Evaluation of the Precipitation Process of a Clad Pipe by the Thermoelectric Potential Technique

 , ,
, ,
Abstract
:1. Introduction
2. Experimental Method
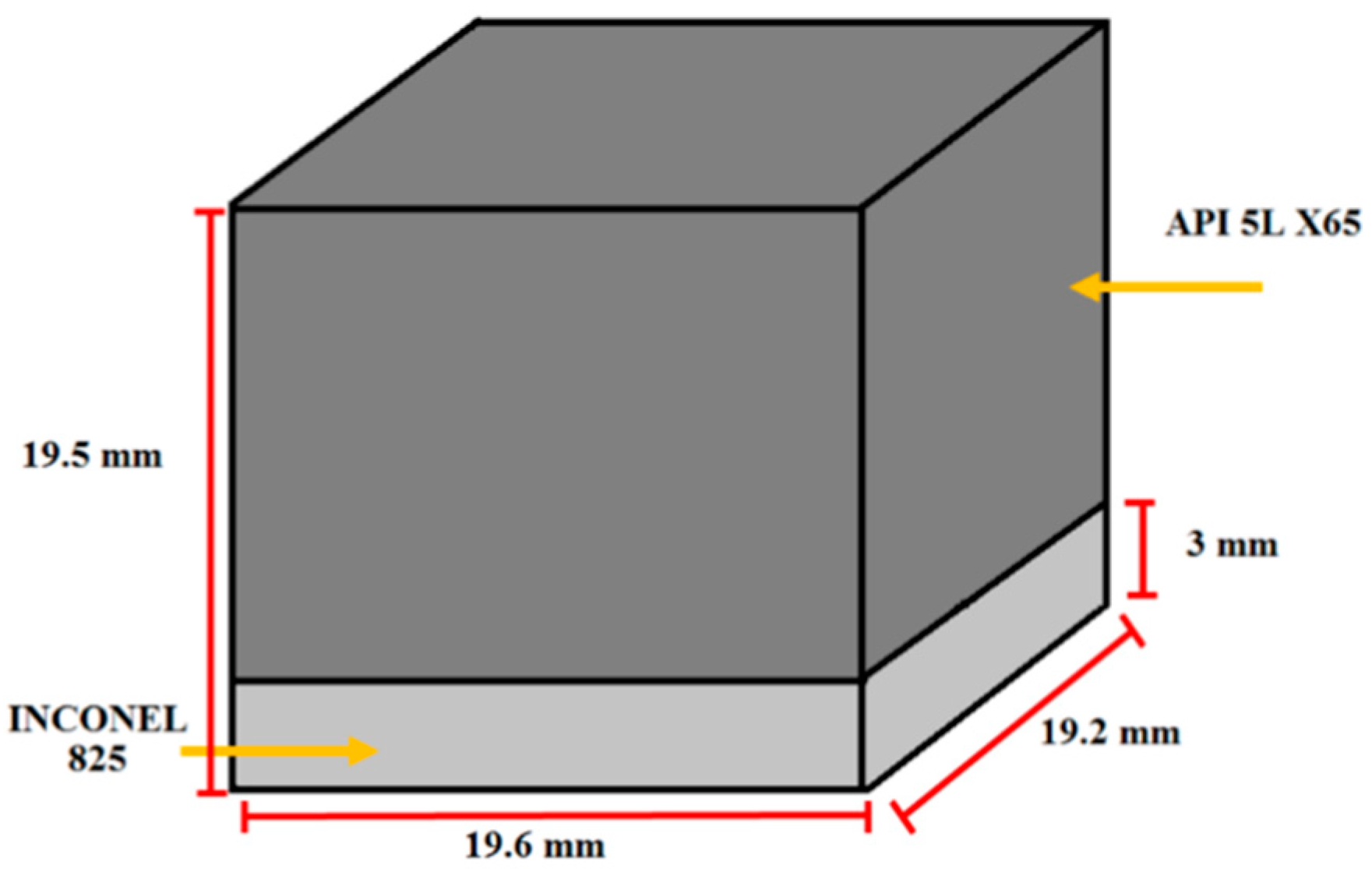
2.1. Material
2.2. Artificial Aging
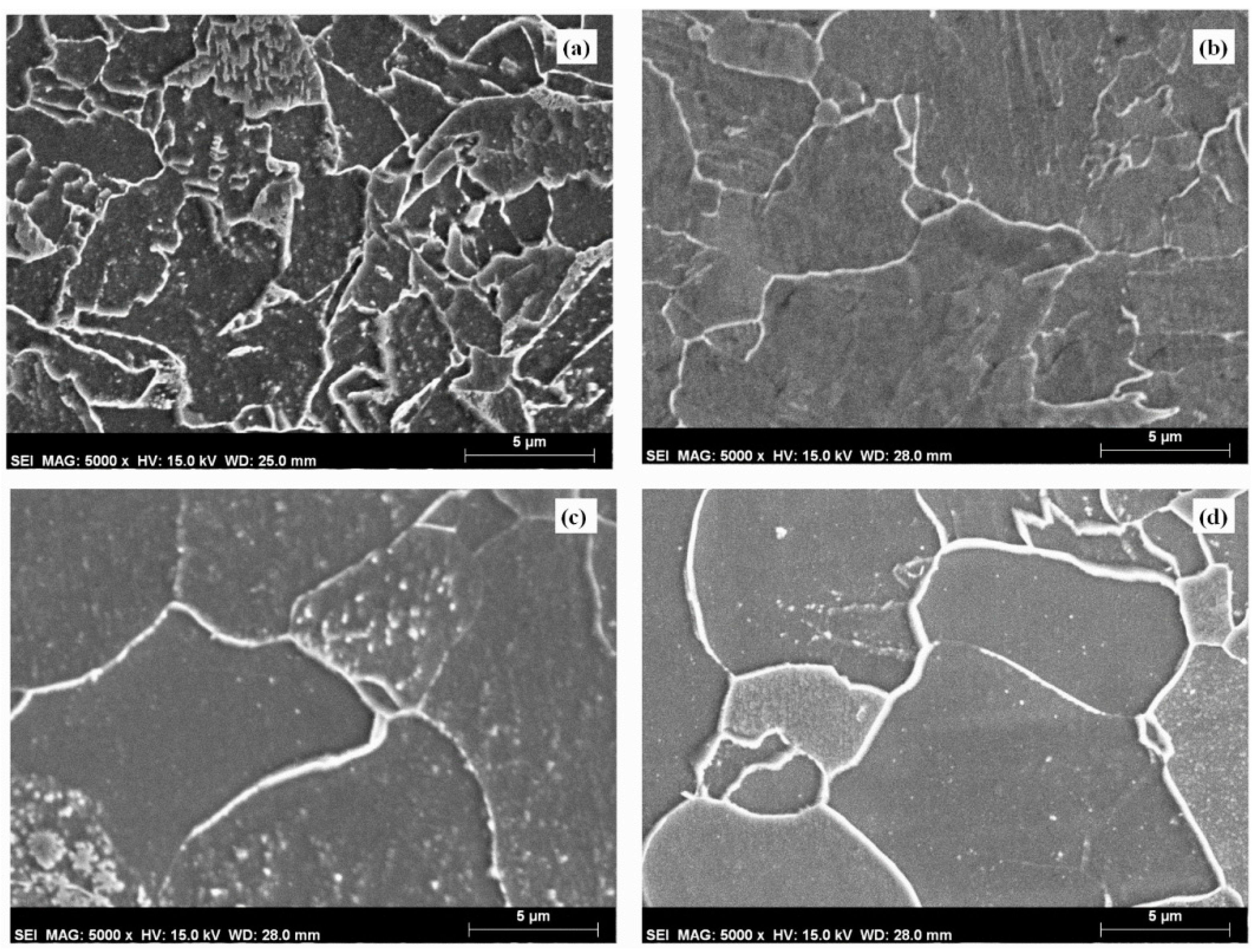
2.3. Metallographic Characterization
2.4. Vickers Hardness
3. Results and Discussion
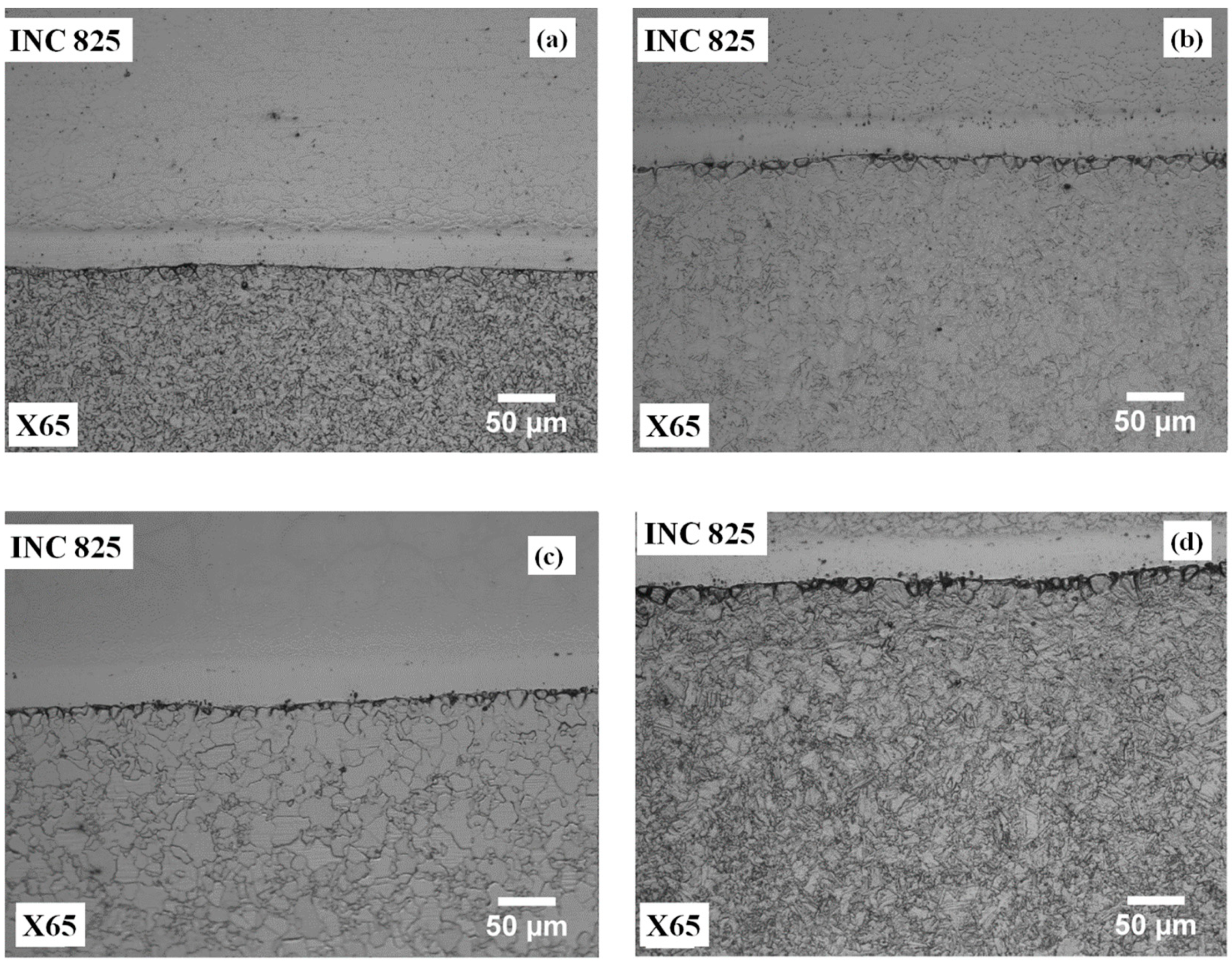
3.1. Metallurgical Characterization
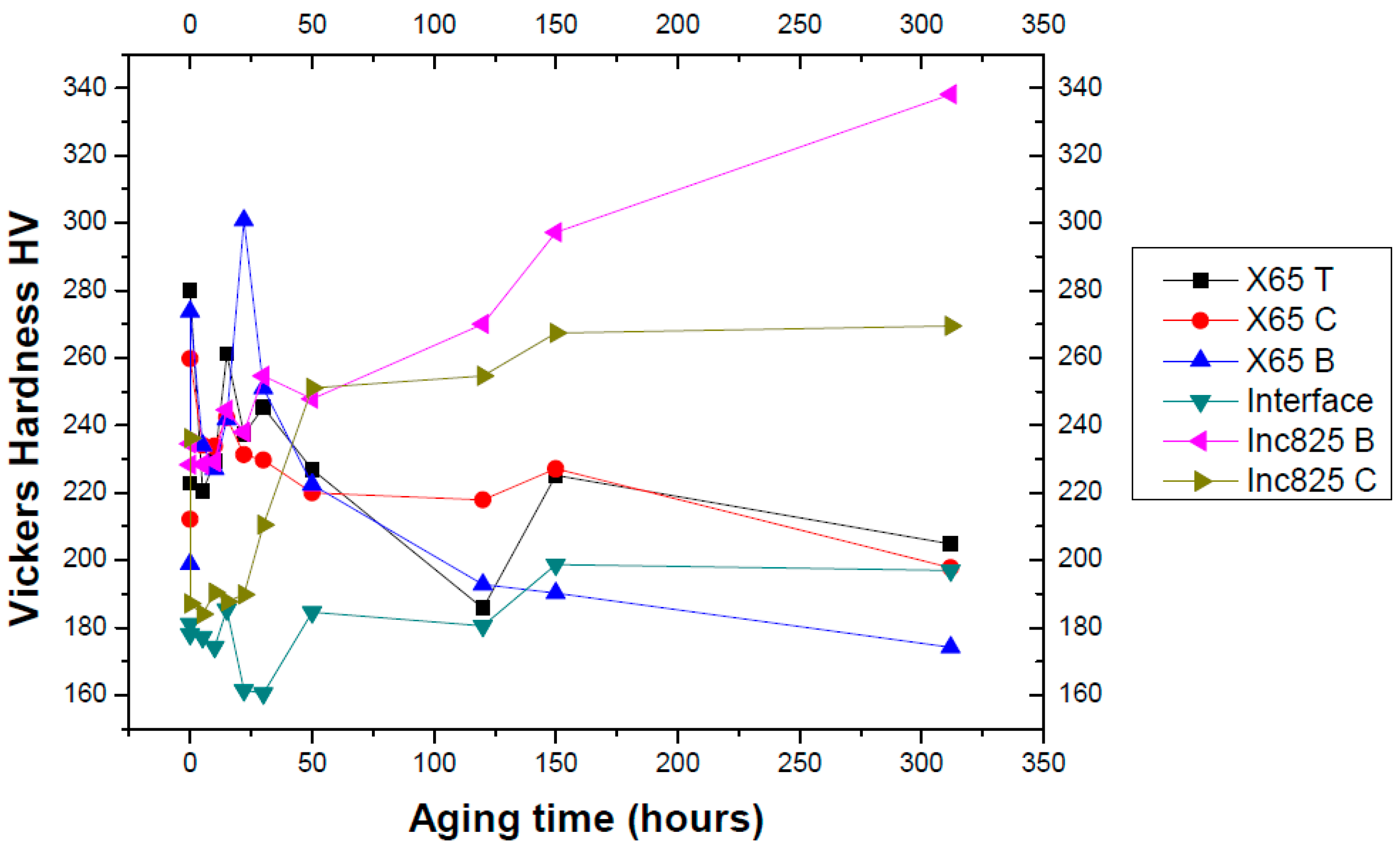
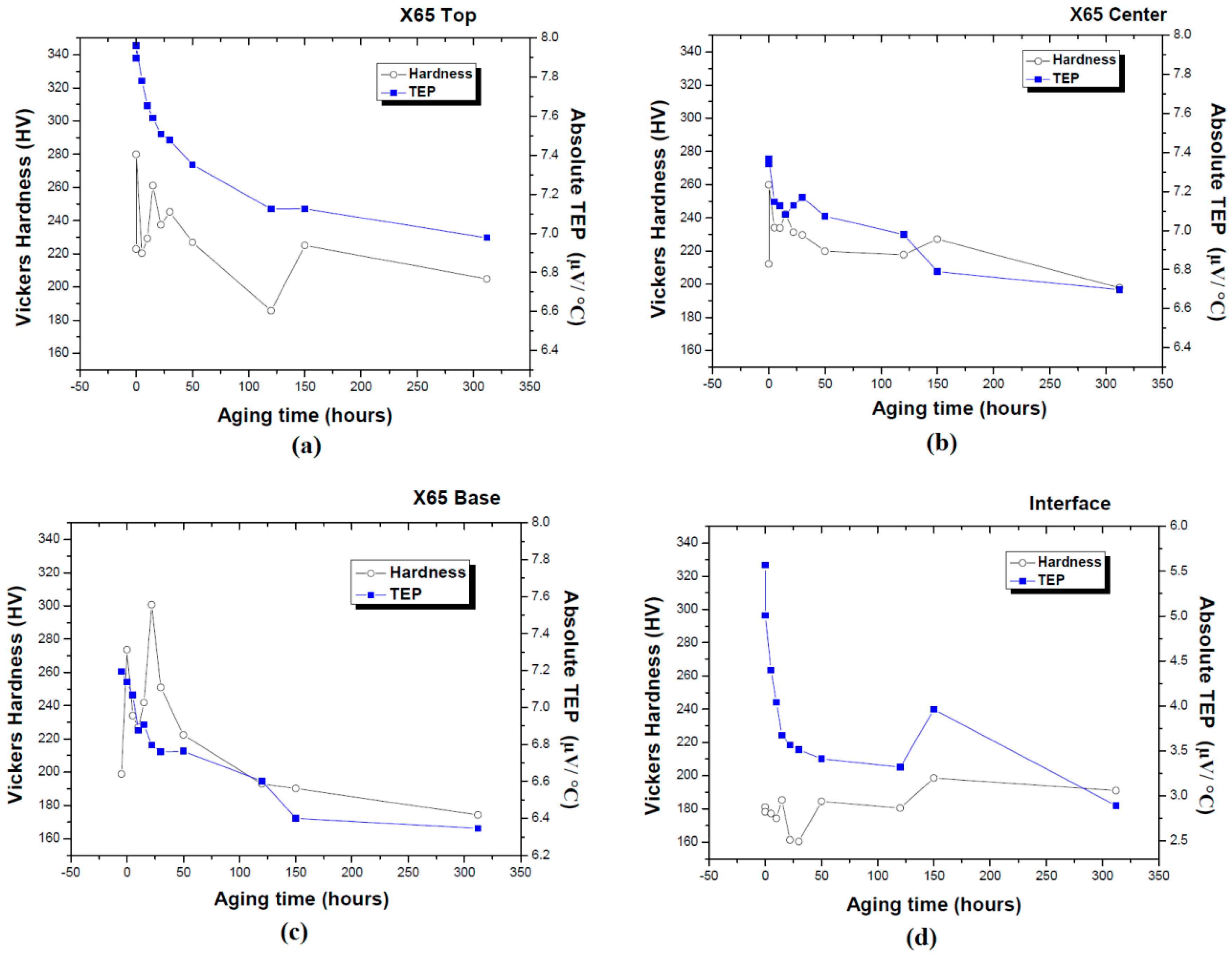
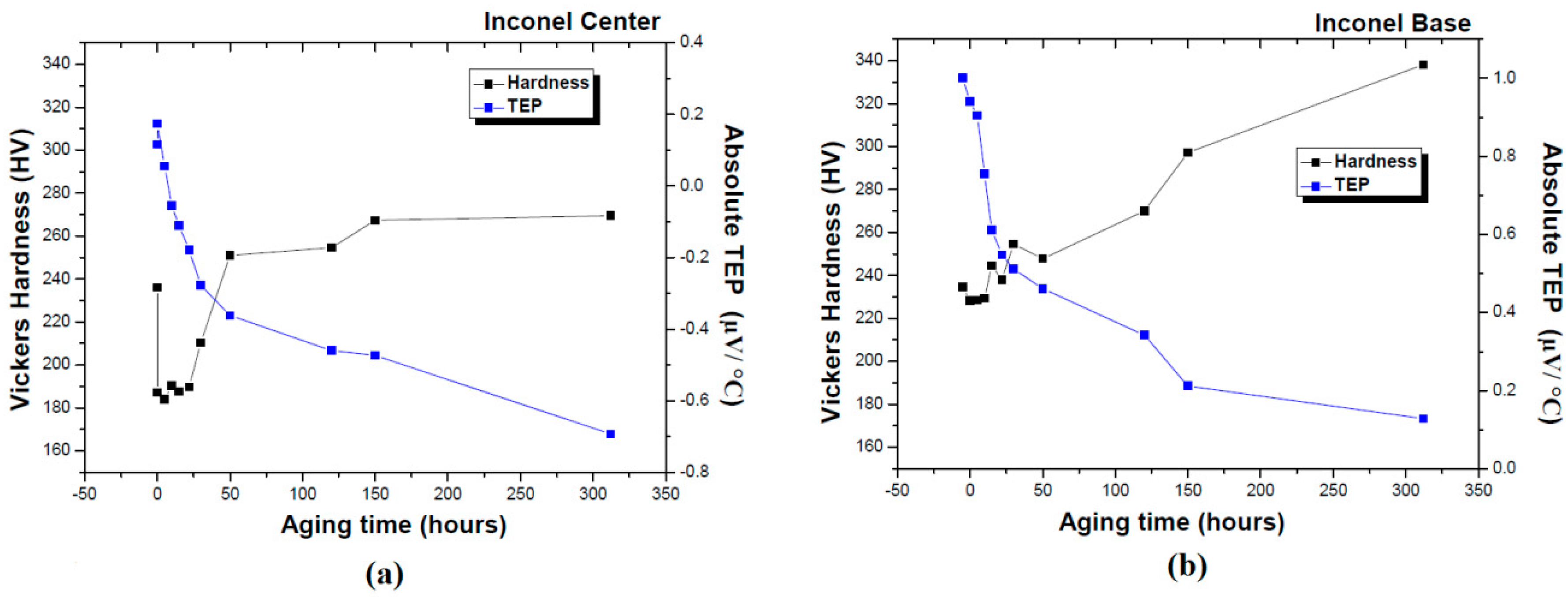
3.2. Hardness Measurements
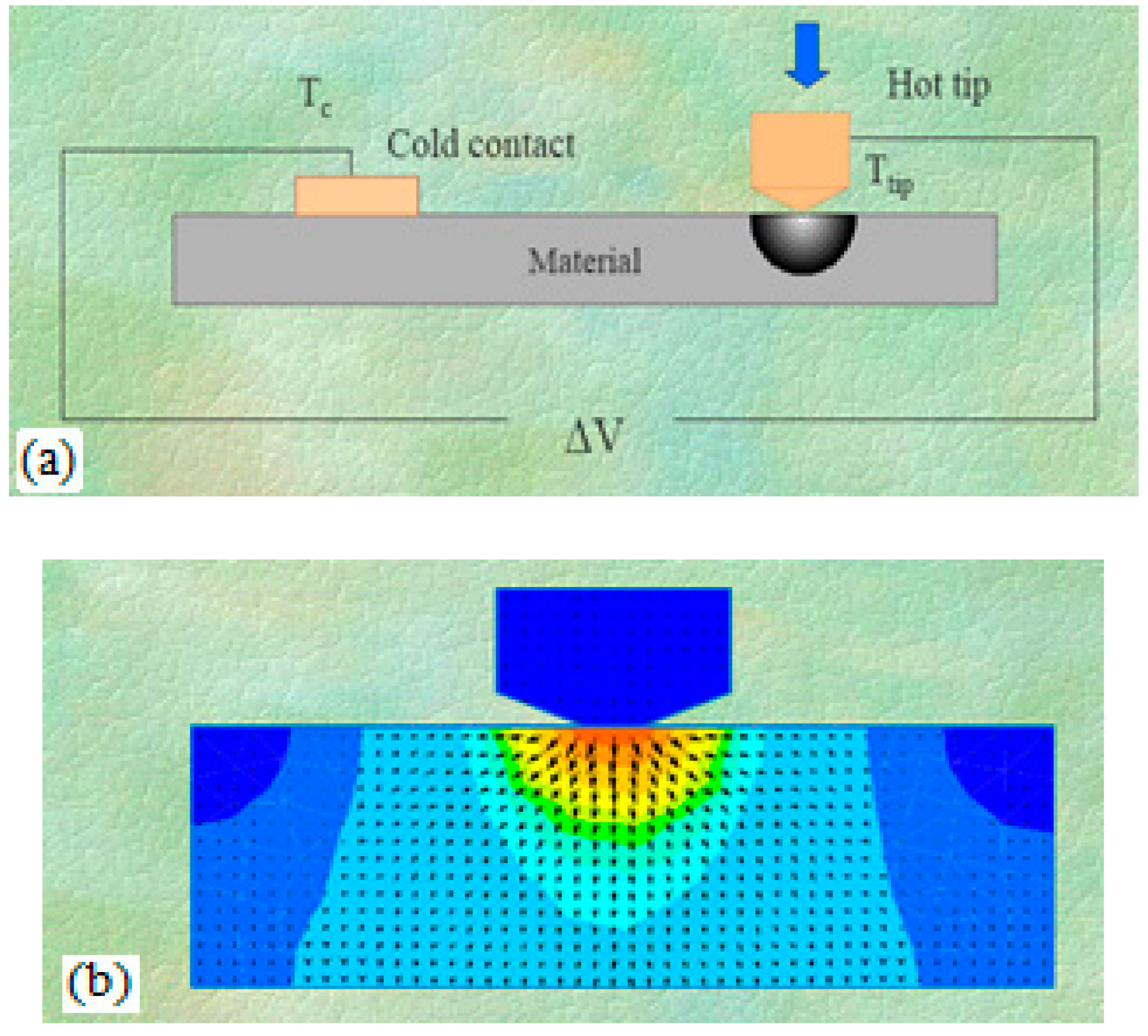
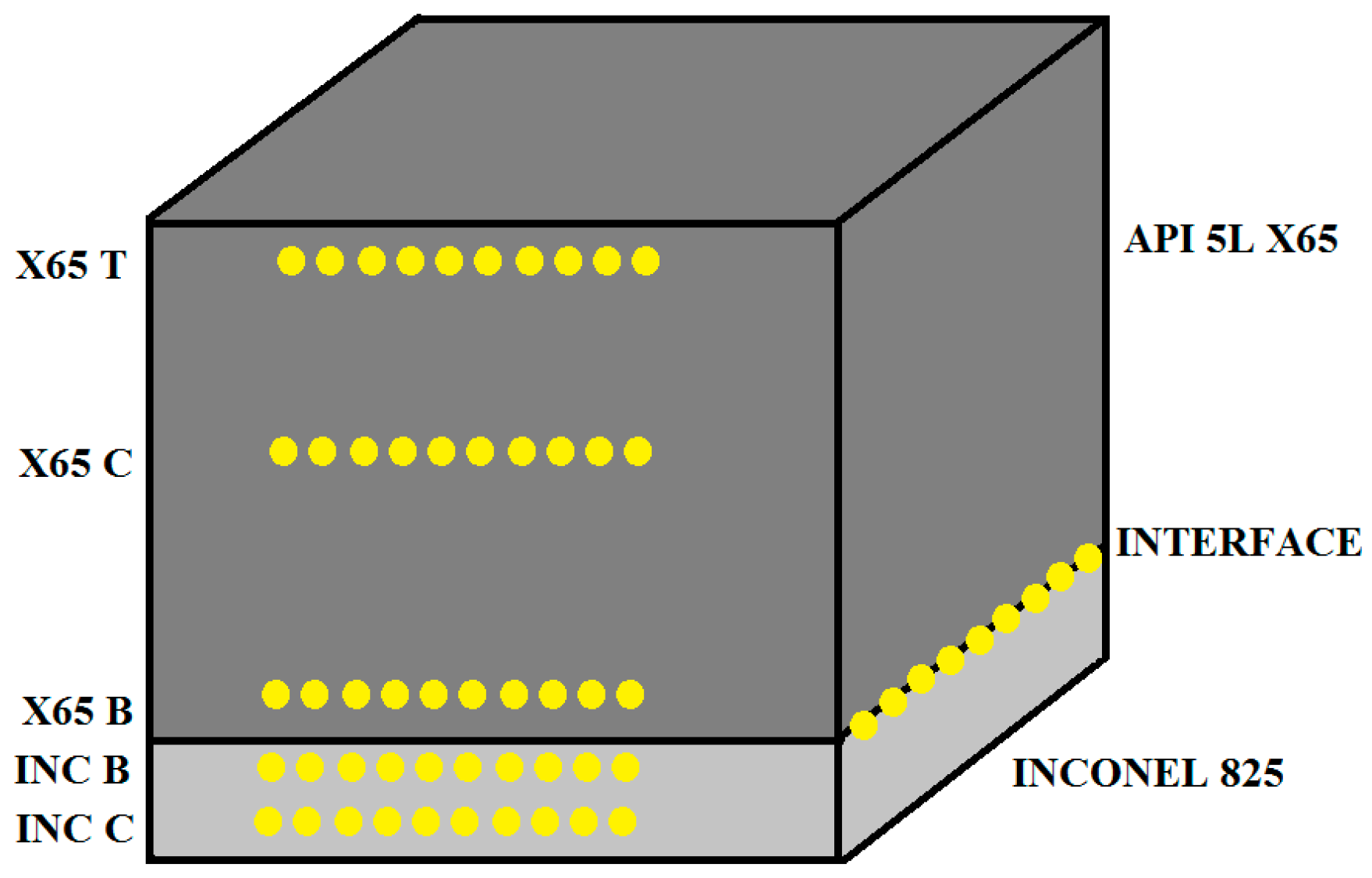
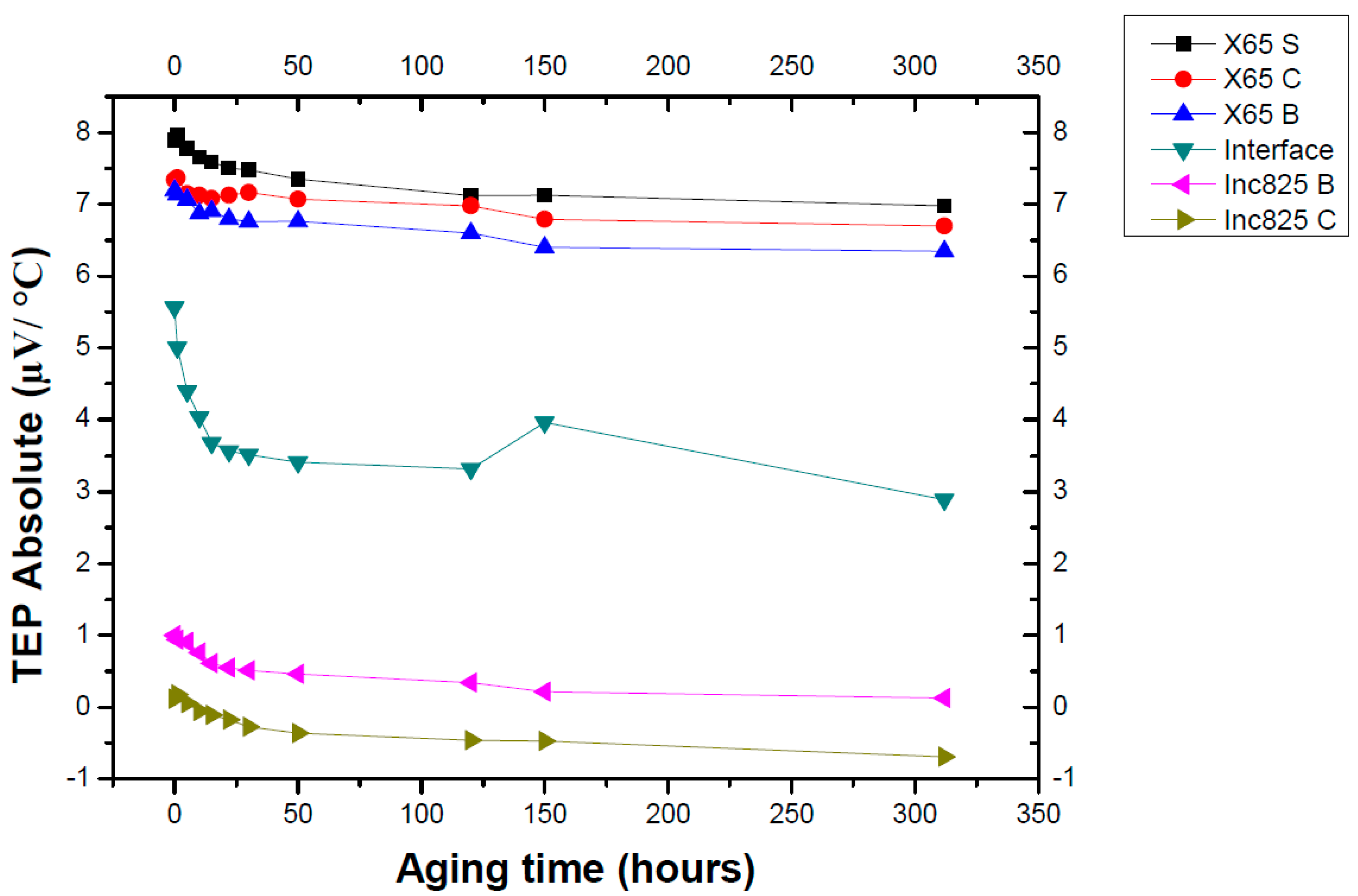
3.3. TEP Measurements
