Effect of Silicon on the Microstructure and Performance of the New Binary Deep Eutectic Ti–Cu–Zr–Ni-Based Filler Metal


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
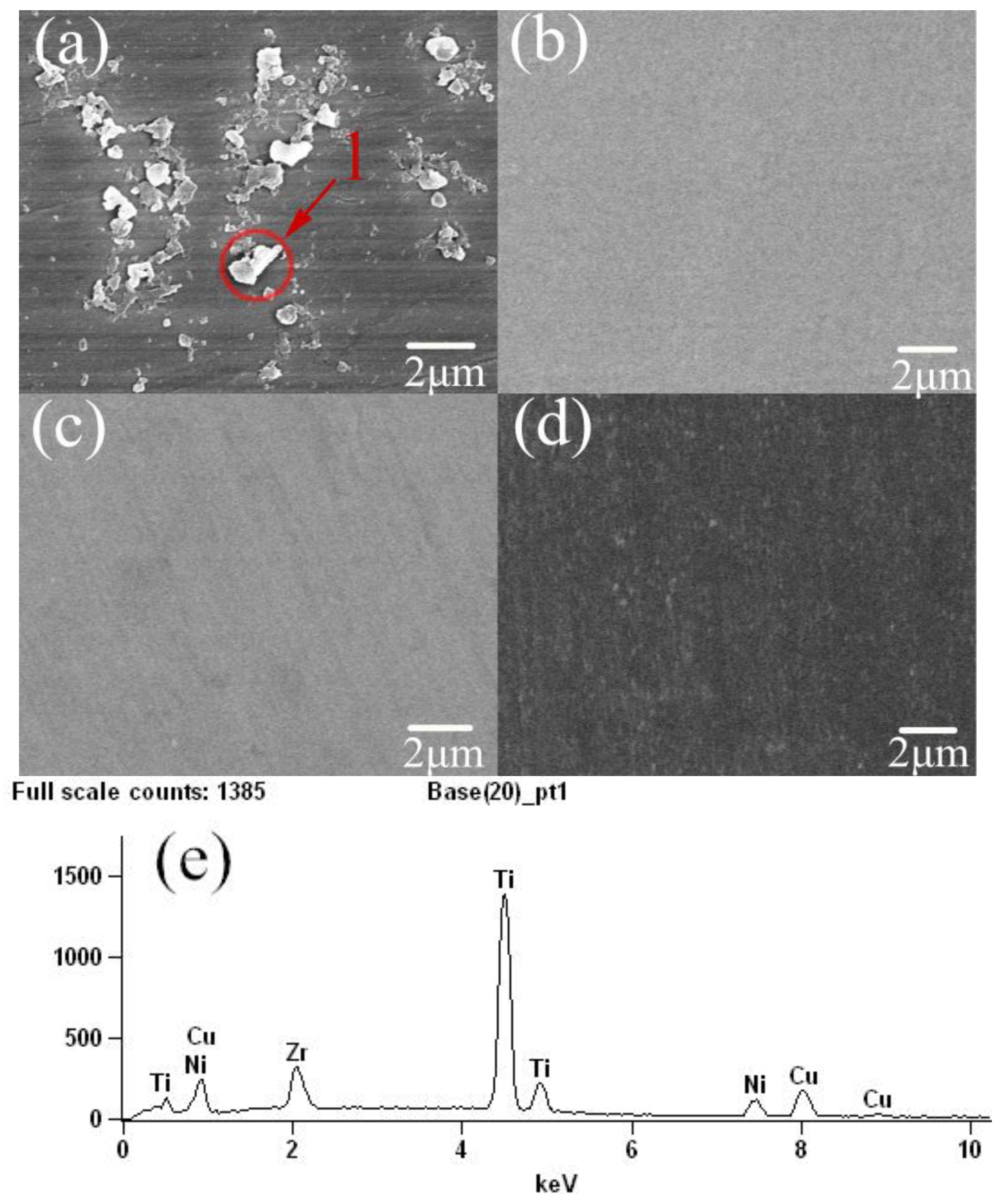
3.1. Composition
3.2. Thermodynamic Characteristics
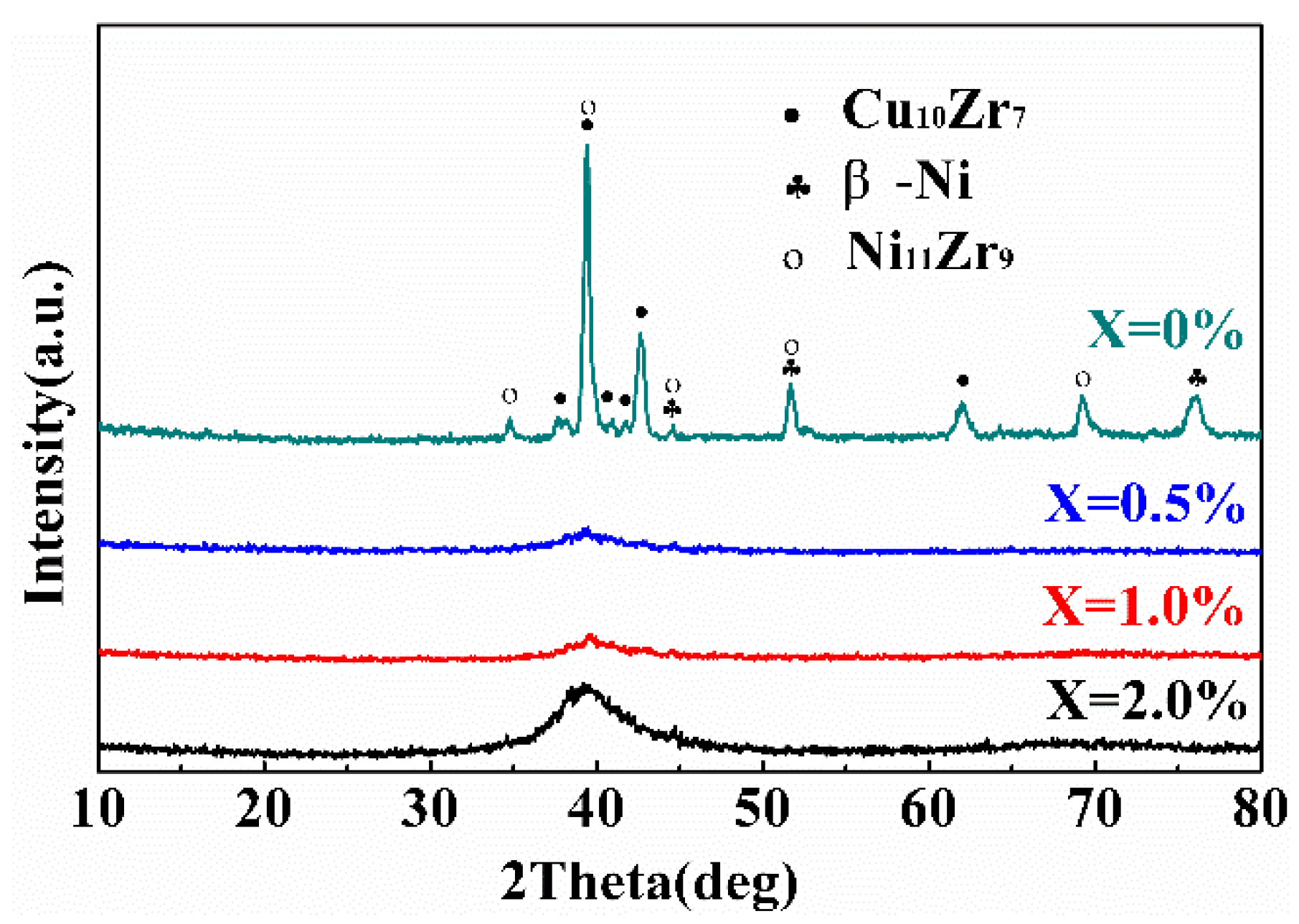
3.3. Amorphous Forming Ability
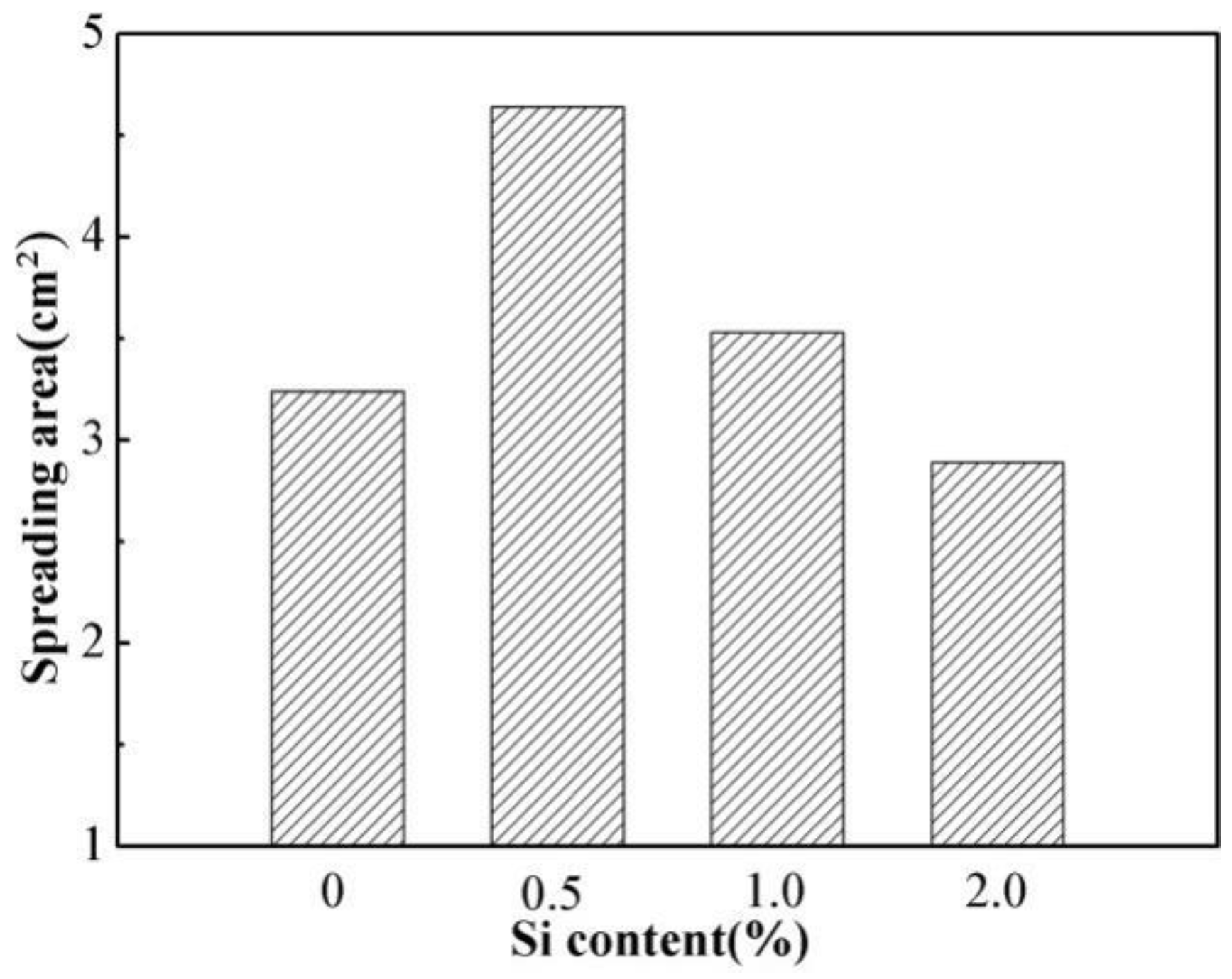
3.4. Wettability
3.5. Mechanical Properties
4. Conclusions
- The design based on binary deep eutectic or proportionally mixing binary eutectics composites can enhance the glass-forming ability of the filler metal.
- The amorphous forming ability of the filler metal can be improved with the addition of silicon (Si) to TA–Six (x = 0, 0.5, 1.0 and 2.0%) filler metals.
- The filler metal presents the strongest amorphous forming ability when the content of Si is up to 0.5%.
- The supercooled phase region width (∆Tx max = 60 °C), the reduced glass transition temperature (Trg max = 0.5554), the parameter γ (γmax = 0.3150) for inferring the relative glass-forming ability of the amorphous alloys, and the wetting area (4.64 cm2), reach their maximum values, and the liquidus temperature (Tl min= 932 °C) reach its minimum value when the Si content is up to 0.5%.
