1. Introduction
Important mechanical properties such as corrosion resistance, formability, and high strength to weight ratio possessed by aluminum (Al) alloys have made it increasingly popular in the aerospace and automotive industries. The use of aluminum sheets in the body panels of automobiles is an interesting application as it can significantly reduce vehicle’s weight. As a consequence, the automobile manufacturers are shifting from steels towards Al/Al-alloys for manufacturing lighter, safer, and more efficient automobiles [
1,
2]. The mechanical properties can further be improved by assembling materials in laminated form. The laminated material can be obtained by stacking thin sheets. In recent years, laminated sheets have attracted attention from various sectors including the optoelectronics, aerospace, ship, and automotive industries because they offer superior properties in comparison to monolithic sheets or base materials (BM) [
3,
4]. The aluminum laminated sheets exhibit better strength to weight ratio, fracture toughness, and high resistance to impact and fatigue loadings. The aluminum laminated sheets are extensively used in the modern aircraft manufacturing industries [
5]. The use of aluminum laminates is limited by the difficulties of welding aluminum perfectly using traditional welding techniques. Thus, the need of an alternate, efficient, and economical joining technique for joining aluminum laminates becomes a matter of concern. Friction stir welding (FSW) is capable of joining materials like aluminum, magnesium, copper, and titanium alloys that are difficult to weld using conventional welding techniques [
6,
7,
8,
9].
FSW for joining of aluminum sheets was introduced by Wayne Thomas from the UK in 1991 [
10]. FSW is a thermo-mechanical welding technique in which a non-consumable FSW tool harder than the BM is employed to perform joining. The shouldered pin FSW tool after attaining a desired rotating speed (
ω) is inserted into the faying surface and is moved with constant traverse speed (
v) along the weld line. The contact between the tool shoulder and BM generates friction heat that softens the BM. Consequently, mixing of the softened material of the two adjacent surfaces takes place around the tool pin to form a solid state joint. The process is relatively easy to perform with significant reduction in time and cost. The FSW process has become popular for producing quality joints of aluminum alloys because of its remarkable ability to produce defect free, fine, and high strength welds [
11]. An FSW weld contains three distinct zones, namely: the stir zone (SZ) or nugget zone (NZ), thermo-mechanically affected zone (TMAZ), and heat-affected zone (HAZ) [
12]. The SZ experiences severe plastic deformation and comparatively high heat input causing formation of fine and equiaxed grains. The TMAZ lies adjacent to the SZ and undergoes relatively less plastic deformation. The HAZ does not experience any plastic deformation and bears only thermal effects. Temperature rise and plastic deformation in FSW dictate the micro-structural changes. These micro-structural changes in turn control macro-structural properties such as tensile strength, % elongation, flexural strength, and residual stresses of the weldments. The final quality of the weldment is determined on the basis of mechanical properties and appearance of the weld.
Biallas et al. [
13] investigated the effect of FSW process parameters on the tensile strength of FSW 2024Al-T4. According to their study, the tensile strength and ductility of the material increased with the increasing of the tool rotational speed (
ω). Mishra et al. [
14] and Strombeck et al. [
15] both carried out similar studies to investigate yield strength, ultimate tensile strength (UTS), and % elongation at different locations of FSW weldments. It was concluded that proper material mixing and severe plastic deformation caused a significant improvement in ductility and tensile strength of the weldments. Bisadi et al. [
16] studied the effect of FSW process parameters on the tensile properties in lap joints of 5083-Al. It was observed that changing the tool traverse speed at high tool rotation rates had an inverse effect on the properties of the joints.
It has been reported that the residual stresses produced due to localized heating and plastic deformation during FSW process significantly affect the post weld quality and mechanical properties of the joints. Peel et al. [
17] studied the residual stress distribution during FSW of 5083-Al and stated that the residual stresses normal to the weld exhibited a maximum value at the center of the weld. Furthermore, they observed that with an increase in
v, longitudinal (parallel to the weld) residual stresses increased while transverse (normal to the weld) residual stresses remained unchanged. Donne et al. [
18] also investigated the distribution of residual stresses in FSW of 6013Al-T6 and 2024Al-T3 welds using several techniques. The longitudinal residual stresses were higher than transverse residual stresses in every case, independent of
ω,
v, and pin diameter. It was also noted that the HAZ contained the maximum tensile residual stresses. The tensile residual stresses decreased as the
v and
ω were decreased. James et al. [
19] measured residual stresses in the joints of 7050Al-T7451, 2219-Al and C458 Al–Li alloy. It was observed that the stresses generated during FSW were relatively low compared to those produced in fusion welding. Generally, the residual stresses along the welding direction were tensile in nature while the residual stresses perpendicular to the welding direction were compressive.
According to the authors’ knowledge, the only research published on the butt joining of laminated sheets via FSW was carried out by Beygi et al. [
20]. They performed butt joining of bilayer Al−Cu sheet through FSW. The main focus was the investigation of the flow pattern during FSW. The microstructure and hardness behavior of the weldments was also studied. However, the relationship between FSW process parameters, mechanical properties, and residual stress distribution was not explored.
In light of the above literature review, there is a need to perform an investigation to examine the suitability of the FSW process for joining multilayered sheet. Furthermore, the similarities and dissimilarities between FSW of multilayered and monolithic sheets need to be addressed. Therefore, the current research is carried out with an objective to investigate the above-mentioned areas. In this study, butt joints of bi-layered aluminum laminated sheets were obtained at various tool rotation and traveling speeds. The effects of FSW process parameters on the residual stress distribution and mechanical properties of the final weldments were investigated in detail. The fractography of the joints fractured under bending and tensile loadings was performed. Moreover, a comparative analysis regarding the effect of FSW process parameters on the mechanical properties of laminated and monolithic sheet joints was also carried out.
