Barkhausen Noise Assessment of the Surface Conditions Due to Deep Hole Drilling and Their Influence on the Fatigue Behaviour of AISI 4140



Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Tool Design
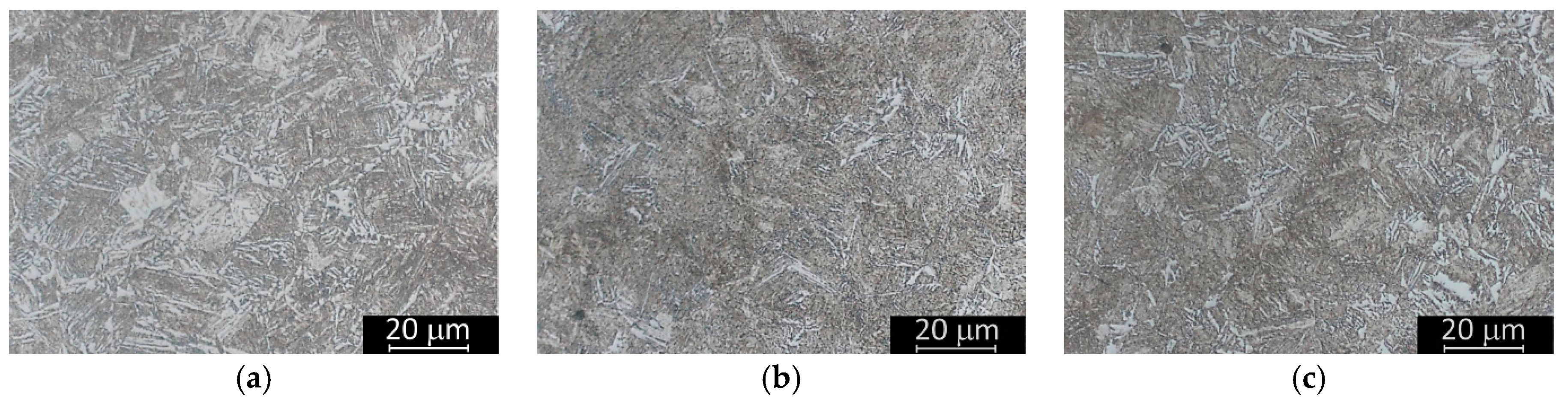
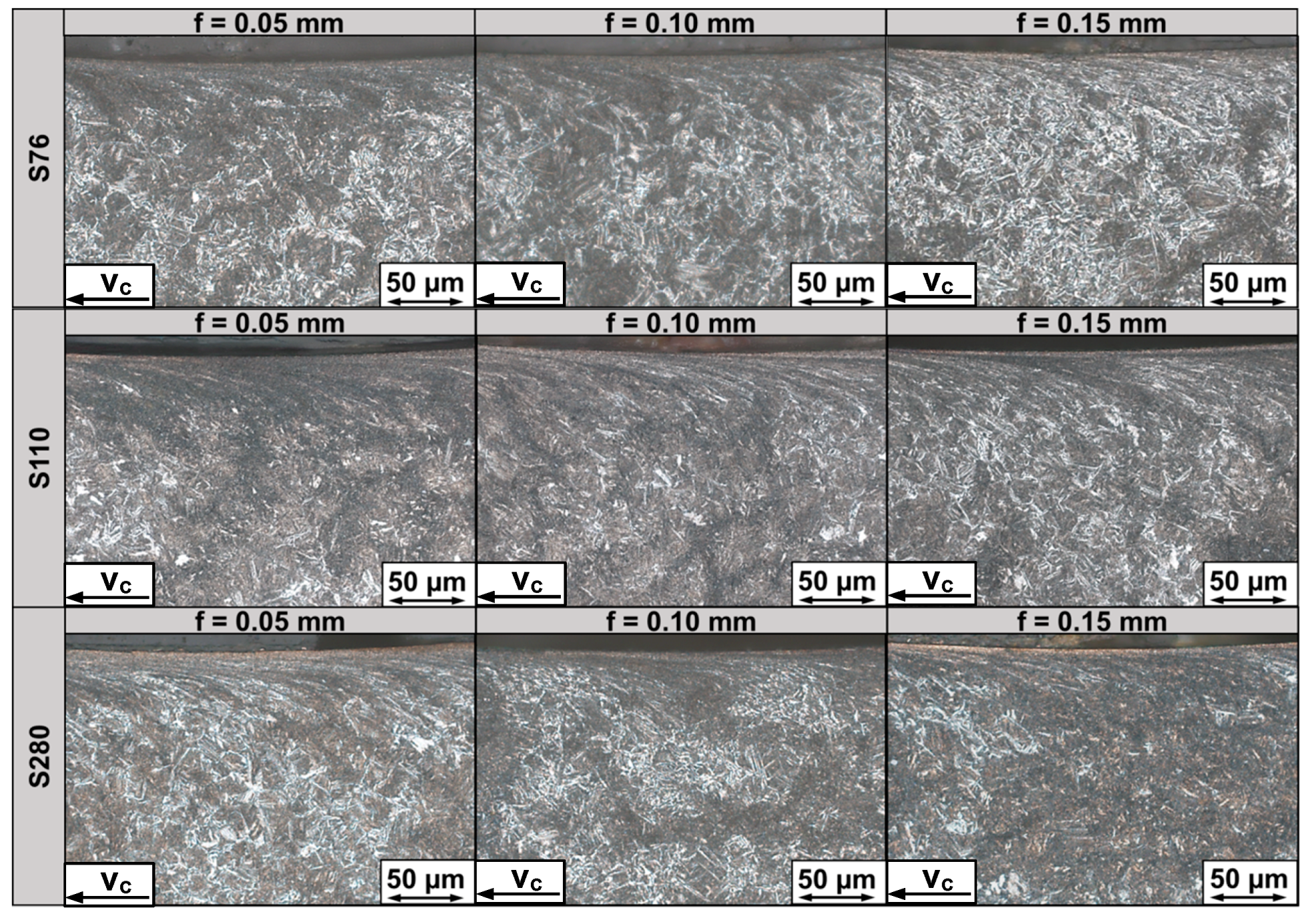
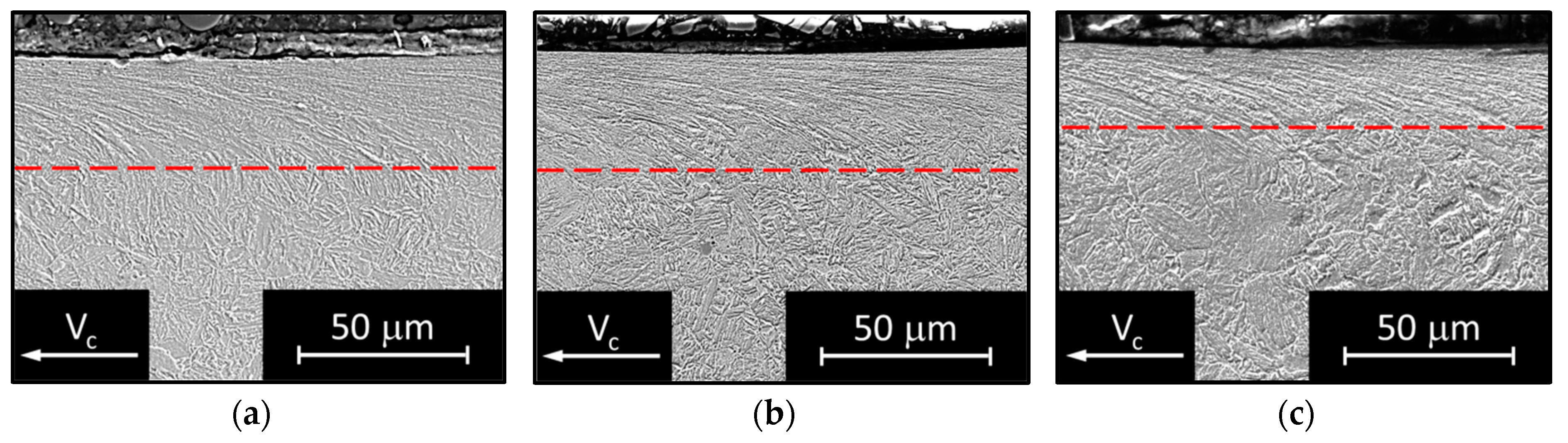
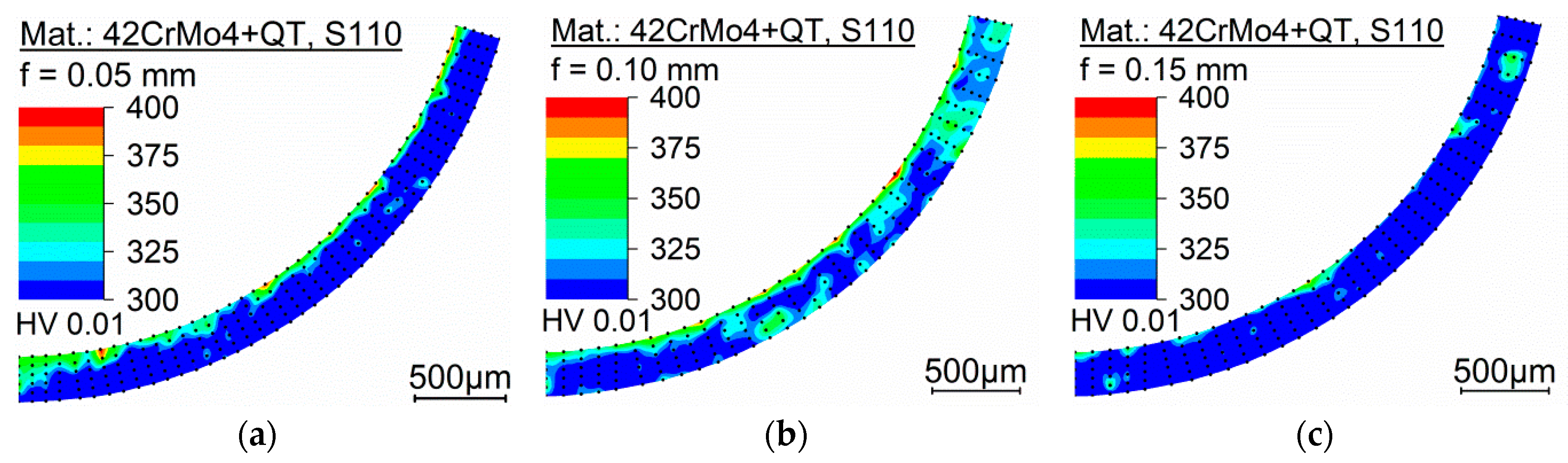
3.2. Characterisation of the Surface Layer
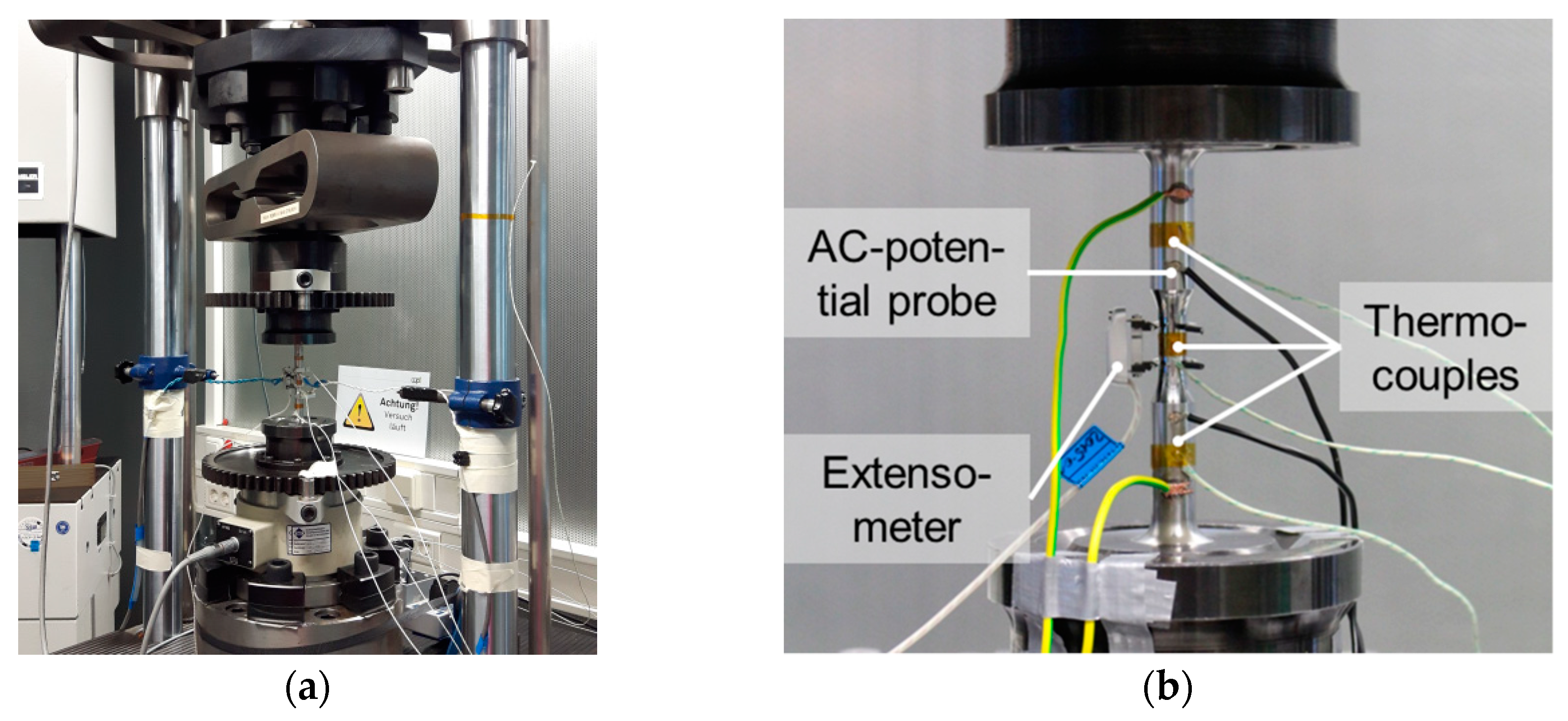
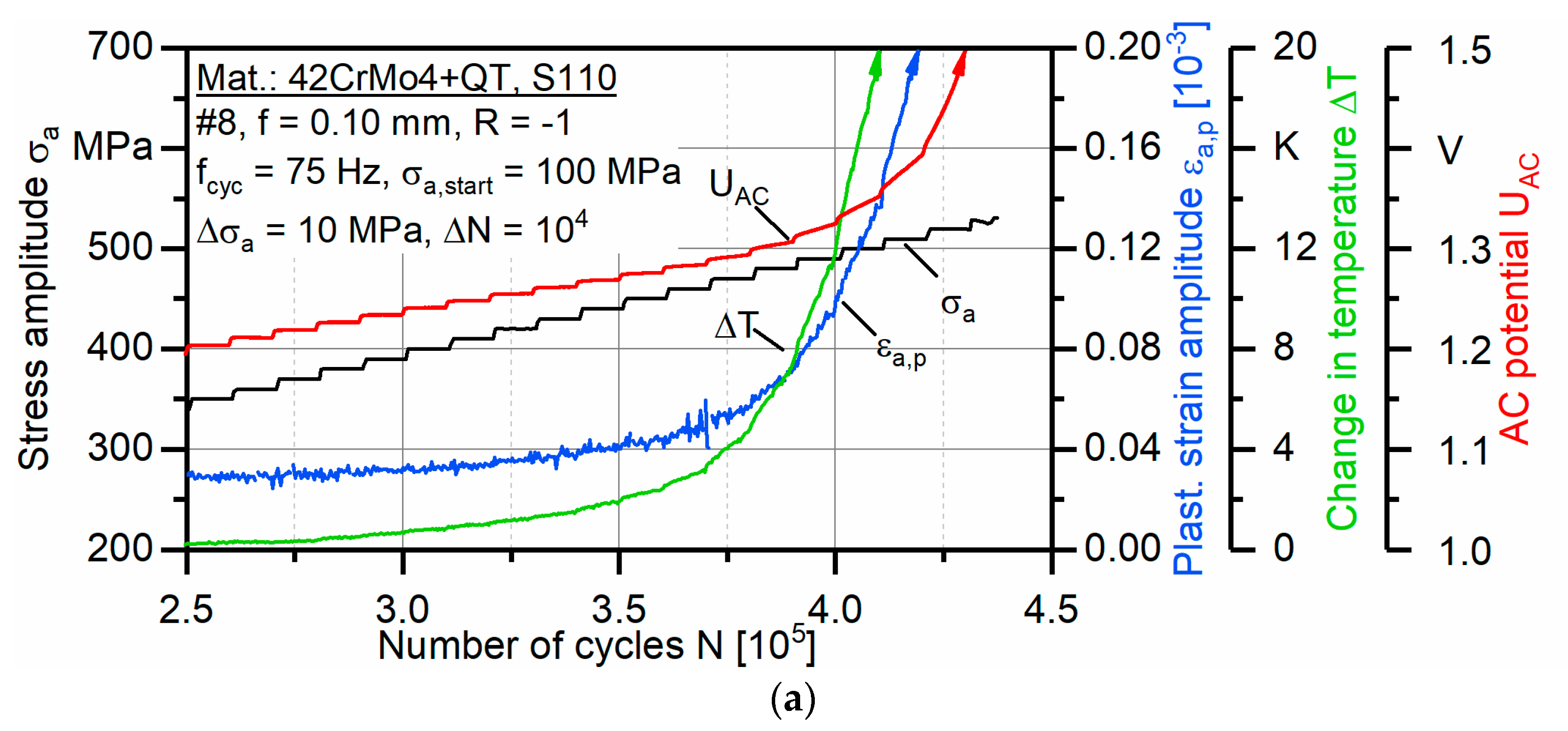
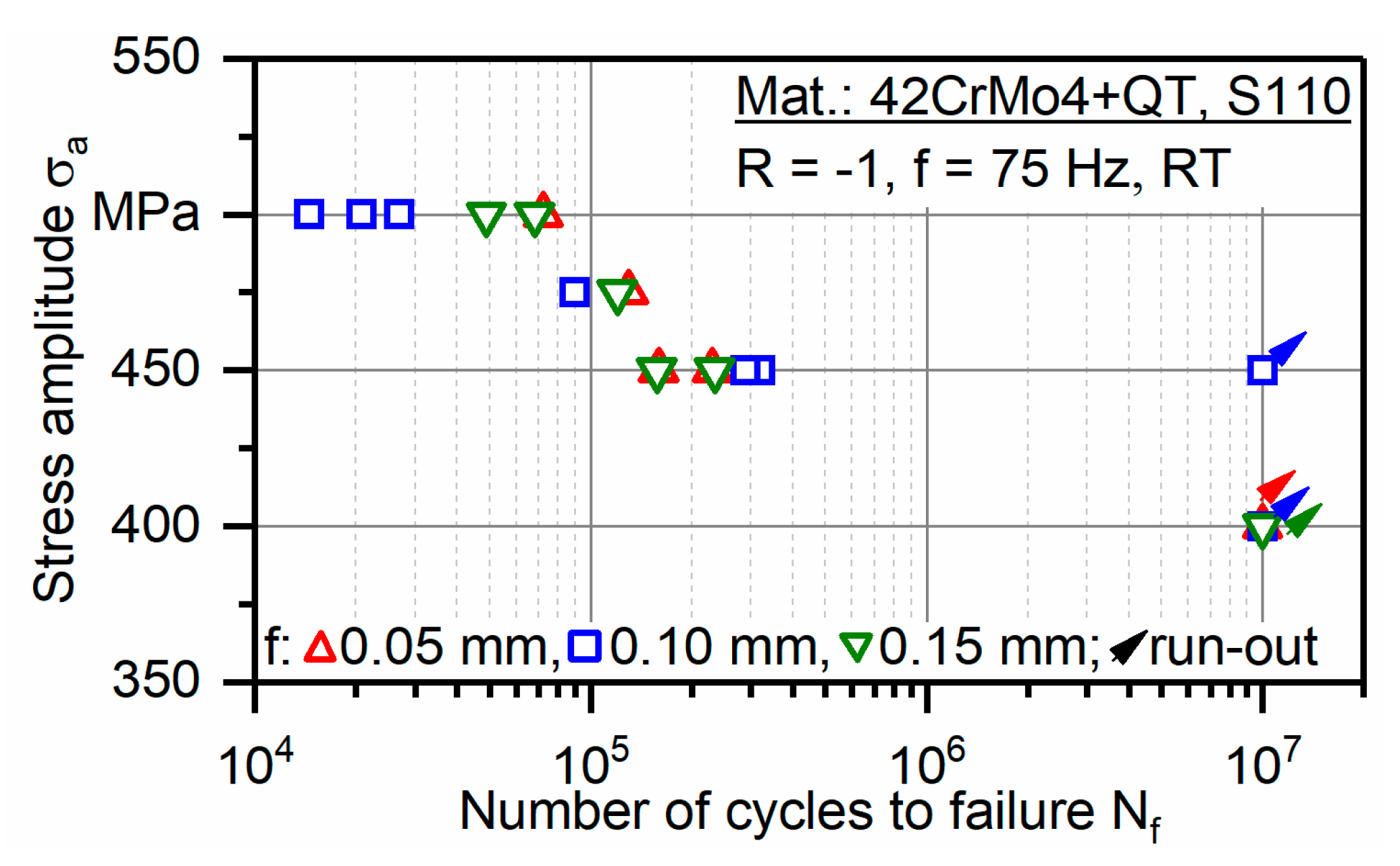
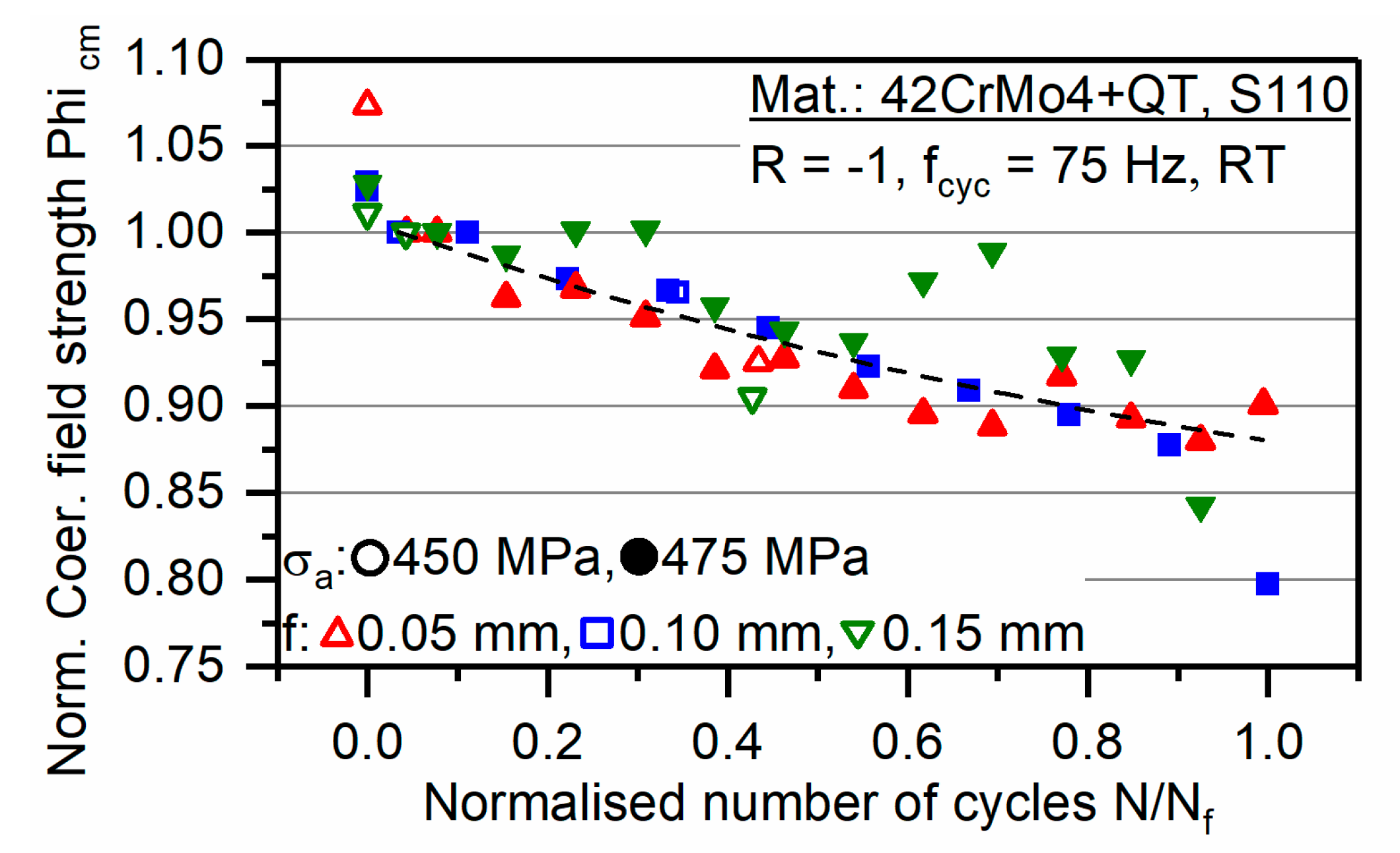
3.3. Fatigue Tests
