Numerical Simulation of Three-Dimensional Mesoscopic Grain Evolution: Model Development, Validation, and Application to Nickel-Based Superalloys

Abstract
:1. Introduction
2. Model Description and Numerical Algorithm
2.1. Grain Nucleation
2.2. Grain Growth
2.3. Capture Rules for New Interface Cells and Calculation of Solid Fraction at the Scale of the CA Grid
3. Results and Discussion
3.1. Comparison with the Benchmark Experimental Data
3.2. Comparison with the Analytical Model of Grain Growth
3.3. Model Application to Nickel-Based Superalloys
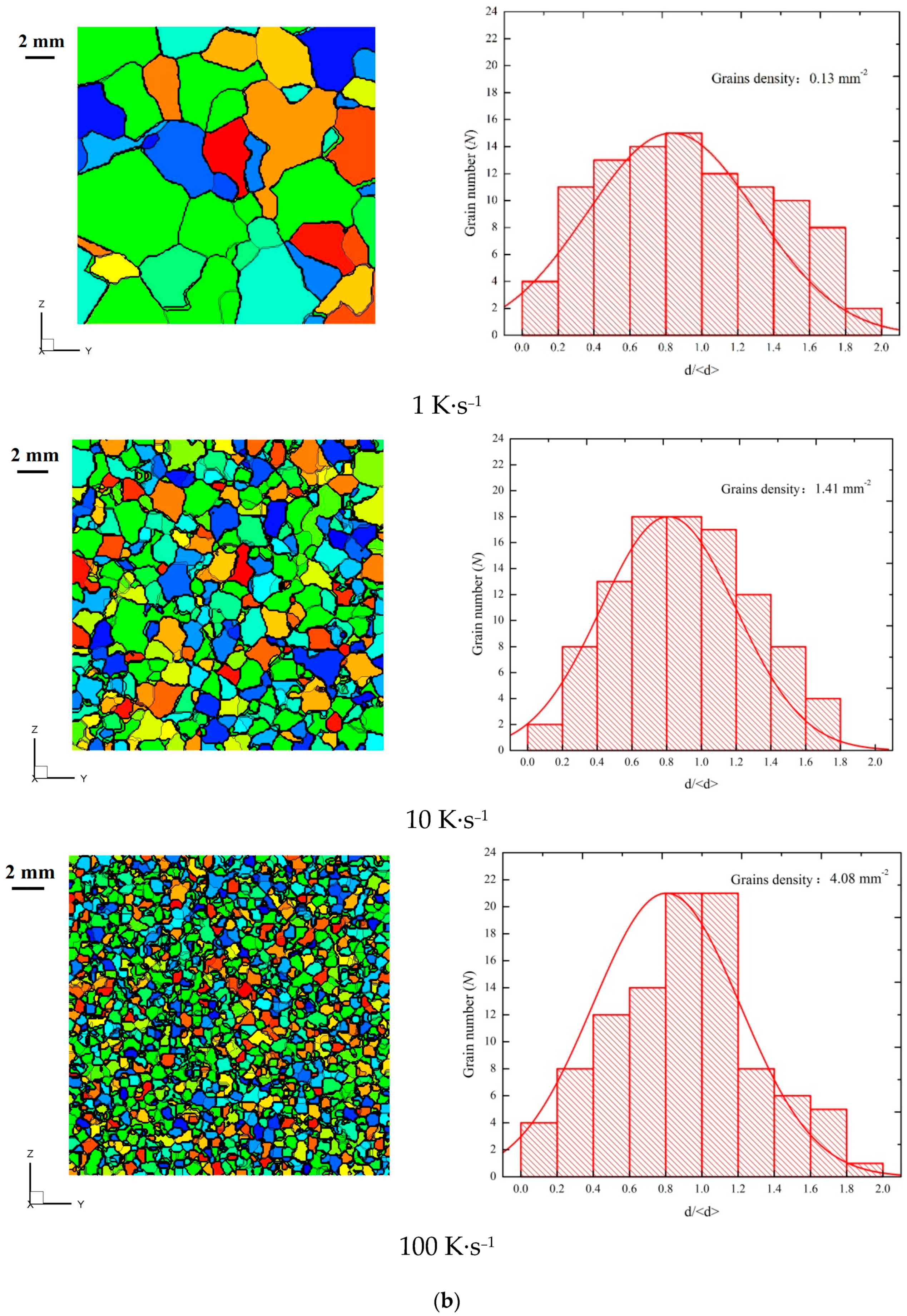
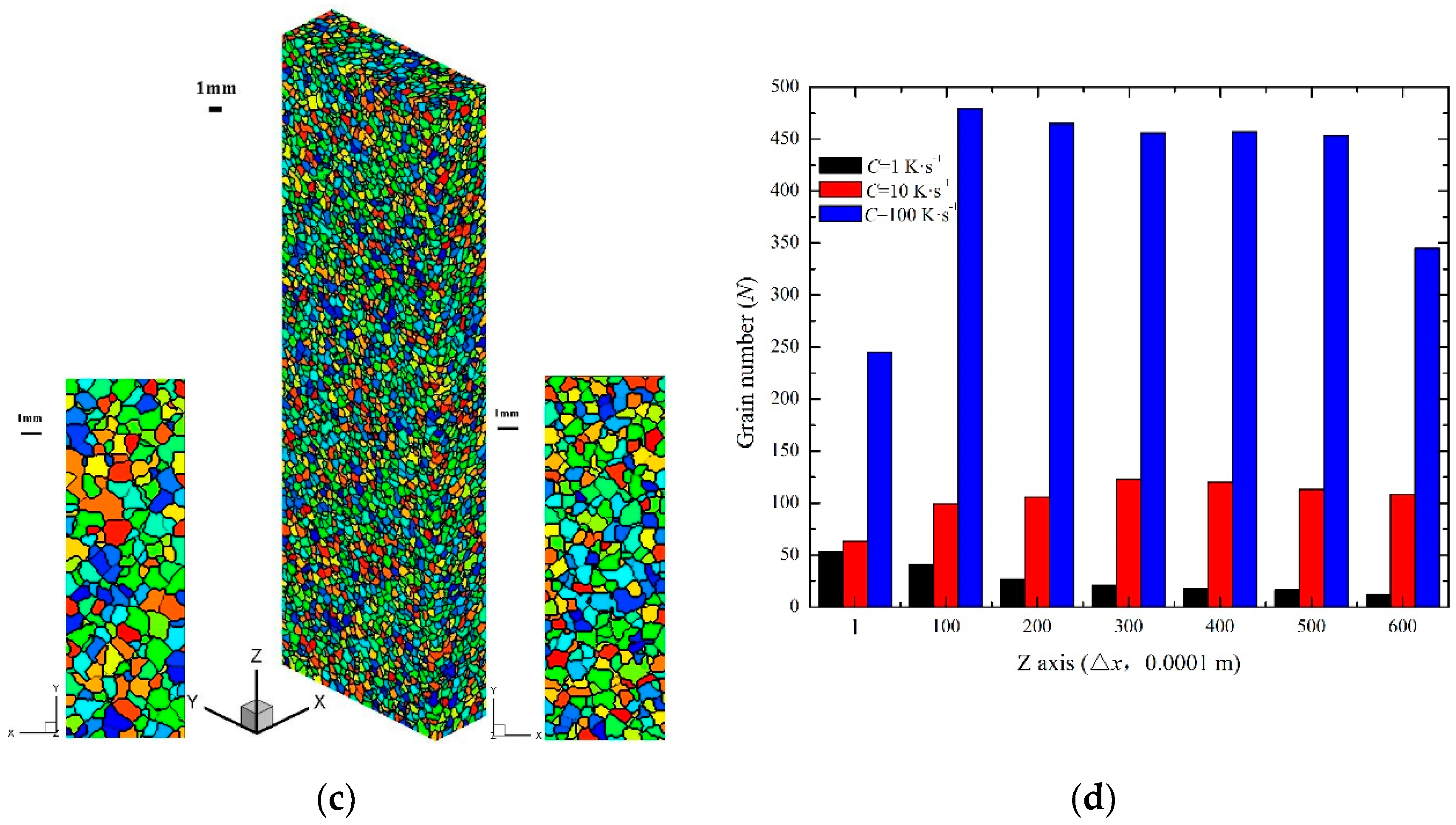
3.3.1. Equiaxed Dendritic Grains
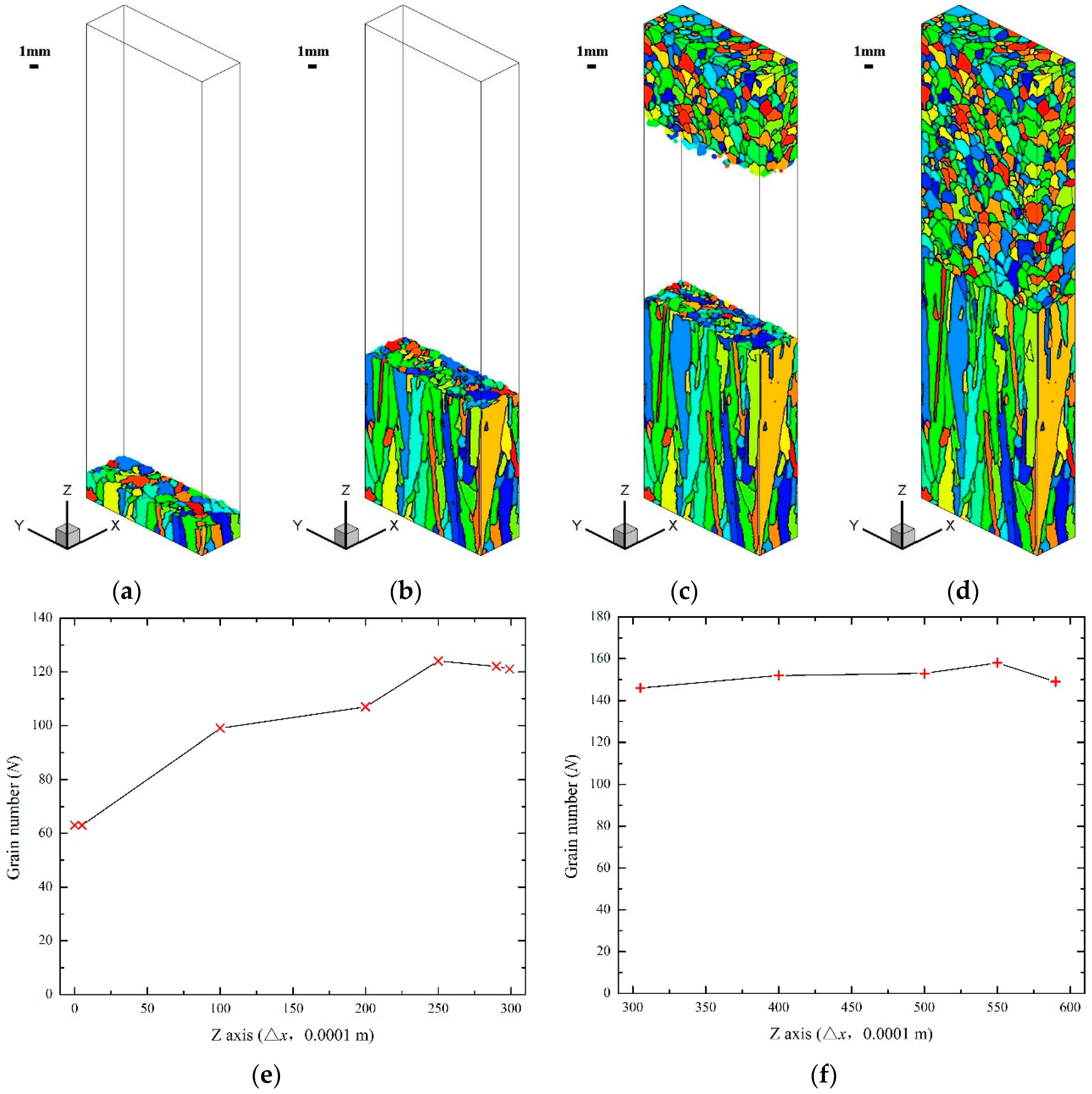
3.3.2. Columnar Dendritic Grains
Equiaxed-to-Columnar Transformation (ECT) for Different Cooling Rates
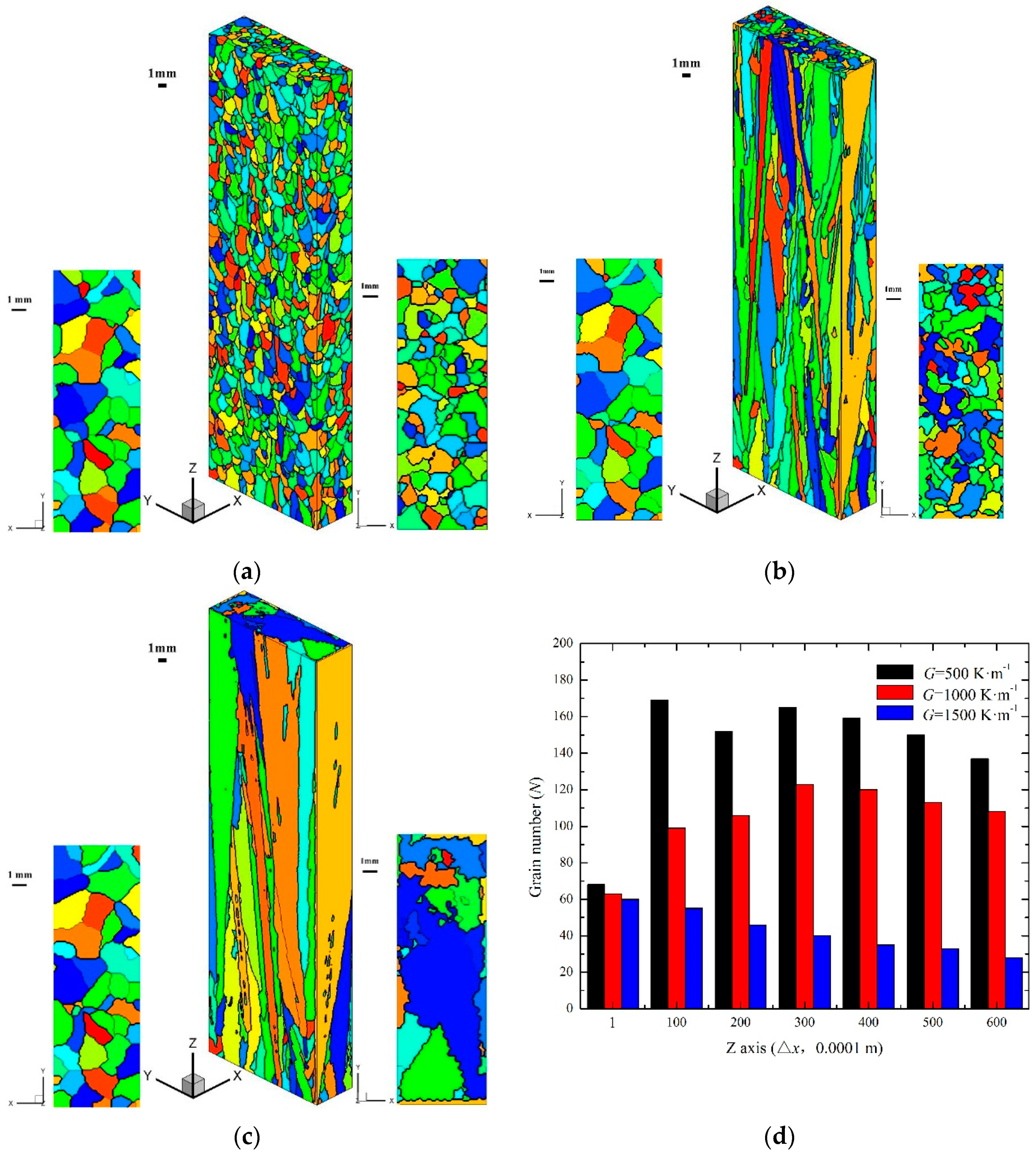
Equiaxed-to-Columnar Transformation (ECT) for Different Temperature Gradients
3.3.3. Columnar-to-Equiaxed Transformation (CET)
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Wu, M.; Ludwig, A. A three-phase model for mixed columnar-equiaxed solidification. Metall. Mater. Trans. A 2006, 37, 1613–1631. [Google Scholar] [CrossRef]
- Satbhai, O.; Roy, S.; Ghosh, S. A parametric multi-scale, multiphysics numerical investigation in a casting process for Al-Si alloy and a macroscopic approach for prediction of ECT and CET events. Appl. Therm. Eng. 2017, 113, 386–412. [Google Scholar] [CrossRef]
