Dynamic Recrystallization Simulation for X12 Alloy Steel by CA Method Based on Modified L-J Dislocation Density Model

Abstract
:1. Introduction
2. Materials and Experiments
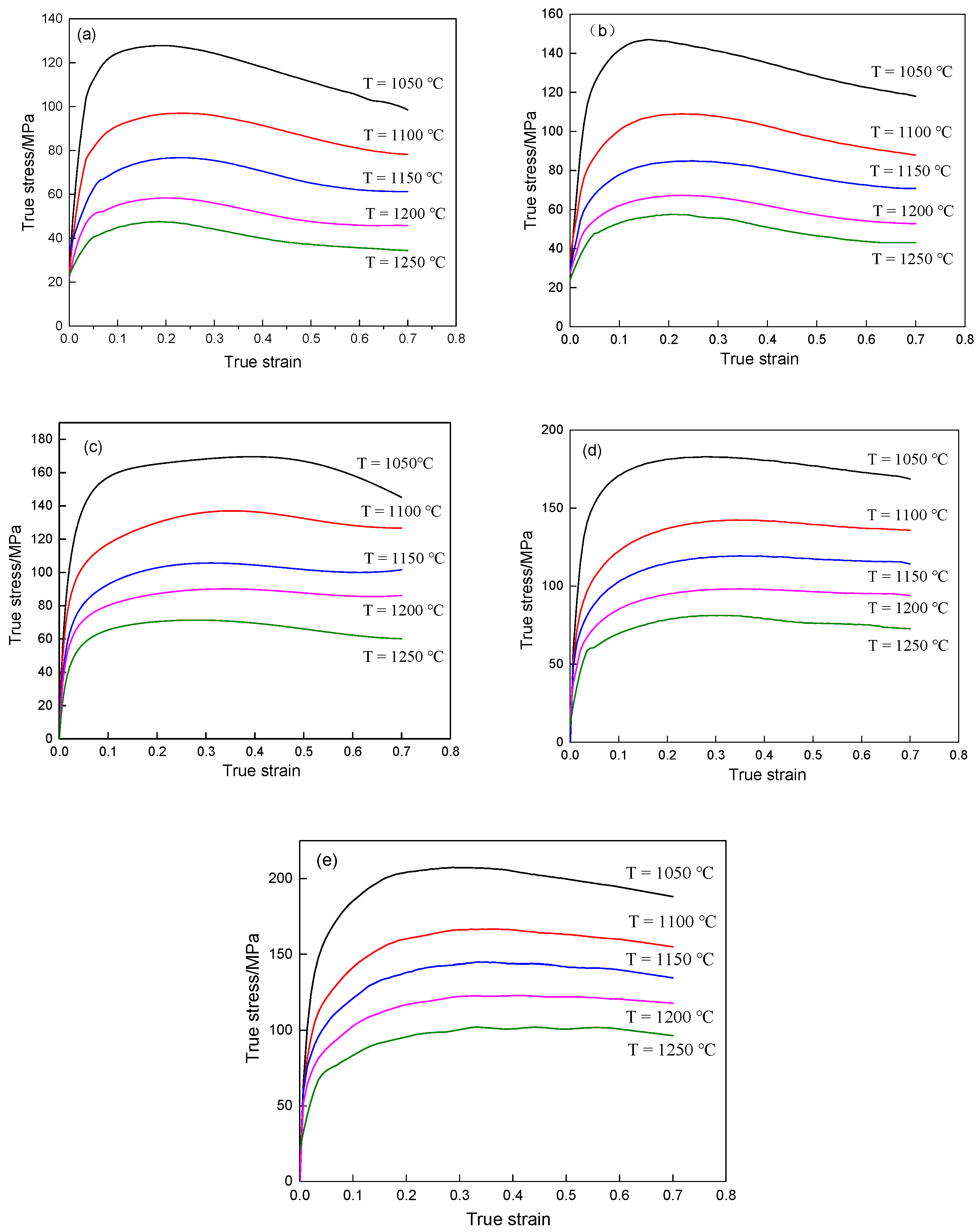
3. Results of Hot Compression
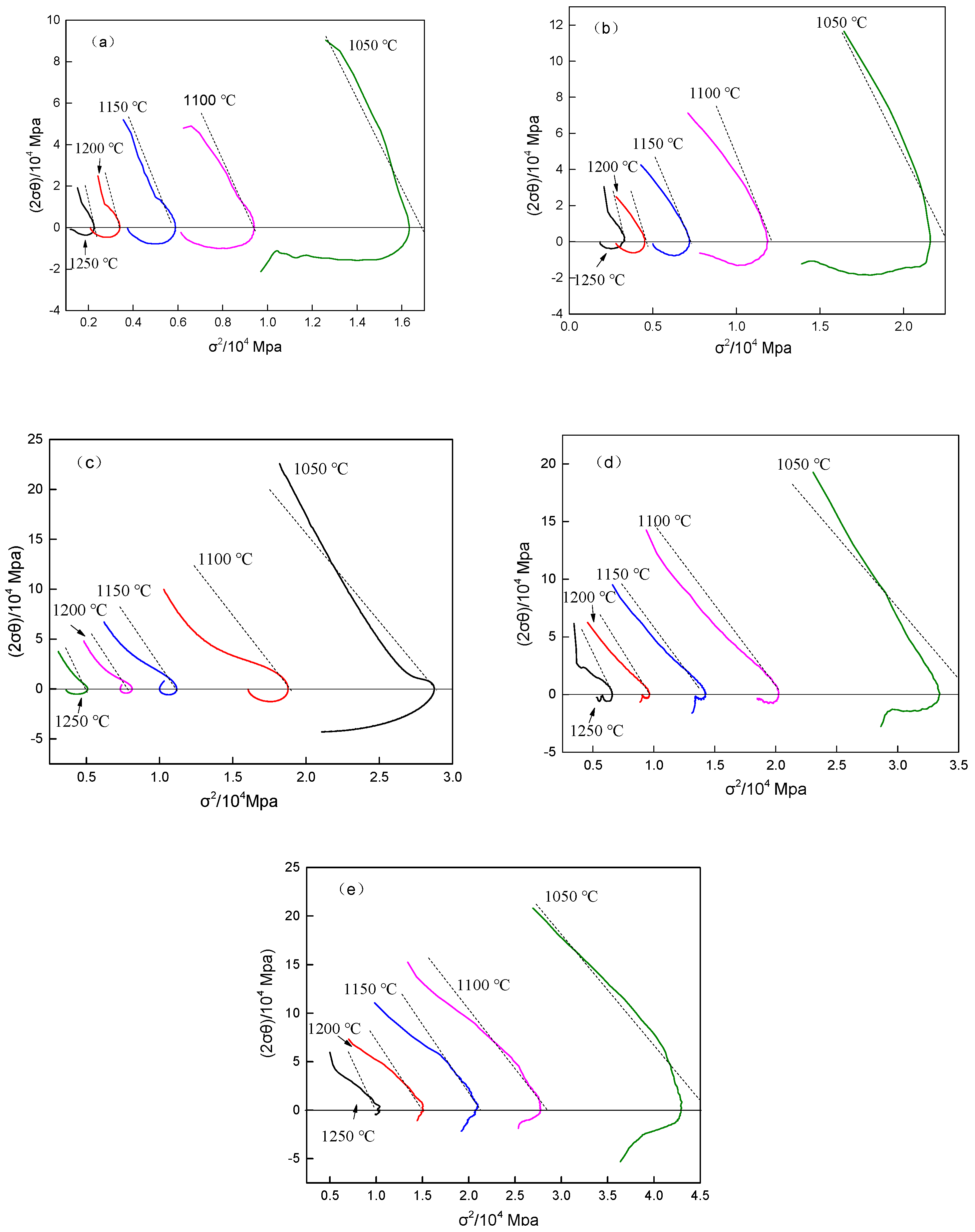
4. The Modified L-J Dislocation Density Model
4.1. Construction of the Dislocation Density Model
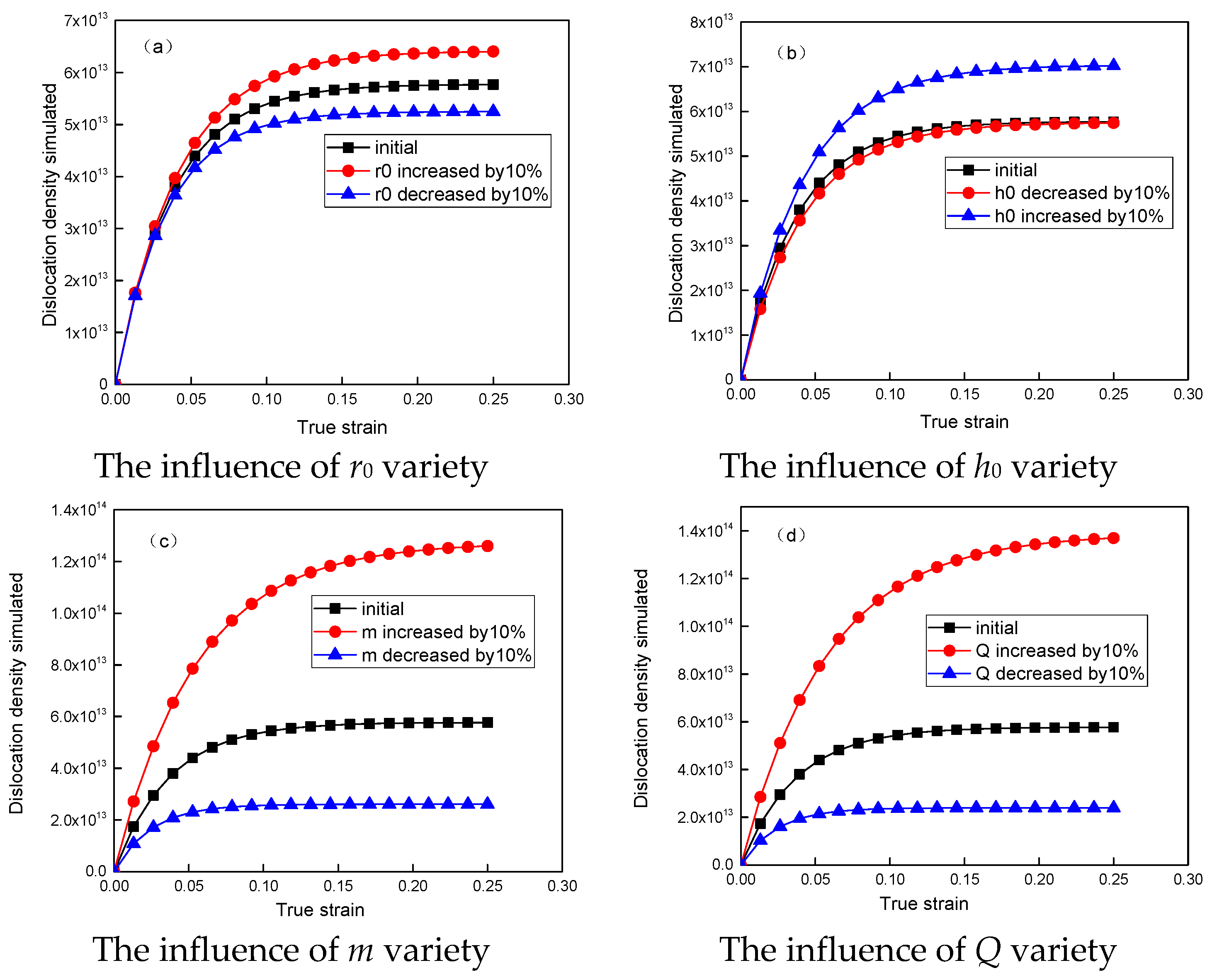
4.2. Variabilities Studies of Modified L-J Dislocation Model
5. Nucleation and Growth Model
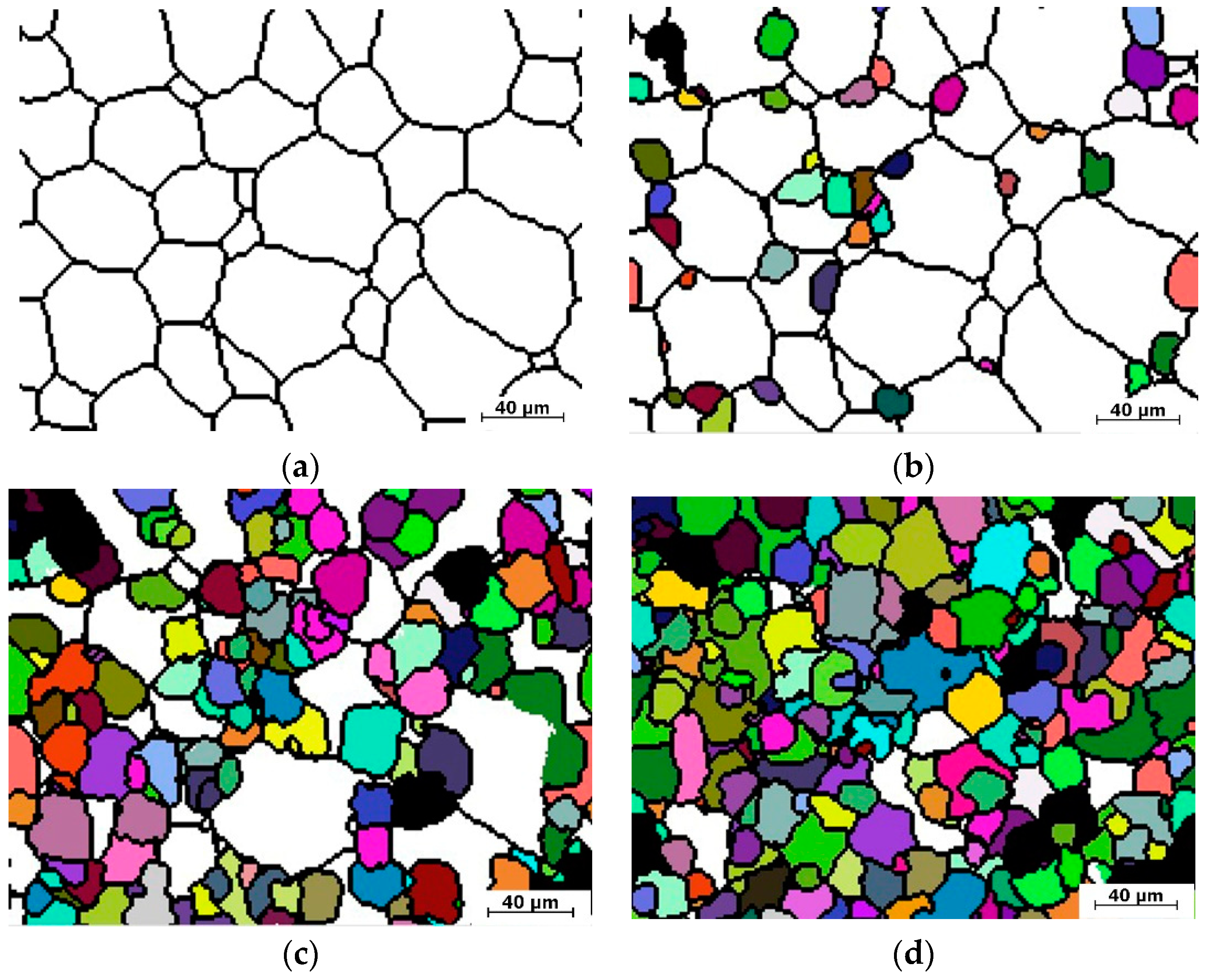
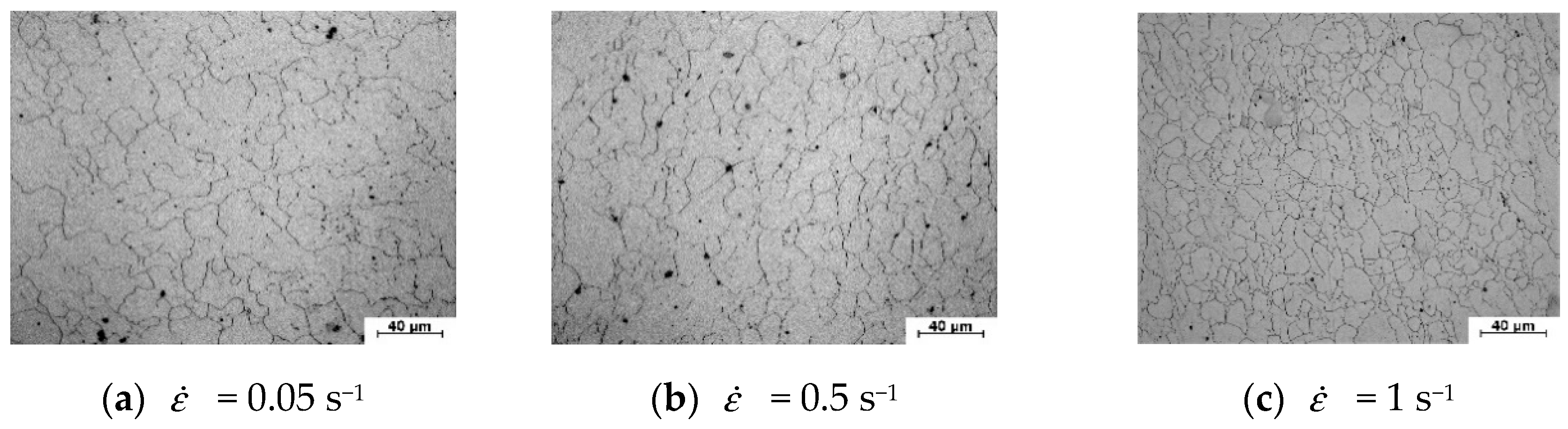
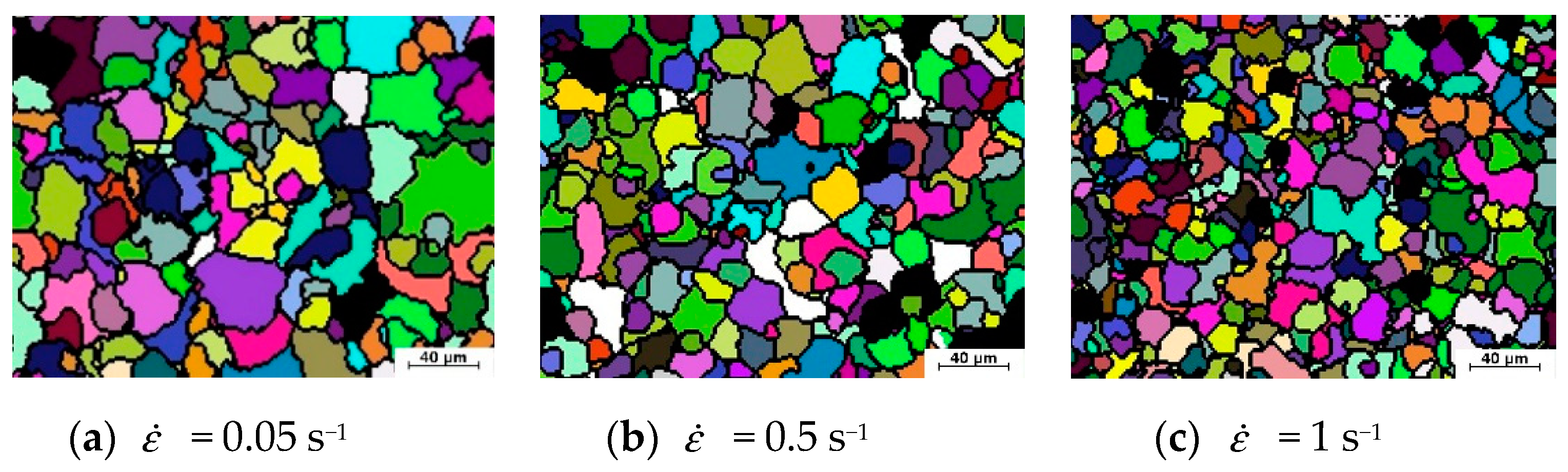
6. Microstructure Simulation and CA Model Validation
7. Conclusions
- (1)
- X12 alloy steel underdoes a dynamic recrystallization when hot compressed at temperatures of 1050–1200 °C, and with strain rates of 0.05–5 .
- (2)
- Flow stress increases with reduction of temperature and raise of strain rate.
- (3)
- CA model based on the modified L-J dislocation density model can be used to simulate thermal compression deformation process of X12 alloy steel.
- (4)
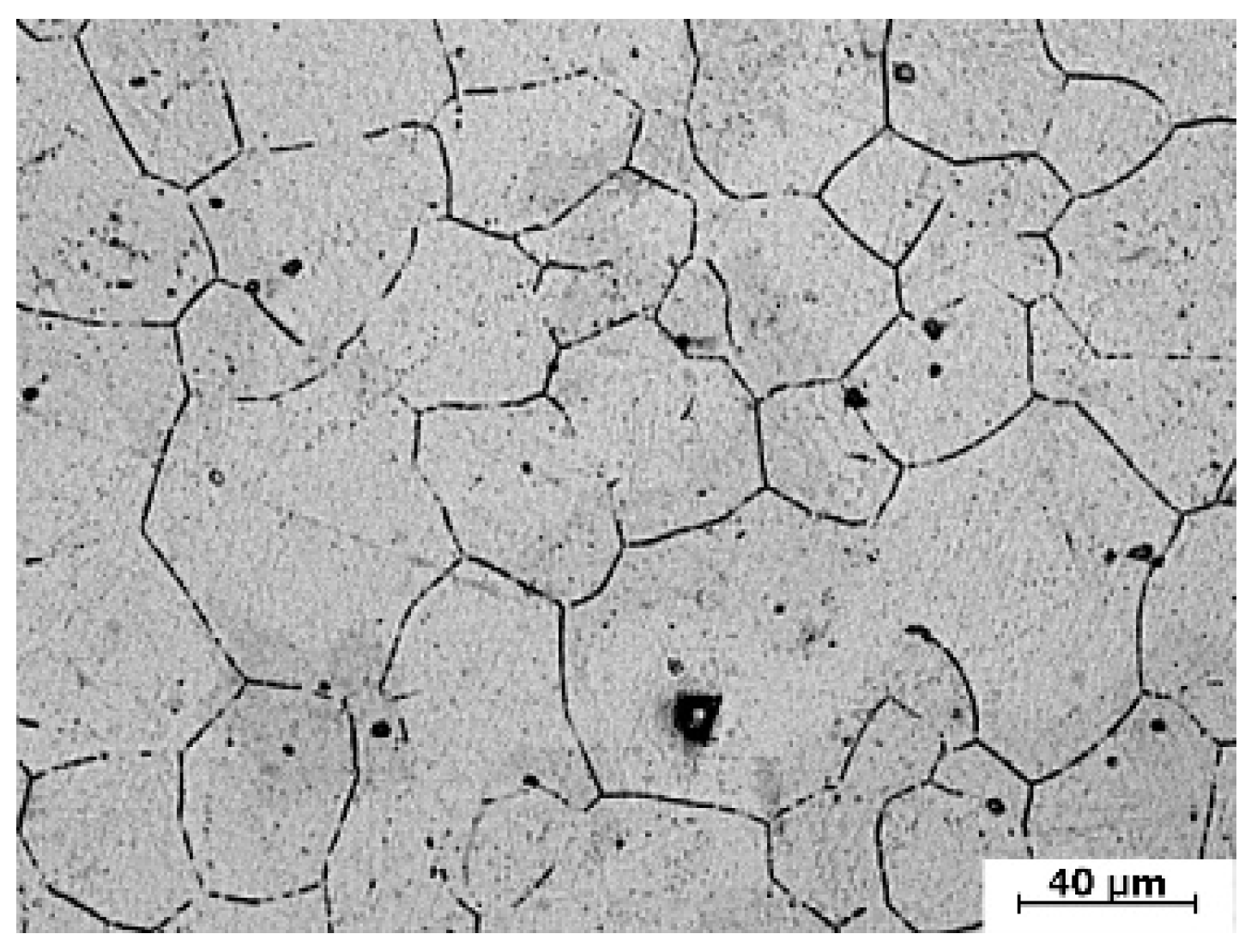
- The simulated microstructures agree well with actual metallographic results with an average grain size error being as low as 6%.