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
Nomenclature
| TEP | Thermoelectric Potential |
| SEM | Scanning Electron Microscopy |
| CRA | Corrosion Resistant Alloy |
| HSLA | High-Strength Low Alloy Steel |
| HV | Vickers Hardness |
| EDS | Energy Dispersive Spectroscopy |
| SHT | Solution Heat Treatment |
References
- Bjaaland, H.; Akselsen, O.M.; Olden, V.; Nyhus, B.; Karlsen, M.; Hjelen, J. Metallurgical reactions in welding of clad X60/X65 pipelines. In Proceedings of the Twenty-Fifth International Ocean and Polar Engineering Conference, Kona, HI, USA, 21–26 June 2015; pp. 61–66. [Google Scholar]
- Kloewer, J.; Behrens, R.; Lettner, J. Clad Plates and Pipes in Oil and Gas. Production: Application—Fabrication—Welding; Paper no. 02062; NACE International: Denver, CO, USA, 2002. [Google Scholar]
- Heigl, G.; Pavlyk, V.; Aretov, I.; McCann, S. A New Method of Producing Mechanically Lined Pipe Including Large Diameters. In Proceedings of the OTC Brasil, Offshore Technology Conference, Rio de Janeiro, Brazil, 27–29 October 2015. [Google Scholar]
- Ramirez, S.; Carreon, H.; Carreon, M.; Salazar, M.; Bejar, L.; Medina, A. Study of the Precipitation Process in Aging Steel Pipeline Weldments by Thermoelectric Power Means. Appl. Sci. 2018, 8, 1489. [Google Scholar] [CrossRef]
- Prohaska, M.; Mori, G.; Hofstätter, H.; Tischler, G.; Grill, R. Corrosion Properties of Different Highly Alloyed Clad Materials for Offshore Applications Manufactured by a New Thermo-Mechanical Rolling Process. In Proceedings of the Conference Corrosion, Houston, TX, USA, 13–17 March 2011; pp. 1–13. [Google Scholar]
