Effect of Cooling Path on Microstructure Features and Tensile Properties in a Low Carbon Mo-V-Ti-N Steel

Abstract
:1. Introduction
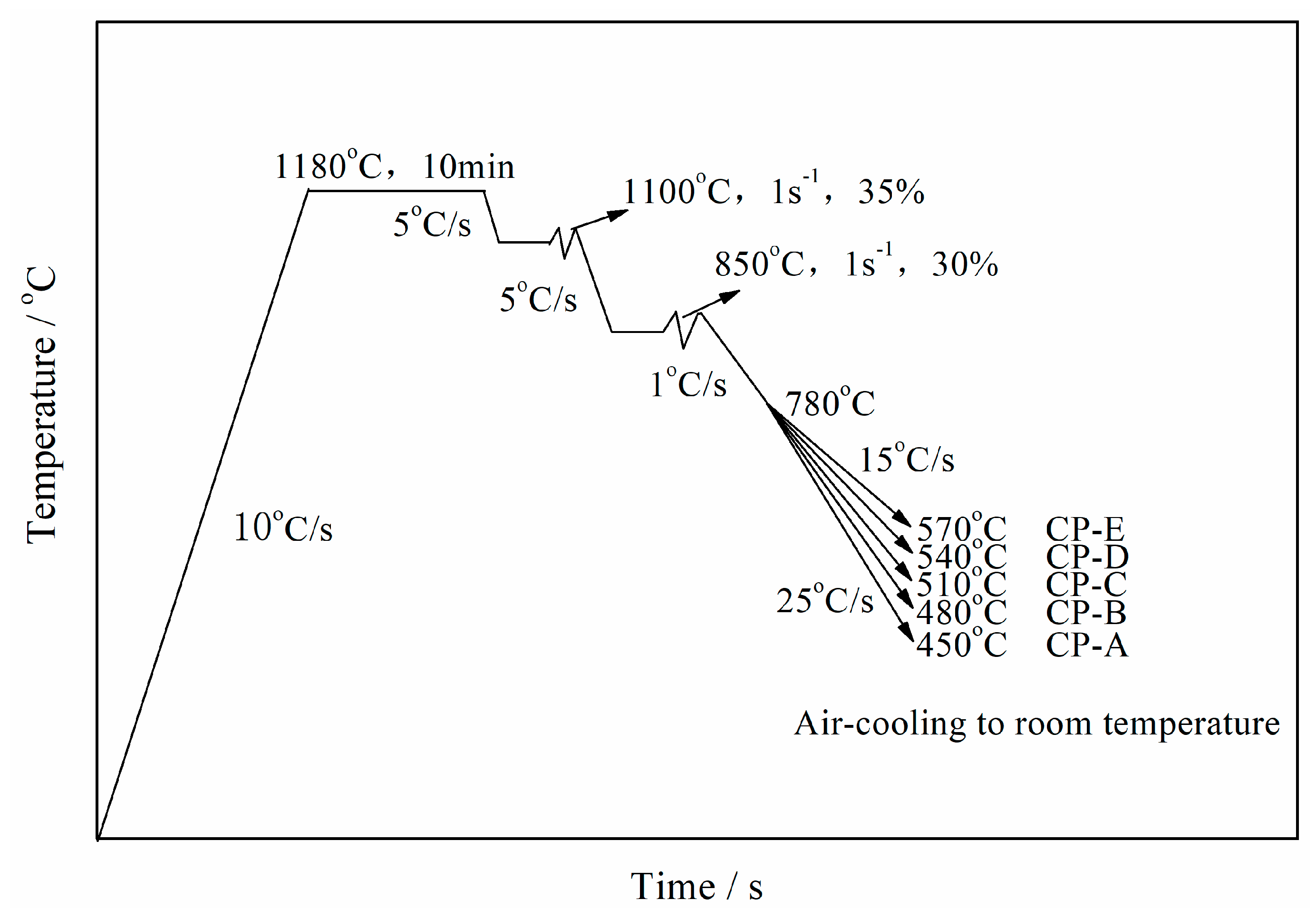
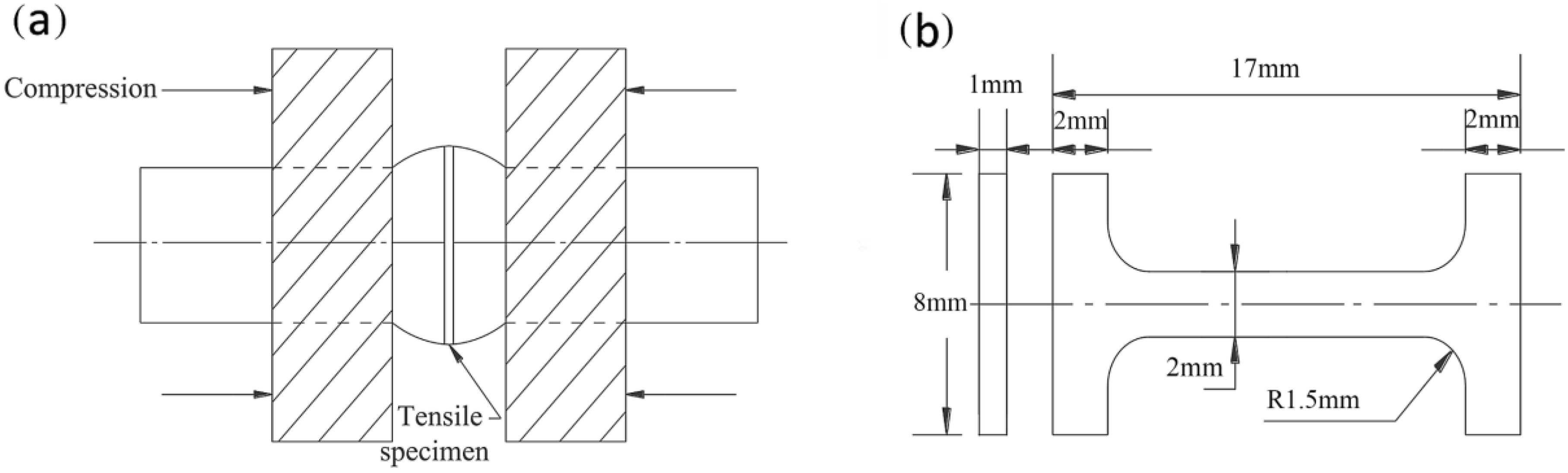