Author Contributions
Funding
Conflicts of Interest
References
- Cui, H.; Sun, F.; Chen, K.; Zhang, L.; Wan, R.; Shan, A.; Wu, J. Precipitation behavior of Laves phase in 10%Cr steel X12CrMoWVNbN10-1-1 during short-term creep exposure. Mater. Sci. Eng. A 2010, 527, 7505–7509. [Google Scholar] [CrossRef]
- Wang, B.; Fu, W.; Lv, Z.; Jiang, P.; Zhang, W.; Tian, Y. Study on hot deformation behavior of 12%Cr ultra-super-critical rotor steel. Mater. Sci. Eng. A 2008, 487, 108–113. [Google Scholar] [CrossRef]
- Rojas, D.; Garcia, J.; Prat, O.; Agudo, L.; Carrasco, C.; Sauthoff, G.; Kaysser-Pyzalla, A.R. Effect of processing parameters on the evolution of dislocation density and sub-grain size of a 12%Cr heat resistant steel during creep at 650 °C. Mater. Sci. Eng. A 2011, 528, 1372–1381. [Google Scholar] [CrossRef]
- El May, M.; Palin-Luc, T.; Saintier, N.; Devos, O. Effect of corrosion on the high cycle fatigue strength of martensitic stainless steel X12CrNiMoV12-3. Int. J. Fatigue 2013, 47, 330–339. [Google Scholar] [CrossRef]