- Mcfadden, S.; Browne, D.J.; Gandin, C.A. A comparison of columnar-to-equiaxed transition prediction methods using simulation of the growing columnar front. Metall. Mater. Trans. A 2009, 40, 662–672. [Google Scholar] [CrossRef]
- Martorano, M.A.; Biscuola, V.B. Predicting the columnar-to-equiaxed transition for a distribution of nucleation undercoolings. Acta Mater. 2009, 57, 607–615. [Google Scholar] [CrossRef]
- Souhar, Y.; Felice, V.F.D.; Beckermann, C.; Combeau, H.; Založnik, M. Three-dimensional mesoscopic modeling of equiaxed dendritic solidification of a binary alloy. Comput. Mater. Sci. 2016, 112, 304–317. [Google Scholar] [CrossRef] [Green Version]
- Lopez-Botello, O.; Martinez-Hernandez, U.; Ramírez, J.; Pinna, C.; Mumtaz, K. Two-dimensional simulation of grain structure growth within selective laser melted AA-2024. Mater. Des. 2017, 113, 369–376. [Google Scholar] [CrossRef]
- Tian, F.; Li, Z.; Song, J. Solidification of laser deposition shaping for TC4 alloy based on cellular automation. J. Alloys Compd. 2016, 676, 542–550. [Google Scholar] [CrossRef]
- Chen, S.; Guillemot, G.; Gandin, C.A. Three-dimensional cellular automaton-finite element modeling of solidification grain structures for arc-welding processes. Acta Mater. 2016, 115, 448–467. [Google Scholar] [CrossRef]
- Valvi, S.R.; Krishnan, A.; Das, S.; Narayanan, R.G. Prediction of microstructural features and forming of friction stir welded sheets using cellular automata finite element (CAFE) approach. Int. J. Mater. Form. 2016, 9, 115–129. [Google Scholar] [CrossRef]
