1. Introduction
Surface treatments are frequently used in many industrial applications to increase the in-service performances of components. Specifically, for highly cyclically loaded parts, mechanical treatments, such as shot-peening and deep rolling, are commonly applied with the aim to enhance the fatigue life and strength, leading to different properties of the surface layer with respect to those of the bulk material [
1,
2,
3].
Shot-peening consists in hitting the surface at high speed with micro balls being hardener than the treated material and acting as local hammers, thus producing a force that is able to induce a plastic deformation in a thin layer of material. On the other hand, deep rolling makes use of a series of rolling elements to plastically deform the surface layer by generating a compressive force that is applied up to a certain value with a selected time law [
3]. The many works that were reported in literature proved that the basic mechanisms that support the fatigue life increment of mechanically treated surfaces are mainly related to the induced near-surface compressive residual stresses [
4,
5]. These have the twofold benefit of reducing the load acting on the component and largely suppressing the crack propagation from the surface towards the bulk. A further positive effect is associated to the intense induced work hardening resulting in high dislocation densities that strengthened near-surface regions, thus allowing for retarding fatigue crack nucleation [
2,
4]. Moreover, in the case of deep rolled components, the enhancement can derive from the elimination, or at least the reduction, of micro notches, thus leaving a smoother surface with the related well known beneficial impact on the fatigue life [
2]. Depending on the material of the treated surface, other property modifications can result from stress-induced martensitic transformations and/or transformations in near-surface crystallographic textures [
4].
Among the several rotation-symmetrical components that can take advantage of the deep rolling treatment, high loaded fasteners are typical examples, since, owing to the nature of their application, they frequently operate under cyclic loads, thus making fatigue the most frequent failure mode [
6]. Despite this aspect, not so many works in literature systematically explore the design issues of fasteners with the aim of addressing their resistance against fatigue failure [
7]. As a general rule, engineers often select fasteners based on their specifications for strength (tensile or yield strength) without specifically considering fatigue. In addition, the time and cost consuming activities that are required for these optimization tasks, and the sensitivity of the generated data, force many companies to regard them as confidential without sharing the results of their research. Finally, fastener suppliers not always can span a completely design freedom, as they are subjected to strict constraints that are imposed by customers that prescribe strict geometrical specifications. All of these design limitations thus pushed towards the solution that is offered by surface treatments to improve the fatigue resistance.
As previously stated, several works have already been published in the literature on the effect of shot-peening and deep rolling on various materials, but they mainly deal with standard cylindrical notched/unnotched specimens [
8,
9,
10,
11,
12,
13] or with crankshafts [
14,
15,
16,
17]. Conversely, only few works have been done that specifically focused on the effect of surface treatments in fasteners. Li et al. [
18] investigated the residual stresses that are induced by rolling of an underhead R = 0.64 mm fillet with regard to bolts made of a nickel based superalloy and compared the effectiveness of different experimental techniques. As a result, fillet rolling induced compressive residual stresses in a 0.5 mm deep surface layer, up to a maximum of 1600 MPa.
Within the variety of materials for fasteners, the technologies and practises that are applied in attaining weight reduction in transportation sectors proved that steel remains the most economical and sustainable material for vehicle manufacturing and the principle of steel-based light weighting is to replace mild steels by high strength steels, thus reducing the material thickness [
19]. In this context, now even more restricted to steels, only a single work has been found that was performed by Kloos et al. [
20], which explored how the operating parameters of the deep rolling were able to affect the fatigue strength of specimens made of 42CrMo 4 and marked by an underhead fillet radius of 1.35 mm. As the main outcome, the deep rolling process removed the notch effect, contributing to a fatigue life increase of 190% with respect to the notched and untreated condition.
No previous work dealt with the specific application of shot-peening at the underhead fillet of fasteners for the enhancement of the fatigue life, to the best of the authors’ knowledge. On the other hand, recent studies [
21,
22] have highlighted its beneficial impact on the tribological response, through friction coefficient as well as wear drop down. A friction coefficient reduction, as well as its steady trend, even under repeated tightenings, is usually a highly desirable response for screws, as it makes possible to ensure the achievement of the required preload upon tightening under torque control. In fact, the dimples that are created by shot impacts have the capability of incrementing the number of contacts of mating surfaces, acting as pockets that can collect wear debris and retain the lubricant, thus generating hydrostatic pressures that enhance their features.
In this framework, the aim of the present work was the experimental investigation on the effect of the shot-peening and deep rolling surface treatments on the fatigue response of high strength steel fasteners under in-service cyclic tensile stresses.