- Fatoba, O.S.; Popoola, O.M.; Pityana, S.L. The influence of heat treatment and process parameters optimization on hardness and corrosion properties of laser alloyed X12CrNiMo steel. Silicon 2016, 8, 579–589. [Google Scholar]
- Feng, H.; Jiang, Z.H.; Li, H.B.; Jiao, W.C.; Li, X.X.; Zhu, H.C.; Shucai, Z.; Zhang, B.B.; Cai, M. Hot deformation behavior and microstructural evolution of high nitrogen martensitic stainless steel 30Cr15Mo1N. Steel Res. Int. 2017, 88, 1700149. [Google Scholar] [CrossRef]
- Shukla, A.K.; Murty, S.N.; Sharma, S.C.; Mondal, K. Constitutive modeling of hot deformation behavior of vacuum hot pressed Cu–8Cr–4Nb alloy. Mater. Des. 2015, 75, 57–64. [Google Scholar] [CrossRef]
- Abedi, H.R.; Hanzaki, A.Z.; Liu, Z.; Xin, R.; Haghdadi, N.; Hodgson, P.D. Continuous dynamic recrystallization in low density steel. Mater. Des. 2016, 114, 55–64. [Google Scholar] [CrossRef]
- Vetayanugul, B.; Morakotjinda, M.; Wila, P.; Krataitong, R.; Rengsomboon, A.; Panyafu, J.; Patakham, U.; Tongsri, R. Heating temperature and atmosphere affecting dynamic recrystallization and property of hot-squeezed ultralow carbon Fe-Cr-Mo steels. Mater. Today Proc. 2018, 5, 9256–9263. [Google Scholar] [CrossRef]