4. Discussion and Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Vormwald, M.; Schlitzer, T.; Panic, D.; Beier, H. Fatigue strength of autofrettaged diesel injection system components under elevated temperature. Int. J. Fatigue 2018, 113, 428–437. [Google Scholar] [CrossRef]
- Hammer, J.; Raff, M.; Naber, D. Advanced diesel fuel injection equipment—A never ending Bosch story. In Proceedings of the 14th Internationales Stuttgarter Symposium, Stuttgart, Germany, 18–19 March 2014; Bargende, M., Reuss, H.C., Wiedemann, J., Eds.; Springer: Wiesbaden, Germany, 2014. [Google Scholar]
- Thumser, R.; Bergmann, J.W.; Herz, E.; Hertel, O.; Vormwald, M. Variable amplitude fatigue of autofrettaged diesel injection parts. Materialwiss. Werkstofftech. 2008, 39, 719–725. [Google Scholar] [CrossRef]
- Greuling, S.; Seeger, T.; Vormwald, M. Autofrettage innendruckbelasteter Bauteile. Materialwiss. Werkstofftech. 2006, 37, 233–239. [Google Scholar] [CrossRef]
- Malik, A.; Kushnood, S. A review of swage-autofrettage process. In Proceedings of the 11th International Conference on Nuclear Engineering, Tokyo, Japan, 20–23 April 2003; The Japan Society of Mechanical Engineers: Tokyo, Japan, 2003. [Google Scholar]