- Zhang, Q.; Xue, H.; Tang, Q.; Pan, S.Y.; Rettenmayr, M.; Zhu, M.F. Microstructural evolution during temperature gradient zone melting: Cellular automaton simulation and experiment. Comput. Mater. Sci. 2018, 146, 204–212. [Google Scholar] [CrossRef]
- Hu, Y.; Xie, J.; Liu, Z.; Ding, Q.; Zhu, W.; Zhang, J.; Zhang, W. CA method with machine learning for simulating the grain and pore growth of aluminum alloys. Comput. Mater. Sci. 2018, 142, 244–254. [Google Scholar] [CrossRef]
- Rappaz, M.; Gandin, C.A. Probabilistic modelling of microstructure formation in solidification processes. Acta Metall. Mater. 1993, 41, 345–360. [Google Scholar] [CrossRef]
- Gandin, C.A.; Rappaz, M. A coupled finite element-cellular automaton model for the prediction of dendritic grain structures in solidification processes. Acta Metall. Mater. 1994, 42, 2233–2246. [Google Scholar] [CrossRef]
- Gandin, C.A.; Rappaz, M. A 3D cellular automaton algorithm for the prediction of dendritic grain growth. Acta Mater. 1997, 45, 2187–2195. [Google Scholar] [CrossRef]
- Gandin, C.A.; Desbiolles, J.L.; Rappaz, M.; Thevoz, P. A three-dimensional cellular automation-finite element model for the prediction of solidification grain structures. Metall. Mater. Trans. A 1999, 30, 3153–3165. [Google Scholar] [CrossRef]
- Wang, W.; Lee, P.D.; Mclean, M. A model of solidification microstructures in nickel-based superalloys: Predicting primary dendrite spacing selection. Acta Mater. 2003, 51, 2971–2987. [Google Scholar] [CrossRef]
- Zhu, M.F.; Hong, C.P. A Three Dimensional Modified Cellular Automaton Model for the Prediction of Solidification Microstructures. Trans. Iron Steel Inst. Jpn. 2002, 42, 520–526. [Google Scholar] [CrossRef]