- Annasamy, M.; Haghdadi, N.; Taylor, A.; Hodgson, P.; Fabijanic, D. Dynamic recrystallization behaviour of AlxCoCrFeNi high entropy alloys during high-temperature plane strain compression. Mater. Sci. Eng. A 2018, 745, 90–106. [Google Scholar] [CrossRef]
- Sui, D.S.; Wang, W.; Fu, B.; Cui, Z.S. Research on flow stress model and dynamic recrystallization model of X12CrMoWVNbN10-1-1 steel. In AIP Conference Proceedings; AIP Publishing LLC: College Park, MD, USA, 2013. [Google Scholar]
- Sui, D.S.; Gao, L.; Cui, Z.S. Micro-structure evolution of different forging processes for 12%Cr steel during hot deformation. J. Shanghai Jiaotong Univ. 2015, 20, 606–611. [Google Scholar] [CrossRef]
- Wang, Z.; Fu, W.; Wang, B.; Zhang, W.; Lv, Z.; Jiang, P. Study on hot deformation characteristics of 12%Cr ultra-super-critical rotor steel using processing maps and Zener–Hollomon parameter. Mater. Charact. 2010, 61, 25–30. [Google Scholar] [CrossRef]
- Steiner, M.A.; McCabe, R.J.; Garlea, E.; Agnew, S.R. Monte Carlo modeling of recrystallization processes in α-uranium. J. Nucl. Mater. 2017, 492, 74–87. [Google Scholar] [CrossRef]
- Fu, J.; Peng, B.Y.; Xie, B.; Ye, Y.G. A modified Monte-Carlo potts model for dynamic recrystallization. Adv. Mater. Res. 2015, 1096, 280–287. [Google Scholar] [CrossRef]
