Crack Propagation of SS304/BNi-2 Brazed Joints: Experiments and Numerical Simulations

Abstract
:1. Introduction
2. Materials and Experiments
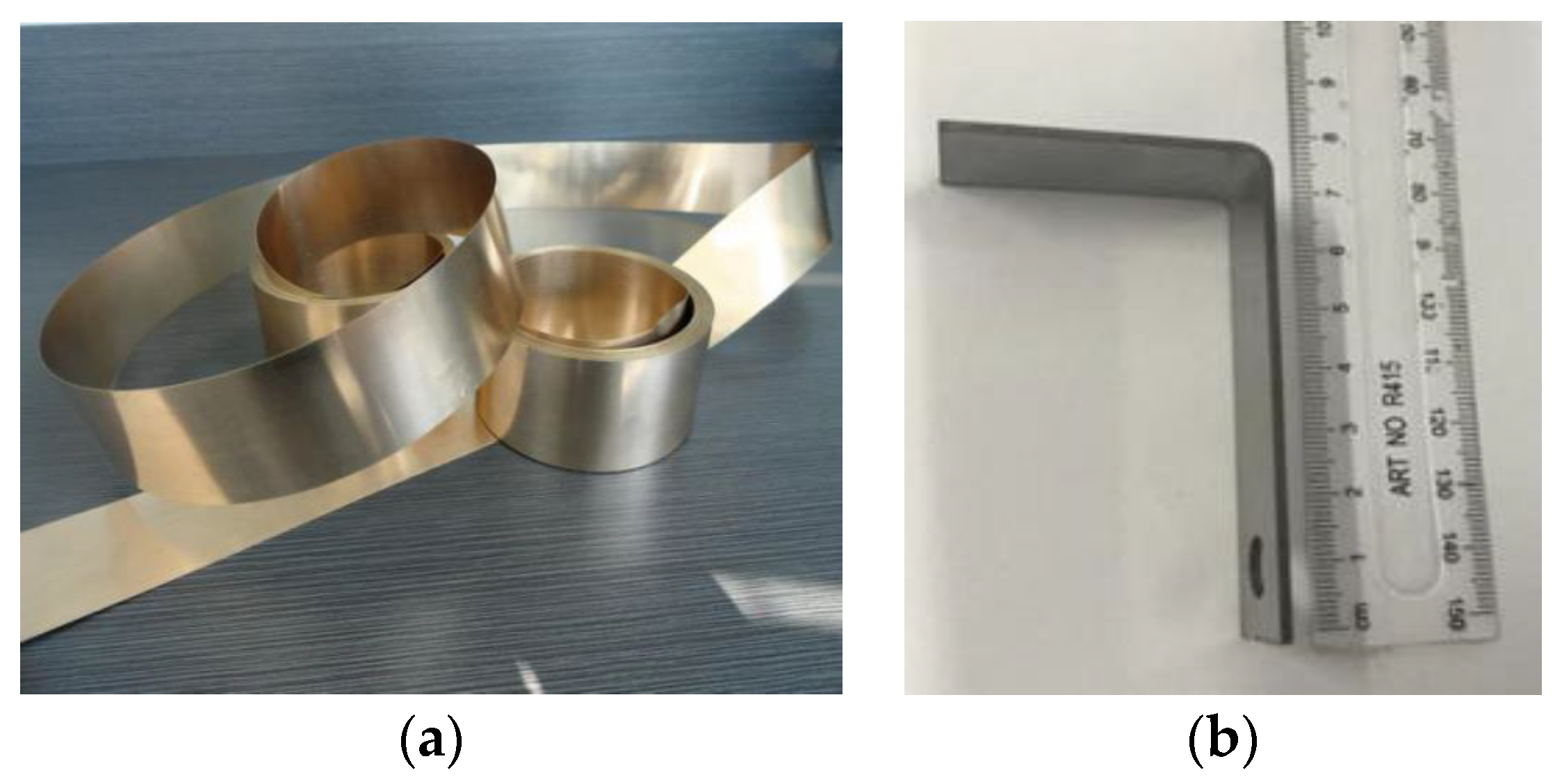
2.1. T-Type Brazed Joint Peeling Experiments
2.2. Experimental Results
3. Finite Element Analysis
3.1. Cohesive Zone Modeling
3.2. Finite Element Model
3.3. Mesh Convergence Study
3.4. Determination of Critical Cohesive Energy and Cohesive Strength
4. Results and Discussion
4.1. Crack Propagation Law Analysis
4.2. Effect of Thickness of Base Metal on Crack Propagation
4.3. Effect of Yield Strength of Base Metal on Crack Propagation
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| a | crack length | : | shear strengths in modes II and III |
| b | width of the specimen | x | loading displacement |
| D | stiffness degradation coefficient | δ1 | normal separation component |
| E | elastic modulus | δ2, δ3 | tangential separation components |
| Ec | elastic modulus of the solder | separation component at initial damage for mode I | |
| G | total input energy | , | separation component at initial damage for modes II and III |
| Gc | critical cohesive energy | δm | effective separation |
| Gd | plastic dissipation energy | damage initiation | |
| h | thickness of the peeling arm | effective separation at complete failure | |
| hc | filler metal thickness | the maximum value of the effective separation | |
| k | slope of the linear elastic part of the traction-separation law | δi | (i = 1,2,3) separation components |
| LCZM | size of the cohesive element | Δ | characteristic length of the deformation |
| P | stable peeling load | θ | peeling angle |
| t1 | normal traction component | θ0 | root rotation |
| t2, t3 | tangential traction components | σy | yield strength of the peeling arm |
| tensile strength in mode I |
References
- Chang, H.-M.; Gwak, K.H. New application of plate–fin heat exchanger with regenerative cryocoolers. Cryogenic 2015, 70, 1–8. [Google Scholar] [CrossRef]
- Sundén, B.; Fu, J. Chapter 6—Aerospace Heat Exchangers. In Heat Transfer in Aerospace Applications; Academic Press: New York, NY, USA, 2017; pp. 89–115. [Google Scholar]
- Bartel, N.; Chen, M.; Utgikar, V.; Sun, X.; Kim, I.-H.; Christensen, R.; Sabharwall, P. Comparative analysis of compact heat exchangers for application as the intermediate heat exchanger for advanced nuclear reactors. Ann. Nucl. Energy 2015, 81, 143–149. [Google Scholar] [CrossRef] [Green Version]