- Leutwein, H. Einfluss von Autofrettage auf die Schwingfestigkeit Innendruckbelasteter Bauteile aus Kugelgraphitguss, 2nd ed.; Ilmedia: Ilmenau, Germany, 2011; ISBN 978-3-939473-35-0. [Google Scholar]
- Lei, Z.; Hong, Y.; Xie, J.; Sun, C.; Zhao, A. Effects of inclusion size and location on very-high-cycle fatigue behavior for high strength steels. Mater. Sci. Eng. A-Struct. 2012, 558, 234–241. [Google Scholar] [CrossRef] [Green Version]
- Heilmann, M. Tiefbohren Mit Kleinen Durchmessern Durch Mechanische und Thermische Verfahren. Ph.D. Thesis, TU Dortmund, Dortmund, Germany, 2012. [Google Scholar]
- Webster, G.A.; Ezeilo, A.N. Residual stress distributions and their influence on fatigue lifetimes. Int. J. Fatigue 2001, 23, 375–383. [Google Scholar] [CrossRef]
- Holzapfel, H.; Schulze, V.; Vöhringer, O.; Macherauch, E. Residual stress relaxation in an AISI 4140 steel due to quasistatic and cyclic loading at higher temperatures. Mater. Sci. Eng. A-Struct. 1998, 248, 9–18. [Google Scholar] [CrossRef]
- Moorthy, V.; Shaw, B.A.; Hopkins, P. Surface and subsurface stress evaluation in case-carburised steel using high and low frequency magnetic Barkhausen emission measurements. J. Magn. Magn. Mater. 