- Rollett, A.D.; Srolovitz, D.J.; Luton, M.J. Microstructural simulations of dynamic recrystallization. Materialsence 1989, 40, 43–55. [Google Scholar] [CrossRef]
- Takaki, T.; Hirouchi, T.; Hisakuni, Y.; Yamanaka, A.; Tomita, Y. Multi-Phase-Field simulations for dynamic recrystallization. Comput. Mater. Sci. 2009, 45, 881–888. [Google Scholar] [CrossRef]
- Zheng, C.; Raabe, D. Interaction between recrystallization and phase transformation during intercritical annealing in a cold-rolled dual-phase steel: A cellular automaton model. Acta Mater. 2013, 61, 5504–5517. [Google Scholar] [CrossRef]
- Hallberg, H.; Wallin, M.; Ristinmaa, M. Simulation of discontinuous dynamic recrystallization in pure Cu using a probabilistic cellular automaton. Comput. Mater. Sci. 2010, 49, 25–34. [Google Scholar] [CrossRef]
- Li, H.; Sun, X.; Yang, H. A multiscale three-dimensional cellular automata-crystal plasticity finite element model for predicting the interaction among heterogeneous deformation, DRX microstructural evolution and mechanical responses in titanium alloys. Int. J. Plast. 2016, 87, 154–180. [Google Scholar] [CrossRef]