3. Initial Campaign
Two different set of reduced shank connecting rod screws were investigated in the present work. The first set of screws was made of 36NiCrMo and it had an MJ9 X 1 4g grade 13.9 thread with 7 mm diameter at the reduced shank (
Figure 1a) The screw underwent the following heat and forming treatments: cold forging, quenching/tempering, turning, grinding, and thread rolling, achieving a final Rockwell hardness of 44 HRC (detailed information on the technological parameters are not reported for confidentiality reasons). The material was experimentally characterized under static loads and it proved to fulfil the specifications, i.e. a tensile strength between 1300 MPa and 1350 MPa, a yield strength of 1100 MPa and 9% as minimum percentage elongation at fracture. The second set of screws was made of 42CrMoV. The thread was manufactured with 10 mm as nominal maximum diameter (MJ10 X 1 4g grade 14.9) (
Figure 1b); moreover, the screw had 8 mm diameter at the reduced shank. Upon manufacturing, these screws underwent similar treatments (except that they were not ground) to achieve an hardness up to 47 HRC and the static specifications consisted in a tensile strength between 1400 MPa and 1450 MPa, a yield strength of 1250 MPa, and a minimum elongation at fracture of 11%, which were also verified by experimental characterization.
The geometry of the fasteners was marked by an underhead fillet radius of 0.35 mm, as imposed by the final customer, and fatigue failure always occurred at this location. Indeed, despite what was reported in the literature regarding the most frequent site of fatigue failure in fasteners, i.e. the first thread [
7,
24], it was experimentally observed by the manufacturer that a sub-head connecting radius of less than 1 mm causes a fatigue failure that occurred at the fillet.
The experimental trials have been arranged in
Table 1, which can be regarded as a two-factor design. In particular, deep rolling has been handled as a two-level factor, when considering the absence of this treatment (referenced as level “N” in
Table 1) and its execution at the optimized load level (determined in preliminary experimental tests, as detailed in the following) (level “L”).
Regarding shot-peening, three levels have been considered: not performed treatment (to be regarded as level “N” in
Table 1), shot-peening by 100 µm diameter of ceramic shots (Z100) with 10–12N Almen Intensity and 200% coverage (level “Z”), shot-peening by 70 µm diameter of steel shots (UFS70) with 10–12N Almen Intensity and 200% coverage (level “U”). Each treatment combination in
Table 1 is consequently identified by a combination of two letters, the first one being related to deep rolling and the second one dealing with the subsequent peening treatment. These letters are able to synthetically and univocally indicate the performed treatments, while also taking their order into account.
When both deep rolling and shot-peening have been run (referenced as “LZ” and “LU” in
Table 1, shot-peening has been carried out (after deep rolling) at the underhead, the fillet and the not threaded reduced shank. A combination “NN” (neither shot-peening nor deep rolling being performed) corresponded to the as-turned (42CrMoV) or as-ground (36NiCrMo) screws and it was regarded as a reference value for comparison purposes.
It must be pointed out that the selected parameters for the shot-peening treatment were initially more specifically conceived to optimize the tribological response of the screws upon tightening and subsequent re-tightening rather than fatigue performance. However, the evaluation of the impact of the same set of parameters on the fatigue response was also within the aim of the present work.
The aforementioned two-factor design was replicated twice, one for each of the two screw materials that were involved in the present study.
The output variable was the fatigue limit, while considering a run-out value of 2 x 10
6 cycles, meaning that, when failure did not occur before, the test was stopped after two million cycles and a not failure outcome was assumed for further processing. When considering steel materials, run-outs in the range between 10
6 and 10
7 cycles are usually presumed, as they correspond to the number of cycles at the fatigue limit [
25]. At a first stage, some preliminary fatigue tests were carried out, while considering a run-out corresponding to 10
7 cycles. Based on the outcome that no failures occurred after one million cycles, the aforementioned value for run-out was considered, also accounting for an extra life span. The experimental results were processed according to the recommendations of ISO 12107 [
26] and of the Dixon method [
27] for the implementation of an abbreviated staircase sequence that aimed at the estimation of the fatigue limit for infinite life, based on the sequence of failure and not failure events. Sequences consisting of eight nominal specimens (at an average) were considered for each treatment combination in
Table 1. In agreement with the aforementioned references, stress steps in the order of the 5% of the fatigue limit and of its standard deviation were considered. The starting point of the sequence was roughly estimated by some exploratory tests in the finite life domain.
The fatigue tests were performed on a resonant machine, operating at a frequency between 100 and 110 Hz, under a tension-tension load with a fixed mean value corresponding to the recommended preload for the considered screw, being around 85% of the yield strength, also with regard to the service conditions. The amount of the amplitude load was varied at each test, according to the staircase sequence, depending on the outcome of the previous trial. Therefore, the load ratio (minimum over maximum ratio) was around 0.8 for all of the experimental trials.