- Pozdniakov, A.N.; Monastyrskiy, V.P.; Ershov, M.Y.; Monastyrskiy, A.V. Simulation of competitive grain growth upon the directional solidification of a Ni-base superalloy. Phys. Met. Metallogr. 2015, 116, 67–75. [Google Scholar] [CrossRef]
- Carter, P.; Cox, D.C.; Gandin, C.A.; Reed, R.C. Process modelling of grain selection during the solidification of single crystal superalloy castings. Mater. Sci. Eng. A 2000, 280, 233–246. [Google Scholar] [CrossRef]
- Guillemot, G.; Gandin, C.A.; Combeau, H.; Heringer, R. A new cellular automaton—finite element coupling scheme for alloy solidification. Model. Simul. Mater. Sci. Eng. 2004, 12, 545–556. [Google Scholar] [CrossRef]
- Gandin, C.A. From constrained to unconstrained growth during directional solidification. Acta Mater. 2000, 48, 2483–2501. [Google Scholar] [CrossRef]
- Carozzani, T.; Digonnet, H.; Gandin, C.A. 3D CAFE modeling of grain structures: Application to primary dendritic and secondary eutectic solidification. Model. Simul. Mater. Sci. Eng. 2012, 20, 15010–15028. [Google Scholar] [CrossRef]
- Liu, D.R.; Mangelinck-noël, N.; Gandin, C.A.; Zimmermann, G.; Sturz, L.; Nguyen-Thi, H.; Billia, B. Structures in directionally solidified Al–7 wt.% Si alloys: Benchmark experiments under microgravity. Acta Mater. 2014, 64, 253–265. [Google Scholar] [CrossRef]
- Liu, D.R.; Mangelinck-noël, N.; Gandin, C.A.; Zimmermann, G.; Sturz, L.; Nguyen-Thi, H.; Billia, B. Simulation of directional solidification of refined Al–7 wt.% Si alloys–Comparison with benchmark microgravity experiments. Acta Mater. 2015, 93, 24–37. [Google Scholar] [CrossRef]
