyleGökelma, M., Celik, D., Tazegul, O., Cimenoglu, H., & Friedrich, B. (2018). Characteristics of Ti6Al4V Powders Recycled from Turnings via the HDH Technique. Metals, 8(5), 336. https://doi.org/10.3390/met8050336