On the Accuracy of Finite Element Models Predicting Residual Stresses in Quenched Stainless Steel

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental and Simulated Heat Treatment
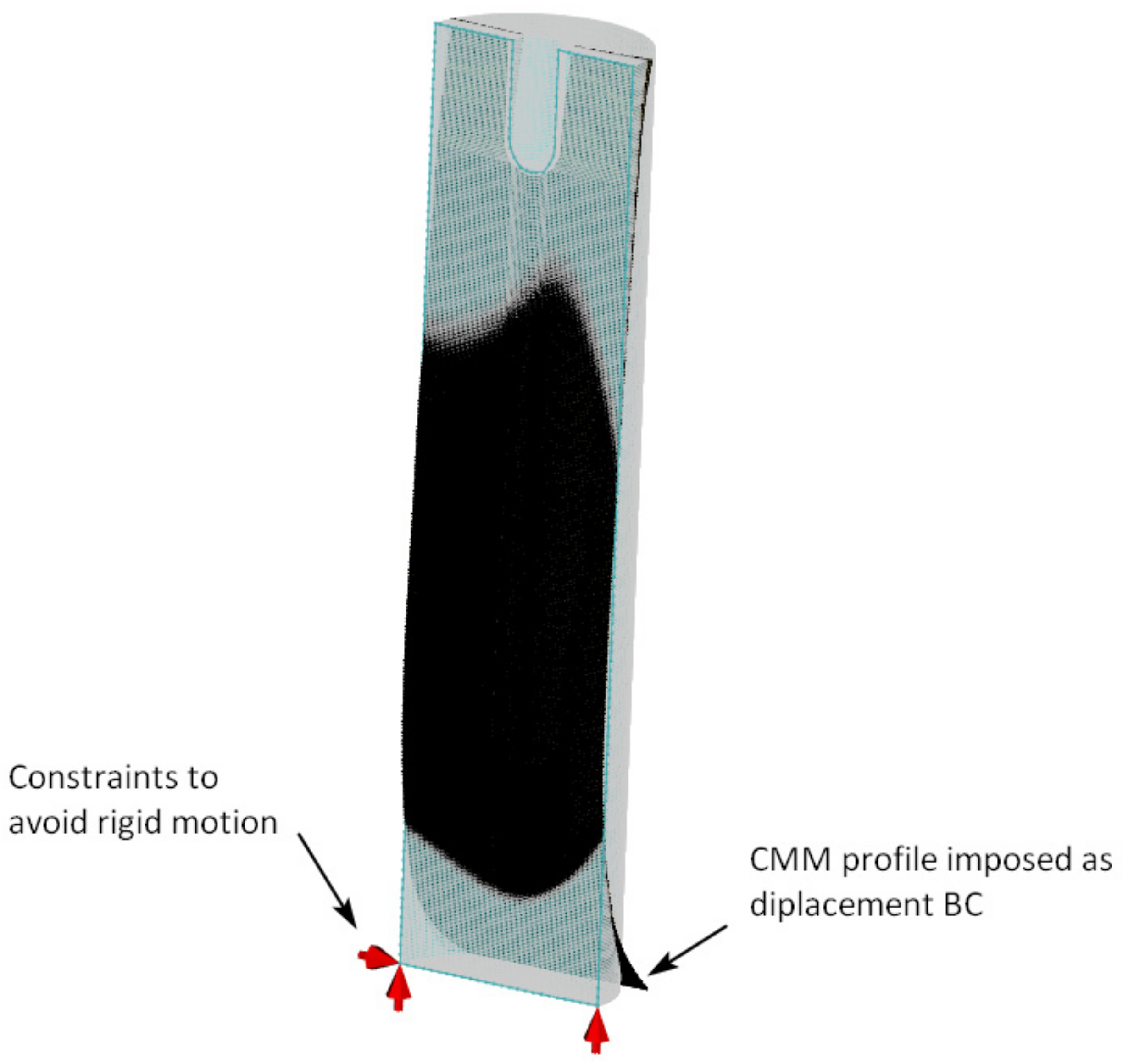
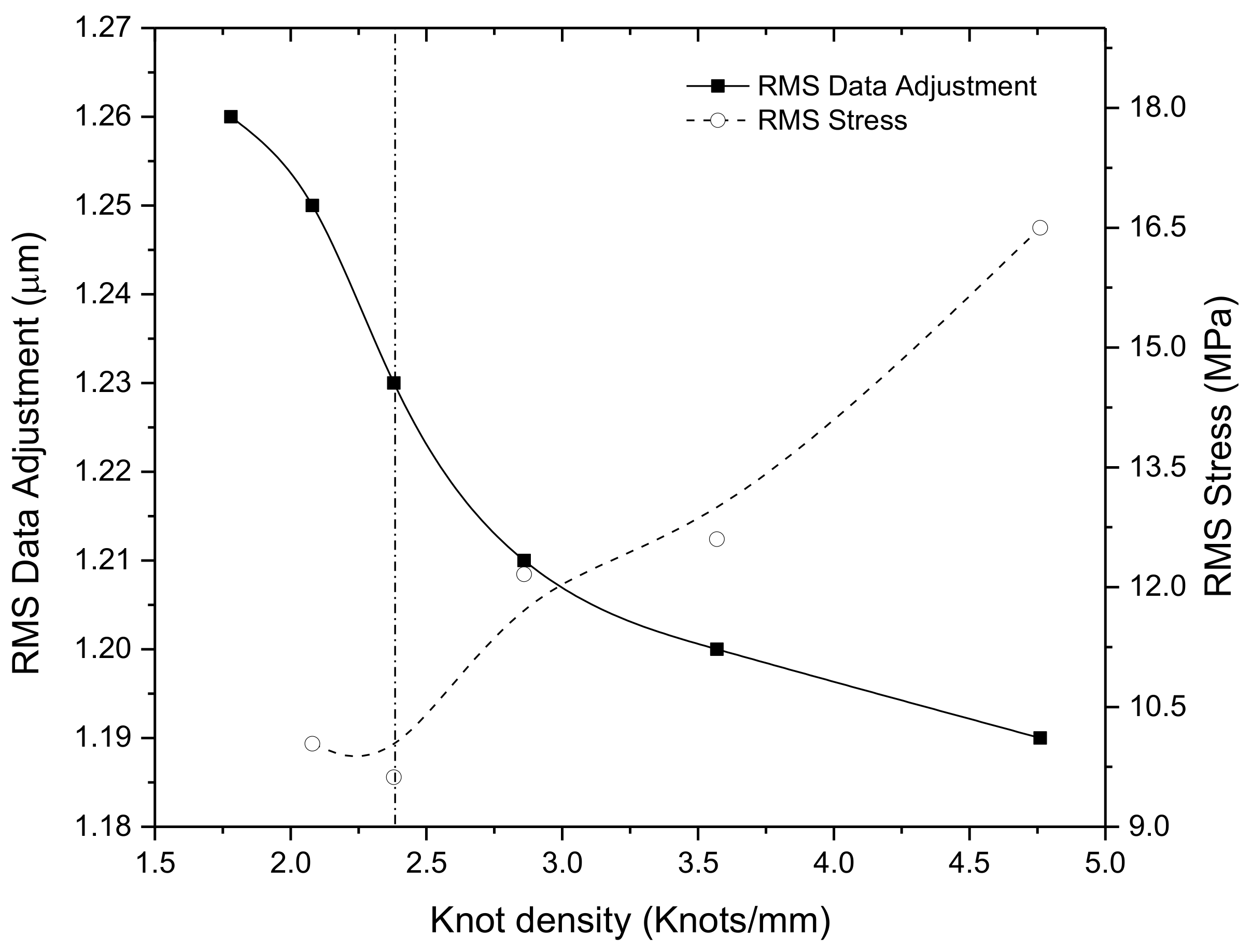
2.2. Contour Method
3. Results
3.1. Quenching Model Thermal Validation
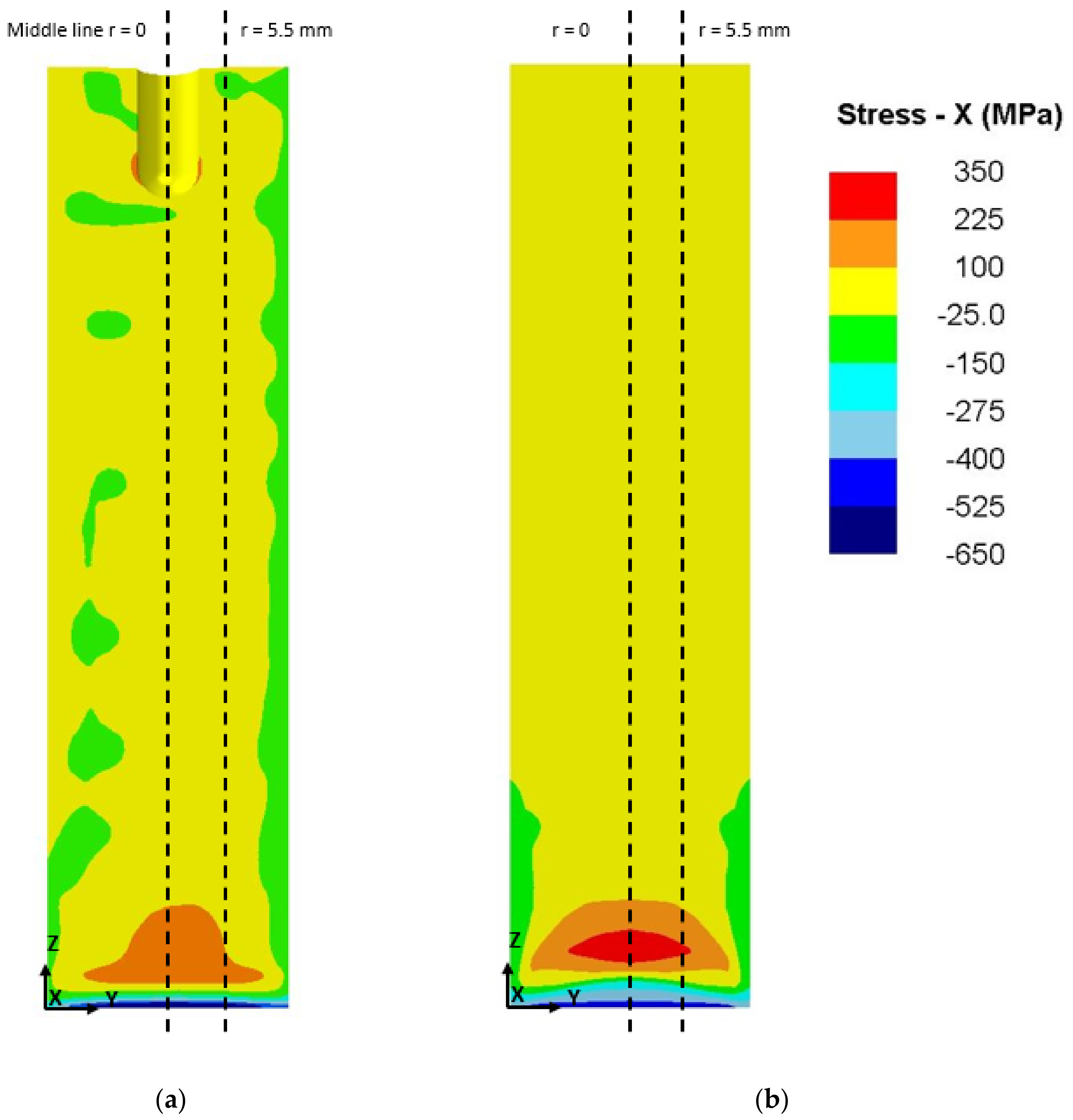
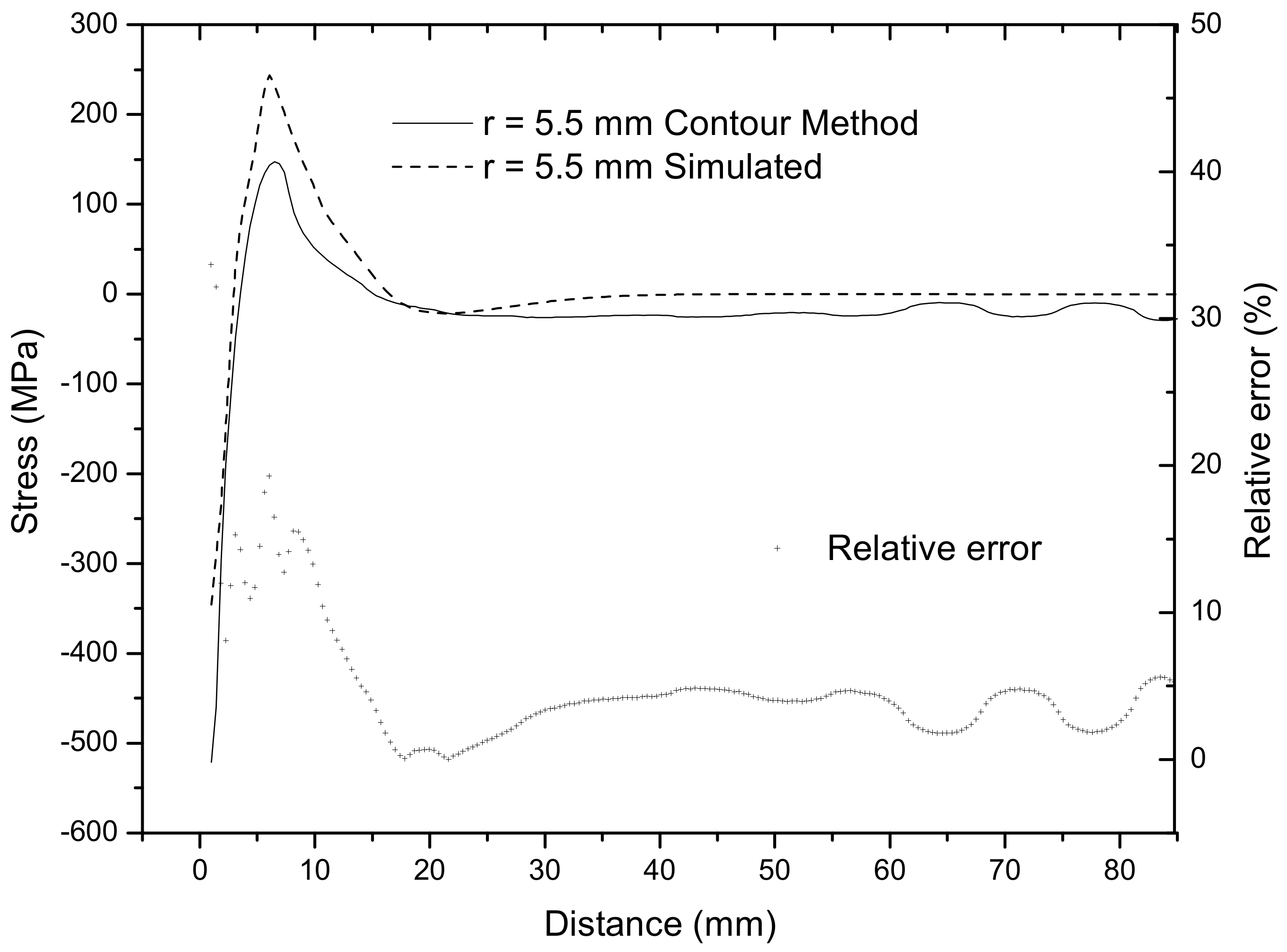
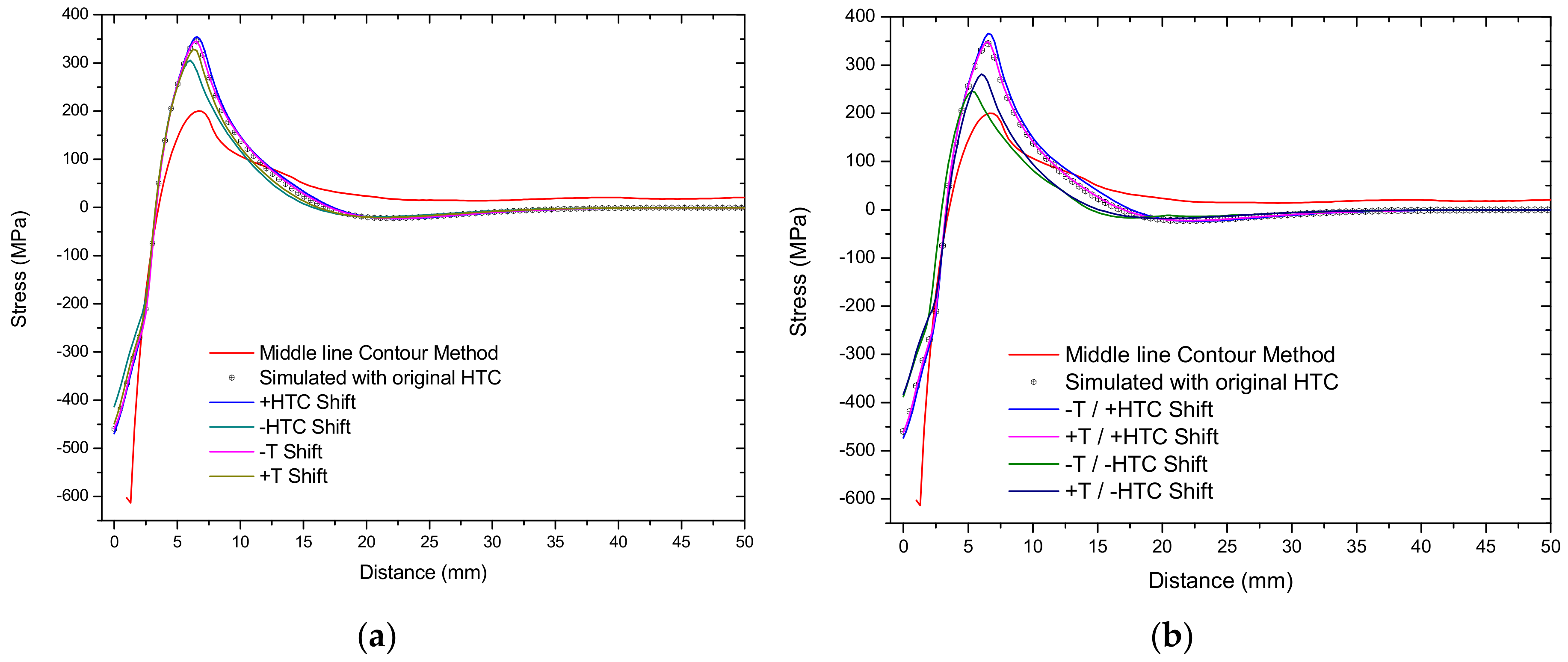
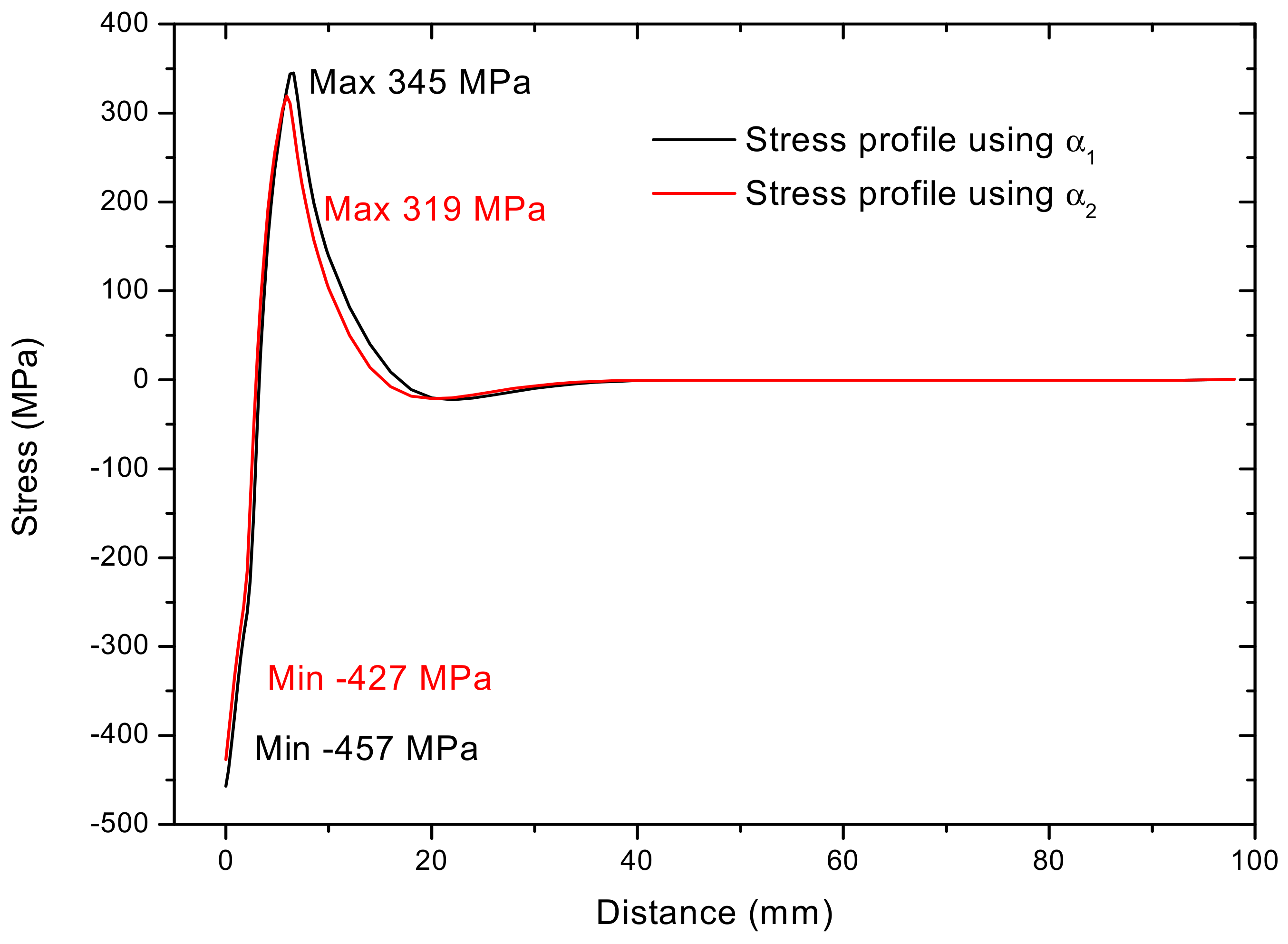
3.2. Contour Method and Modeled Stress Profiles
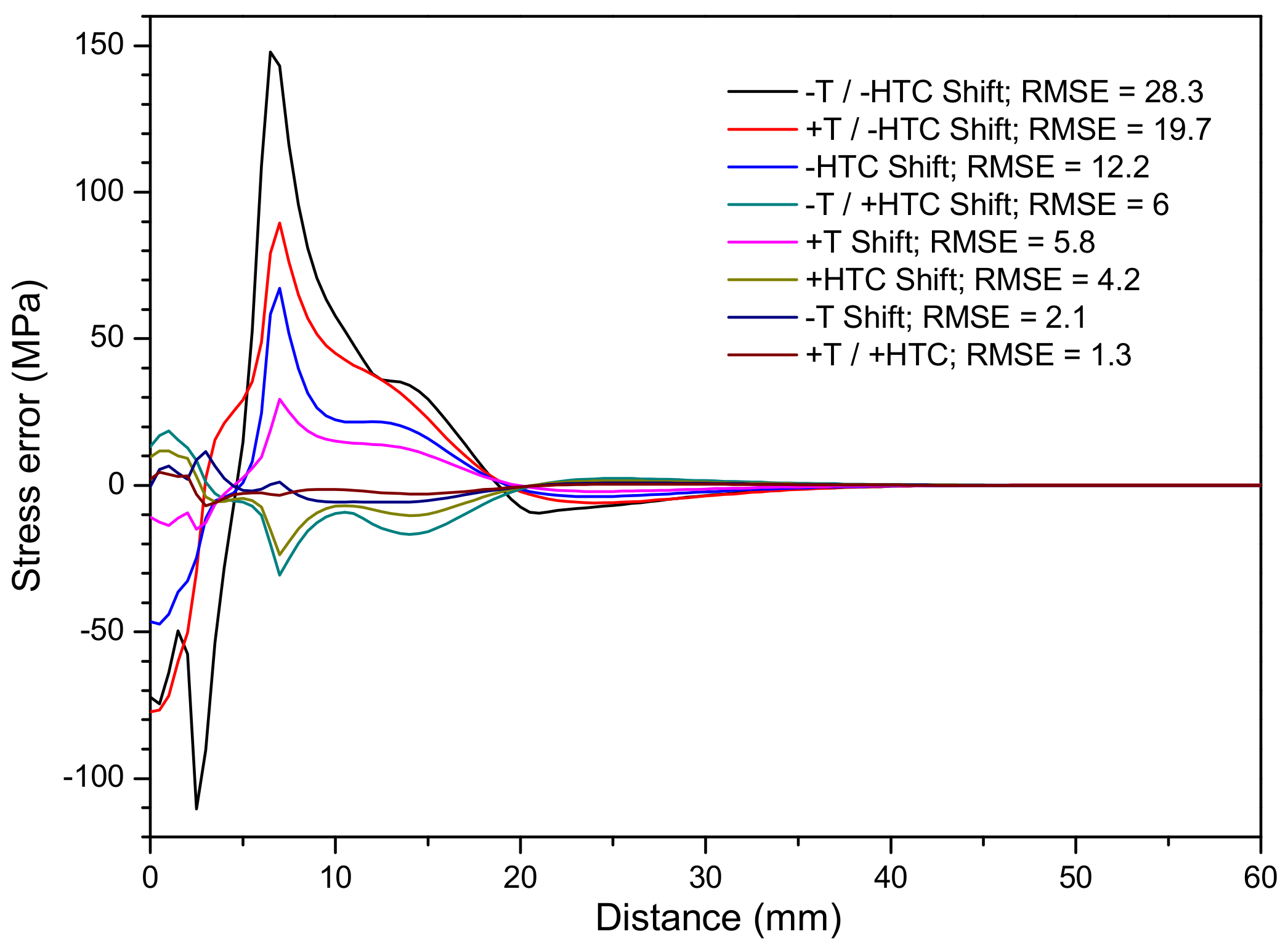
3.3. Parametric Analysis of HTC Variation on Residual Stress Profiles
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wither, P.J. Residual stress and its role in failure. Rep. Prog. Phys. 2007, 70, 2211–2264. [Google Scholar] [CrossRef] [Green Version]