- Nastac, L. Numerical modeling of solidification morphologies and segregation patterns in cast dendritic alloys. Acta Mater. 1999, 47, 4253–4262. [Google Scholar] [CrossRef]
- Zhu, M.F.; Stefanescu, D.M. Virtual front tracking model for the quantitative modeling of dendritic growth in solidification of alloys. Acta Mater. 2007, 55, 1741–1755. [Google Scholar] [CrossRef]
- Pan, S.Y.; Zhu, M.F. A three-dimensional sharp interface model for the quantitative simulation of solutal dendritic growth. Acta Mater. 2010, 58, 340–352. [Google Scholar] [CrossRef]
- Beltran-Sanchez, L.; Stefanescu, D.M. A quantitative dendrite growth model and analysis of stability concepts. Metall. Mater. Trans. A 2004, 35, 2471–2485. [Google Scholar] [CrossRef]
- Reuther, K.; Rettenmayr, M. Perspectives for cellular automata for the simulation of dendritic solidification–A review. Comput. Mater. Sci. 2014, 95, 213–220. [Google Scholar] [CrossRef]
- Zhu, M.F.; Pan, S.Y.; Sun, D.K.; Zhao, H.L. Numerical simulation of microstructure evolution during alloy solidification by using cellular automaton method. ISIJ Int. 2010, 50, 1851–1858. [Google Scholar] [CrossRef]
- Chen, R.; Xu, Q.; Liu, B. Cellular automaton simulation of three-dimensional dendrite growth in Al–7Si–Mg ternary aluminum alloys. Comput. Mater. Sci. 2015, 105, 90–100. [Google Scholar] [CrossRef] [Green Version]