- Jiang, W.; Gong, J.; Tu, S. A study of the effect of filler metal thickness on tensile strength for a stainless steel plate-fin structure by experiment and finite element method. Mater. Des. 2010, 31, 2387–2396. [Google Scholar] [CrossRef]
- Feng, J.; Liu, D.; Zhang, L.; Lin, X.; He, P. Effects of processing parameters on microstructure and mechanical behavior of SiO2/Ti–6Al–4V joint brazed with AgCu/Ni interlayer. Mater. Sci. Eng. A 2010, 527, 1522–1528. [Google Scholar] [CrossRef]
- Jiang, W.; Gong, J.; Tu, S. Effect of holding time on vacuum brazing for a stainless steel plate–fin structure. Mater. Des. 2010, 31, 2157–2162. [Google Scholar] [CrossRef]
- Nishi, H.; Kikuchi, K. Influence of brazing conditions on the strength of brazed joints of alumina dispersion-strengthened copper to 316 stainless steel. J. Nucl. Mater. 1998, 258, 281–288. [Google Scholar] [CrossRef]
- Fu, L.D.; Miyashita, Y.; Mutoh, Y. Elastoplastic Singular Behavior of Residual Stress in Si3N4/S45C Joint with Copper Interlayer. Key Eng. Mater. 2004, 274, 1011–1016. [Google Scholar] [CrossRef]
- Xu, S.; Wang, S.; Zhao, Y.; Jiang, W. The residual stress in a brazed joint of metallic bipolar plates of PEMFC: A numerical model. Int. J. Hydrog. Energy 2016, 41, 5304–5314. [Google Scholar] [CrossRef]
- Jiang, W.; Liu, Z.; Gong, J.; Tu, S. Numerical simulation to study the effect of repair width on residual stresses of a stainless steel clad plate. Int. J. Press. Vessel. Pip. 2010, 87, 457–463. [Google Scholar] [CrossRef]
- Cornetti, P.; Sapora, A.; Carpinteri, A. Short cracks and V-notches: Finite Fracture Mechanics vs. Cohesive Crack Model. Eng. Fract. Mech. 2016, 168. [Google Scholar] [CrossRef]
- Taylor, D.; Cornetti, P.; Pugno, N. The fracture mechanics of finite crack extension. Eng. Fract. Mech. 2005, 72, 1021–1038. [Google Scholar] [CrossRef]
- Henninger, C.; Leguillon, D.; Martin, E. Crack initiation at a V-notch—Comparison between a brittle fracture criterion and the Dugdale cohesive model. C. R. Méc. 2007, 335, 388–393. [Google Scholar] [CrossRef]
- Ghovanlou, M.K.; Jahed, H.; Khajepour, A. Mechanical reliability characterization of low carbon steel brazed joints with copper filler metal. Mat. Sci. Eng. A Struct. 2011, 528, 6146–6156. [Google Scholar]
- Tan, C.L. Boundary element methods in creep and fracture. Can. J. Civ. Eng. 1983, 10, 780–781. [Google Scholar] [CrossRef]
- Dong, Y.; Wu, S.; Xu, S.; Zhang, Y.; Fang, S. Fracture of concrete structure using simplified meshless method. Cem. Concr. Res. 2009, 39, 966–972. [Google Scholar] [CrossRef]
