Extension of Experimentally Assembled Processing Maps of 10CrMo9-10 Steel via a Predicted Dataset and the Influence on Overall Informative Possibilities

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Procedure
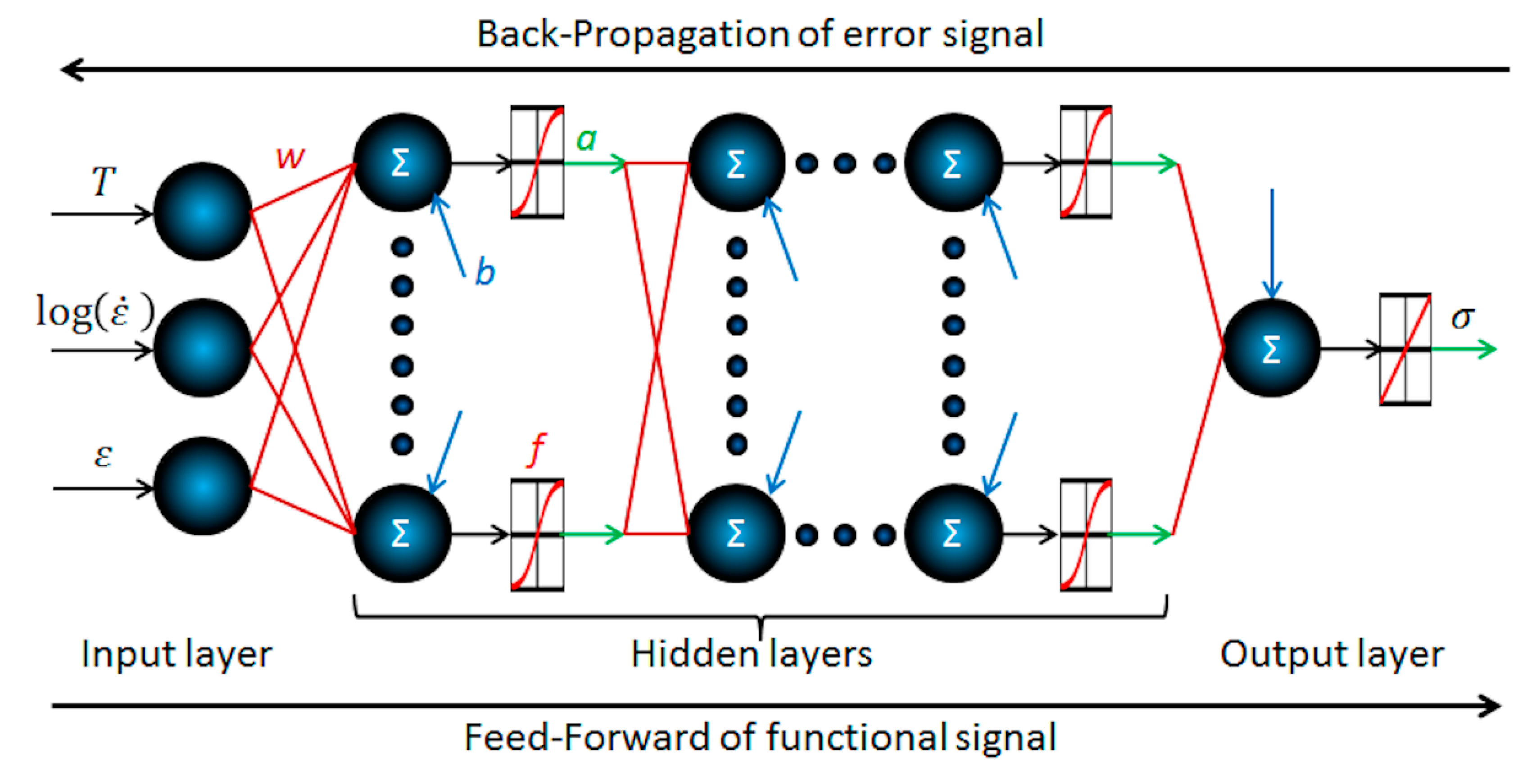
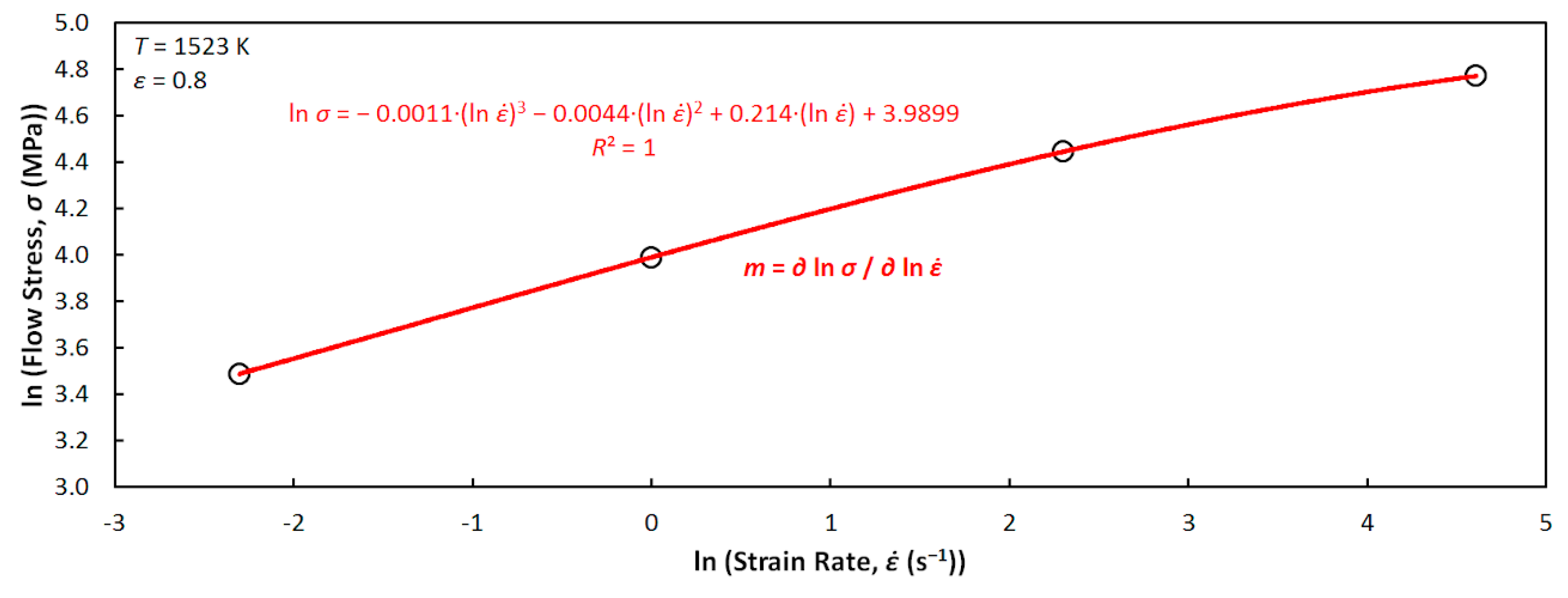
2.2. Approximation of the Experimental Flow Curve Dataset
2.3. Assembly of Processing Maps
3. Results and Discussion
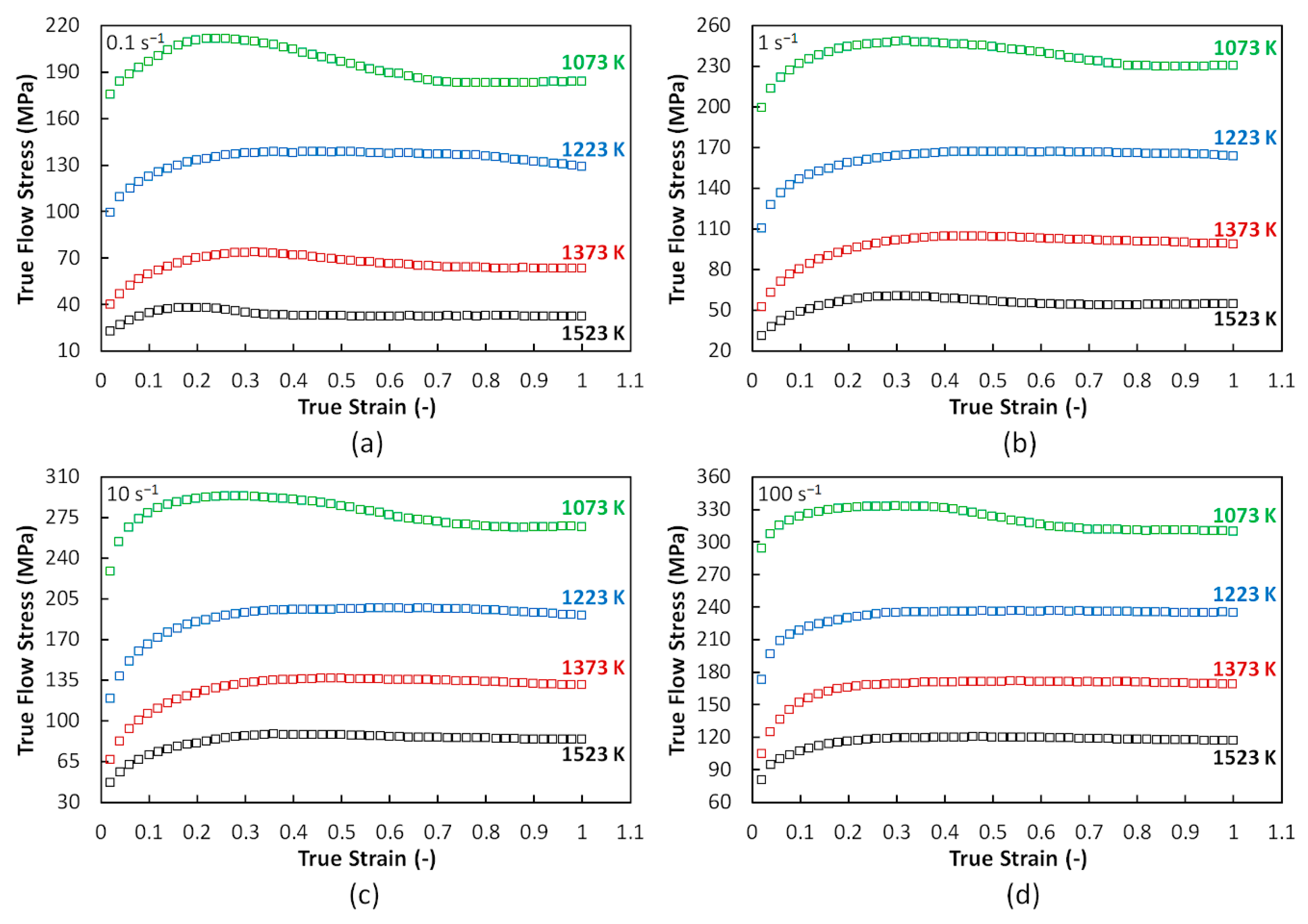
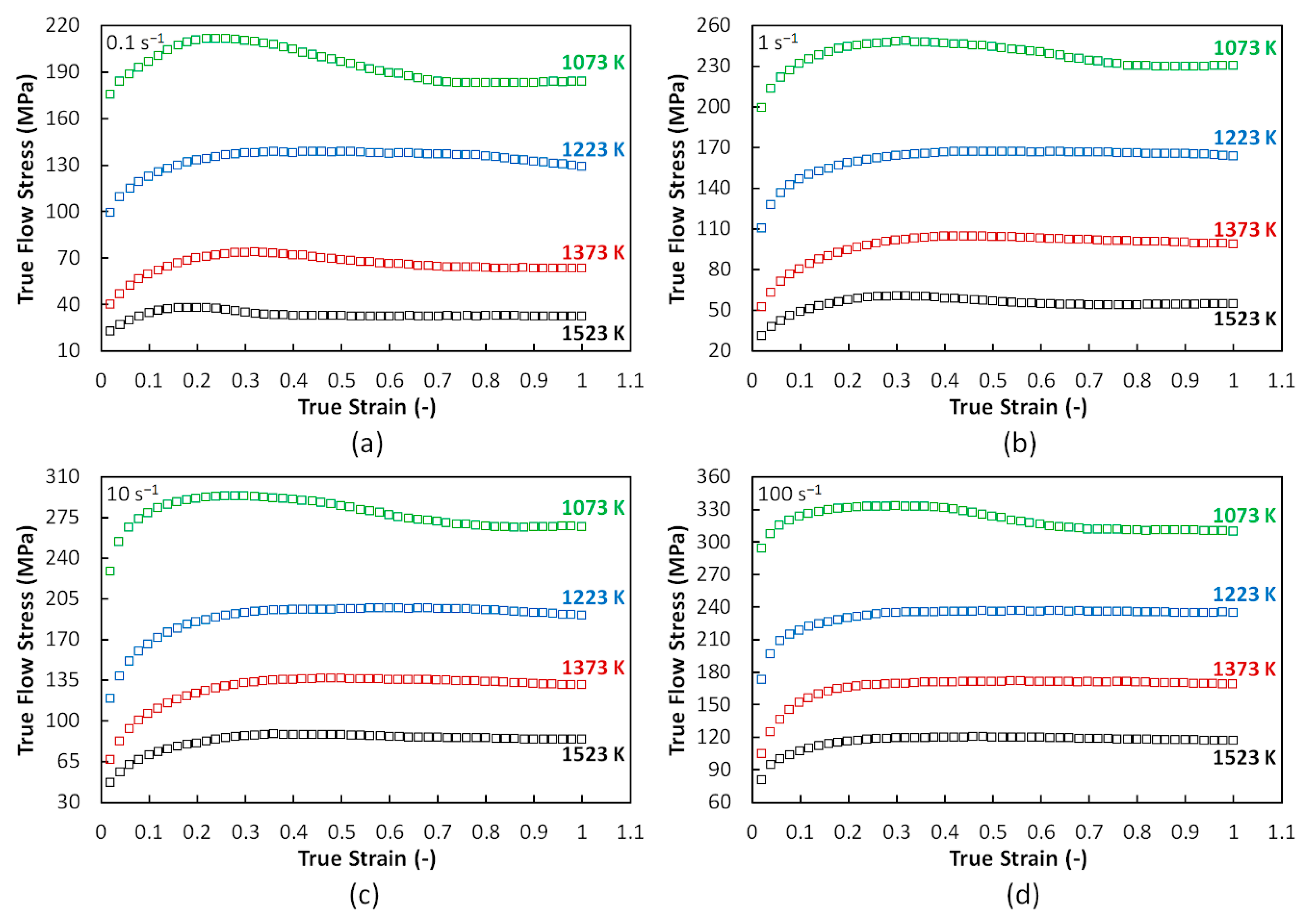
3.1. Experimental Flow Curve Dataset
3.2. Calculated Flow Curve Dataset
3.3. Processing Maps