- Hossain, S.; Daymond, M.R.; Truman, C.E.; Smith, D.J. Prediction and measurement of residual stresses in quenched stainless-steel spheres. Mater. Sci. Eng. A 2004, 373, 339–349. [Google Scholar] [CrossRef]
- Prime, M.B. Residual Stresses Measured in Quenched HLSA-100 Steel plate. In Proceedings of the 2005 SEM Annual Conference and Exposition on Experimental and Applied Mechanics, Portland, OR, USA, 7–9 June 2005; Volume 836, pp. 1–8. [Google Scholar]
- Turski, M.; Edwards, L. Residual stress measurement of a 316l stainless steel bead-on-plate specimen utilising the contour method. Int. J. Press. Vessel. Pip. 2009, 86, 126–131. [Google Scholar] [CrossRef]
- Schulze, V.; Vöhringer, O.; Macherauch, E. Residual stresses after quenching. In Quenching Theory and Technology; Liscic, B., Tensi, H.M., Canale, L.C.F., Totten, G.E., Eds.; CRC Press: Boca Raton, FL, USA, 2010; p. 725. ISBN 978-0-8493-9279-5. [Google Scholar]
- Hosseinzadeh, F.; Hossain, S.; Truman, C.E.; Smith, D.J. Measurement and Prediction of Residual Stresses in Quenched Stainless Steel Components. Exp. Mech. 2014, 54, 1151–1162. [Google Scholar] [CrossRef]
- Hakan, G.C.; Erman, T.A. Numerical and experimental analysis of quench induced stresses and microstructures. J. Mech. Behav. Mater. 1998, 9, 237–256. [Google Scholar]
- Sen, S.; Aksakal, B.; Ozel, A. Transient and residual thermal stresses in quenched cylindrical bodies. Int. J. Mech. Sci. 2000, 42, 2013–2029. [Google Scholar] [CrossRef]
- Lu, Y. Heat Transfer, Hardenability and Steel Phase Transformations during Gas Quenching; Worcester Polytechnic Institute: Worcester, MA, USA, 2016. [Google Scholar]
