Texture Gradient in a Rectangular Extruded Al60Mg40 Metal Matrix Composite


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
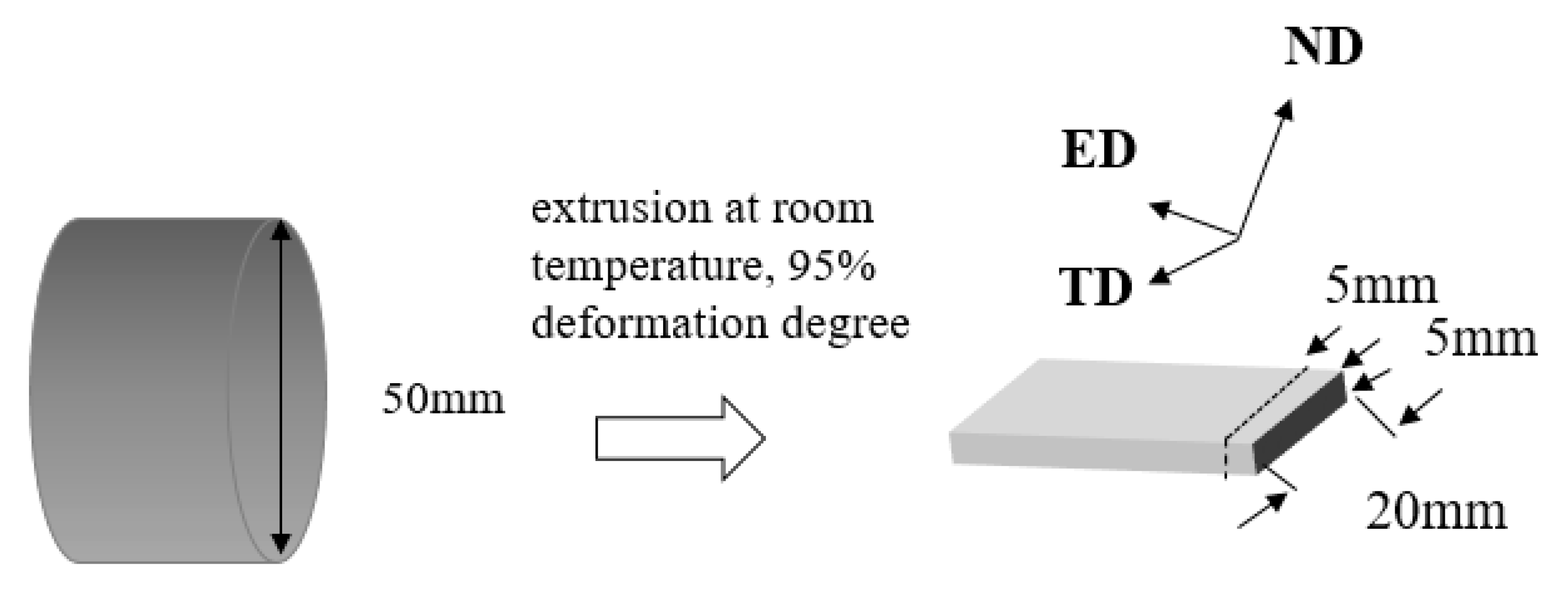
2. Experimental Procedure
3. Results
3.1. Microstructure and Hardness Tests
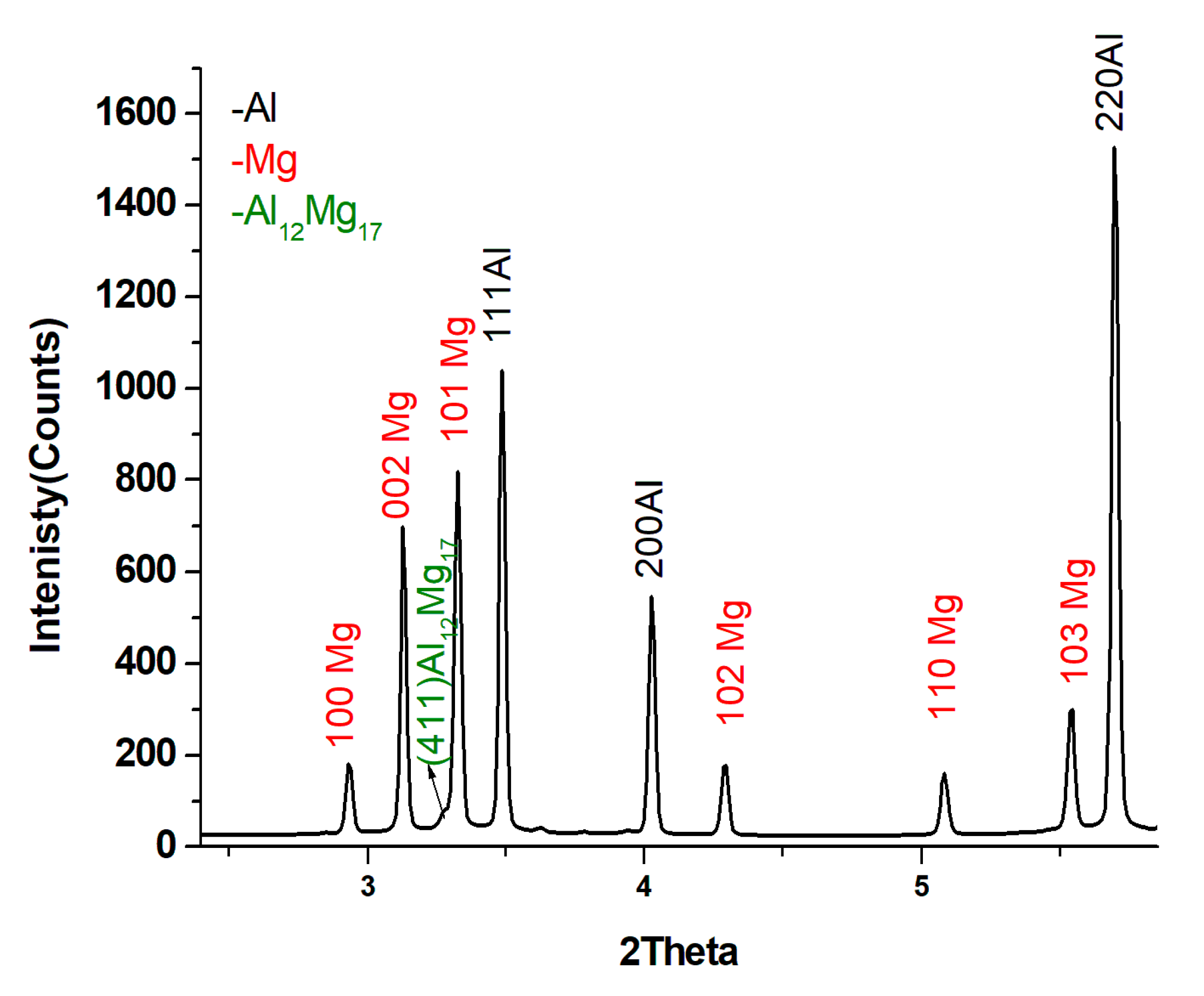
3.2. The Phase Composition of the Al60Mg40
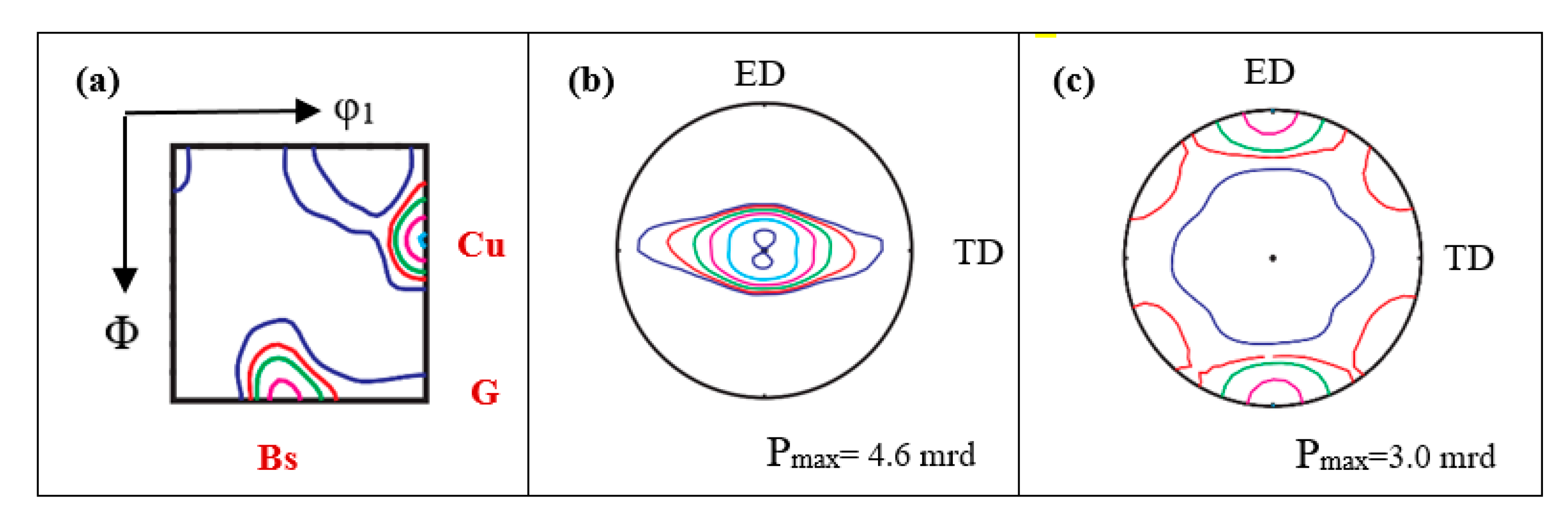
3.3. Bulk Texture of Rectangular Extruded Al60Mg40
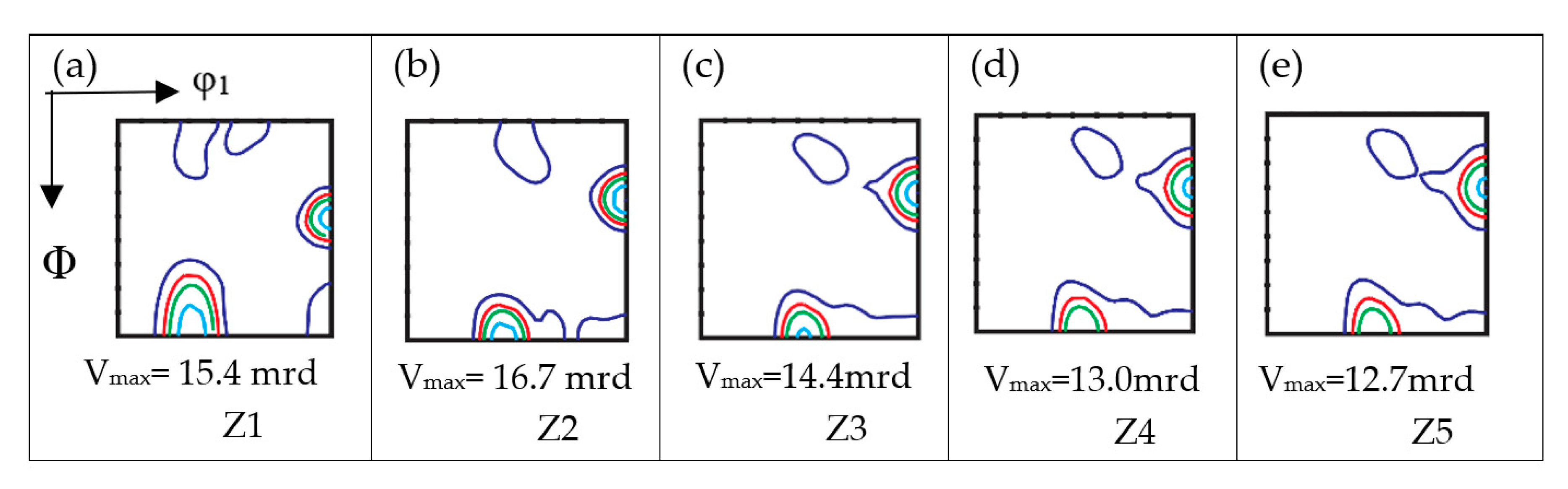
3.4. Texture Gradient of the Al-Phase
3.5. Texture Gradient of the Mg-Phase
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Raabe, D.; Hangen, U. Correlation of microstructure and type II superconductivity of a heavily cold rolled Cu-20mass%Nb. Acta Mater. 1996, 44, 953–961. [Google Scholar] [CrossRef]
- Bergmann, H.W.; Frommeyer, G.; Wassermann, G. The dependence of the texture and microstructures in two-phase composites on the yield stresses of the components. In Book Texture of Materials; Gottstein, G., Lücke, K., Eds.; Springer: Berlin, Germnay, 2007; Volume 2, pp. 371–377. ISBN 0-387-09220-X. [Google Scholar]
- Xu, K.; Russell, A.M.; Chumbley, L.S.; Laabs, F.C.; Gantovnik, V.B.; Tian, Y. Characterization of strength and microstructure in deformation processed Al-Mg composites. J. Mater. Sci. 1999, 34, 5955–5959. [Google Scholar] [CrossRef]
- Kai, X. Microstructure and Strength of a Deformation Processed Al-20%Sn Metal-Metal Composite. Ph.D. Thesis, Iowa State University, Ames, IA, USA, 2003. [Google Scholar]
- Brokmeier, H.-G. Experimental textures of Al-Pb, Al-Cu, and Fe-Cu metal-metal composites. Mater. Sci. Eng. 1994, 175, 131–139. [Google Scholar] [CrossRef]