2. Materials and Methods
3. Results
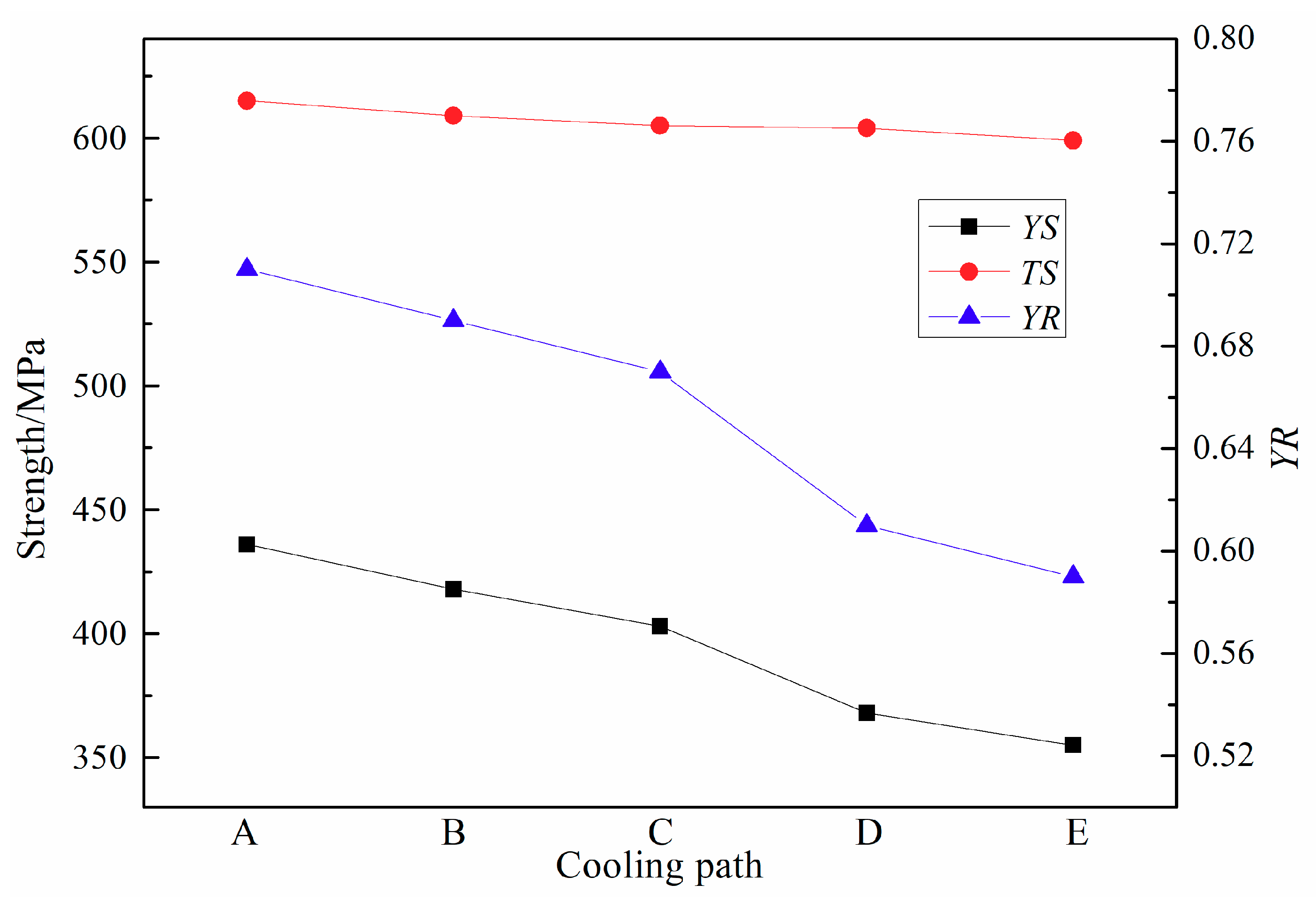
3.1. Tensile Properties
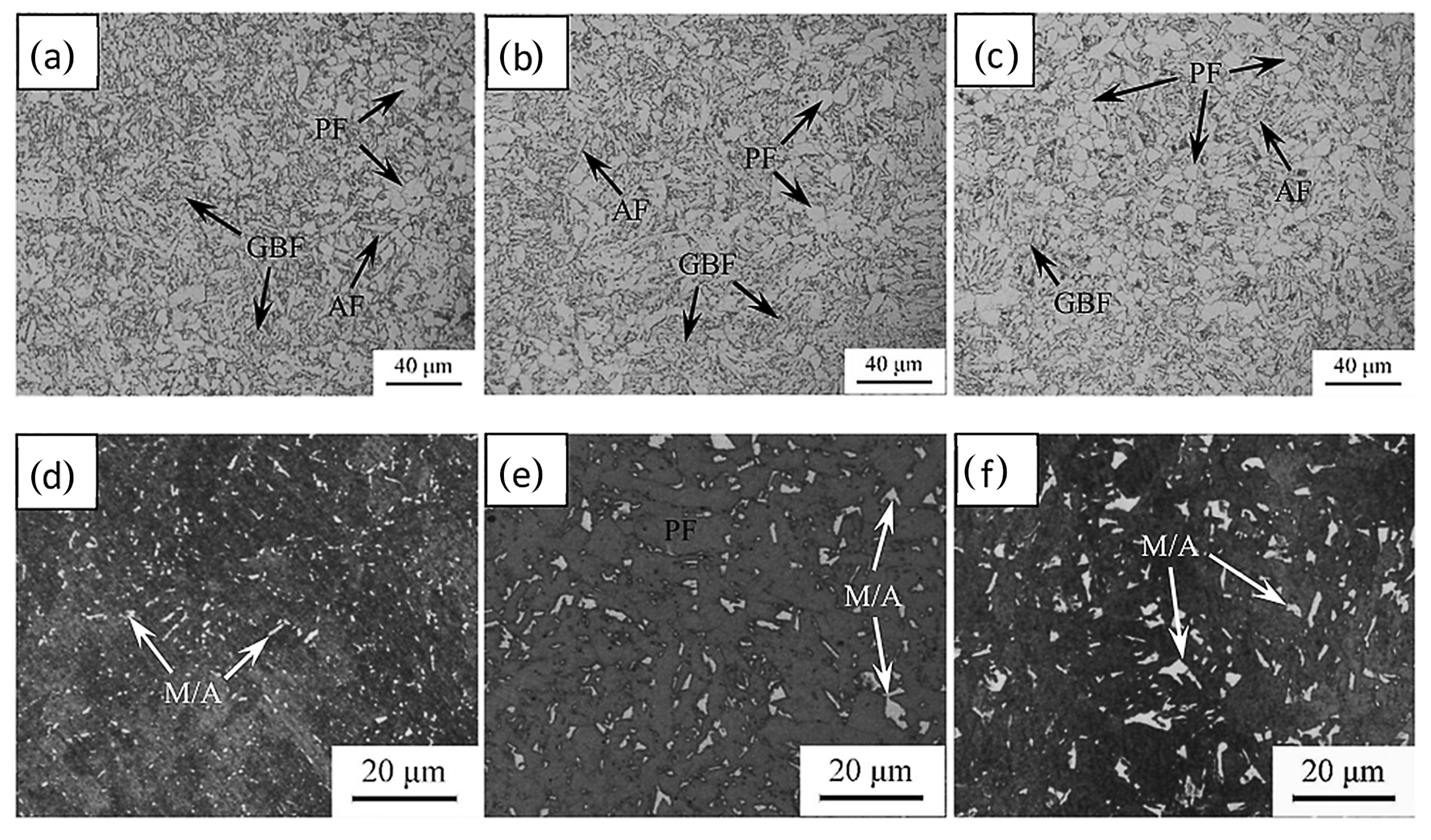
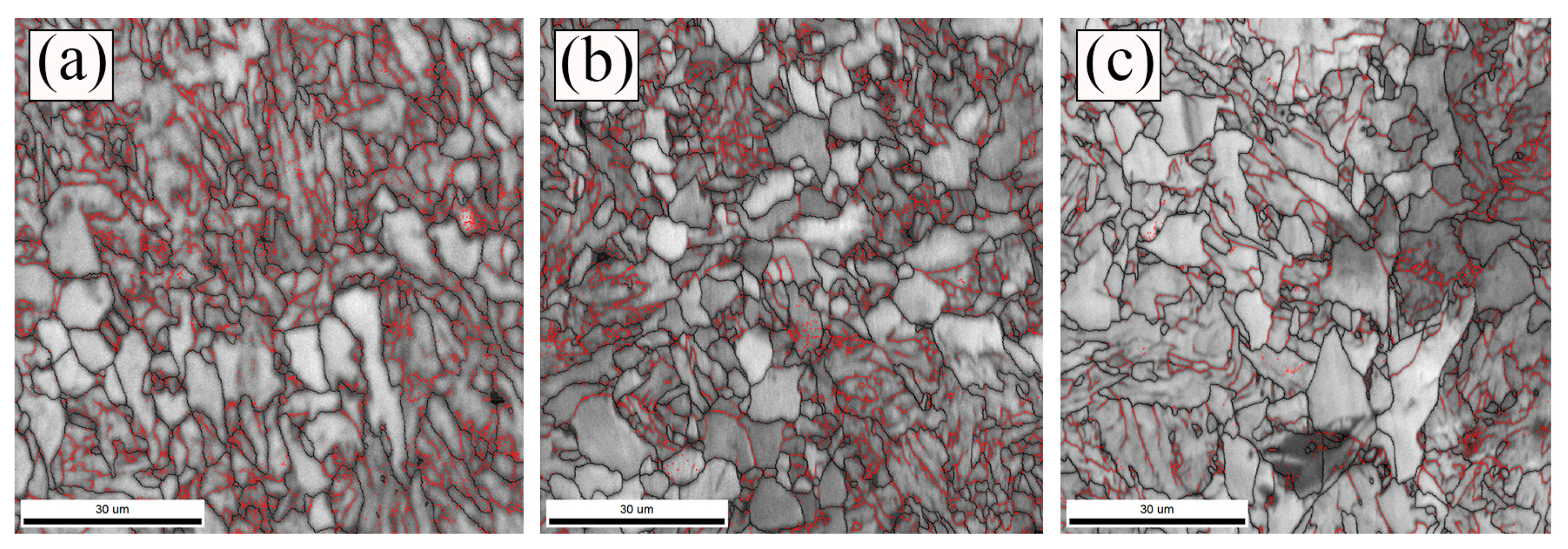
3.2. Microstructure