- Lu, Y.; Sisson, R.D.; Rong, Y.K.; Macsari, J. Critical heat transfer coefficient test for gas quench steel hardenability. In Proceedings of the 28th ASM Heat Treating Society Conference, Detroit, MI, USA, 20–22 October 2015; pp. 484–488. [Google Scholar]
- Evcil, G.E.; Mustak, O.; Simsir, C. Simulation of through-hardening of SAE 52100 steel bearings—Part II: Validation at industrial scale. Materwiss. Werksttech. 2016, 47, 746–754. [Google Scholar] [CrossRef]
- Buczek, A.; Telejko, T. Investigation of heat transfer coefficient during quenching in various cooling agents. Int. J. Heat Fluid Flow 2013, 44, 358–364. [Google Scholar] [CrossRef]
- Le Masson, P.; Loulou, T.; Artioukhine, E. Numerical estimations of a two-dimensional convection heat transfer coefficient during a metallurgical “Jominy end-quench” test. Int. J. Therm. Sci. 2002, 41, 517–527. [Google Scholar] [CrossRef]
- Liščić, B.; Filetin, T. Measurement of quenching intensity, calculation of heat transfer coefficient and global database of liquid quenchants. Mater. Eng. 2012, 19, 52–63. [Google Scholar]
- Le Masson, P.; Loulou, T.; Artioukhine, E. Estimations of a 2D convection heat transfer coefficient during a metallurgical “Jominy end-quench” test: Comparison between two methods and experimental validation. Inverse Probl. Sci. Eng. 2004, 12, 595–617. [Google Scholar] [CrossRef]
- Narazaki, M.; Kogawara, M.; Shirayori, A.; Fuchizawa, S. Evaluation of heat transfer coefficient in Jominy end-quench test. In Proceedings of the Fourth International Conference on Quenching and the Control of Distortion, Beijing, China, 20–26 May 2003. [Google Scholar]