3.3.1. Instability Areas
- The first one (I) was revealed at higher strain rates and lower temperatures. This instability domain, however, gradually vanished with increasing strain. Nevertheless, the ANN dataset enabled instability in this area to be detected at the strain of 0.4, as shown in Figure 7b, and even at higher strain.
- The second one (II) was situated at the lowest strain rates and slightly higher temperature levels. This second region was also visible at the strain of 0.4. In both cases (strains of 0.2 and 0.4), the experimentally revealed low strain rate instability area (II) was significantly enlarged by the ANN-based data. This enlargement was observed towards to lower and higher temperatures and even to higher strain rates. It is evident from Figure 7c,d that the experimentally determined second region occupied a much larger area at the strains of 0.6 and 0.8. Enlargement of this area with ANN-based data is less significant than in the case of lower strains (i.e., 0.2 and 0.4).
- A small oval instability area (III) was revealed on the basis of the experimental data at the strain of 0.4. This separated region was situated just below the temperature of 1373 K and around the strain rate of 1 s−1. Area III then grew with increasing strain and became a part of area II at the strain of 0.8. However, area III that was detected by the ANN dataset still remained separated from the ANN area II.
- Another new, small instability region (IV) was observed at the strains of 0.6 and 0.8 (1448–1523 K and 10–100 s−1 in Figure 7c,d).
- intermetallic alloy [3],
- high-carbon/low-carbon steel composite [5],
- zirconium alloy [6],
- aluminum alloy [13],
- Pb-based alloy [14],
- titanium alloy [17], and
- duplex low-density steel susceptible to κ-carbides [18].