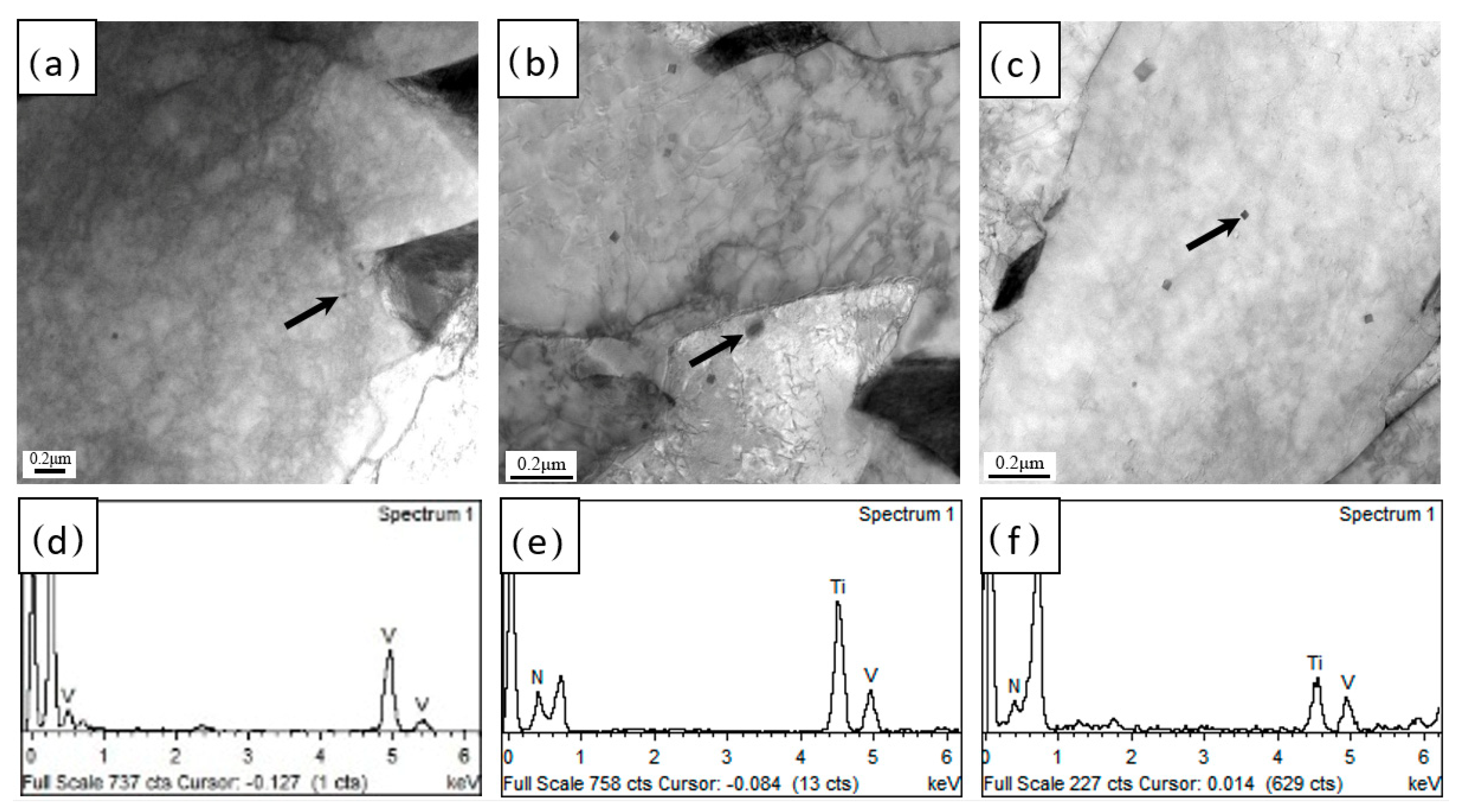
3.3. Precipitation and Dislocations
4. Discussion
4.1. Effect of the Cooling Path on the Microstructure
4.1.1. Effect of the Cooling Path on the PF + AF + GBF Matrix