- Zinovieva, O.; Zinoviev, A.; Ploshikhin, V.; Romanova, V.; Balokhonov, R. A solution to the problem of the mesh anisotropy in cellular automata simulations of grain growth. Comput. Mater. Sci. 2015, 108, 168–176. [Google Scholar] [CrossRef]
- Kurz, W.; Giovanola, B.; Trivedi, R. Theory of microstructural development during rapid solidification. Acta Metall. 1986, 34, 823–830. [Google Scholar] [CrossRef]
- Lipton, J.; Glicksman, M.E.; Kurz, W. Dendritic growth into undercooled alloy metals. Mater. Sci. Eng. 1984, 65, 57–63. [Google Scholar] [CrossRef]
- Barbieri, A.; Langer, J.S. Predictions of dendritic growth rates in the linearized solvability theory. Phys. Rev. A 1989, 39, 5314–5325. [Google Scholar] [CrossRef]
- Gandin, C.A.; Schaefer, R.J.; Rappax, M. Analytical and numerical predictions of dendritic grain envelopes. Acta Mater. 1996, 44, 3339–3347. [Google Scholar] [CrossRef]
- Stefanescu, D.M. Science and Engineering of Casting Solidification, 3nd ed.; Springer: Cham, Switzerland, 2015; pp. 145–196. [Google Scholar]
- Kavoosi, V.; Abbasi, S.M.; Ghazi Mirsaed, S.M.; Mostafaei, M. Influence of cooling rate on the solidification behavior and microstructure of IN738LC superalloy. J. Alloys Compd. 2016, 680, 291–300. [Google Scholar] [CrossRef]
- Mishra, S.; DebRoy, T. Non-isothermal grain growth in metals and alloys. Mater. Sci. Technol. 2006, 22, 253–278. [Google Scholar] [CrossRef]
- Spittle, J.A. Columnar to equiaxed grain transition in as solidified alloys. Int. Mater. Rev. 2006, 51, 247–269. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Density (kg·m3) | 7223.48 |