- Grewen, J.; Wassermann, G. Textur-Untersuchungen an Drähten I. Z. Metallkunde 1954, 45, 499–505. [Google Scholar]
- Vasudevan, A.K.; Frickee, W.G.; Malcolm, R.C. On through thickness crystallographic texture gradient in Al-Li-Cu-Zr alloy. Metall. Mater. Trans. A 1998, 19, 731–732. [Google Scholar] [CrossRef]
- Wassermann, G.; Schmid, E. Über die Textur hartgezogener Drähte. Z. Phys. 1972, 42, 779–794. [Google Scholar]
- Hirosawa, E.; Author, C.D. Fiber textures of extruded aluminum alloy rod. Tran. JIM 1964, 5, 235–238. [Google Scholar] [CrossRef]
- Brokmeier, H.-G.; Randau, C.; Gan, W.; Hofmann, M.; Lippmann, T.; Schell, N. Investigation of texture gradients of semi-finished products by neutrons. Mater. Sci. Forum Trans. Tech. Publ. 2011, 702, 499–506. [Google Scholar] [CrossRef]
- Bunge, H.-G. Advantages of neutron diffraction in texture analysis. Text. Microstruct. 1997, 10, 265–307. [Google Scholar] [CrossRef]
- Brokmeier, H.-G.; Randau, C.; Garbe, U.; Spalthoff, P.; Bohlen, J. Texture gradient in a bonelike extrusion profile of MgZe10. In Proceedings of the 8th International Conference on Magnesium Alloys and their Applications; Weimar, Germany, 26–29 October 2009, Kainer, K.U., Ed.; Wiley-VCH: Weimar, Germany, 2009. [Google Scholar]
- Brokmeier, H.-G.; Zink, U.; Schnieber, R.; Witassek, B. Texture Analysis at GKSS Research Center (Instrumentation and Application). In Book Texture and Anisotropy of Polycrystals; Schwarzer, R., Ed.; TTP Transtech Publications: Zürich, Switzerland, 1998; pp. 277–282. [Google Scholar]
- Chena, M.B.; Li, J.; Zhao, Y.M.; Yuan, H.; Liu, W.C. Comparison of texture evolution between different thickness layers in cold roled Al-Mg alloy. Mater. Charact. 2011, 62, 1188–1195. [Google Scholar] [CrossRef]