4.1.2. Effect of the Cooling Path on the M-A Constituent
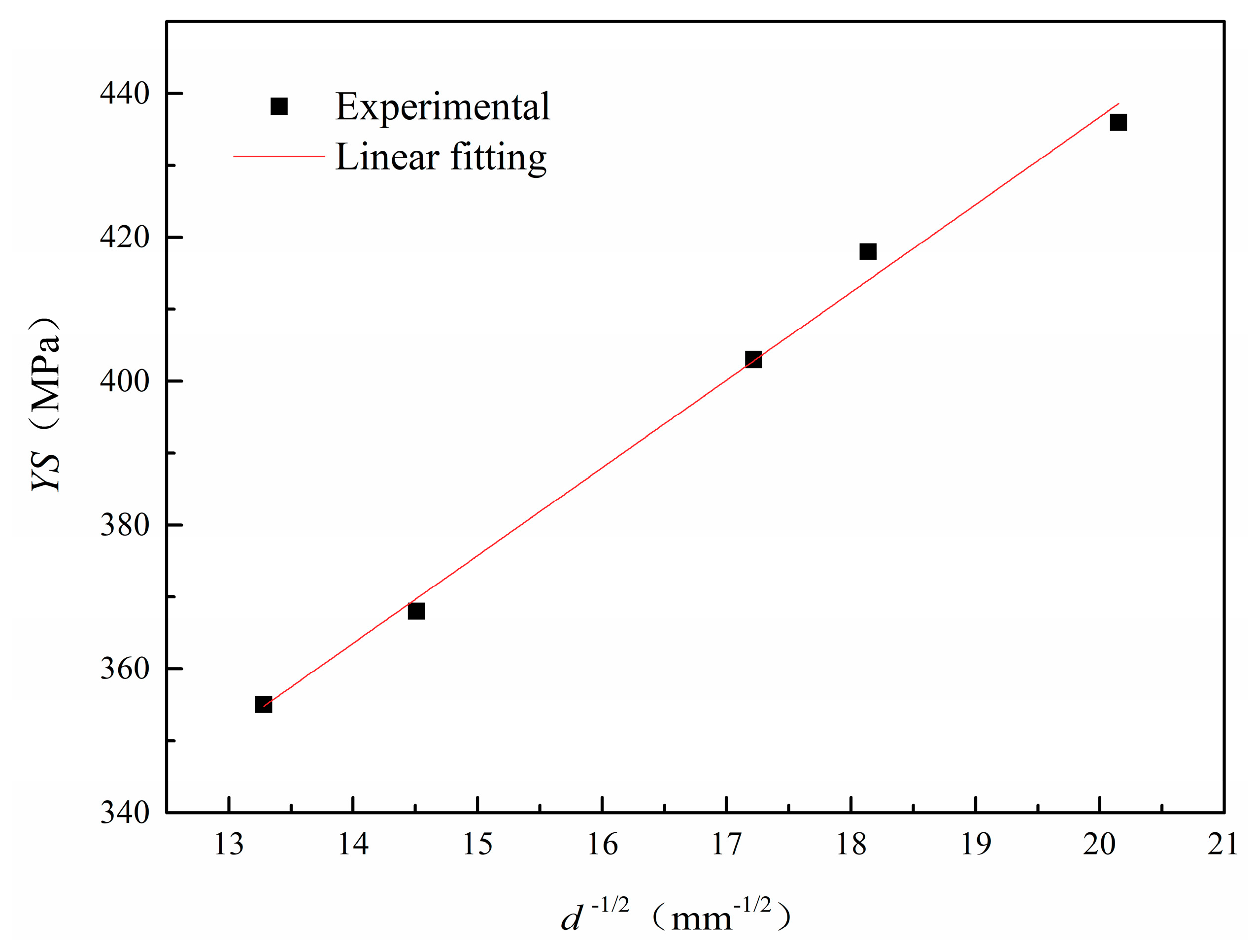
4.2. Effect of the Cooling Path on the YS
4.3. Effect of the Elevated Cooling Path on the TS and YR
5. Conclusions
- The microstructure was primarily composed of PF, AF, GBF, and the M-A constituent in each CP sample. The reduced cooling rate and elevated finish cooling temperature led to a decrease in GBF and increases in PF, AF, and M-A constituent.