3.3.2. Power Dissipation Efficiency
- The η-values gradually increased with increasing temperature and decreasing strain rate, i.e., the increase in the η-values was closely linked to the softening progress.
- The η-values above 30% were mainly linked to the highest temperatures and lowest strain rates. Of course, the area of η-values higher than 30% also expanded with the increase in strain level into the areas of lower temperatures and higher strain rates, but this expansion was quite limited. The fact is that larger parts of the processing maps remained under the 30% level, which suggests that, for the studied steel, the DRX process needed higher strain levels to be initialized.
- It can be seen that, even when the flow stress decrease was under the conditions initialized at lower strains, the corresponding peak points were quite indistinct, i.e., flow stress decrease was not intensive.
- In fact, flow curves under some other conditions showed rather dynamic recovery behavior (i.e., constant phase after the maximum stress), which was linked to the lower η-values.
- Nevertheless, an exception existed at the temperature level of 1073 K. These curves corresponded to the intensive softening course but without any reflection on the processing maps. In fact, the η-values were even lower at this temperature. This can be attributed to the above-discussed issue (see Section 3.1) dealing with the transformation of ferritic matrix to austenite due to deformation heating. The lower η-values can then be attributed to the aggravated forming conditions that were revealed by the presented instability areas.
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Chakravartty, J.K.; Prasad, Y.V.R.K.; Asundi, M.K. Processing Map for Hot Working of Alpha-Zirconium. Metall. Trans. A 1991, 22A, 829–836. [Google Scholar] [CrossRef]
- Sonnek, P.; Petruželka, J. The use of Processing Maps for Prediction of Metal Flow Stability in Hot Forming. In Proceedings of the 10th International Metallurgical and Materials Conference Metal 2001, Hotel Atom Ostrava, Czech Republic, 15–17 May 2001; Tanger s.r.o.: Ostrava, Czech Republic, 2001; p. 142. [Google Scholar]
- Łyszkowski, R.; Bystrzycki, J. Hot Deformation and Processing Maps of an Fe3Al Intermetallic Alloy. Intermetallics 2006, 14, 1231–1237. [Google Scholar] [CrossRef]
- Quan, G.Z.; Zhao, L.; Chen, T.; Wang, Y.; Mao, Y.P.; Lv, W.Q.; Zhou, J. Identification for the Optimal Working Parameters of As-Extruded 42CrMo High-Strength Steel from a Large Range of Strain, Strain Rate and Temperature. Mater. Sci. Eng. A 2012, 538, 364–373. [Google Scholar] [CrossRef]
- Gao, X.J.; Jiang, Z.Y.; Wei, D.B.; Jiao, S.H.; Chen, D.F. Study on Hot-Working Behavior of High Carbon Steel/Low Carbon Steel Composite Material Using Processing Map. Key Eng. Mater. 2014, 622–623, 330–339. [Google Scholar] [CrossRef]
- Saxena, K.K.; Yadav, S.D.; Sonkar, S.; Pancholi, V.; Chaudhari, G.P.; Srivastava, D.; Dey, G.K.; Jha, S.K.; Saibaba, N. Effect of Temperature and Strain Rate on Deformation Behavior of Zirconium Alloy: Zr-2.5Nb. Procedia Mater. Sci. 2014, 6, 278–283. [Google Scholar] [CrossRef]
- Zhou, Y.; Liu, Y.; Zhou, X.; Liu, C. Processing maps and microstructural evolution of the type 347H austenitic heat-resistant stainless steel. J. Mater. Res. 2015, 30, 2090–2100. [Google Scholar] [CrossRef]