- Dolbow, J.; Belytschko, T.; Moës, N. A finite element method for crack growth without remeshing. Int. J. Numer. Methods Eng. 1999, 46, 131–150. [Google Scholar]
- Yang, J.; Wang, L. Optimizing the Local Strength Mismatch of a Dissimilar Metal Welded Joint in a Nuclear Power Plant. Metals 2018, 8, 494. [Google Scholar] [CrossRef]
- Bouchard, P.; Bay, F.; Chastel, Y. Numerical modelling of crack propagation: Automatic remeshing and comparison of different criteria. Comput. Methods Appl. Mech. Eng. 2003, 192, 3887–3908. [Google Scholar] [CrossRef]
- Wells, G.; Sluys, L.; Wells, G. Three-dimensional embedded discontinuity model for brittle fracture. Int. J. Solids Struct. 2001, 38, 897–913. [Google Scholar] [CrossRef]
- Maligno, A.; Rajaratnam, S.; Leen, S.; Williams, E. A three-dimensional (3D) numerical study of fatigue crack growth using remeshing techniques. Eng. Fract. Mech. 2010, 77, 94–111. [Google Scholar] [CrossRef]
- Krueger, R. Virtual crack closure technique: History, approach, and applications. Appl. Mech. Rev. 2004, 57, 109–143. [Google Scholar] [CrossRef]
- Dugdale, D. Yielding of steel sheets containing slits. J. Mech. Phys. Solids 1960, 8, 100–104. [Google Scholar] [CrossRef]
- Barenblatt, G. The Mathematical Theory of Equilibrium Cracks in Brittle Fracture. Adv. Appl. Mech. 1962, 7, 55–129. [Google Scholar]
- Pirondi, A.; Moroni, F. Improvement of a Cohesive Zone Model for Fatigue Delamination Rate Simulation. Materials 2019, 12, 181. [Google Scholar] [CrossRef]
- Tvergaard, V.; Hutchinson, J.W. Toughness of an interface along a thin ductile layer joining elastic solids. Philos. Mag. A 1994, 70, 641–656. [Google Scholar] [CrossRef]
- Yang, Q.; Thouless, M.; Ward, S. Elastic–plastic mode-II fracture of adhesive joints. Int. J. Solids Struct. 2001, 38, 3251–3262. [Google Scholar] [CrossRef]
- Zou, Z.; Reid, S.; Li, S. A continuum damage model for delaminations in laminated composites. J. Mech. Phys. Solids 2003, 51, 333–356. [Google Scholar] [CrossRef]
- Yang, Q.; Cox, B. Cohesive models for damage evolution in laminated composites. Int. J. Fract. 2005, 133, 107–137. [Google Scholar] [CrossRef]
- Fan, C.; Ben Jar, P.-Y.; Cheng, J.R. Cohesive zone with continuum damage properties for simulation of delamination development in fibre composites and failure of adhesive joints. Eng. Fract. Mech. 2008, 75, 3866–3880. [Google Scholar] [CrossRef]
- Xie, D.; Salvi, A.G.; Sun, C.; Waas, A.M.; Caliskan, A. Discrete Cohesive Zone Model to Simulate Static Fracture in 2D Triaxially Braided Carbon Fiber Composites. J. Compos. Mater. 2006, 40, 2025–2046. [Google Scholar] [CrossRef]