| Specific heat (J·(kg·K)−1) | 1074.60 |
| Thermal conductivity (W·(m·K)−1) | 37.43 |
| Latent heat (J·kg−1) | 23,3371.59 |
| Initial equivalent concentration of solute (wt.%) | 31.74 |
| Equivalent coefficient of partition (wt.%) | 0.57 |
| Equivalent slope of liquidus | −1.96 |
| Gibbs Thomson Coefficient (K·m) | 1.0 × 10−7 |
| Solute diffusion coefficient in the liquid (m2·s−1) | 3.0 × 10−9 |
| Solute diffusion coefficient in the solid (m2·s−1) | 3.0 × 10−12 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, Z.; Zhou, J.; Yin, Y.; Shen, X.; Ji, X. Numerical Simulation of Three-Dimensional Mesoscopic Grain Evolution: Model Development, Validation, and Application to Nickel-Based Superalloys. Metals 2019, 9, 57. https://doi.org/10.3390/met9010057
Guo Z, Zhou J, Yin Y, Shen X, Ji X. Numerical Simulation of Three-Dimensional Mesoscopic Grain Evolution: Model Development, Validation, and Application to Nickel-Based Superalloys. Metals. 2019; 9(1):57. https://doi.org/10.3390/met9010057
Chicago/Turabian StyleGuo, Zhao, Jianxin Zhou, Yajun Yin, Xu Shen, and Xiaoyuan Ji. 2019. "Numerical Simulation of Three-Dimensional Mesoscopic Grain Evolution: Model Development, Validation, and Application to Nickel-Based Superalloys" Metals 9, no. 1: 57. https://doi.org/10.3390/met9010057
APA StyleGuo, Z., Zhou, J., Yin, Y., Shen, X., & Ji, X. (2019). Numerical Simulation of Three-Dimensional Mesoscopic Grain Evolution: Model Development, Validation, and Application to Nickel-Based Superalloys. Metals, 9(1), 57. https://doi.org/10.3390/met9010057