- The reduced cooling rate and elevated cooling temperature caused an increased effective PF + AF + GBF grain size and an increased amount of precipitates despite a decreased dislocation density and ultimately resulted in the overall YS. They also caused an increase in the amount of M-A constituent, which lowered the YR and accordingly improved the capacity for strain-hardening of the mixed microstructure.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Chen, J.; Tang, S.; Liu, Z.-Y.; Wang, G.-D. Microstructural characteristics with various cooling paths and the mechanism of embrittlement and toughening in low-carbon high performance bridge steel. Mater. Sci. Eng. A 2013, 559, 241–249. [Google Scholar] [CrossRef]
- Chen, J.; Tang, S.; Liu, Z.; Wang, G. Influence of molybdenum content on transformation behavior of high performance bridge steel during continuous cooling. Mater. Des. 2013, 49, 465–470. [Google Scholar] [CrossRef]
- Hu, J.; Du, L.-X.; Wang, J.-J.; Xie, H.; Gao, C.-R.; Misra, R.D.K. Structure–mechanical property relationship in low carbon microalloyed steel plate processed using controlled rolling and two-stage continuous cooling. Mater. Sci. Eng. A 2013, 585, 197–204. [Google Scholar] [CrossRef]
- Morrison, W.B. Microalloy steels–The beginning. Mater. Sci. Technol. 2009, 25, 1066–1073. [Google Scholar] [CrossRef]
- Yakubtsov, I.A.; Poruks, P.; Boyd, J.D. Microstructure and mechanical properties of bainitic low carbon high strength plate steels. Mater. Sci. Eng. A 2008, 480, 109–116. [Google Scholar] [CrossRef]
- Zhao, M.-C.; Yang, K.; Shan, Y. The effects of thermo-mechanical control process on microstructures and mechanical properties of a commercial pipeline steel. Mater. Sci. Eng. A 2002, 335, 14–20. [Google Scholar] [CrossRef]
- Olasolo, M.; Uranga, P.; Rodriguez-Ibabe, J.M.; López, B. Effect of austenite microstructure and cooling rate on transformation characteristics in a low carbon Nb–V microalloyed steel. Mater. Sci. Eng. A 2011, 528, 2559–2569. [Google Scholar] [CrossRef]
- Loberg, B.; Nordgren, A.; Strid, J.; Easterling, K.E. The Role of Alloy Composition on the Stability of Nitrides in Ti-Microalloyed Steels during Weld Thermal Cycles. Metall. Trans. A 1984, 15, 33–41. [Google Scholar] [CrossRef]
- Wang, G.R.; Lau, T.W.; Weatherly, G.C.; North, T.H. Weld Thermal Cycles and Precipitation Effects in Ti-V-Containing Hsla Steels. Metall. Trans. Phys. Metall. Mater. Sci. USA 1989, 20A:10. [Google Scholar] [CrossRef]
- Shi, Z.; Chai, X.; Chai, F.; Su, H.; Pan, T.; Wang, Q.; Wang, R.; Yang, C. The mechanism of intragranular ferrite formed on Ti-rich (Ti,V)(C,N) precipitates in the coarse heat affected zone of a V–N–Ti microalloyed steel. Mater. Lett. 2016, 175, 266–270. [Google Scholar] [CrossRef]
- Shi, Z.; Yang, C.; Wang, R.; Su, H.; Chai, F.; Chu, J.; Wang, Q. Effect of nitrogen on the microstructures and mechanical properties in simulated CGHAZ of vanadium microalloyed steel varied with different heat inputs. Mater. Sci. Eng. A 2016, 649, 270–281. [Google Scholar] [CrossRef]
- Bandyopadhyay, P.S.; Ghosh, S.K.; Kundu, S.; Chatterjee, S. Evolution of Microstructure and Mechanical Properties of Thermomechanically Processed Ultrahigh-Strength Steel. Metall. Mater. Trans. A 2011, 42, 2742–2752. [Google Scholar] [CrossRef]
- Liu, Y.; Shao, Y.; Liu, C.; Chen, Y.; Zhang, D. Microstructure Evolution of HSLA Pipeline Steels after Hot Uniaxial Compression. Materials 2016, 9, 721. [Google Scholar] [CrossRef] [PubMed]
- Guo, B.; Fan, L.; Wang, Q.; Fu, Z.; Wang, Q.; Zhang, F. Effect of Finish Rolling Temperature on the Microstructure and Tensile Properties of Nb–Ti Microalloyed X90 Pipeline Steel. Metals 2016, 6, 323. [Google Scholar] [CrossRef]
- Tomita, Y. Effect of hot-rolling reduction on shape of sulfide inclusions and fracture toughness of AISI 4340 ultrahigh strength steel. Metall. Trans. A 1988, 19, 1555–1561. [Google Scholar] [CrossRef]
- Fan, L.; Zhou, D.; Wang, T.; Li, S.; Wang, Q. Tensile properties of an acicular ferrite and martensite/austenite constituent steel with varying cooling rates. Mater. Sci. Eng. A 2014, 590, 224–231. [Google Scholar] [CrossRef]