- Suresh, K.; Dharmendra, C.; Rao, K.P.; Prasad, Y.V.R.K.; Gupta, M. Processing Map of AZ31-1Ca-1.5 vol.% Nano-Alumina Composite for Hot Working. Mater. Manuf. Processes 2015, 30, 1–7. [Google Scholar] [CrossRef]
- Zhang, P.; Hu, C.; Ding, C.-G.; Zhu, Q.; Qin, H.-Y. Plastic deformation behavior and processing maps of a Ni-based superalloy. Mater. Des. 2015, 65, 575–584. [Google Scholar] [CrossRef]
- Kliber, J. Dissipation of Energy and Instability Process in Various Alloys Based on Plastometric Tests. Mater. Phys. Mech. 2016, 25, 16–21. [Google Scholar]
- Zhang, Y.; Sun, H.; Volinsky, A.A.; Tian, B.; Song, K.; Chai, Z.; Liu, P.; Liu, Y. Dynamic recrystallization behavior and processing map of the Cu–Cr–Zr–Nd alloy. SpringerPlus 2016, 5, 666. [Google Scholar] [CrossRef]
- Zhang, C.; Zhang, L.; Shen, W.; Liu, C.; Xia, Y.; Li, R. Study on constitutive modeling and processing maps for hot deformation of medium carbon Cr–Ni–Mo alloyed steel. Mater. Des. 2016, 90, 804–814. [Google Scholar] [CrossRef]
- Quan, G.-Z.; Zou, Z.-Y.; Wang, T.; Liu, B.; Li, J.-C. Modeling the Hot Deformation Behaviors of As-Extruded 7075 Aluminum Alloy by an Artificial Neural Network with Back-Propagation Algorithm. High. Temp. Mater. Process. 2017, 36, 1–13. [Google Scholar] [CrossRef]
- Duan, Y.; Ma, L.; Qi, H.; Li, R.; Li, P. Developed Constitutive Models, Processing Maps and Microstructural Evolution of Pb-Mg-10Al-0.5B Alloy. Mater. Charact. 2017, 129, 353–366. [Google Scholar] [CrossRef]
- Wang, Y.; Jiang, S.; Zhang, Y. Processing Map of NiTiNb Shape Memory Alloy Subjected to Plastic Deformation at High Temperatures. Metals 2017, 7, 328. [Google Scholar] [CrossRef]
- Kumar, N.; Kumar, S.; Rajput, S.K.; Nath, S.K. Modelling of Flow Stress and Prediction of Workability by Processing Map for Hot Compression of 43CrNi Steel. ISIJ Int. 2017, 57, 497–505. [Google Scholar] [CrossRef]
- Zhang, S.; Liang, Y.; Xia, Q.; Ou, M. Study on Tensile Deformation Behavior of TC21 Titanium Alloy. J. Mater. Eng. Perform. 2019, 28, 1581–1590. [Google Scholar] [CrossRef]
- Liu, D.; Ding, H.; Cai, M.; Han, D. Hot Deformation Behavior and Processing Map of a Fe-11Mn-10Al-0.9C Duplex Low-Density Steel Susceptible to κ-Carbides. J. Mater. Eng. Perform. 2019, 28, 5116–5126. [Google Scholar] [CrossRef]
- Opěla, P.; Schindler, I.; Kawulok, P.; Kawulok, R.; Rusz, S.; Rodak, K. Hot Flow Curve Description of CuFe2 Alloy via Different Artificial Neural Network Approaches. J. Mater. Eng. Perform. 2019, 28, 4863–4870. [Google Scholar] [CrossRef]
- Gronostajski, Z. The constitutive equations for FEM analysis. J. Mater. Process. Technol. 2000, 106, 40–44. [Google Scholar] [CrossRef]
- Wu, S.W.; Zhou, X.G.; Cao, G.M.; Liu, Z.Y.; Wang, G.D. The Improvement on Constitutive Modeling of Nb-Ti Micro Alloyed Steel by Using Intelligent Algorithms. Mater. Des. 2017, 116, 676–685. [Google Scholar] [CrossRef]
- Lv, J.; Ren, H.; Gao, K. Artificial Neural Network-Based Constitutive Relationship of Inconel 718 Superalloy Construction and its Application in Accuracy Improvement of Numerical Simulation. Appl. Sci. 2017, 7, 124. [Google Scholar] [CrossRef]
- Yan, J.; Pan, Q.L.; Li, A.D.; Song, W.B. Flow Behavior of Al-6.2Zn-0.70Mg-0.30Mn-0.17Zr Alloy During Hot Compressive Deformation Based on Arrhenius and ANN Models. Trans. Nonferr. Met. Soc. China 2017, 27, 638–647. [Google Scholar] [CrossRef]