- Ghosh, M.; Miroux, A.; Kestens, L.A. Correlating r-value and through thickness texture in Al–Mg–Si alloy. J. Alloys Compd. 2015, 619, 585–591. [Google Scholar] [CrossRef]
- Liu, J.; Banovic, S.W.; Biancaniello, F.S.; Jiggetts, R.D. Through-Thickness Texture Gradient in an annealed Al-Mg alloy sheet. Metall. Trans. 2005, 36, 869–874. [Google Scholar] [CrossRef]
- Ondracek, G. Verbundwerkstoffe Phasenverbindung und mechanische Eigenschaften Band 1. In Book Verbundwerkstoffe Technologie und Prüfung; ERIK TONEN: Belgien, Belgium, 1985; pp. 7–22. [Google Scholar]
- Bolmaro, R.E.; Fourty, A.; Brokmeier, H.-G. Measurement and simulation of extrusion textures in Al-Mg composites. Mater. Sci. Forum 1999, 321–324, 621–625. [Google Scholar] [CrossRef]
- Yi, S. Investigation on the Deformation Behavior and the Texture Evolution in Magnesium Wrought Alloy AZ31. Ph.D. Thesis, TU Clausthal, Clausthal-Zellerfeld, Germany, 2005. [Google Scholar]
- Bunge, H.J. Texture Analysis in Materials Science, 3rd ed.; Cuvillier Verlag: Göttingen, Germany, 1993; ISBN 3-928815-81-4. [Google Scholar]
- Hammersley, A.P.; Svensson, S.O.; Hanfland, M.; Fitch, A.N.; Häusermann, D. Two-Dimensional Detector Software: From Real Detector to Idealised Image or Two-Theta Scan. High Press. Res. 1996, 14, 235–248. [Google Scholar] [CrossRef]
- Gan, W.; Huang, Y.; Yang, L.; Kainer, K.U.; Jiang, M.; Brokmeier, H.-G.; Hort, N. Identification of unexpected hydrides in Mg–20 wt% Dy alloy by high-brilliance synchrotron radiation. J. Appl. Cryst. 2012, 45, 17–21. [Google Scholar] [CrossRef]