- Sung, H.K.; Lee, D.H.; Shin, S.Y.; Lee, S.; Yoo, J.Y.; Hwang, B. Effect of finish cooling temperature on microstructure and mechanical properties of high-strength bainitic steels containing Cr, Mo, and B. Mater. Sci. Eng. A 2015, 624, 14–22. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, F.-M.; Yang, Z.-B.; Li, C.-R. Effect of Cooling Rate on Precipitation Behavior and Micromechanical Properties of Ferrite in V-N Alloyed Steel During a Simulated Thermomechanical Process. Metall. Mater. Trans. A 2017, 48, 6142–6152. [Google Scholar] [CrossRef]
- Fan, L.; Wang, T.; Fu, Z.; Zhang, S.; Wang, Q. Effect of heat-treatment on-line process temperature on the microstructure and tensile properties of a low carbon Nb-microalloyed steel. Mater. Sci. Eng. A 2014, 607, 559–568. [Google Scholar] [CrossRef]
- García-Mateo, C.; Caballero, F.G.; Bhadeshia, H.K.D.H. Mechanical Properties of Low-Temperature Bainite. Mater. Sci. Forum 2005, 500–501, 495–502. [Google Scholar] [CrossRef]
- Kaijalainen, A.J.; Suikkanen, P.P.; Limnell, T.J.; Karjalainen, L.P.; Kömi, J.I.; Porter, D.A. Effect of austenite grain structure on the strength and toughness of direct-quenched martensite. J. Alloys Compd. 2013, 577, S642–S648. [Google Scholar] [CrossRef]
- Iza-Mendia, A.; Gutiérrez, I. Generalization of the existing relations between microstructure and yield stress from ferrite–pearlite to high strength steels. Mater. Sci. Eng. A 2013, 561, 40–51. [Google Scholar] [CrossRef]
- Calcagnotto, M.; Ponge, D.; Demir, E.; Raabe, D. Orientation gradients and geometrically necessary dislocations in ultrafine grained dual-phase steels studied by 2D and 3D EBSD. Mater. Sci. Eng. A 2010, 527, 2738–2746. [Google Scholar] [CrossRef]
- Xu, F.; Wang, Y.; Bai, B.; Fang, H. CCT Curves of Low-Carbon Mn-Si Steels and Development of Water-Cooled Bainitic Steels. J. Iron Steel Res. Int. 2010, 17, 46–50. [Google Scholar] [CrossRef]
- Kim, Y.M.; Lee, H.; Kim, N.J. Transformation behavior and microstructural characteristics of acicular ferrite in linepipe steels. Mater. Sci. Eng. A 2008, 478, 361–370. [Google Scholar] [CrossRef]
- Zhao, M.-C.; Yang, K.; Xiao, F.-R.; Shan, Y.-Y. Continuous cooling transformation of undeformed and deformed low carbon pipeline steels. Mater. Sci. Eng. A 2003, 355, 126–136. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H.; Christian, J.W. Bainite in steels. Metall. Trans. A 1990, 21, 767–797. [Google Scholar] [CrossRef]
- Takahashi, M.; Bhadeshia, H.K.D.H. Model for transition from upper to lower bainite. Mater. Sci. Technol. 1990, 6, 592–603. [Google Scholar] [CrossRef]
- Speer, J.; Matlock, D.K.; De Cooman, B.C.; Schroth, J.G. Carbon partitioning into austenite after martensite transformation. Acta Mater. 2003, 51, 2611–2622. [Google Scholar] [CrossRef]
- Toji, Y.; Miyamoto, G.; Raabe, D. Carbon partitioning during quenching and partitioning heat treatment accompanied by carbide precipitation. Acta Mater. 2015, 86, 137–147. [Google Scholar] [CrossRef]
- Toji, Y.; Matsuda, H.; Herbig, M.; Choi, P.-P.; Raabe, D. Atomic-scale analysis of carbon partitioning between martensite and austenite by atom probe tomography and correlative transmission electron microscopy. Acta Mater. 2014, 65, 215–228. [Google Scholar] [CrossRef]
- Dai, Z.; Ding, R.; Yang, Z.; Zhang, C.; Chen, H. Elucidating the effect of Mn partitioning on interface migration and carbon partitioning during Quenching and Partitioning of the Fe-C-Mn-Si steels: Modeling and experiments. Acta Mater. 2018, 144, 666–678. [Google Scholar] [CrossRef]
- Seo, E.J.; Cho, L.; De Cooman, B.C. Kinetics of the partitioning of carbon and substitutional alloying elements during quenching and partitioning (Q&P) processing of medium Mn steel. Acta Mater. 2016, 107, 354–365. [Google Scholar] [CrossRef]
- Wang, S.-C.; Yang, J.-R. Effects of chemical composition, rolling and cooling conditions on the amount of martensite/austenite (M/A) constituent formation in low carbon bainitic steels. Mater. Sci. Eng. A 1992, 154, 43–49. [Google Scholar] [CrossRef]
- Hall, E.O. The Deformation and Ageing of Mild Steel: III Discussion of Results. Proc. Phys. Soc. Sect. B 1951, 64, 747. [Google Scholar] [CrossRef]