- Lin, Y.C.; Liang, Y.J.; Chen, M.S.; Chen, X.M. A Comparative Study on Phenomenon and Deep Belief Network Models for Hot Deformation Behavior of an Al–Zn–Mg–Cu Alloy. Appl. Phys. A Mater. Sci. Process. 2017, 123, 68. [Google Scholar] [CrossRef]
- Darwish, A. Bio-inspired computing: Algorithms review, deep analysis, and the scope of applications. Future Comput. Inf. J. 2018, 3, 231–246. [Google Scholar] [CrossRef]
- Winiczenko, R.; Górnicki, K.; Kaleta, A.; Janaszek-Mańkowska, M. Optimisation of ANN topology for predicting the rehydrated apple cubes colour change using RSM and GA. Neural. Comput. Appl. 2018, 30, 1795–1809. [Google Scholar] [CrossRef]
- Winiczenko, R.; Górnicki, K.; Kaleta, A.; Martynenko, A.; Janaszek-Mańkowska, M.; Trajer, J. Multi-objective optimization of convective drying of apple cubes. Comput. Electron. Agr. 2018, 145, 341–348. [Google Scholar] [CrossRef]
- Winiczenko, R. Effect of friction welding parameters on the tensile strength and microstructural properties of dissimilar AISI 1020-ASTM A536 joints. Int. J. Adv. Manuf. Technol. 2016, 84, 941–955. [Google Scholar] [CrossRef]
- GLEEBLE: Gleeble® Thermal-Mechanical Simulators. Available online: https://gleeble.com/ (accessed on 1 October 2019).
- McCulloch, W.S.; Pitts, W.H. A Logical Calculus of Ideas Immanent in Nervous Activity. Bull. Math. Biophys. 1943, 5, 115–133. [Google Scholar] [CrossRef]
- Rosenblatt, F. The Perceptron: A Probabilistic Model for Information Storage and Organization in the Brain. Psychological Rev. 1958, 65, 386–408. [Google Scholar] [CrossRef]
- Krenker, A.; Bešter, J.; Kos, A. Introduction to the Artificial Neural Networks. In Artificial Neural Networks—Methodological Advances and Biomedical Applications; Suzuki, K., Ed.; InTech: Rijeka, Croatia, 2011; pp. 3–18. [Google Scholar]
- Debes, K.; Koenig, A.; Gross, H.M. Transfer Functions in Artificial Neural Networks: A Simulation-Based Tutorial. Available online: https://www.brains-minds-media.org/archive/151/ (accessed on 16 September 2019).
- Gauss, C.F. Theoria Combinationis Observationum Erroribus Minimis Obnoxiae [Theory of the Combination of Observations Least Subject to Errors]; Henricum Dieterich: Göttingen, Germany, 1823; pp. 53–57. [Google Scholar]
- Levenberg, K. A Method for the Solution of Certain Non-Linear Problems in Least Squares. Quart. Appl. Math. 1944, 2, 164–168. [Google Scholar] [CrossRef]
- Marquardt, D.W. An Algorithm for Least-Squares Estimation of Nonlinear Parameters. J. Soc. Indust. Appl. Math. 1963, 11, 431–441. [Google Scholar] [CrossRef]
- Roweis, S. Levenberg-Marquardt Optimization. Available online: https://cs.nyu.edu/~roweis/notes/lm.pdf (accessed on 1 October 2019).
- Bayes, T.; Price, R. An Essay towards solving a Problem in the Doctrine of Chance. By the late Rev. Mr. Bayes, F.R.S. communicated by Mr. Price, in a letter to John Canton, A.M.F.R.S. Phil. Trans. 1763, 53, 370–418. [Google Scholar]
- MacKey, D.J.C. Bayesian interpolation. Rev. Comput. 1992, 4, 415–447. [Google Scholar]
- Rumelhart, D.E.; Hinton, G.E.; Williams, R.J. Learning Internal Representations by Error Propagation. In Parallel Distributed Processing: Explorations in the Microstructure of Cognition; Feldman, J.A., Hayes, P.J., Rumelhart, D.E., Eds.; The MIT Press: Cambridge, MA, USA, 1986; Volume 1. [Google Scholar]
- MathWorks: Documentation: Mapstd. Available online: https://www.mathworks.com/help/deeplearning/ref/mapstd.html (accessed on 16 September 2019).
