Large Eddy Simulation of Multi-Phase Flow and Slag Entrapment in a Continuous Casting Mold

Abstract
:1. Introduction
2. Mathematical Modeling
2.1. Assumptions
- (1)
- The molten steel is considered to be Newtonian. The material properties such as density and viscosity are assumed to be constant.
- (2)
- The discrete bubbles generally take the shape of a sphere. The breakage and coalescence of bubbles and the interactions between them are neglected. The bubbles have no expansion.
- (3)
- The mold taper is neglected because it does not influence the flow behavior in the mold.
- (4)
- The heat transfer between the melt and cooling zone is neglected.
2.2. Governing Equations
2.2.1. LES Model
2.2.2. Bubble Transport Model
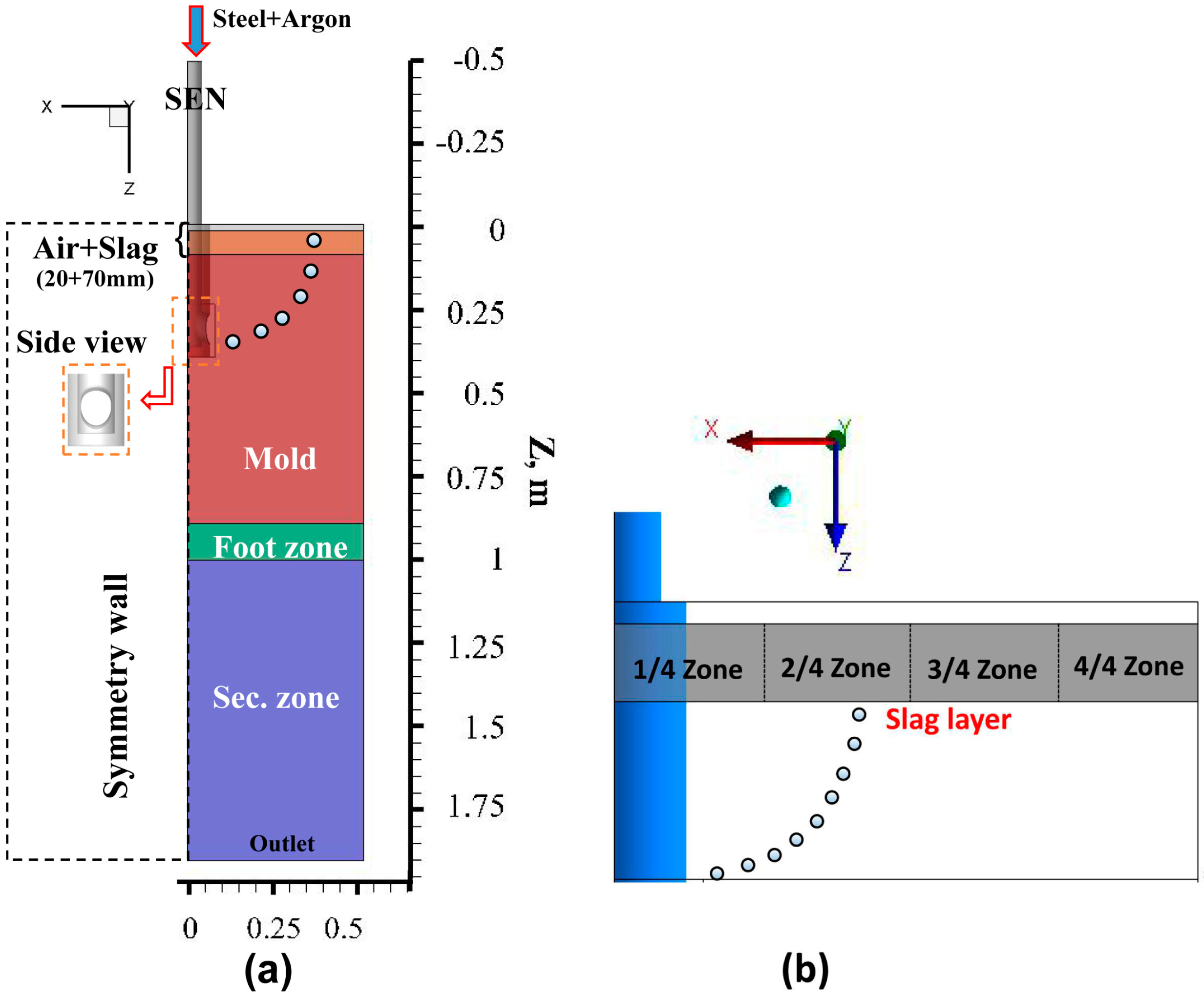