- Matsumoto, H.; Velay, V. Mesoscale modeling of dynamic recrystallization behavior, grain size evolution, dislocation density, processing map characteristic, and room temperature strength of Ti-6Al-4V alloy forged in the (α + β) region. J. Alloys Compd. 2017, 708, 404–413. [Google Scholar] [CrossRef]
- Jian, W. Determination of the kinetics for dynamic recrystallization based on dislocation density variation. J. Plast. Eng. 2009, 4, 2685–2699. [Google Scholar]
- Laasraoui, A.; Jonas, J.J. Prediction of steel flow stresses at high temperatures and strain rates. Metall. Mater. Trans. A 1991, 22, 1545–1558. [Google Scholar] [CrossRef]
- Mecking, H.; Kocks, U.F. Kinetics of flow and strain-hardening. Acta Mater. 1981, 29, 1865–1875. [Google Scholar] [CrossRef]
- Gourdet, S.; Montheullet, F. A model of continuous dynamic recrystallization. Acta Mater. 2003, 51, 2685–2699. [Google Scholar] [CrossRef]
- Xiao, L.I.U.; Li, L.X.; He, F.Y.; Jia, Z.H.O.U.; Zhu, B.W.; Zhang, L.Q. Simulation on dynamic recrystallization behavior of AZ31 magnesium alloy using cellular automaton method coupling Laasraoui–Jonas model. Trans. Nonferrous Metals Soc. China 2013, 23, 2692–2699. [Google Scholar]