- In the same brazing technology conditions, the shear intensity of the brazing joints is the highest when using the filler metal TA–Si0.5% (102 MPa), being 122% higher than that obtained when using the filler metal TA–Si0% (46 MPa).
Author Contributions
Funding
Conflicts of Interest
References
- Stein, R.S.; Kuwata, M. Microstructure and mechanical properties of Mg–5Nb metal-metal composite reinforced with nano SiC ceramic particles. Metals 2012, 2, 178–194. [Google Scholar]
- Cai, S.; Chen, T.; Zhang, X. Effect of remelting duration on microstructure and properties of SiCp/Al composite fabricated by powder-thixoforming for electronic packaging. Metals 2016, 6, 311. [Google Scholar] [CrossRef]
- Tang, C.; He, Z.; He, X.; Huang, J.; Yi, Y.; Wang, H.; Wang, T. Preparation and characterization of SiC hollow microspheres. Mater. Lett. 2017, 207, 104–108. [Google Scholar] [CrossRef]
- Shi, J.M.; Feng, J.C.; Liu, H.; Tian, X.Y.; Zhang, L.X. Vacuum brazing of the Gr/2024Al composite and TC4 alloy using AgCuTi filler alloy with Ni–Al interlayer as auxiliary heat source. J. Alloys Compd. 2017, 694, 672–681. [Google Scholar] [CrossRef]
- Cao, X.; Xu, X.; Wang, C.; Pyoun, Y.; Wang, Q. Effect of ultrasonic surface impact on the fatigue behavior of Ti–6Al–4V subject to simulated body fluid. Metals 2017, 7, 440. [Google Scholar] [CrossRef]
- Song, X.R.; Li, H.J.; Zeng, X. Brazing of C/C composites to Ti6Al4V using multiwall carbon nanotubes reinforced TiCuZrNi brazing alloy. J. Alloys Compd. 2016, 664, 175–180. [Google Scholar] [CrossRef]
- Ba, J.; Wang, Y.; Liu, Y.; Lin, J.; Qi, J.; Wang, G.; Zhong, Z.; Ma, Q.; Wang, Z.; Feng, J. In situ consume excessive Ti element and form fine Ti based compounds as reinforcements for strengthening C/C-TC4 joints. Vacuum 2017, 143, 303–311. [Google Scholar] [CrossRef]
- Zhao, Y.; Song, X.; Hu, S.; Zhang, J.; Cao, J.; Fu, W.; Feng, J. Interfacial microstructure and mechanical properties of porous-Si3N4 ceramic and TiAl alloy joints vacuum brazed with AgCu filler. Ceram. Int. 2017, 43, 9738–9745. [Google Scholar] [CrossRef]
- Xiong, J.H.; Huang, J.H.; Zhang, H.; Zhao, X.K. Brazing of carbon fiber reinforced SiC composite and TC4 using Ag–Cu–Ti active brazing alloy. Mater. Sci. Eng. A 2010, 527, 1096–1101. [Google Scholar] [CrossRef]
- Song, X.R.; Li, H.J.; Zeng, X.; Zhang, L. Brazingof C/C composites to Ti6Al4V using graphene nanoplatelets reinforced TiCuZrNi brazing alloy. Mater. Lett. 2016, 183, 232–235. [Google Scholar] [CrossRef]
- Komolafe, B.; Mostafa, A. Wetting and spreading behavior of Ti-based brazing filler on Ti64 substrate. Mater. Res. Express 2017, 4, 066503. [Google Scholar] [CrossRef]
- Cai, Y.S.; Liu, R.C.; Zhu, Z.W.; Cui, Y.Y.; Yang, R. Effect of brazing temperature and brazing time on the microstructure and tensile strength of TiAl-based alloy joints with Ti–Zr–Cu–Ni amorphous alloy as filler metal. Intermetallics 2017, 91, 35–44. [Google Scholar] [CrossRef]
- Zhao, S.; Wang, H.; Xiao, L.; Guo, N.; Zhao, D.; Yao, K.; Chen, N. High strain rate sensitivity of hardness in quinary Ti–Zr–Hf–Cu–Ni high entropy metallic glass thin films. Physica E 2017, 94, 100–105. [Google Scholar] [CrossRef]