- Han, T.-S.; Ural, A.; Chen, C.-S.; Zehnder, A.T.; Ingraffea, A.R.; Billington, S.L. Delamination buckling and propagation analysis of honeycomb panels using a cohesive element approach. Int. J. Fract. 2002, 115, 101–123. [Google Scholar] [CrossRef]
- Ghovanlou, M.K.; Jahed, H.; Khajepour, A. Cohesive zone modeling of ductile tearing process in brazed joints. Eng. Fract. Mech. 2013, 102, 156–170. [Google Scholar] [CrossRef]
- Jiang, W.; Gong, J.; Tu, S.T. Effect of brazing temperature on tensile strength and microstructure for a stainless steel plate-fin structure. Mater. Des. 2010, 32, 736–742. [Google Scholar] [CrossRef]
- Mi, Y.; Crisfield, M.A.; Davies, G.A.O.; Hellweg, H.B. Progressive Delamination Using Interface Elements. J. Compos. Mater. 1998, 32, 1246–1272. [Google Scholar] [CrossRef]
- Tvergaard, V.; Hutchinson, J.W. The relation between crack growth resistance and fracture process parameters in elastic-plastic solids. J. Mech. Phys. Solids 1992, 40, 1377–1397. [Google Scholar] [CrossRef]
- Barenblatt, G.I. The formation of equilibrium cracks during brittle fracture. General ideas and hypotheses. Axially-symmetric cracks. J. Appl. Math. Mech. 1959, 23, 622–636. [Google Scholar]
- Camacho, G.; Ortiz, M. Computational modelling of impact damage in brittle materials. Int. J. Solids Struct. 1996, 33, 2899–2938. [Google Scholar] [CrossRef]
- Turon, A.; Dávila, C.G.; Camanho, P.P.; Costa, J. An engineering solution for mesh size effects in the simulation of delamination using cohesive zone models. Eng. Fract. Mech. 2007, 74, 1665–1682. [Google Scholar] [CrossRef]
- Zhou, F.; Molinari, J.-F.; Shioya, T. A rate-dependent cohesive model for simulating dynamic crack propagation in brittle materials. Eng. Fract. Mech. 2005, 72, 1383–1410. [Google Scholar] [CrossRef]
- Kinloch, A.J.; Lau, C.C.; Williams, J.G.; Kinloch, A. The peeling of flexible laminates. Int. J. Fract. 1994, 66, 45–70. [Google Scholar] [CrossRef]
- Kim, K.-S.; Aravas, N. Elastoplastic analysis of the peel test. Int. J. Solids Struct. 1988, 24, 417–435. [Google Scholar] [CrossRef]
- Georgiou, I.; Hadavinia, H.; Ivankovic, A.; Kinloch, A.J.; Tropsa, V.; Williams, J.G.; Kinloch, A. Cohesive zone models and the plastically deforming peel test. J. Adhes. 2003, 79, 239–265. [Google Scholar] [CrossRef] [Green Version]