- Liu, Y.X.; Lin, Y.C.; Li, H.B.; Wen, D.X.; Chen, X.M.; Chen, M.S. Study of dynamic re-crystallization in a Ni-based superalloy by experiments and cellular automaton model. Mater. Sci. Eng. A 2015, 626, 432–440. [Google Scholar] [CrossRef]
- Yang, Z.N.; Xiao, Y.Y.; Zhang, F.C.; Yan, Z.G. Effect of cold rolling on microstructure and mechanical properties of pure Zr. Mater. Sci. Eng. A 2012, 556, 728–733. [Google Scholar] [CrossRef]
- Páramo-Kañetas, P.; Özturk, U.; Calvo, J.; Cabrera, J.M.; Guerrero-Mata, M. High-temperature deformation of delta-processed Inconel 718. J. Mater. Process. Technol. 2018, 255, 204–211. [Google Scholar] [CrossRef]
- Ebrahimi, G.R.; Keshmiri, H.; Maldad, A.R.; Momeni, A. Dynamic recrystallization behavior of 13%Cr martensitic stainless steel under hot working condition. J. Mater. Sci. Technol. 2012, 28, 467–473. [Google Scholar] [CrossRef]
- Marandi, A.; Zarei-Hanzaki, R.; Zarei-Hanzaki, A.; Abedi, H.R. Dynamic recrystallization behavior of new trans-formation–twinning induced plasticity steel. Mater. Sci. Eng. A 2014, 607, 397–408. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Mo | Nb | V | W | Ni | Mn | N |
|---|---|---|---|---|---|---|---|---|
| 0.118 | 11.00 | 1.029 | 0.069 | 0.207 | 0.95 | 0.744 | 0.420 | 0.055 |