- Hansen, N. Hall–Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Hughes, D.A. Microstructure evolution, slip patterns and flow stress. Mater. Sci. Eng. A 2001, 319, 46–54. [Google Scholar] [CrossRef]
- Rosenberg, J.M.; Piehler, H.R. Calculation of the taylor factor and lattice rotations for bcc metals deforming by pencil glide. Metall. Trans. 1971, 2, 257–259. [Google Scholar] [CrossRef]
- Wang, Z.H.; Wang, Y.L.; Cao, Y.; Wang, Z. Measurement of shear modulus of materials based on the torsional mode of cantilever plate. Constr. Build. Mater. 2016, 124, 1059–1071. [Google Scholar] [CrossRef]
- Baker, T.N. Processes, microstructure and properties of vanadium microalloyed steels. Mater. Sci. Technol. 2009, 25, 1083–1107. [Google Scholar] [CrossRef] [Green Version]
- Zhang, S.; Liu, K.; Chen, H.; Xiao, X.; Wang, Q.; Zhang, F. Effect of increased N content on microstructure and tensile properties of low-C V-microalloyed steels. Mater. Sci. Eng. A 2016, 651, 951–960. [Google Scholar] [CrossRef]
- Taylor, M.D.; Choi, K.S.; Sun, X.; Matlock, D.K.; Packard, C.E.; Xu, L.; Barlat, F. Correlations between nanoindentation hardness and macroscopic mechanical properties in DP980 steels. Mater. Sci. Eng. A 2014, 597, 431–439. [Google Scholar] [CrossRef]
- Xu, W.W.; Wang, Q.F.; Pan, T.; Su, H.; Yang, C.F. Effect of Welding Heat Input on Simulated HAZ Microstructure and Toughness of a V-N Microalloyed Steel. J. Iron Steel Res. Int. 2007, 14, 234–239. [Google Scholar] [CrossRef]
- Matsuda, F.; Ikeuchi, K.; Okada, H.; Hrivnak, I.; Park, H.-S. Effect of M-A Constituent on Fracture Behavior of 780 and 980MPa Class HSLA Steels Subjected to Weld HAZ Thermal Cycles (Materials, Metallurgy & Weldability). Trans. JWRI 1994, 23, 231–238. [Google Scholar]
- Zheng, X.; Kang, Y.; Meng, D.; Shou-yong, A.; Xia, D. Effect of Cooling Start Temperature on Microstructure and Mechanical Properties of X80 High Deformability Pipeline Steel. J. Iron Steel Res. Int. 2011, 18, 42–71. [Google Scholar] [CrossRef]
- Zare, A.; Ekrami, A. Influence of martensite volume fraction on tensile properties of triple phase ferrite–bainite–martensite steels. Mater. Sci. Eng. A 2011, 530, 440–445. [Google Scholar] [CrossRef]
- Hüper, T.; Endo, S.; Ishikawa, N.; Osawa, K. Effect of Volume Fraction of Constituent Phases on the Stress-Strain Relationship of Dual Phase Steels. ISIJ Int. 1999, 39, 288–294. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | S | P | Mo | V | N | Ti | Als | O |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.065 | 1.45 | 0.20 | 0.005 | 0.008 | 0.25 | 0.060 | 0.0120 | 0.0083 | 0.005 | 0.0008 |
| CP | Phase Composition | fM-A/% | MED2°≤θ≤15°/μm | f2°≤θ≤15°/% | Dp/nm | fp/% | Ρ/×1014 m−2 |
|---|---|---|---|---|---|---|---|
| A | PF + AF + GBF + M-A | 4.8 | 2.46 | 70.3 | 19.8 | 1.86 × 10−4 | 2.32 |
| B | PF + AF + GBF + M-A | 6.3 | 3.04 | 66.8 | 20.4 | 2.10 × 10−4 | 2.19 |
| C | PF + AF + GBF + M-A | 7.7 | 3.37 | 60.7 | 21.1 | 2.35 × 10−4 | 2.05 |
| D | PF + AF + GBF + M-A | 8.6 | 4.75 | 55.2 | 21.7 | 2.62 × 10−4 | 1.94 |
| E | PF + AF + GBF + M-A | 9.3 | 5.67 | 49.8 | 22.3 | 2.81 × 10−4 | 1.90 |
| CP | YS/MPa | σg/MPa | σd/MPa | σp/MPa | σ0 + σs + σM-A/MPa |
|---|---|---|---|---|---|
| A | 436 ± 12 | 243 ± 8 | 126 ± 3 | 25 ± 2 | 42 |
| B | 418 ± 13 | 225 ± 7 | 124 ± 4 | 27 ± 1 | 42 |
| C | 403 ± 10 | 210 ± 7 | 119 ± 4 | 29 ± 2 | 45 |
| D | 368 ± 13 | 175 ± 5 | 115 ± 5 | 30 ± 3 | 48 |
| E | 355 ± 14 | 162 ± 8 | 114 ± 4 | 32 ± 2 | 47 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, X.; Shi, G.; Zhang, S.; Wang, Q. Effect of Cooling Path on Microstructure Features and Tensile Properties in a Low Carbon Mo-V-Ti-N Steel. Metals 2018, 8, 677. https://doi.org/10.3390/met8090677
Xiao X, Shi G, Zhang S, Wang Q. Effect of Cooling Path on Microstructure Features and Tensile Properties in a Low Carbon Mo-V-Ti-N Steel. Metals. 2018; 8(9):677. https://doi.org/10.3390/met8090677
Chicago/Turabian StyleXiao, Xinping, Genhao Shi, Shuming Zhang, and Qingfeng Wang. 2018. "Effect of Cooling Path on Microstructure Features and Tensile Properties in a Low Carbon Mo-V-Ti-N Steel" Metals 8, no. 9: 677. https://doi.org/10.3390/met8090677