- Li, Q.; Liu, S.S.; Wang, X.H.; Yang, T.; Dong, C.; Hu, J.T.; Jiang, Y.Q. Mechanical and corrosion properties of Ti–Ni–Cu–Zr metallic glass matrix composites. J. Alloys Compd. 2017, 727, 1344–1350. [Google Scholar] [CrossRef]
- Sun, Y.J.; Qu, D.D.; Huang, Y.J.; Liss, K.D.; Wei, X.S.; Xing, D.W.; Shen, J. Zr–Cu–Ni–Al bulk metallic glasses with superhigh glass-forming ability. Acta Mater. 2009, 57, 1290–1299. [Google Scholar] [CrossRef]
- Sun, H.C.; Ning, Z.L.; Wang, G.; Liang, W.Z.; Shen, H.X.; Sun, J.F.; Xue, X. Tensile strength reliability analysis of Cu48Zr48Al4 amorphous microwires. Metals 2016, 6, 296. [Google Scholar] [CrossRef]
- Madge, S.V.; Louzguineluzgin, D.V.; Inoue, A.; Greer, A.L. Large compressive plasticity in a La-based glass-crystal composite. Metals 2012, 3, 41–48. [Google Scholar] [CrossRef]
- Bu, F.; Wang, J.; Li, L.; Kou, H.; Xue, X.; Li, J. The effect of thermal cycling treatments on the thermal stability and mechanical properties of a Ti-based bulk metallic glass composite. Metals 2016, 6, 274. [Google Scholar] [CrossRef]
- Hsu, C.; Lin, H.; Lee, P. Wear behavior of mechanically alloyed Ti-based bulk metallic glass composites containing carbon nanotubes. Metals 2009, 6, 289. [Google Scholar] [CrossRef]
- Li, P.; Wang, G.; Ding, D.; Shen, J. Glass forming ability and thermodynamics of new Ti–Cu–Ni–Zr bulk metallic glasses. J. Non-Cryst. Solids 2012, 358, 3200–3204. [Google Scholar] [CrossRef]
- Lee, D.M.; Sun, J.H.; Kang, D.H.; Shin, S.Y.; Welsch, G.; Lee, C.H. A deep eutectic point in quaternary Zr–Ti–Ni–Cu system and bulk metallic glass formation near the eutectic point. Intermetallics 2012, 21, 67–74. [Google Scholar] [CrossRef]
- Lee, P.Y.; Cheng, Y.M.; Chen, J.Y.; Hu, C.J. Formation and corrosion behavior of mechanically-alloyed Cu–Zr–Ti bulk metallic glasses. Metals 2017, 7, 148. [Google Scholar] [CrossRef]
- Zhai, H.; Wang, H.; Liu, F. Effects of Sn addition on mechanical properties of Ti-based bulk metallic glass composites. Mater. Des. 2016, 110, 782–789. [Google Scholar] [CrossRef]
- Huang, Y.J.; Shen, J.; Sun, J.F.; Yu, X.B. A new Ti–Zr–Hf–Cu–Ni–Si–Sn bulk amorphous alloy with high glass-forming ability. J. Alloys Compd. 2007, 427, 171–175. [Google Scholar] [CrossRef]
- Li, P.; Wang, G.; Ding, D.; Shen, J. Glass forming ability, thermodynamics and mechanical properties of novel Ti–Cu–Ni–Zr–Hf bulk metallic glasses. Mater. Des. 2014, 53, 145–151. [Google Scholar] [CrossRef]
- Li, X.; Li, L.; Hu, K.; Qu, S. Vacuum brazing of TiAl-based intermetallics with Ti–Zr–Cu–Ni–Co amorphous alloy as filler metal. Intermetallics 2015, 57, 7–16. [Google Scholar] [CrossRef]
- King, D.J.M.; Middleburgh, S.C.; Liu, A.C.Y.; Tahini, H.A.; Lumpkin, G.R.; Cortie, M.B. Formation and structure of V–Zr amorphous alloy thin films. Acta Mater. 2015, 83, 269–275. [Google Scholar] [CrossRef] [Green Version]