2.3. Boundary Condition and Numerical Details
2.4. Movements of Argon Bubbles in the Mold
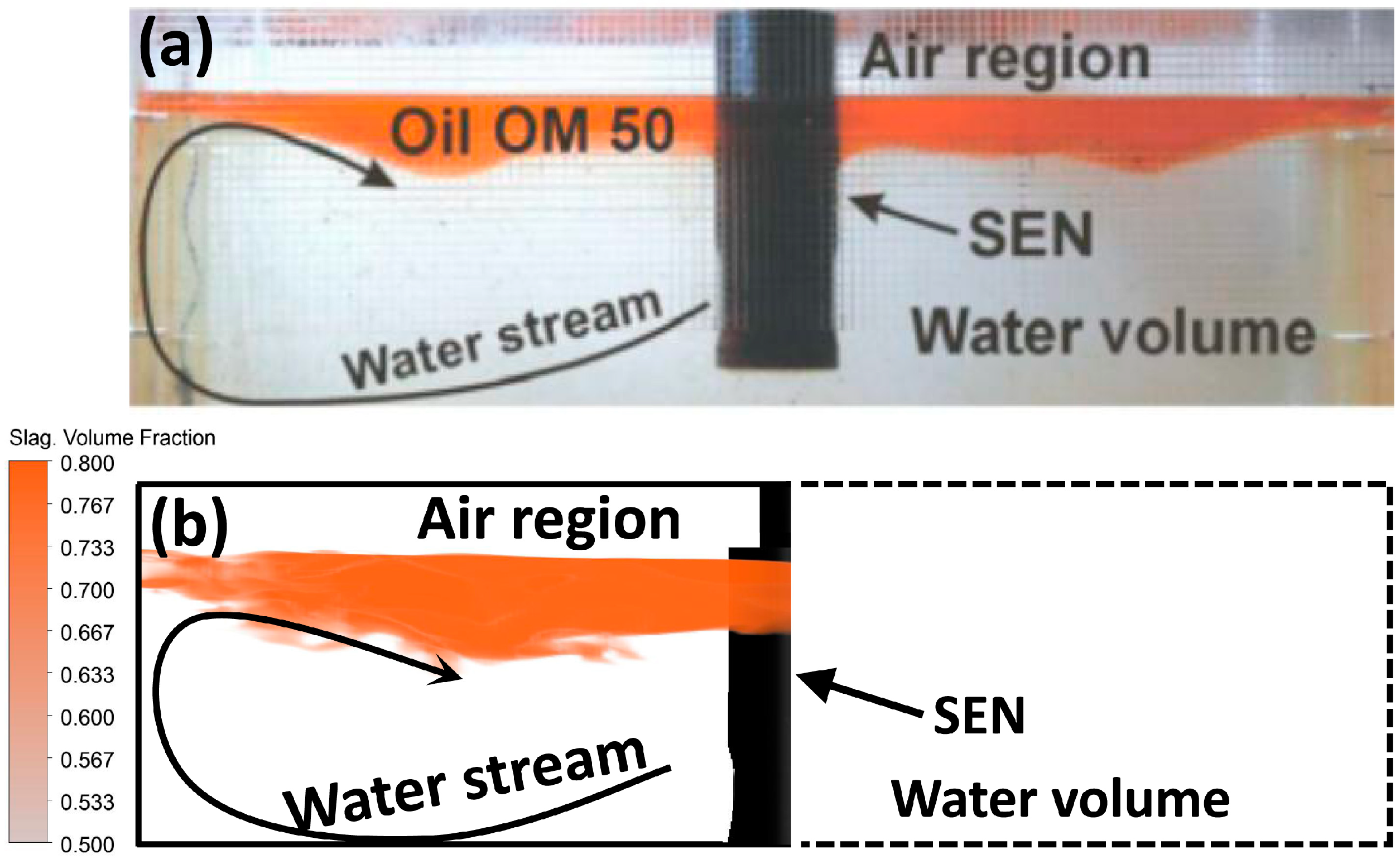
2.5. Validation of Mathematical Model
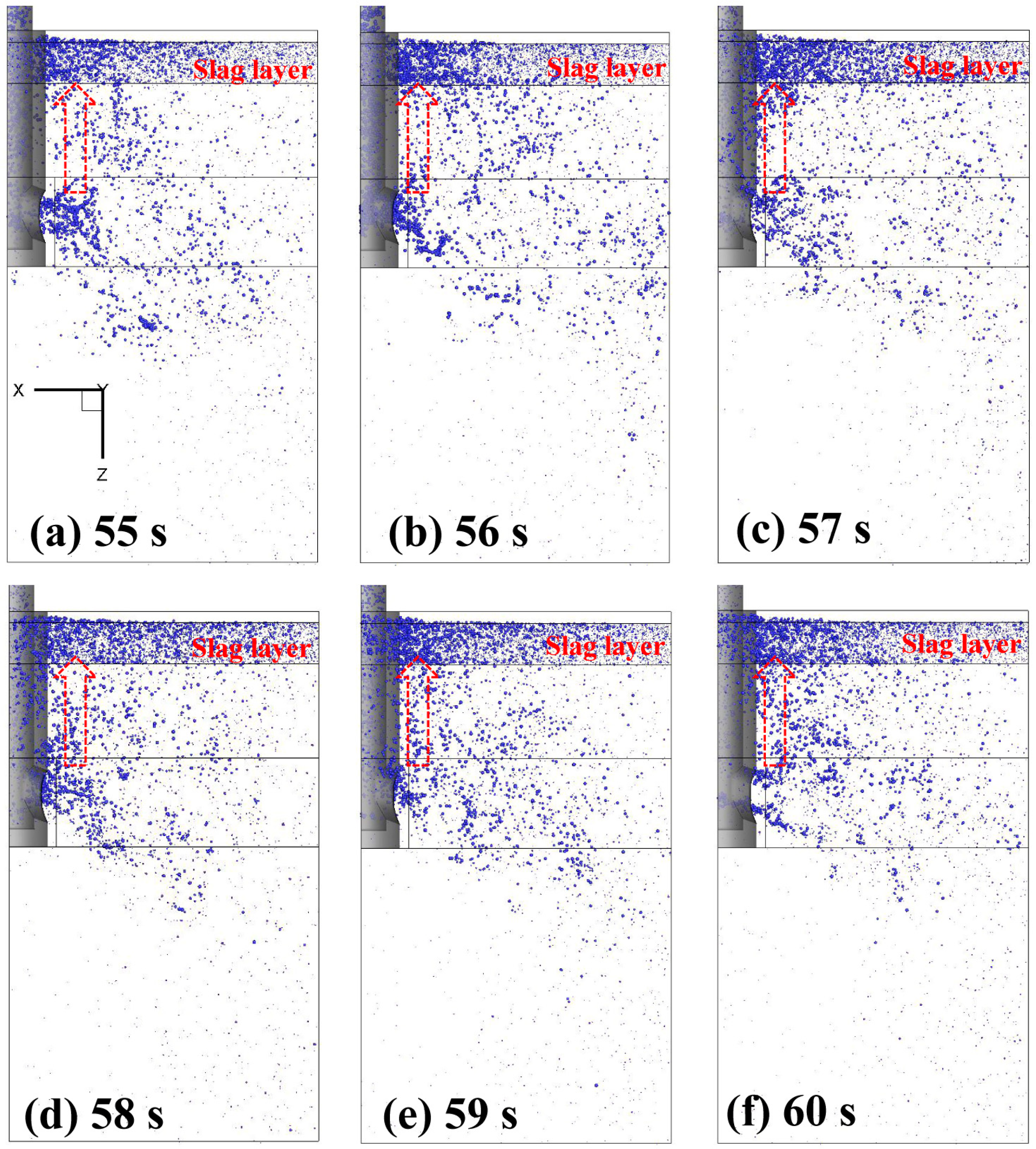
2.6. Behavior of Bubbly Flow in the Mold
2.7. Characteristics of Multi-Phase Flow
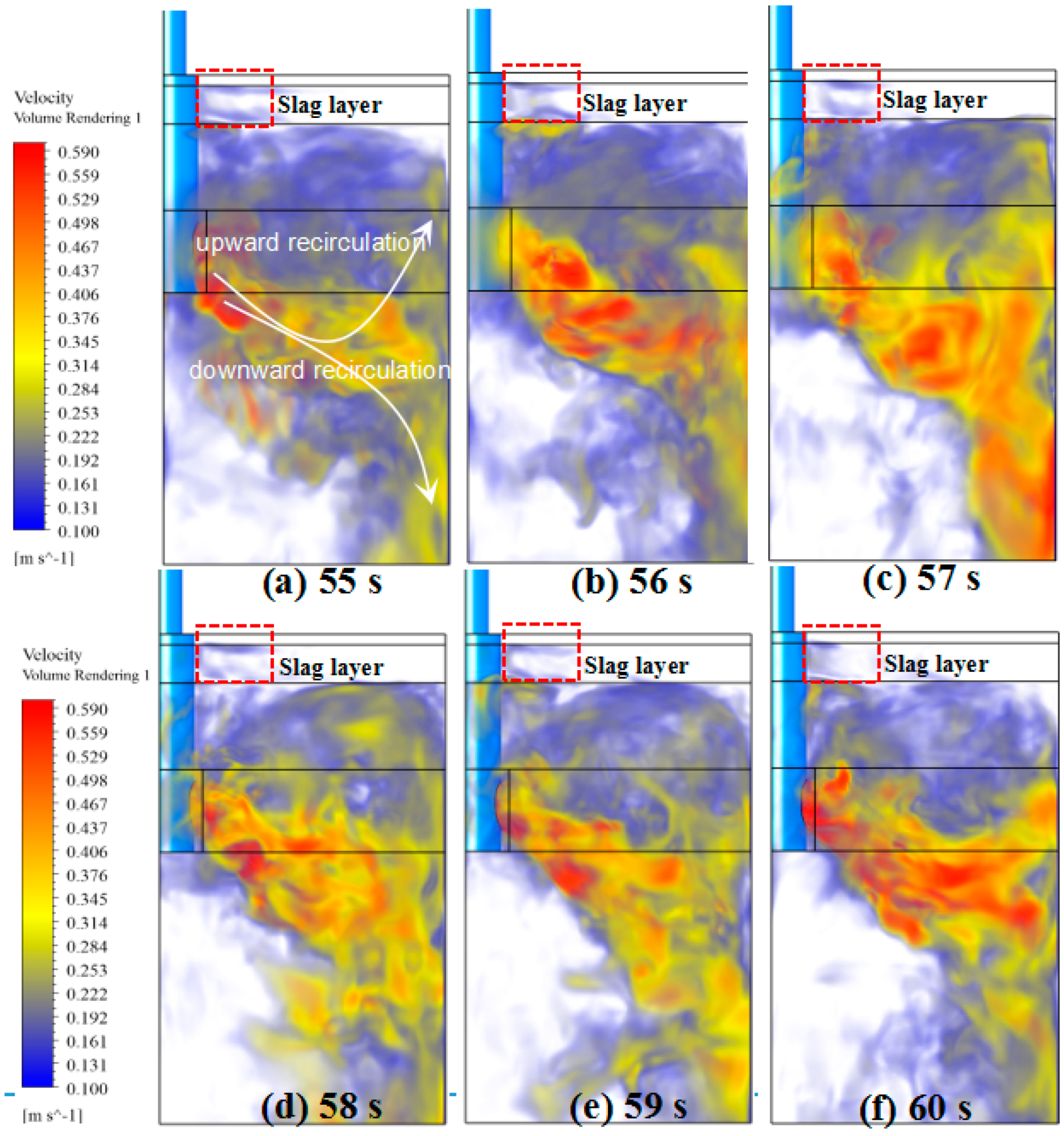
2.7.1. Typical Flow Pattern