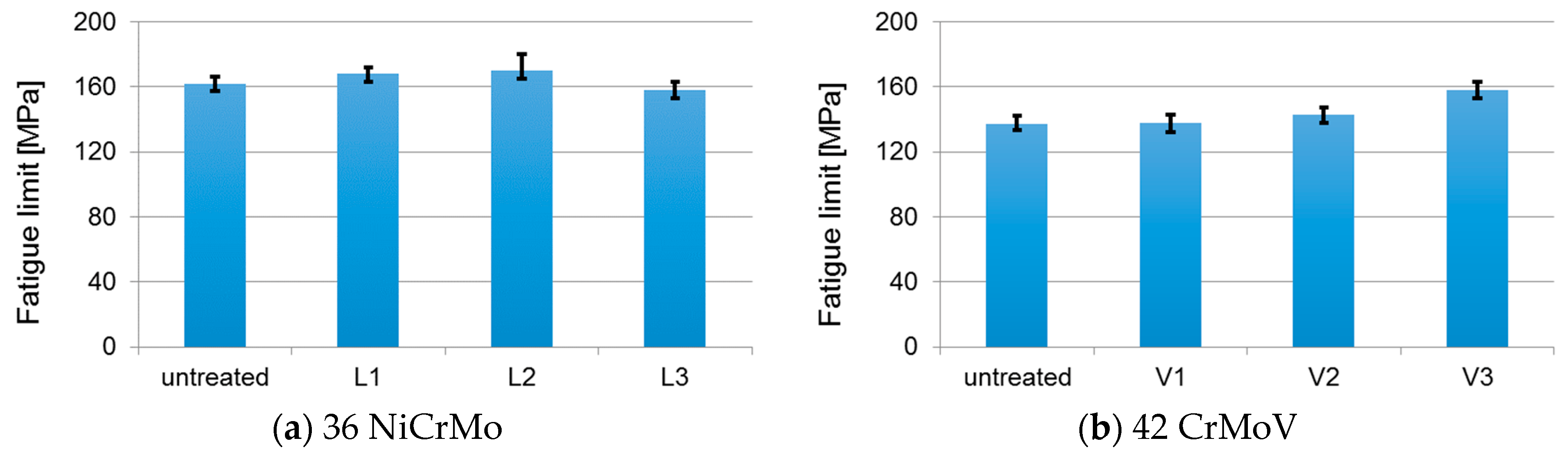
5. Results and Discussion of the Initial Campaign
The results in terms of the fatigue limits for the two screw materials, 36NiCrMo and 42CrMoV, are collected in the bar graph in
Figure 3, where the letters in the horizontal axis correspond to the treatment combinations in
Table 1. Confidence bands at the 95.5% confidence level are also included.
The outcomes of the experimental trials highlight that deep rolling that was performed at the fillet has generally a beneficial impact on fatigue, with specific reference to the failure mode of cracks starting from the fillet. Conversely, shot-peening generally leads to a worsening of the fatigue limit. All of the observed failures consistently initiated from the underhead fillet. The significance of the effects of the two factors was also assessed by the tools of marginal mean plots and of two-factor ANOVA (Analysis of Variance) without replications.
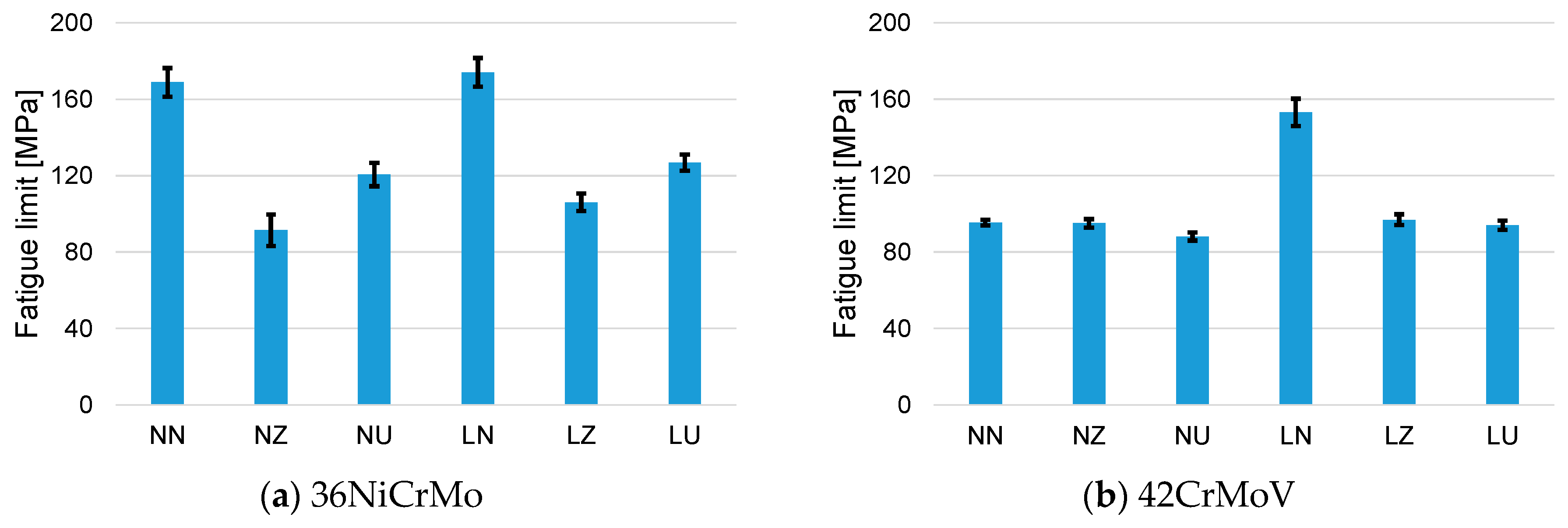
The plots are shown in
Figure 4 for the36NiCrMo and 42CrMoV and they well highlight the effects of deep rolling with and without shot peening and of shot-peening with different parameters, involving not rolled or rolled screws.