- Sugianto, A.; Narazaki, M. Validity of heat transfer coefficient based on cooling time, cooling rate, and heat flux on Jominy end quench test. In Proceedings of the STEEL: Recent Developments in Steel Processing. AIST Steel Properties and Applications Conference, Detroit, MI, USA, 16–20 September 2007; pp. 171–180. [Google Scholar]
- Gür, C.H.; Şimşir, C. Simulation of Quenching: A Review. Mater. Perform. Charact. 2012, 1, 104479. [Google Scholar] [CrossRef]
- Prime, M.B. Cross seccional mappig of residual rtresses by measuring the surface contour after a cut. J. Eng. Mater. Technol. 2001, 836, 162–168. [Google Scholar] [CrossRef] [Green Version]
- Moat, R.J.; Ooi, S.; Shirzadi, A.A.; Dai, H.; Mark, A.F.; Bhadeshia, H.K.D.H.; Withers, P.J. Residual stress control of multipass welds using low transformation temperature fillers. Mater. Sci. Technol. 2018, 34, 519–528. [Google Scholar] [CrossRef]
- Bueckner, H.F. The propagation of cracks and the energy of elastic deformation. Trans. Am. Soc. Mech. Eng. 1958, 80, 1225–1230. [Google Scholar]
- Bouchard, P.J.; Ledgard, P.; Hiller, S.; Hosseinzadh, F. Making the cut for the contour method. In Proceedings of the 15th International Conference on Experimental Mechanics, Porto, Portugal, 22–27 July 2012. [Google Scholar]
- Hosseinzadeh, F.; Kowal, J.; Bouchard, P.J. Towards good practice guidelines for the contour method of residual stress measurement. J. Eng. 2014, 2014, 453–468. [Google Scholar] [CrossRef]
- ASTM A 255 Norm, 2002 “Standard Test Methods for Determining Hardenability of Steel”; ASTM International: West Conshohocken, PA, USA, 2002; pp. 1–26.