- Reyes-Retana, J.A.; Naumis, G.G. The effects of Si substitution on the glass forming ability of Ni–Pd–P system, a DFT study on crystalline related clusters. J. Non-Cryst. Solids 2014, 387, 117–123. [Google Scholar] [CrossRef]
- Gargarella, P.; Pauly, S.; Khoshkhoo, M.S.; Kiminami, C.S.; Kühn, U.; Eckert, J. Improving the glass-forming ability and plasticity of a TiCu-based bulk metallic glass composite by minor additions of Si. J. Alloys Compd. 2016, 663, 531–539. [Google Scholar] [CrossRef]
- Figueroa, I.A.; Davies, H.A.; Todd, I. High glass formability for Cu–Hf–Ti alloys with small additions of Y and Si. Philos. Mag. 2009, 89, 2355–2368. [Google Scholar] [CrossRef]
- Yang, Y.J.; Xing, D.W.; Li, C.P.; Wei, S.D.; Sun, J.K.; Shen, Q.K. A new way of designing bulk metallic glasses in Cu–Ti–Zr–Ni system. Mater. Sci. Eng. A 2007, 448, 15–19. [Google Scholar] [CrossRef]
- Gargarella, P.; Pauly, S.; Khoshkhoo, M.S.; Kühn, U.; Eckert, J. Phase formation and mechanical properties of Ti–Cu–Ni–Zr bulk metallic glass composites. Acta Mater. 2014, 65, 259–269. [Google Scholar] [CrossRef]
- Turnbull, D. Under What Conditions can a Glass be Formed. Contemp. Phys. 1969, 10, 473–488. [Google Scholar] [CrossRef]
- Chen, Q.; Shen, J.; Zhang, D.; Fan, H.; Sun, J.; Mccartney, D.G. A new criterion for evaluating the glass-forming ability of bulk metallic glasses. Mater. Sci. Eng. A 2006, 433, 155–160. [Google Scholar] [CrossRef]
- Lu, Z.P.; Liu, C.T. A new glass-forming ability criterion for bulk metallic glasses. Acta Mater. 2002, 50, 3501–3512. [Google Scholar] [CrossRef]
- Xie, K.F.; Yao, K.F.; Huang, T.Y. Preparation of (Ti0.45Cu0.378Zr0.10Ni0.072)100−xSnx bulk metallic glasses. J. Alloys Compd. 2010, 504, S22–S26. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Tg (°C) | Tx (°C) | Tm (°C) | Tl (°C) | ∆Tx (°C) | Trg | δ | γ |
|---|---|---|---|---|---|---|---|---|
| x = 0% | 304 | 342 | 642 | 964 | 38 | 0.4735 | 0.5182 | 0.2697 |
| x = 0.5% | 341 | 401 | 614 | 932 | 60 | 0.5554 | 0.6785 | 0.3150 |
| x = 1.0% | 350 | 403 | 655 | 943 | 53 | 0.5344 | 0.6796 | 0.3116 |
| x = 2.0% | 355 | 406 | 667 | 951 | 51 | 0.5322 | 0.6812 | 0.3109 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, H.; Wei, F.; Sui, Y.; Qi, J.; He, Y.; Meng, Q. Effect of Silicon on the Microstructure and Performance of the New Binary Deep Eutectic Ti–Cu–Zr–Ni-Based Filler Metal. Metals 2018, 8, 481. https://doi.org/10.3390/met8070481
Gao H, Wei F, Sui Y, Qi J, He Y, Meng Q. Effect of Silicon on the Microstructure and Performance of the New Binary Deep Eutectic Ti–Cu–Zr–Ni-Based Filler Metal. Metals. 2018; 8(7):481. https://doi.org/10.3390/met8070481
Chicago/Turabian StyleGao, He, Fuxiang Wei, Yanwei Sui, Jiqiu Qi, Yezeng He, and Qingkun Meng. 2018. "Effect of Silicon on the Microstructure and Performance of the New Binary Deep Eutectic Ti–Cu–Zr–Ni-Based Filler Metal" Metals 8, no. 7: 481. https://doi.org/10.3390/met8070481
APA StyleGao, H., Wei, F., Sui, Y., Qi, J., He, Y., & Meng, Q. (2018). Effect of Silicon on the Microstructure and Performance of the New Binary Deep Eutectic Ti–Cu–Zr–Ni-Based Filler Metal. Metals, 8(7), 481. https://doi.org/10.3390/met8070481