The results in the terms of the fatigue limits have been processed the ANOVA tool without replications. The outcome of the analysis indicates that the fatigue strength drop due to shot-peening is significant for the first material (36NiCrMo), whereas it keeps below the significance threshold for the second one (42CrMoV).
The global effect of deep rolling is also not significant, due to the general worsening of performance when shot-peening is applied. However, it should be argued that the aforementioned ANOVA tool can only be applied to experimental scenarios where interactions are not present or negligible. On the opposite, in the present case, huge interactions seem to be present, as the effect of deep rolling is remarkably different, depending on the execution of the subsequent peening treatments. In particular, deep rolling is highly beneficial when shot-peening is not run, whereas it tends to be shadowed when this treatment is performed. This shadowing effect highlights a negative connotation for interaction, which makes it difficult to achieve parameter optimization. Similar considerations also applied to the effect of shot-peening with and without deep rolling.
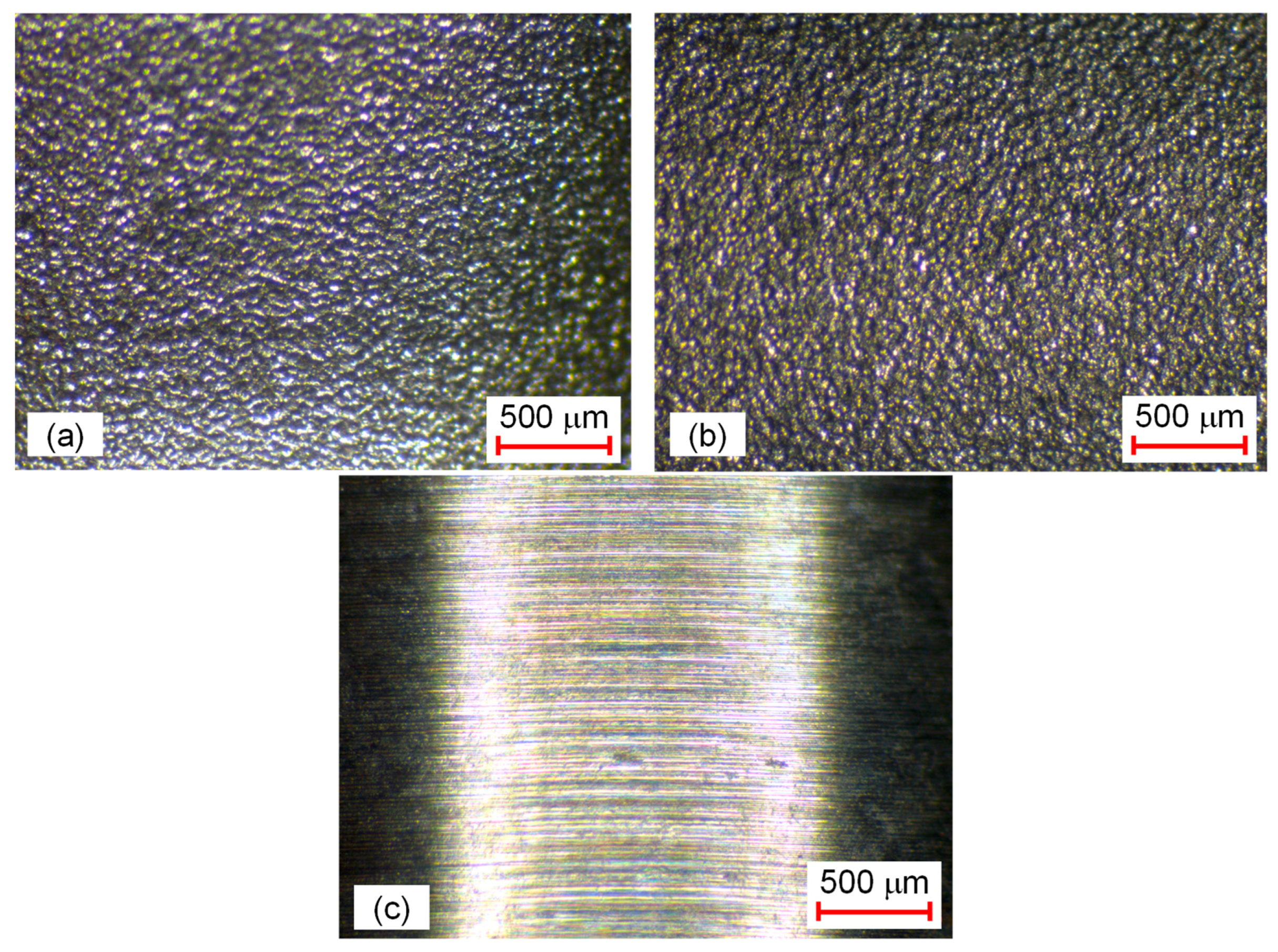
The presence of interaction indicates that the outcomes of the aforementioned ANOVA are not completely reliable: they may reasonably be used for data analysis at a first glance only, highlighting the presence of interaction at the same time. The analysis has been moved from statistics to microscope observations in order to overcome this issue. In particular, the fatigue results and the detrimental effect of shot-peening have been then addressed in the light of some observations of the treated surface at the shank. Roughness (Ra) measurements have also been run. Observations were performed by a stereo-microscope (Stemi 305; ZEISS, Oberkochen, Germany) with subsequent surface morphology acquisition. On the other hand, roughness measurements by a roughness tester (INTER.RT25P; Alpa, Pontoglio, Brescia, Italy) made it possible to compare the Ra values in the cases of turned and of peened surfaces. Following calibration, the captured microscope images have also been post-processed to estimate the size of the dimples that were generated by the two different peening treatments. Some examples of surfaces are shown in