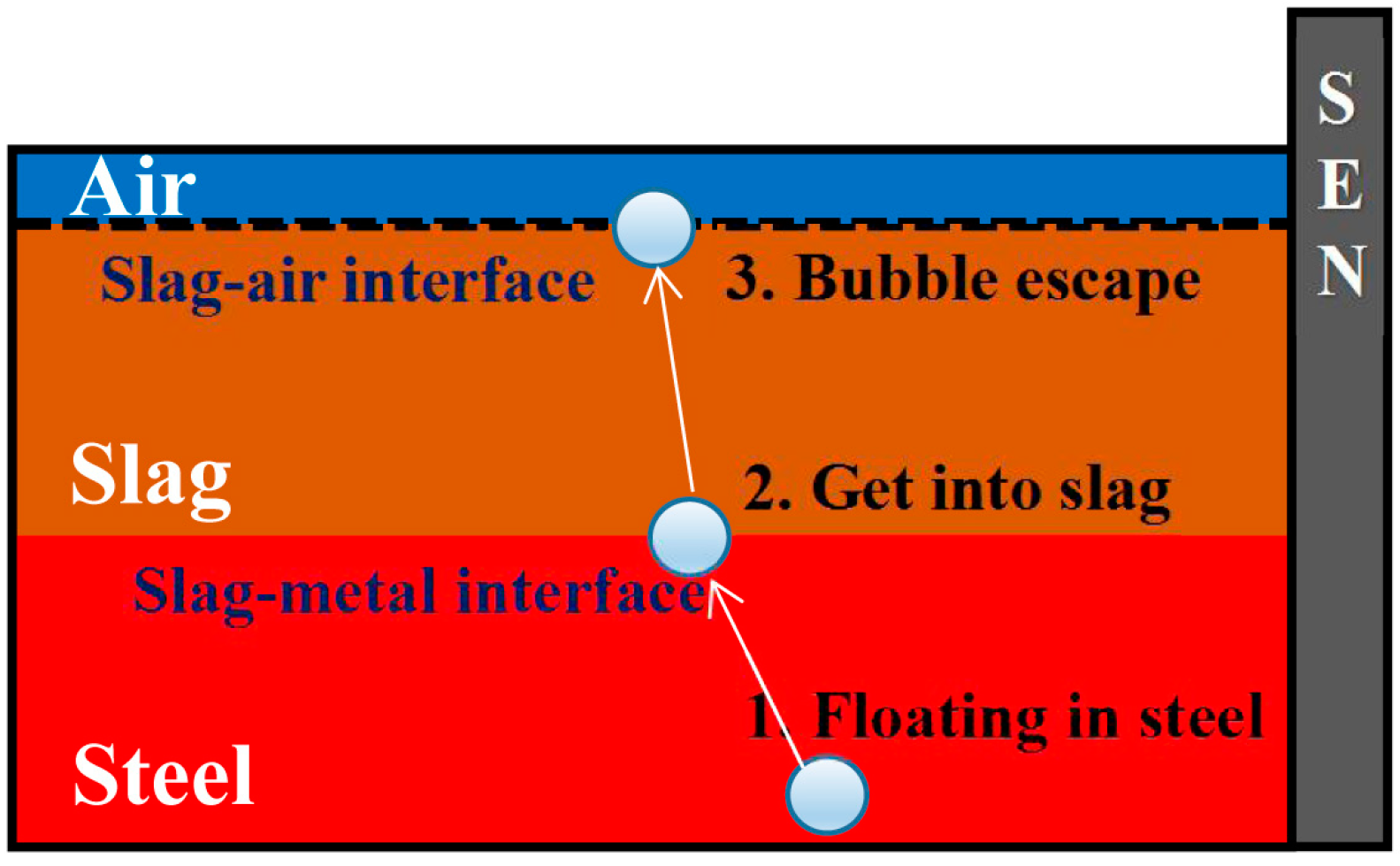
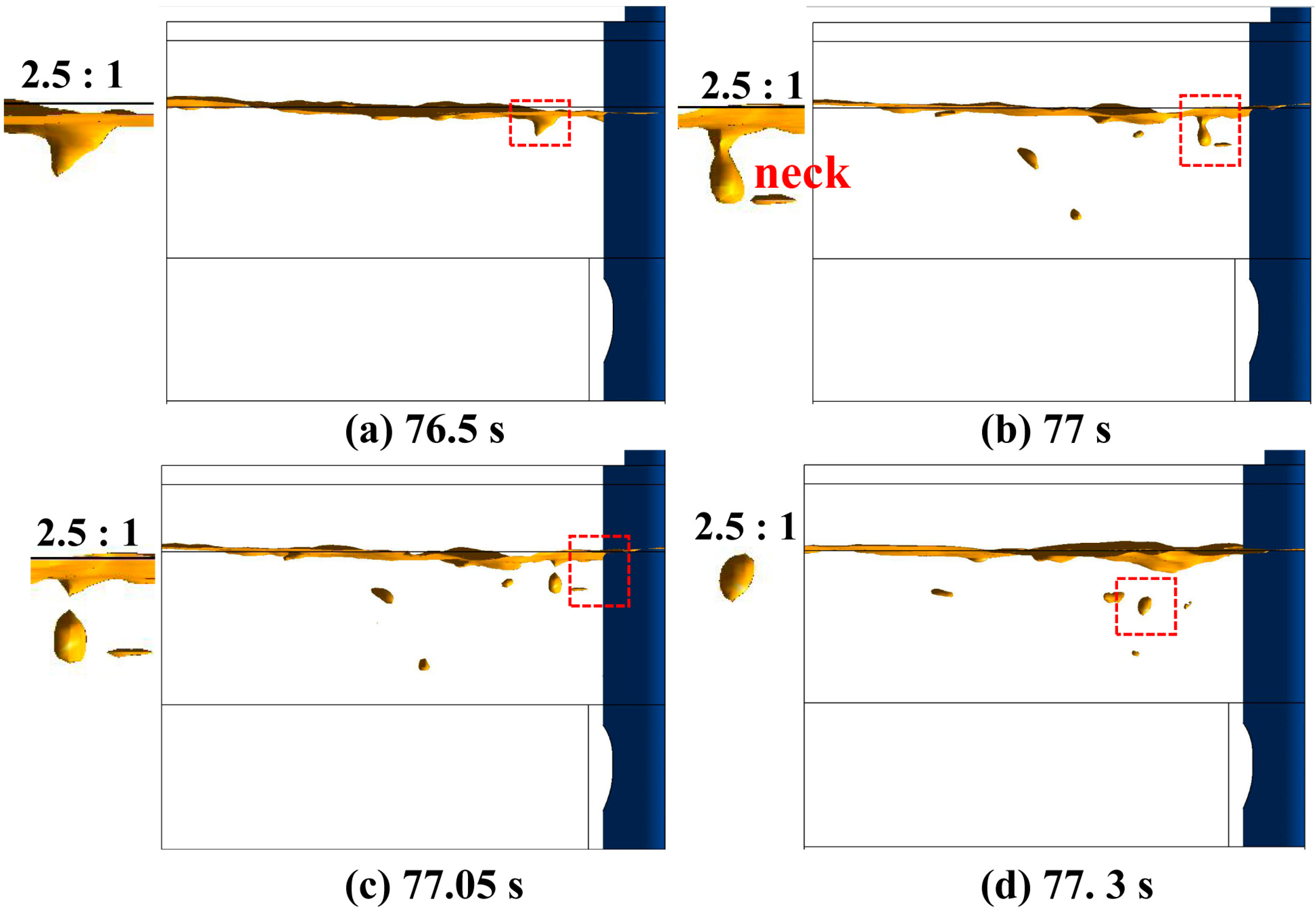
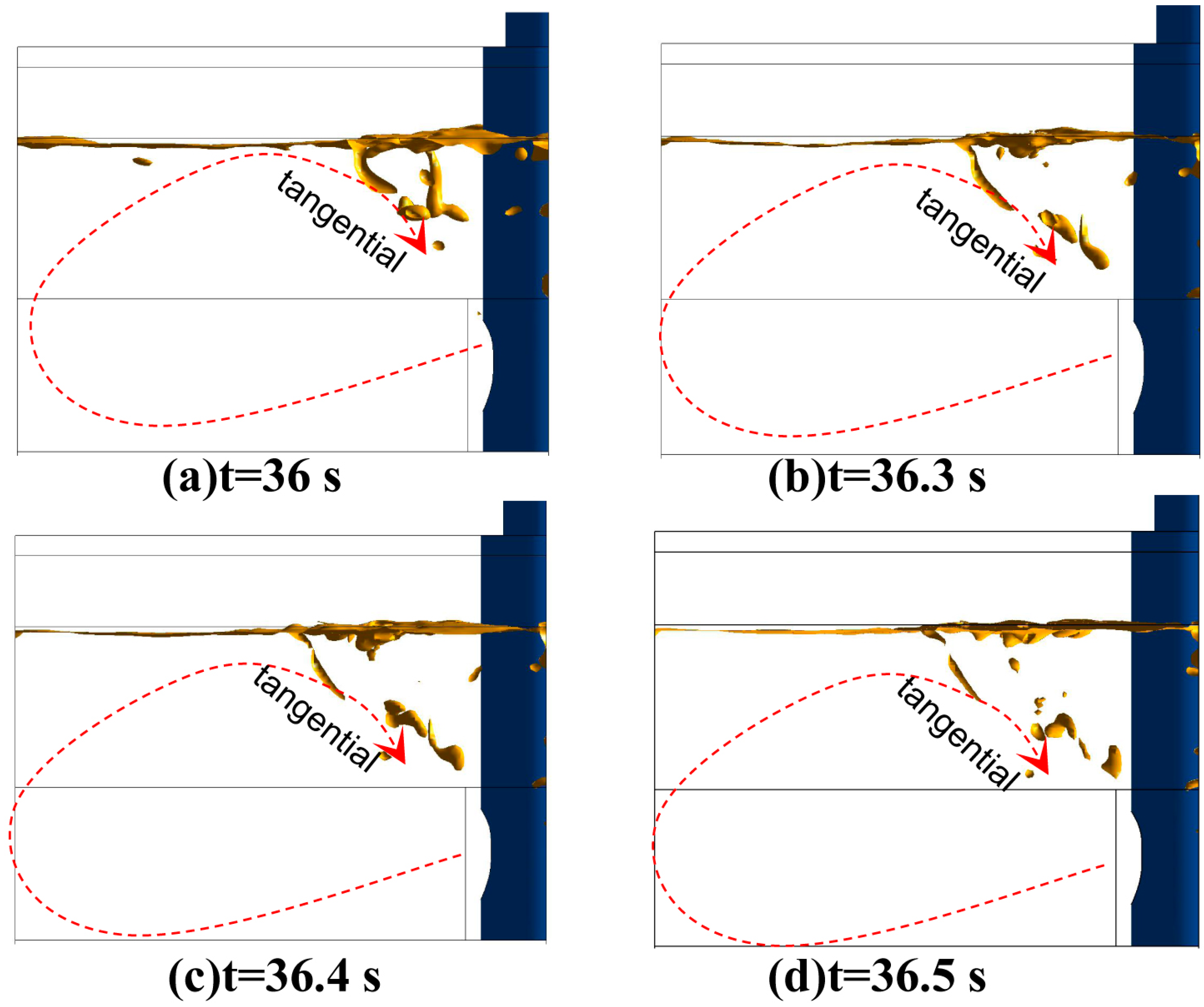
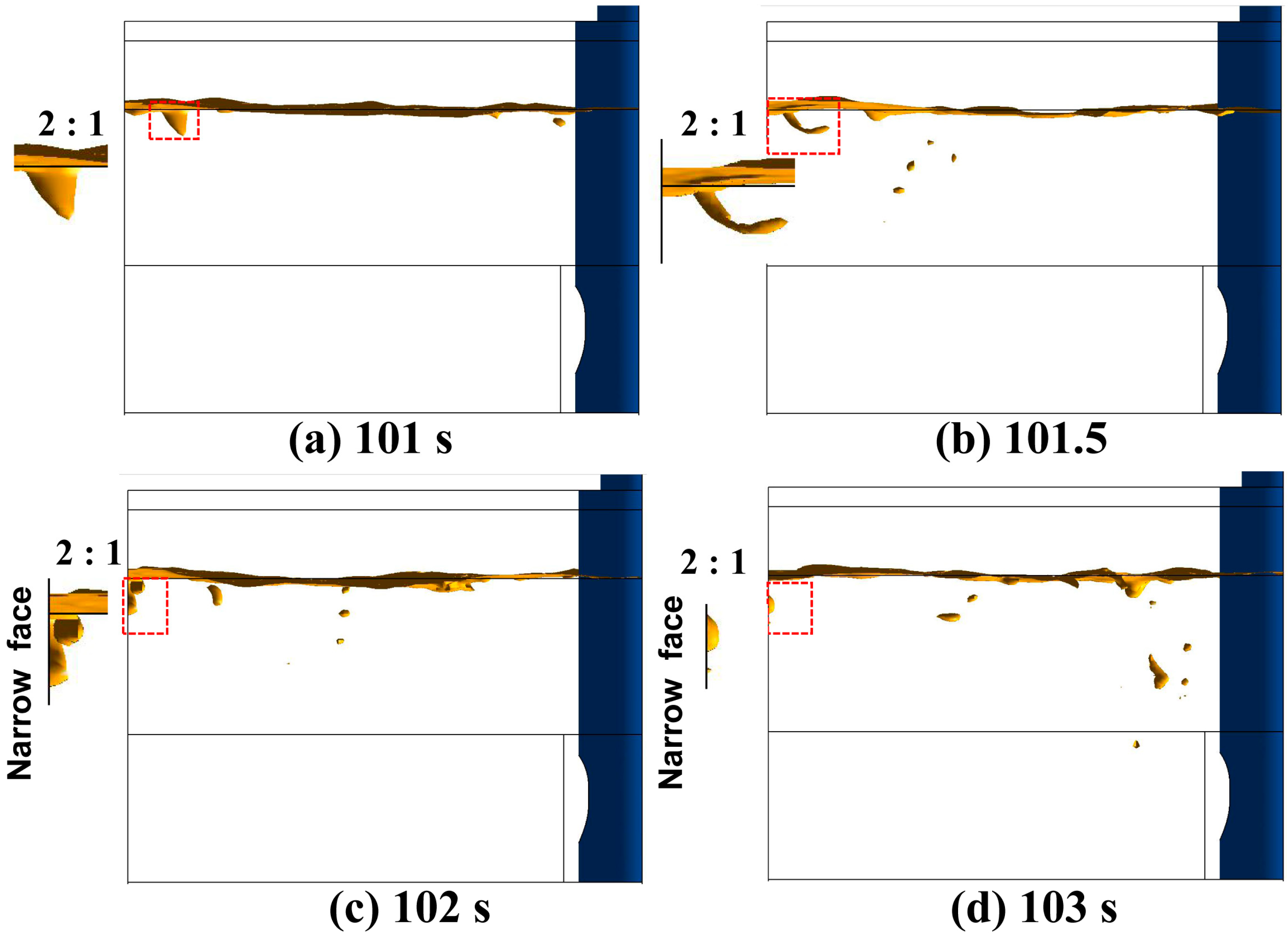
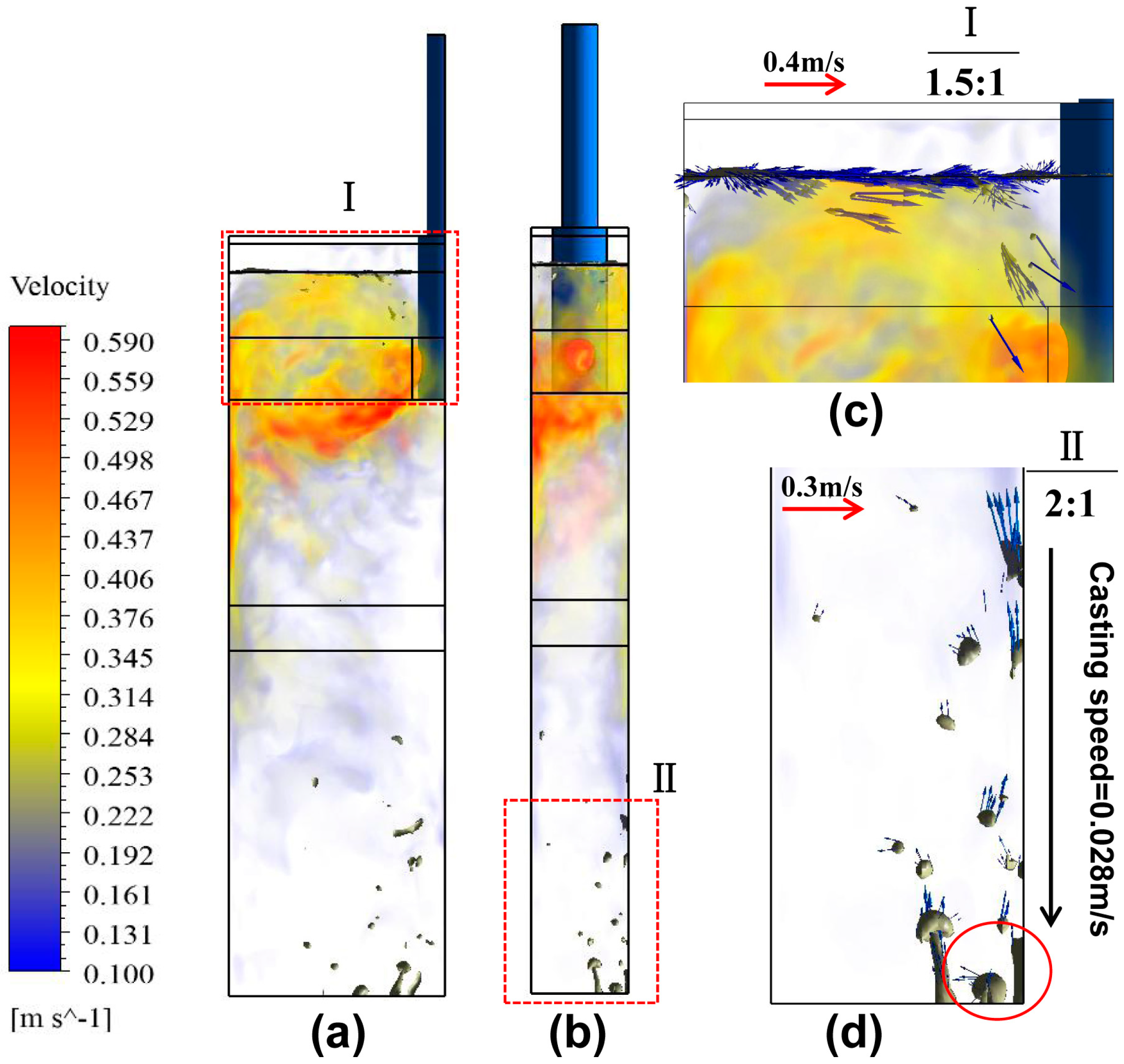
2.7.2. Mechanisms of Slag Entrapment
2.8. Turbulent Behavior of Two Interfaces in the Mold
3. Conclusions
- (1)
- The process of slag entrapment may experience four