2006, 229, 362–375. [Google Scholar] [CrossRef]
- Santa-aho, S.; Vippola, M.; Sorsa, A.; Leiviskä, K.; Lindgren, M.; Lepistö, T. Utilization of Barkhausen noise magnetizing sweeps for case-depth detection from hardened steel. NDT&E Int. 2012, 52, 95–102. [Google Scholar] [CrossRef]
- Baak, N.; Garlich, M.; Schmiedt, A.; Bambach, M.; Walther, F. Characterization of residual stresses in austenitic disc springs induced by martensite formation during incremental forming using micromagnetic methods. Mater. Test. 2017, 59, 309–314. [Google Scholar] [CrossRef]
- Baak, N.; Tenkamp, J.; Walther, F.; Garlich, M.; Bambach, M.; Weibring, M.; Tenberge, P. Magnetische-Barkhausen-Rauschen-Analyse zur zerstörungsfreien Produktions- und Betriebsüberwach- ung lokaler physikalischer Eigenschaften. In Proceedings of the Werkstoffprüfung 2017–Fortschritte in der Werkstoff-prüfung für Forschung und Praxis, Berlin, Germany, 30 November–1 December 2017; Frenz, H., Langer, J.B., Eds.; Stahleisen: Düsseldorf, Germany, 2017; pp. 129–134. [Google Scholar]
- Deep-Hole Drilling; VDI Guideline 3210; Beuth Verlag: Berlin, Germany, 2006.