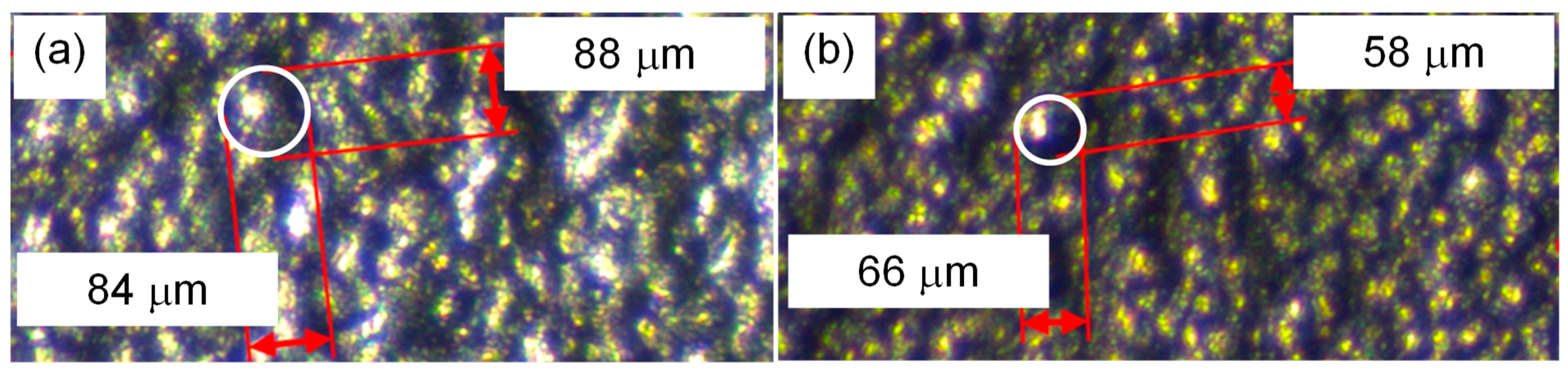
Figure 5 with regard to the combinations “NN” (untreated), “NZ” (Z100), and “NU” (UFS70) of the second material. A few details of the measured dimples for “NZ” and “NU” treatments, respectively, are provided in
Figure 6. It can be observed that both the surfaces appear to be significantly pitted, as a result of the 200% coverage. Image post-processing indicates that the dimple average diametral size is 85 μm for NZ and 60 μm for NU. When considering that the dimple width is proportionally related to the size of the impacting shots [
30], the morphology of these dimples indicates the deep and remarkably strong impact of a large amount of particularly small sized shots, especially for the UFS70 treatment.
The related roughness measurements indicate that the Z100 treatment leads to a roughness increase of up to 1.5 μm, whereas the UFS70 yields an even higher roughness in the order of 2 μm. These values must be compared to the roughness of the as-turned unpeened condition, which is just 0.4 μm. These outcomes, along with the aforementioned dimple size estimation, suggest a significant pitting by a high number of shots: their reduced size implies a huge load concentration at every impact. Thus, the sharp dimples that are created at every impact act as crack triggers that promote crack initiation at the notch root, i.e. at the underhead fillet. This mechanism is increasingly supported by a highly notch sensitive material, while considering the 14.9 resistance grade of the screws. Therefore, these results suggested rearranging the campaign with particular reference to shot-peening parameters, namely the shot diameter and its intensity. The revised campaign, with the aim of achieving a more convenient load distribution upon impacts and a lower and more feasible roughness, is addressed in the section below.