stages; deformation, necking, breaking, and transported in the mold. What’s more, three main mechanisms of slag entrapment were identified by our mathematical model; vortex formation, shearing flow, and top surface fluctuation.
- (2)
- The characteristics of bubble movements among three continuous phases were elaborated. The injection bubbles, especially the big ones, tend to move up near the SEN, leading to the fact that the interface level is rather high and turbulent around the SEN (1/4 zone of the slag layer, shown in Figure 7). This led to the slag eyes being typically found near the SEN from our on-situ observations.
- (3)
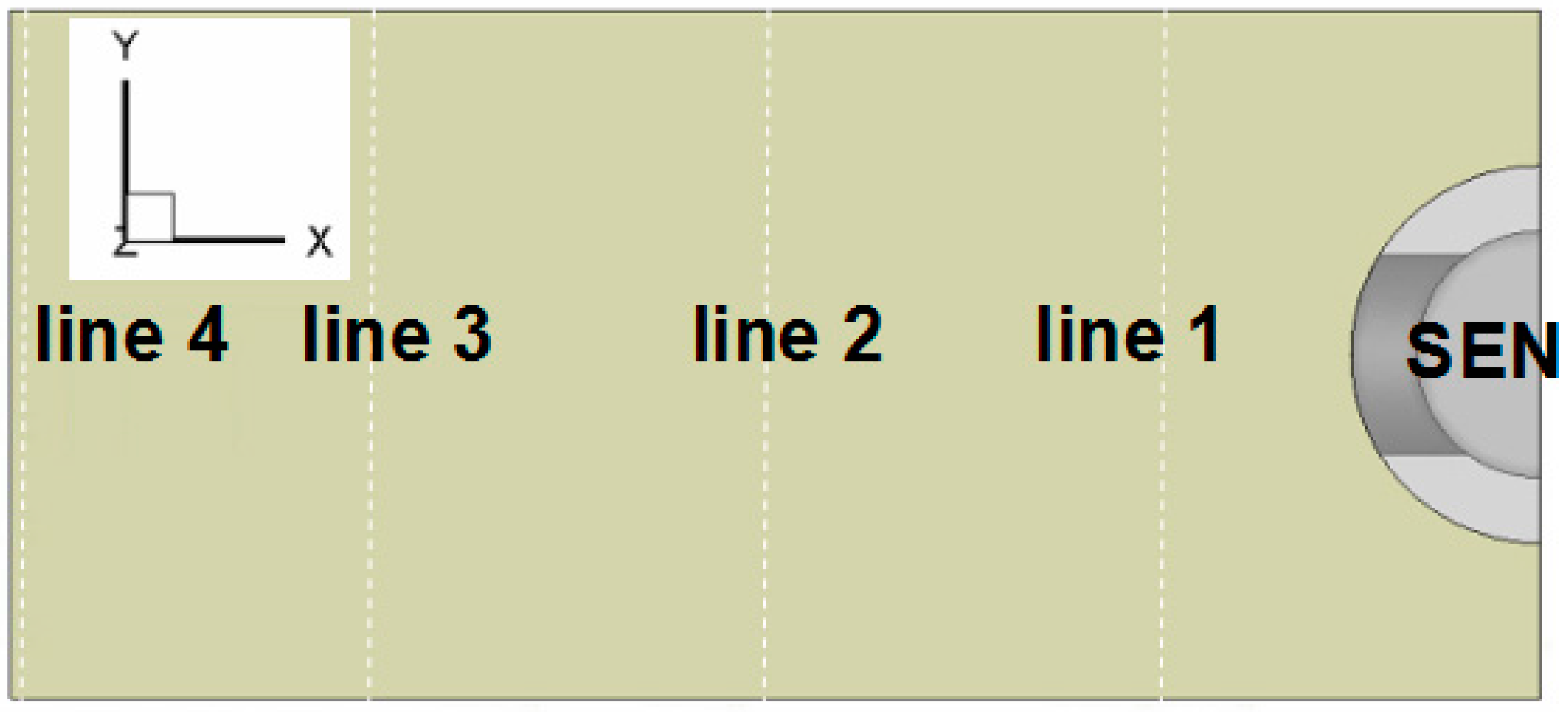
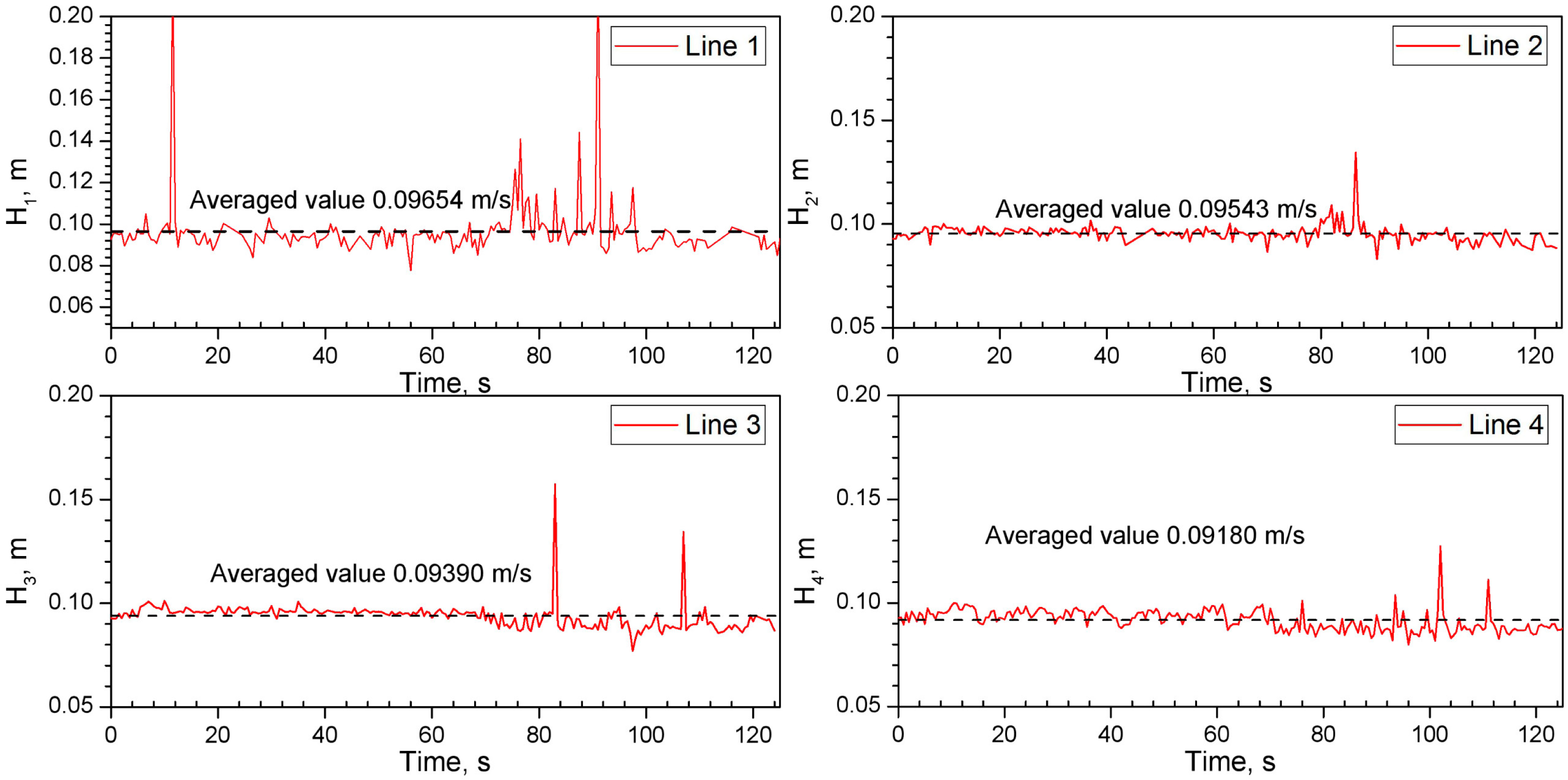
- A new indicator Hi is defined to evaluate the slag entrapment in the mold. The area where slag entrapment is most likely to occur is within 1/4 of the wide face (named as 1/4 zone, near the nozzle) due to vortex formation. Then, it is the 2/4 zone, caused by shear-layer instability. The slag entrapment in the 4/4 zone have similar is caused by the meniscus fluctuation, and have similar fluctuation characteristics with the 3/4 zone.