- Hirsch, J.; Lücke, K. Mechanism of deformation and development of rolling textures in polycrystalline F.C.C. metals. Acta Metall. 1988, 36, 2883–2904. [Google Scholar] [CrossRef]
- Brokmeier, H.-G. Hot rectangular extrusion textures of six Mg-alloys via neutron diffraction. Adv. Eng. Mater. 2017. [Google Scholar] [CrossRef]
- Hantzsche, K.; Bohlen, J.; Wendt, J.; Kainer, K.U.; Yi, S.B.; Letzig, D. Effect of rare earth additions on microstructure and texture development of magnesium alloy sheets. Scr. Mater. 2010, 63, 725–730. [Google Scholar] [CrossRef]
- Wang, Y.N.; Huang, J.C. Texture analysis in hexagonal materials. Mate. Chem. Phys. 2003, 81, 11–26. [Google Scholar] [CrossRef]
- Gertel-Kloos, H.; Brokmeier, H.-G. Texture and phase development in Al-40at% Ni Composites. Mater. Sci. Forum 1994, 157–162, 515–520. [Google Scholar] [CrossRef]
- Schläfer, U.; Bunge, H.J. Cyclic Textures in Aluminium wires. Texture 1972, 1, 31–49. [Google Scholar] [CrossRef]
- Tempus, G.; Scharf, G.; Calles, W. Influence of extrusion process parameters on the mechanical properties of Al-Li-Extrusions. J. Phys. Colloq. 1987, 48, 187–193. [Google Scholar] [CrossRef]
- Przystupa, M.A.; Vasudēvan, A.K.; Rollet, A.D. Crystallographic texture gradients in the aluminum 8090 matrix alloy and 8090 particulate composites. Mater. Sci. and Eng. 1994, A186, 35–44. [Google Scholar] [CrossRef]
- Zhong, Z.Y.; Brokmeier, H.-G.; Maawad, E.; Schell, N. Texture Dependent Lattice Strains and Texture Gradient in Al7020. In Proceedings of the 17th International Conference on Textures of Materials (ICOTOM17), Dresden, Germany, 24–29 August 2014. [Google Scholar]
- Griffiths, D.G. Explaining texture weakening and improved formability in magnesium rare earth alloys. Mater. Sci. Technol. 2015, 31, 10–24. [Google Scholar] [CrossRef]