- Simpson, T. A letter to the Right Honorable George Earl of Macclesfield, President of the Royal Society, on the advantage of taking the mean of a number of observations in practical astronomy. Philos. Trans. 1755, 49, 82–93. [Google Scholar]
- Pearson, K. Contributions to the mathematical theory of evolution. Philos. Trans. 1894, 185, 71–110. [Google Scholar] [CrossRef] [Green Version]
- MathWorks. MATLAB® Math. Graphics. Programming. Available online: https://www.mathworks.com/products/matlab.html (accessed on 18 September 2019).
- Beale, M.H.; Hagan, M.T.; Demuth, H.B. Neural Network ToolboxTM 7: User’s Guide. Available online: https://www2.cs.siu.edu/~rahimi/cs437/slides/nnet.pdf (accessed on 18 September 2019).
- Prasad, Y.V.R.K.; Gegel, H.L.; Doraivelu, S.M.; Malas, J.C.; Morgan, J.T.; Lark, K.A.; Barker, D.R. Modeling of Dynamic Materials Behavior in Hot Deformation: Forging of Ti-6242. Metall. Trans. A 1984, 15, 1883–1892. [Google Scholar] [CrossRef]
- Gegel, H.L.; Malas, J.C.; Doraivelu, S.M.; Shende, V.A. Modeling Techniques Used in Forging Process Design: Dynamic Material Modeling. In ASM Handbook, 9th ed.; Semiatin, S.L., Ed.; ASM International: Metals Park (Russell Township), MO, USA, 1996; Volume 14: Forming and Forging, pp. 918–924. [Google Scholar]
- Alexander, J.M. Mapping Dynamic Material Behaviour. In Modelling Hot Deformation of Steels; Lenard, J.G., Ed.; Springer: Berlin/Heidelberg, Germany, 1989; pp. 101–115. [Google Scholar]
- Kumar, A.K.S.K. Criteria for predicting metallurgical instabilities in processing. Master’s Thesis, Indian Institute of Science, Bangalore, India, 1987. [Google Scholar]
- Prasad, Y.V.R.K. Recent Advances in the Science of Mechanical processing. Indian, J. Technol. 1990, 28, 435–451. [Google Scholar]
- Gnuplot: Portable Command-Line Driven Graphing Utility. Available online: http://www.gnuplot.info/ (accessed on 18 September 2019).
- Pearson, K. Note on regression and inheritance in the case of two parents. Proc. R. Soc. London 1895, 58, 240–242. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Mo | Mn | Si |
|---|---|---|---|---|
| 0.092 | 2.1 | 0.93 | 0.5 | 0.24 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Opěla, P.; Kawulok, P.; Kawulok, R.; Kotásek, O.; Buček, P.; Ondrejkovič, K. Extension of Experimentally Assembled Processing Maps of 10CrMo9-10 Steel via a Predicted Dataset and the Influence on Overall Informative Possibilities. Metals 2019, 9, 1218. https://doi.org/10.3390/met9111218
Opěla P, Kawulok P, Kawulok R, Kotásek O, Buček P, Ondrejkovič K. Extension of Experimentally Assembled Processing Maps of 10CrMo9-10 Steel via a Predicted Dataset and the Influence on Overall Informative Possibilities. Metals. 2019; 9(11):1218. https://doi.org/10.3390/met9111218
Chicago/Turabian StyleOpěla, Petr, Petr Kawulok, Rostislav Kawulok, Ondřej Kotásek, Pavol Buček, and Karol Ondrejkovič. 2019. "Extension of Experimentally Assembled Processing Maps of 10CrMo9-10 Steel via a Predicted Dataset and the Influence on Overall Informative Possibilities" Metals 9, no. 11: 1218. https://doi.org/10.3390/met9111218
APA StyleOpěla, P., Kawulok, P., Kawulok, R., Kotásek, O., Buček, P., & Ondrejkovič, K. (2019). Extension of Experimentally Assembled Processing Maps of 10CrMo9-10 Steel via a Predicted Dataset and the Influence on Overall Informative Possibilities. Metals, 9(11), 1218. https://doi.org/10.3390/met9111218