Author Contributions
Funding
Conflicts of Interest
References
- Jowsa, J.; Bielnicki, M.; Cwudziński, A. Physical and numerical investigations of mould flux entrainment into Liquid Steel. Arch. Metall. Mater. 2017, 61, 2043–2050. [Google Scholar] [CrossRef]
- Hibbeler, L.C.; Thomas, B.G. Mold slag entrainment mechanisms in continuous casting molds. In Proceedings of the Iron and Steel Technology Conference (AIST), Pittsburgh, PA, USA, 6–9 May 2013. [Google Scholar]
- Zhang, L.F.; Yang, S.B.; Cai, K.K.; Li, J.Y.; Wan, X.G.; Thomas, B.G. Investigation of fluid flow and steel cleanliness in the continuous casting strand. Metal. Mater. Trans. B 2007, 38, 63–83. [Google Scholar] [CrossRef]
- Li, B.K.; Tsukihashi, F. Vortexing flow patterns in a water model of slab continuous casting mold. ISIJ Int. 2005, 45, 30–36. [Google Scholar] [CrossRef]
- Zheng, S.G.; Zhu, M. Study on mechanism of mould powder entrapment in funnel type mould of flexible thin slab casting machine. Ironmak. Steelmak. 2014, 41, 507–513. [Google Scholar] [CrossRef]
- Yamashita, S.; Iguchi, M. Mechanism of mold powder entrapment caused by large argon bubble in continuous casting mold. ISIJ Int. 2001, 41, 1529–1531. [Google Scholar] [CrossRef]
- Savolainen, J.; Fabritius, T.; Mattila, O. Effect of fluid physical properties on the emulsification. ISIJ Int. 2009, 49, 29–36. [Google Scholar] [CrossRef]
- Iguchi, M.; Yoshida, J.; Shimizu, T.; Mizuno, Y. Model study on the entrapment of mold powder into molten steel. ISIJ Int. 2000, 40, 685–691. [Google Scholar] [CrossRef]
- Hagemann, R.; Schwarze, R.; Heller, H.P.; Scheller, P.R. Model investigations on the stability of the steel-slag interface in continuous-casting process. Metall. Mater. Trans. B 2013, 44B, 80–90. [Google Scholar] [CrossRef]
- Scheller, P.R.; Hagemann, R. Model investigation on slag entrainment in continuous casting. Arch. Metall. Mater. 2012, 57, 283–289. [Google Scholar] [CrossRef]
- Yoshida, J.; Ohmi, T.; Iguchi, M. Cold model study of the effects of density difference and blockage factor on mold powder entrainment. ISIJ Int. 2006, 45, 1160–1164. [Google Scholar] [CrossRef]
- Kasai, N.; Iguchi, M. Water-model experiment on melting powder trapping by vortex in the continuous casting mold. ISIJ Int. 2007, 47, 982–987. [Google Scholar] [CrossRef]
- Bielnicki, M.; Jowsa, J. Physical modeling of mold slag entrainment in continuous steel casting mold with consideration the impact of mold powder layer. Steel Res. Int. 2018, 89, 1800110. [Google Scholar] [CrossRef]
- Saeedipour, M.; Puttinger, S.; Doppelhammer, N.; Pirker, S. Modelling slag entrainment in the continuous casting mold with LES-VOF simulations and comparison to a water/oil benchmark experiment. In Proceedings of the 9th European Continuous Casting Conference, Vienna, Austria, 26–29 June 2017. [Google Scholar]
- Chaudhary, R.; Thomas, B.G.; Vanka, S.P. Effect of electromagnetic ruler braking (EMBr) on transient turbulent flow in continuous slab casting using large eddy simulations. Metal. Mater. Trans. B 2012, 43B, 532–553. [Google Scholar] [CrossRef]
- Liu, Z.Q.; Li, B.K.; Jiang, M.F.; Tsukihashi, F. Modeling of transient two-phase flow in a continuous casting mold using Euler-Euler large eddy simulation scheme. ISIJ Int. 2013, 53, 484–492. [Google Scholar] [CrossRef]
- Liu, Z.Q.; Li, B.K.; Jiang, M.F.; Tsukihashi, F. Euler-Euler-Lagrangian modeling for two-phase flow and particle transport in continuous casting mold. ISIJ Int. 2014, 54, 1314–1323. [Google Scholar] [CrossRef]
- Liu, Z.Q.; Sun, Z.B.; Li, B.K. Modeling of quasi-four-phase flow in continuous casting mold using hybrid Eulerian and Lagrangian approach. Metal. Mater. Trans. B 2017, 48, 1248–1267. [Google Scholar] [CrossRef]
- Liu, Z.Q.; Li, B.K.; Vakhrushev, A.; Wu, M.H.; Ludwig, A. Physical and numerical modeling of exposed slag eye in continuous casting mold using Euler-Euler approach. Steel Res. Int. 2018. [Google Scholar] [CrossRef]
- Asad, A.; Kratzsch, C.; Schwarze, R. Numerical investigation of the free surface in a model mold. Steel Res. Int. 2016, 87, 181–190. [Google Scholar] [CrossRef]
- Li, X.L.; Li, B.K.; Liu, Z.Q.; Niu, R. Large eddy simulation of electromagnetic three-phase flow in a round bloom considering solidified shell. Steel Res. Int. 2018. [Google Scholar] [CrossRef]
- Li, X.L.; Li, B.K.; Liu, Z.Q.; Niu, R.; Liu, Q. In-situ analysis and numerical study of inclusion distribution in a vertical-bending caster. ISIJ Int. 2018, 58, 2052–2061. [Google Scholar] [CrossRef]
- Thomas, B.G.; Huang, X.; Sussman, R.C. Simulation of argon gas flow effects in a continuous slab caster. Metall. Mater. Trans. B 1994, 25B, 527–547. [Google Scholar] [CrossRef]
- Li, Y.; Cheng, C.G.; Yang, M.L.; Dong, Z.X.; Xue, Z.L. Behavior characteristics of argon bubbles on inner surface of upper tundish nozzle during argon blowing process. Metals 2018, 8, 590. [Google Scholar] [CrossRef]
- Saeedipour, M.; Puttinger, S.; Pirker, S. LES-VOF simulation of turbulent interfacial flow in the continuous casting mold. In Proceedings of the International Conference on Computational Fluid Dynamics in the Oil & Gas, Trondheim, Norway, 30 May–1 June 2017. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values |
|---|---|
| Cross-section of half slab (Width × Thickness), mm2 | 525 × 237 |
| Immersion depth of submerged entry nozzle, mm | 180 |
| Mold height, mm | 900 |
| Lengths of foot cooling and part of secondary cooling zone No. 1, mm | 110, 740 |
| Thickness of air phase, mm | 20 |
| Thickness of slag layer, mm | 70 |
| Casting speed, m/min | 1.7 |
| Opening angle ° | 20°downward |
| Dynamic viscosity of steel, slag and the air, kg/(m·s) | 0.0051, 0.239, 1.7894e-05 |
| Density of molten steel, slag, and argon bubbles, kg/m3 | 7100, 3000, 1.78 |
| Interfacial tension force, N/m | 1.2 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Li, B.; Liu, Z.; Niu, R.; Liu, Y.; Zhao, C.; Huang, C.; Qiao, H.; Yuan, T. Large Eddy Simulation of Multi-Phase Flow and Slag Entrapment in a Continuous Casting Mold. Metals 2019, 9, 7. https://doi.org/10.3390/met9010007
Li X, Li B, Liu Z, Niu R, Liu Y, Zhao C, Huang C, Qiao H, Yuan T. Large Eddy Simulation of Multi-Phase Flow and Slag Entrapment in a Continuous Casting Mold. Metals. 2019; 9(1):7. https://doi.org/10.3390/met9010007
Chicago/Turabian StyleLi, Xianglong, Baokuan Li, Zhongqiu Liu, Ran Niu, Yanqiang Liu, Changliang Zhao, Caide Huang, Huanshan Qiao, and Tianxiang Yuan. 2019. "Large Eddy Simulation of Multi-Phase Flow and Slag Entrapment in a Continuous Casting Mold" Metals 9, no. 1: 7. https://doi.org/10.3390/met9010007