- Sakuma, K.; Taguchi, K.; Katsuki, A.; Takeyama, H. Self-guiding action of deep-hole-drilling tools. CIRP Ann. 1981, 30, 311–315. [Google Scholar] [CrossRef]
- Jiles, D.C. The effect of stress on magnetic Barkhausen activity in ferromagnetic steels. IEEE Trans. Magn. 1989, 25, 3455–3457. [Google Scholar] [CrossRef]
- Cullity, B.D.; Graham, C.D. Introduction to Magnetic Materials, 2nd ed.; Wiley-IEEE Press: New York, NY, USA, 2009; ISBN 978-0-471-47741-9. [Google Scholar]
- Walther, F. Microstructure-oriented fatigue assessment of construction materials and joints using short-time load increase procedure. Mater. Test 2014, 56, 519–527. [Google Scholar] [CrossRef]
- Wittkop, S. Einlippentiefbohren Nichtrostender Stähle. Ph.D. Thesis, TU Dortmund, Dortmund, Germany, 11 January 2007. [Google Scholar]
- Biermann, D.; Heilmann, M.; Kirschner, M. Analysis of the influence of tool geometry on surface integrity in single-lip deep hole drilling with small diameters. Procedia Eng. 2011, 19, 16–21. [Google Scholar] [CrossRef]
- Nickel, J.; Baak, N.; Biermann, D.; Walther, F. Influence of the deep hole drilling process and sulphur content on the fatigue strength of AISI 4140 steel components. Proc. CIRP 2018, 71, 209–214. [Google Scholar] [CrossRef]
- Manns, T. Analyse Oberflächennaher Eigenspannungszustände Mittels Komplementärer Beugungs-Verfahren. Ph.D. Thesis, Universität Kassel, Kassel, Germany, 2010. [Google Scholar]
- Timmermann, K. Zur Schädigungsentwicklung bei der Korrosionsermüdung von Aluminium basislegierungen mit Definierten Fertigungsbedingten Randschichtzuständen. Ph.D. Thesis, Universität Kassel, Kassel, Germany.
- Novovic, D.; Dewes, R.C.; Aspinwall, D.K.; Voice, W.; Bowen, P. The effect of machined topography and integrity on fatigue life. Int. J. Mach. Tools Manuf. 2004, 44, 125–134. [Google Scholar] [CrossRef]
- Baak, N.; Nickel, J.; Biermann, D.; Walther, F. Micromagnetic-based fatigue life prediction of single-lip deep drilled AISI 4140. In Proceedings of the XIX International Colloquium on Mechanical Fatigue of Metals, Porto, Portugal, 5–7 September 2018; Springer: Cham, Germany, 2018. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Melts | C | Si | Mn | P | S | Cr | Mo | Fe |
|---|---|---|---|---|---|---|---|---|
| S76 | 0.41 | 0.33 | 0.66 | 0.009 | 0.008 | 0.96 | 0.16 | bal. |
| S110 | 0.41 | 0.18 | 0.85 | 0.011 | 0.011 | 1.01 | 0.18 | bal. |
| S280 | 0.39 | 0.17 | 0.83 | 0.014 | 0.028 | 0.97 | 0.17 | bal. |
| S110 | |||
|---|---|---|---|
| f (mm) | 0.05 | 0.10 | 0.15 |
| Ra (µm) | 0.24 | 0.29 | 0.23 |
| Rz (µm) | 2.07 | 2.12 | 2.07 |
| Melt | S76 | S110 | S280 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| f (mm) | 0.05 | 0.10 | 0.15 | 0.05 | 0.10 | 0.15 | 0.05 | 0.10 | 0.15 |
| σa,f (MPa) | 470 | 470 | 470 | 520 | 530 | 530 | 510 | 500 | 520 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baak, N.; Schaldach, F.; Nickel, J.; Biermann, D.; Walther, F. Barkhausen Noise Assessment of the Surface Conditions Due to Deep Hole Drilling and Their Influence on the Fatigue Behaviour of AISI 4140. Metals 2018, 8, 720. https://doi.org/10.3390/met8090720
Baak N, Schaldach F, Nickel J, Biermann D, Walther F. Barkhausen Noise Assessment of the Surface Conditions Due to Deep Hole Drilling and Their Influence on the Fatigue Behaviour of AISI 4140. Metals. 2018; 8(9):720. https://doi.org/10.3390/met8090720
Chicago/Turabian StyleBaak, Nikolas, Fabian Schaldach, Jan Nickel, Dirk Biermann, and Frank Walther. 2018. "Barkhausen Noise Assessment of the Surface Conditions Due to Deep Hole Drilling and Their Influence on the Fatigue Behaviour of AISI 4140" Metals 8, no. 9: 720. https://doi.org/10.3390/met8090720
APA StyleBaak, N., Schaldach, F., Nickel, J., Biermann, D., & Walther, F. (2018). Barkhausen Noise Assessment of the Surface Conditions Due to Deep Hole Drilling and Their Influence on the Fatigue Behaviour of AISI 4140. Metals, 8(9), 720. https://doi.org/10.3390/met8090720