6. Discussion and Design of a Second Campaign
Previous studies [
30,
31,
32,
33,
34] indicate that residual stress trends usually exhibit a sub-surface peak. For the shot-peening, the higher the shot diameter, the deeper the subsurface peak. This outcome indicates that, by increasing shot diameter, a lower impact load at the superficial layer can be achieved. From the physical point of view, shots with a greater diameter are able to distribute the transmitted impact load over a greater impact area. The Almen intensity is directly related to the generated compressive residual stress trend and, in particular, to the amount of maximum compressive stress beneath the surface. Therefore, the lower Almen intensity, the lower the induced plastic deformation and, consequently, the severity of the impacts. The achievable roughness is in turn related to the intensity of the impacts and to the surface coverage, although the latter is usually kept at a value higher than 100% (200% in the present case) to ensure full surface coverage.
Based on the considerations above, the shot-peening parameters were revised, following these two guidelines: (i) considering again peening treatments by ceramic and steel shots but, if possible, with larger sizes than in the previous campaign; (ii) calibrating the Almen intensity in order to achieve a Ra roughness not exceeding 1 μm. In particular, this value was thought to be well compatible with a good fatigue response, while considering the recommendations and remarks in [
11,
25] and other studies regarding peened parts. In addition, the second campaign was only focused on the set of screws MJ10 X 1 4g grade 14.9 made of 42CrMoV due to their greater sensitivity to superficial treatments.
As for the ceramic shots, the same Z100 (100 μm diameter) was kept unchanged, as larger diameters for shots of this material are rarely used. However, the Almen intensity was significantly lowered from 10–12N to 4N, in order to meet the roughness specification. With regard to the steel shots, S110 size, corresponding to 280 μm diameter, was selected. This diameter is significantly greater than that for UFS70, which was just 70 μm. In addition, the Almen intensity was also remarkably decreased to 8.8, thus accomplishing the target roughness. This roughness was later checked to assess the actual fulfilment of the desired value.
Table 2 summarizes the experimental design, where, for the sake of readability, suitable acronyms are used to easily and univocally identify the treatments, while also taking their order into account. Like for the previous campaign, the shot-peening treatments, with 200% coverage, were combined to deep rolling to be performed at the underhead fillet under the optimized load. The two treatments, when planned together, were run according to the following sequence: (i) Shot-peening including the underhead, the unthreaded shank, and the fillet; (ii) deep rolling with equally-spaced rollers acting on the underhead fillet. It needs to be emphasized that the order of shot-peening and deep rolling was swapped with respect to the previous campaign. The base level (NN) and the level corresponding to deep rolling without shot-peening (here referenced as NL, previously indicated as LN) were the same as for the initial campaign. However, further tests were replicated when considering that the execution of a second set of tests had not been initially planned, and therefore no further screws of the same batch had been initially set aside, forcing using screws from a different batch. Consequently, all of the tests of the second campaign were run on screws from a new batch, and the tests in the NN and NL conditions were replicated for consistency reasons. This also makes the comparisons between the results of the two campaigns not meaningful.
The fatigue tests were performed on the same resonant machine under a tension-tension load with a fixed mean value again corresponding to screw recommended preload (around 85% of the yield strength). The load ratio (minimum over maximum ratio) was around 0.8 for all of the experimental trials.
As for the previous campaign, the fatigue tests were aimed at the determination of the fatigue limit for infinite life. For this purpose, the same two million cycles run-out was selected and the Dixon method [
27] for abbreviated staircase was adopted. A confidence analysis was performed as well, while considering a 90% confidence level. In addition, S-N curves were determined, following the recommendations of ISO 12107 [
26]. When considering the applied tension-tension cycle, stress amplitude was plotted against life cycles in a Log-Log diagram. Based on the recommendations by the Standard, the general linear test was applied to assess whether the improvement yielded by the quadratic model was significant, if compared to the linear interpolation. The confidence band for a 10–90% probability of failure and a 90% confidence level was also determined and wrapped around the nominal curve for 50% failure probability. A statistical approach that was based on a generalized ANOVA for the comparison of trends, first introduced in [
35] and successfully applied in [
36], was also adopted to compare the fatigue strengths to the scattering of the results. As already highlighted, results were discussed within the tests that were performed in this second experimental campaign, without making comparisons with the outcomes of the previous one, due to the different material batch of the screws.