| Poisson’s Ratio | Thermal Emissivity | Deformation Activation Energy (kJ/mol) | Shear Modulus/MPa | Burgers Vector/m | Diffusion Activation Energy/(kJ/mol) |
|---|---|---|---|---|---|
| 0.3 | 0.7 | 531 | 85,000 | 2.35 × 10−10 | 278 |
| Temperature/°C | Strain Rate/s−1 | Simulated Average Grain Size/μm | Experimental Average Grain Size/μm | Relative Error/% |
|---|---|---|---|---|
| 1150 | 0.05 | 23 | 24 | 4% |
| 1150 | 0.5 | 18 | 17 | 6% |
| 1150 | 1 | 11 | 12 | 9% |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, X.; Zhang, J.; Du, Y.; Wang, G.; Huang, T. Dynamic Recrystallization Simulation for X12 Alloy Steel by CA Method Based on Modified L-J Dislocation Density Model. Metals 2019, 9, 1291. https://doi.org/10.3390/met9121291
Chen X, Zhang J, Du Y, Wang G, Huang T. Dynamic Recrystallization Simulation for X12 Alloy Steel by CA Method Based on Modified L-J Dislocation Density Model. Metals. 2019; 9(12):1291. https://doi.org/10.3390/met9121291
Chicago/Turabian StyleChen, Xuewen, Jiayin Zhang, Yuqing Du, Guangxin Wang, and Tao Huang. 2019. "Dynamic Recrystallization Simulation for X12 Alloy Steel by CA Method Based on Modified L-J Dislocation Density Model" Metals 9, no. 12: 1291. https://doi.org/10.3390/met9121291