- Chung, J.S.; Olagnon, M. New Research Directions in Deep-Ocean Technology Developments for Underwater Vehicles and Resources. Int. Soc. Offshore Polar Eng. 1996, 6, 241–243. [Google Scholar]
- Seebeck, T.J. Magnetische Polarisation der Metalle und Erze durch Temperatur-Differenz. Abhandlungen der Preussischen Akad. Wissenschaften 1822, 23, 265–373. [Google Scholar]
- Carreon, H. Thermoelectric detection of the magnetic field by fluxgate gradiometer on subsurface tin inclusions embedded in a copper bar. NDT E Int. 2006, 39, 22–28. [Google Scholar] [CrossRef]
- Ferrer, J.P.; De Cock, T.; Capdevila, C.; Caballero, F.G.; de Andrés, C.G. Comparison of the annealing behaviour between cold and warm rolled ELC steels by thermoelectric power measurements. Acta Mater. 2007, 55, 2075–2083. [Google Scholar] [CrossRef]
- Carabajar, S.; Merlin, J.; Massardier, V.; Chabanet, S. Precipitation evolution during the annealing of an interstitial-free steel. Mater. Sci. Eng. 2000, 281, 132–142. [Google Scholar] [CrossRef]
- Malej, S.; Medved, J.; Batič, B.Š.; Tehovnik, F.; Godec, M. Microstructural evolution of Inconel 625 during thermal aging. Metalurgija 2017, 56, 319–322. [Google Scholar]
- Matos, J.F.; Motta, F.P.; Rieder, E.S.; Célia, F.; Malfatti, C.F. Caracterización de Revestimientos de Niobio formados por Aspersión Térmica a Plasma sobre Acero API 5l X65. Inf. Tecnológica 2012, 23, 97–104. [Google Scholar] [CrossRef]