7. Results and Discussion of the Second Campaign
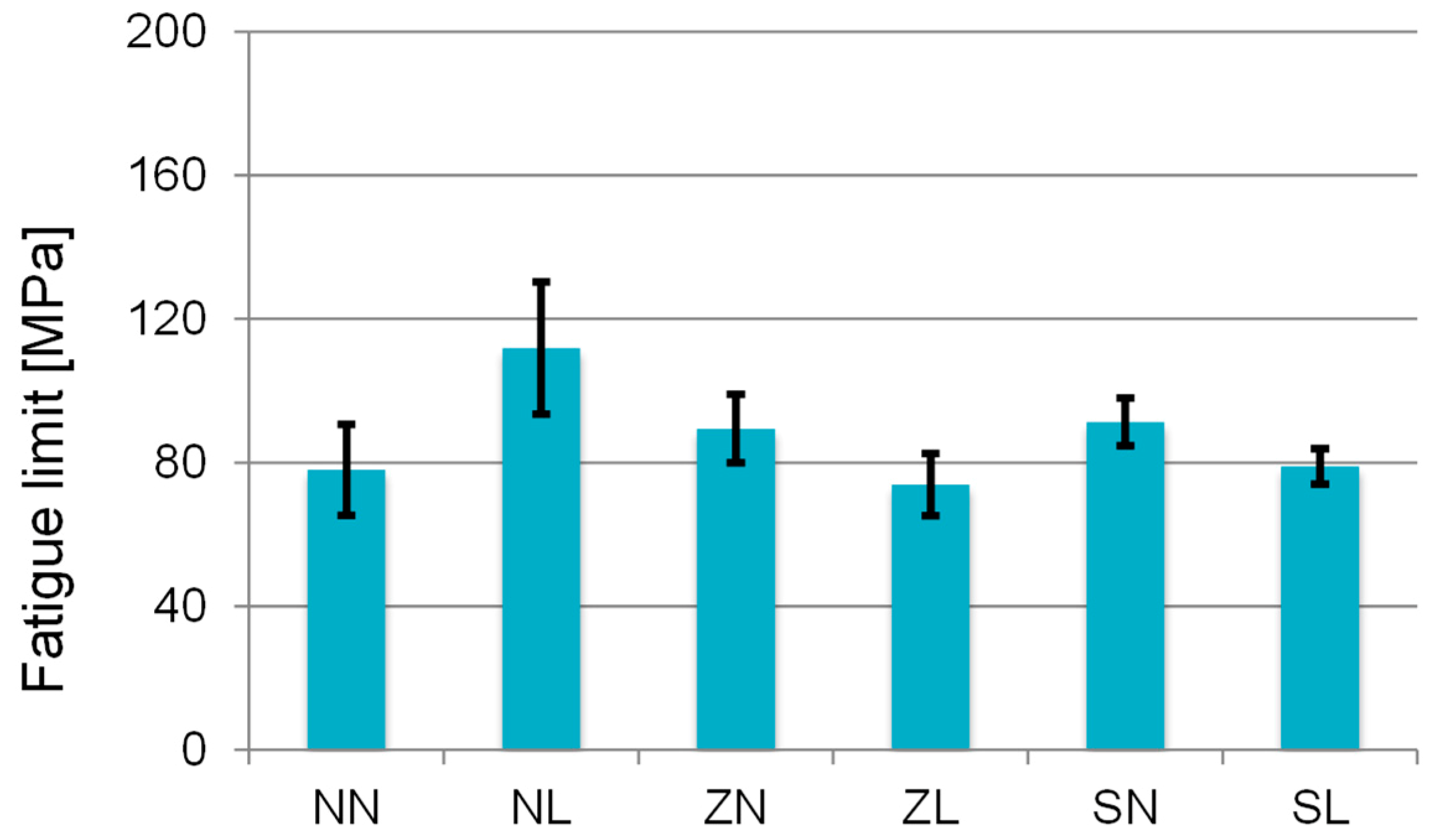
Figure 7 provides the outcomes of the experimental campaign. In particular, the bar graph shows the fatigue limits for 42CrMoV screws under the six treatment combinations of
Table 2. Confidence bands are also appended to each result, while considering a 90% confidence level and accounting for the standard deviation affecting the limit, being related to data scattering, and for the number of trials at staircase. Regarding this point, the fatigue limits have been worked out, processing sequences consisting of seven to 10 nominal tests, in the typical range of the Dixon method.
The results confirm that deep rolling significantly affects the fatigue strength: it has a beneficial impact and leads to a 43% fatigue limit increment with respect to the untreated conditions. On the other hand, it is worth mentioning that, following parameter revision, shot-peening also turns to be beneficial: in fact, the Z100-4N treatment led to an increment in the order of 15% with respect to the untreated conditions. Moreover, S110-8.8N peening led to a slightly higher increment up to 17%. However, the remarked fatigue enhancements keep lower than the achievable improvement by deep rolling at underhead fillets. The latter, which strengthens the screw at its weakest point, while considering the usual failure mode for connecting rod fasteners, proved to be the most effective. Skipping then to the combined effect of shot-peening and deep rolling, a moderate negative interaction, like for the previous campaign, can be observed again. The tool of marginal mean plots has been utilized in order to better address the effects of the two investigated factors along with their interaction. These plots, depicted in
Figure 8, confirm that deep rolling and shot-peening, taken alone, are both beneficial, but the first one implies a steeper fatigue limit increment.