- Prime, M.B.; Sebring, R.J.; Edwards, J.M.; Hughes, D.J.; Webster, P.J. Laser surface-contouring and spline data-smoothing for residual stress measurement. Exp. Mech. 2004, 44, 176–184. [Google Scholar] [CrossRef]
- Lewis, J.R. Physical Properties of Stainless Steels. In Handbook of Stainless Steels; Peckner, D.I., Bernstain, I.M., Eds.; McGraw-Hill: New York, NY, USA, 1977; ISBN 0-07-049147-X. [Google Scholar]
- Austenitic Chromium-Nickel Stainless Steels Engineering Properties at Elevated Temperatures; The Nickel Development Insitute: New York, NY, USA, 1978.
- JMatPro Manual; Sente Software: Surrey, UK, 2016.
- Bogaard, R.H.; Desai, P.D.; Li, H.H.; Ho, C.Y. Thermophysical properties of stainless steels. Thermochim. Acta 1993, 218, 373–393. [Google Scholar] [CrossRef]
- Prime, M.B. The contour method: Capabilities, limitations, and recent advances. In Proceedings of the 4th Residual Stress Summit, Lake Tahoe, CA, USA, 26–29 September 2010; p. 470. [Google Scholar]
- Traoré, Y.; Hosseinzadeh, F.; Bouchard, P.J. Plasticity in the contour method of residual stress measurement. Adv. Mater. Res. 2014, 996, 337–342. [Google Scholar] [CrossRef] [Green Version]
- Hosseinzadeh, F.; Yeli, T.; Bouchard, P.J.; Muránsky, O. Mitigating cutting-induced plasticity in the contour method. Part 1: Experimental. Int. J. Solids Struct. 2016, 94, 247–253. [Google Scholar] [CrossRef]
- Sun, Y.L.; Roy, M.J.; Vasileiou, A.N.; Smith, M.C.; Francis, J.A.; Hosseinzadeh, F. Evaluation of errors associated with cutting-induced plasticity in residual stress measurements using the contour method. Exp. Mech. 2017, 57, 719–734. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Flack, D.; Medina-Juarez, I.; (The Open University). Personal communication, 2017.
- Ahmad, B.; Fitzpatrick, M.E. Minimization and mitigation of wire EDM cutting errors in the application of the contour method of residual stress measurement. Metall. Mater. Trans. A 2015, 47, 301–313. [Google Scholar] [CrossRef]
- Johnson, G. Residual Stress Measurements Using the Contour Method; University of Manchester: Manchester, UK, 2008. [Google Scholar]
- Roy, M. pyCM Software. Available online: https://github.com/majroy/pyCM (accessed on 30 June 2019).
- Shen, Y.F.; Li, X.X.; Sun, X.; Wang, Y.D.; Zuo, L. Twinning and martensite in a 304 austenitic stainless steel. Mater. Sci. Eng. A 2012, 552, 514–522. [Google Scholar] [CrossRef]
- Sun, G.; Du, L.; Hu, J.; Zhang, B.; Misra, R.D.K. On the influence of deformation mechanism during cold and warm rolling on annealing behavior of a 304 stainless steel. Mater. Sci. Eng. A 2019, 746, 341–355. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | C | Mn | P | S | Si | Ni | Cr |
|---|---|---|---|---|---|---|---|
| Nominal | 0.03 | 2.0 | 0.045 | 0.030 | 0.75 | 8.0–12.0 | 18.0–20.0 |
| Experimental | 0.038 | 1.54 | 0.027 | 0.025 | 0.219 | 8.0 | 18.2 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Medina-Juárez, I.; Araujo de Oliveira, J.; Moat, R.J.; García-Pastor, F.A. On the Accuracy of Finite Element Models Predicting Residual Stresses in Quenched Stainless Steel. Metals 2019, 9, 1308. https://doi.org/10.3390/met9121308
Medina-Juárez I, Araujo de Oliveira J, Moat RJ, García-Pastor FA. On the Accuracy of Finite Element Models Predicting Residual Stresses in Quenched Stainless Steel. Metals. 2019; 9(12):1308. https://doi.org/10.3390/met9121308
Chicago/Turabian StyleMedina-Juárez, Israel, Jeferson Araujo de Oliveira, Richard J. Moat, and Francisco Alfredo García-Pastor. 2019. "On the Accuracy of Finite Element Models Predicting Residual Stresses in Quenched Stainless Steel" Metals 9, no. 12: 1308. https://doi.org/10.3390/met9121308