- Agnew, S.R.; Duygulu, Ö. Plastic anisotropy and the role of non-basal slip in magnesium alloy AZ31B. Int. J. Plast. 2005, 21, 1161–1193. [Google Scholar] [CrossRef]
- Mackenzie, L.W.F.; Pekguleryuz, M.O. The recrystallization and texture of magnesium–zinc–cerium alloys. Scr. Mater. 2008, 59, 665–668. [Google Scholar] [CrossRef]
- Agnew, S.R.; Yoo, M.H.; Tome, C.N. Application of texture simulation to understanding mechanical behavior of Mg and solid solution alloys conatining Li or Y. Acta Mater. 2001, 49, 4277–4289. [Google Scholar] [CrossRef]
- Steiner, M.A.; Bhattachary, J.J.; Agnew, S.R. The origin and enhancement of <0001>{110} texture during heat treatment of rolled AZ31B magnesium alloys. Acta Mater. 2015, 95, 443–455. [Google Scholar] [CrossRef]
- Pérez-Prado, M.T.; del Valle, J.A.; Ruano, O.A. Effect of sheet thickness on the microstructural evolution of an Mg AZ61 alloy during large strain hot rolling. Scr. Mater. 2004, 50, 667–671. [Google Scholar] [CrossRef]







© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sanamar, S.; Brokmeier, H.-G.; Schell, N. Texture Gradient in a Rectangular Extruded Al60Mg40 Metal Matrix Composite. Metals 2019, 9, 167. https://doi.org/10.3390/met9020167
Sanamar S, Brokmeier H-G, Schell N. Texture Gradient in a Rectangular Extruded Al60Mg40 Metal Matrix Composite. Metals. 2019; 9(2):167. https://doi.org/10.3390/met9020167
Chicago/Turabian StyleSanamar, Soheil, Heinz-Günter Brokmeier, and Norbert Schell. 2019. "Texture Gradient in a Rectangular Extruded Al60Mg40 Metal Matrix Composite" Metals 9, no. 2: 167. https://doi.org/10.3390/met9020167