On the other hand, when shot-peening is followed by deep rolling, the fatigue strength is lowered and the results are made comparable to those of the as-turned screw. This outcome again indicates that shot-peening, often regarded as a highly beneficial surface treatment to prevent fatigue failures, might have a controversial effect, when applied in the neighbourhood of very sharp notches (like the underhead fillet) and to highly notch sensitive materials, in combination with a further strong plastic treatment. Regarding this points, it is worth mentioning that the investigated screws have 14.9 resistance grade, which makes notch sensitivity drastically increase, as it is, in turn, proportional to the material ultimate tensile strength.
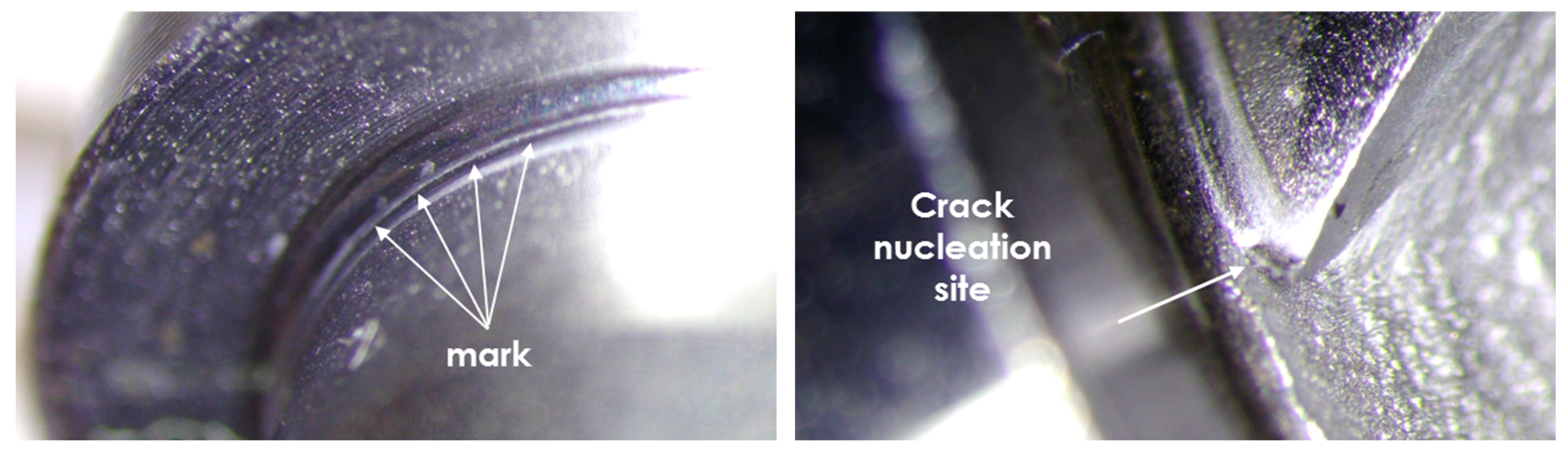
A further possible source for this outcome could be related to some slight deviations of the rolls from their path operating at the fillet upon deep rolling, due to some surface irregularities, namely the dimples, which are induced by shot-peening. These deviations are likely to induce some marks that might trigger microcracks and then failure (
Figure 9).
The aforementioned remarks, dealing with fatigue in the infinite life domain, are confirmed by the fatigue responses for finite life. As a first remark, the improvement yielded by the quadratic model always proved to be not significant, so that the linear model was regarded as the most suitable. The S-N curves for the NN, NL, ZN, and ZL treatments are plotted together in
Figure 10; run-out events, with several overlapped points, are also present and highlighted by arrows. The curves for SN and SL combinations are omitted here for the sake of synthesis, when considering that the fatigue strengths of the two peening treatments, with and without deep rolling, are well aligned.
The curves for the four treatments are also plotted together with their confidence bands in
Figure 11. The curves have been compared by the statistical test described in [
35,
36] for the comparison of fatigue trends. The results, which were processed by the tools of ANOVA and Fisher test, indicate that deep rolling keeps a significant beneficial impact in the finite life domain, whereas the effect of shot-peening is under the significance threshold. The analysis also highlights a moderate interaction between these two factors that is significant at the 8% threshold.
The combined shot-peening plus deep rolling treatment looks attractive, as, on one hand, deep rolling proved to be highly beneficial for fatigue, on the other hand some studies [
21,
22] indicate that shot-peening is able to remarkably enhance the tribological properties of the screw at its underhead. In particular, it can be used to reduce the frictional coefficient and to make it steady, even following repeated tightenings. The highlighted drawback that is related to the negative interaction between these two factors could be reasonably reduced by better calibrating the load transmitted by the rollers upon deep rolling.
For combined treatment, such a load should be reasonably reduced in order to account for the previous shot-peening, which results in a pre-existing plastic deformation. As previously reported, literature studies [
2] have indicated that, if the optimal load for deep rolling is exceeded, it may result in a highly detrimental effect from the point of view of fatigue strength. In addition, the roller path at the fillet, under a lower load transmitted at the contact, would be presumably less affected by the presence of dimples.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}