- Aytekin, H.; Akcin, Y. Characterization of borided Incoloy 825 alloy. Mater. Des. 2013, 50, 515–521. [Google Scholar] [CrossRef]
- Pelletier, J.M.; Vigier, G.; Merlin, J.; Merle, P.; Fouquet, F.; Borrelly, R. Precipitation effects on thermopower in Al-Cu alloys. Acta Metall. 1984, 32, 1069–1078. [Google Scholar] [CrossRef]
- Cockcroft, S.L.; Degawa, T.; Mitchell, A.; Tripp, D.W.; Schmalz, A. Inclusion Precipitation in Superalloys. Superalloys 1992, (Seventh International Symposium). 577–586. [Google Scholar]
- Jena, A.K.; Chaturvedi, M.C. Review: The role of alloying elements in the design of nickel-base superalloys. J. Mater. Sci. 1984, 19, 3121–3139. [Google Scholar] [CrossRef]
- Fukuda, T.; Fukami, T.; Baba, Y.; Honma, K. Clad Steel for Seawater Service. Desalination 1994, 97, 121–129. [Google Scholar] [CrossRef]
- Caballero, F.G.; Capdevila, C.; Alvarez, L.F.; García de Andrés, C. Thermoelectric power studies on a martensitic stainless steel. Scr. Mater. 2004, 50, 1061–1066. [Google Scholar] [CrossRef] [Green Version]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | P | S | Al | Nb | Cu | Cr | Ni | V | Ti |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.04 | 1.48 | 0.25 | 0.12 | 0.002 | 0.041 | 0.047 | 0.1 | 0.02 | 0.08 | 0.07 | 0.017 |
| Al | Fe | S | C | Mn | Si | Cr | Mo | Ti | Cu | Ni |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.11 | 31.1 | 0.001 | 0.01 | 0.44 | 0.07 | 21.9 | 2.84 | 1.05 | 1.87 | 40.6 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Carabes, R.; Carreón, H.; Carreon, M.L.; Salazar, M.; Hernández, P. Evaluation of the Precipitation Process of a Clad Pipe by the Thermoelectric Potential Technique. Metals 2019, 9, 1274. https://doi.org/10.3390/met9121274
Carabes R, Carreón H, Carreon ML, Salazar M, Hernández P. Evaluation of the Precipitation Process of a Clad Pipe by the Thermoelectric Potential Technique. Metals. 2019; 9(12):1274. https://doi.org/10.3390/met9121274
Chicago/Turabian StyleCarabes, Ricardo, Héctor Carreón, Maria L. Carreon, Melchor Salazar, and Pedro Hernández. 2019. "Evaluation of the Precipitation Process of a Clad Pipe by the Thermoelectric Potential Technique" Metals 9, no. 12: 1274. https://doi.org/10.3390/met9121274