- Kawashita, L.F.; Moore, D.R.; Williams, J.G. The development of a mandrel peel test for the measurement of adhesive fracture toughness of epoxy–metal laminates. J. Adhes. 2004, 80, 147–167. [Google Scholar] [CrossRef]
- ABAQUS/CAE, Version 6.7-1; Dassault Systems: Villakublai, France, 2007.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | S | P | Cr | B | Ni | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 304 | ≤0.03 | ≤1.00 | ≤2.00 | ≤0.03 | ≤0.035 | 17.0~19.0 | - | 8.00~11.0 | Balance |
| BNi-2 | 0.06 | 4.50 | - | - | - | 7.00 | 3.1 | 82.34 | 3.0 |
| Specimen ID | Maximum Load (N) | Stable Load (N) |
|---|---|---|
| 1 | 1116.6 | 406.6 |
| 2 | 1018.6 | 378.3 |
| 3 | 1042.8 | 423.8 |
| Average value | 1059.3 | 402.9 |
| Plastic Strain (mm/mm) | 0 | 0.01 | 0.02 | 0.03 | 0.04 | 0.06 | 0.08 | 0.09 | 0.10 |
| Stress (MPa) | 208 | 260 | 281 | 300 | 315 | 342 | 366 | 375 | 386 |
| No. (i) | Cohesive Element Sizes (mm) | Number of Elements | Number of Nodes | Maximum Load Pi (N) | Error (e = (Pi+1 − Pi)/Pi) % |
|---|---|---|---|---|---|
| 1 | 0.1 | 2006 | 2938 | 1018.02 | - |
| 2 | 0.05 | 6180 | 8038 | 1046.62 | 2.81 |
| 3 | 0.025 | 23,180 | 26,890 | 1059.19 | 1.20 |
| 4 | 0.01 | 139,250 | 148,522 | 1060.33 | 0.01 |
| Base Metal | Filler Metal | Total Energy | Plastic Dissipated Energy | Cohesive Energy | |||
|---|---|---|---|---|---|---|---|
| E/MPa | σy/MPa | h/mm | Ec/MPa | hc/mm | G/mJ·mm−2 | Gd/mJ·mm−2 | Gc/mJ·mm−2 |
| 199,000 | 208 | 1 | 205,000 | 0.08 | 40.29 | 29.84 | 10.45 |
| Category | Maximum Load (N) | Fractional Error (%) | Final Load (N) | Fractional Error (%) | |
|---|---|---|---|---|---|
| Experimental value | 1059.33 | 512.01 | |||
| Simulation value | σmax = 20 MPa | 928.97 | 12.36 | 485.05 | 5.27 |
| σmax = 25 MPa | 998.95 | 5.76 | 503.19 | 1.72 | |
| σmax = 30 MPa | 1059.19 | 0.08 | 518.75 | 1.32 | |
| σmax = 35 MPa | 1110.62 | 4.78 | 532.34 | 3.97 | |
| σmax = 40 MPa | 1155.83 | 9.04 | 544.45 | 6.34 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, F.; Jiang, W.; Tan, J.; Shi, J.; Yang, D. Crack Propagation of SS304/BNi-2 Brazed Joints: Experiments and Numerical Simulations. Metals 2019, 9, 1031. https://doi.org/10.3390/met9101031
Zhou F, Jiang W, Tan J, Shi J, Yang D. Crack Propagation of SS304/BNi-2 Brazed Joints: Experiments and Numerical Simulations. Metals. 2019; 9(10):1031. https://doi.org/10.3390/met9101031
Chicago/Turabian StyleZhou, Fan, Wenchun Jiang, Juni Tan, Jingzhen Shi, and Daikun Yang. 2019. "Crack Propagation of SS304/BNi-2 Brazed Joints: Experiments and Numerical Simulations" Metals 9, no. 10: 1031. https://doi.org/10.3390/met9101031