Author Contributions
Conceptualization, M.T. and G.H.; methodology, H.W., M.T.; software, M.T. and I.K.; validation, H.W. and I.K.; formal analysis, H.W. and M.T.; investigation, M.T., and I.K.; resources, G.H. and M.I.K.; data curation, H.W. and M.T.; writing—original draft preparation, M.T. and I.K.; writing—review and editing, G.H. and M.I.K.; visualization, I.K. and M.I.K.; supervision, G.H. and M.I.K.; project administration, H.W.; funding acquisition, G.H and W.A.K; Technical resources and language proofing: G.H and W.A.K.
Funding
The necessary funding to realize this work in the research community was provided by Fundamental Research Funds for the Central Universities (Grant no: NS2015055), for which the authors are grateful.
Acknowledgments
The authors are thankful to GIK Institute of Engineering Sciences and Technology for providing advisory and technical support.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Kelkar, A.; Roth, R.; Clark, J. Automobile bodies: Can aluminum be an economical alternative to steel? JOM 2001, 53, 28–32. [Google Scholar]
- Blawert, C.; Hort, N.; Kainer, K.U. Automotive applications of magnesium and its alloys. Trans. Indian Inst. Met. 2004, 57, 397–408. [Google Scholar]
- Jo, Y.M.; Lee, K.S.; Lee, Y.S.; Kang, N. Influence of annealing on the interface-correlated mechanical properties of a Ti/STS clad sheet. J. Korean Inst. Met. Mater. 2014, 52, 881–891. [Google Scholar]
- Mishra, R.S.; Ma, Z.Y. Frictions stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Stephan, A.; Airbus Deutschland GmbH. Laminate Sheet, in Particular for Fuselage Skin Sheets for Aircrafts. U.S. Patent 7,875,333, 25 January 2011. [Google Scholar]
- Shigematsu, I.; Kwon, Y.J.; Suzuki, K.; Imai, T.; Saito, N. Joining of 5083 and 6061 aluminum alloys by friction stir welding. J. Mater. Sci. Lett. 2003, 22, 353–356. [Google Scholar] [CrossRef]
- Cao, X.; Jahazi, M. Effect of tool rotational speed and probe length on lap joint quality of a friction stir welded magnesium alloy. Mater. Des. 2011, 32, 1–11. [Google Scholar] [CrossRef]
- Xu, N.; Ueji, R.; Fujii, H. Dynamic and static change of grain size and texture of copper during friction stir welding. J. Mater. Process.Technol. 2016, 232, 90–99. [Google Scholar] [CrossRef] [Green Version]
- Buffa, G.; Fratini, L.; Micari, F. Mechanical and microstructural properties prediction by artificial neural networks in FSW processes of dual phase titanium alloys. J. Manuf. Process. 2012, 14, 289–296. [Google Scholar] [CrossRef]
- Thomas, W.M.; Nicholas, E.D. Friction stir welding for the transportation industries. Mater. Des. 1997, 18, 269–273. [Google Scholar] [CrossRef]
- Perrett, J.G.; Martin, J.; Threadgill, P.L.; Ahmed, M.M.Z. Recent developments in friction stir welding of thick section aluminium alloys. In Proceedings of the 6th World Congress, Aluminium Two Thousand, Florence, Italy, 15 March 2007; pp. 13–17. [Google Scholar]
- Threadgill, P. Friction stir welds in aluminium alloys–preliminary microstructural assessment. TWI Bull. 1997, 38, 30–33. [Google Scholar]
- Biallas, G.; Braun, R.; Donne, C.D.; Staniek, G.; Kaysser, W.A. Mechanical properties and corrosion behaviour of friction stir welded 2024-T3. In Proceedings of the First International Symposium on Friction Stir Welding, Thousand Oaks, CA, USA, 14–16 June 1999. [Google Scholar]
- Mishra, R.S.; Sharma, S.R.; Mara, N.A.; Mahoney, M.W. Mechanical properties of friction stir welded aluminum alloys. In Joining of Advanced and Specialty Materials; ASM International: Materials Park, OH, USA, 2000; pp. 157–159. [Google Scholar]
- Von Strombeck, A.; dos Santos, J.F.; Torster, F.; Laureano, P.; Koc, M. Fracture Toughness Behavior of FSW Joints on Aluminum Alloys. In Proceedings of the 1st International Symposium on Friction Stir Welding, Thousand Oaks, CA, USA, 14–16 June 1999. [Google Scholar]
- Bisadi, H.; Tour, M.; Tavakoli, A. The influence of process parameters on microstructure and mechanical properties of friction stir welded Al 5083 alloy lap joint. Am. J. Mater. Sci. 2011, 1, 93–97. [Google Scholar] [CrossRef]
- Peel, M.; Steuwer, A.; Preuss, M.; Withers, P.J. Microstructure, mechanical properties and residual stresses as a function of welding speed in aluminium AA5083 friction stir welds. Acta Mater. 2003, 51, 4791–4801. [Google Scholar] [CrossRef]
- Donne, C.D.; Lima, E.; Wegener, J.; Pyzalla, A.; Buslaps, T. Investigations on residual stresses in friction stir welds. In Proceedings of the Third International Symposium on Friction Stir Welding, Kobe, Japan, 27–28 September 2001. [Google Scholar]
- James, M.; Mahoney, M.; Waldron, D. Residual Stress Measurements in Friction Stir Welded Aluminum Alloys. In Proceedings of the 1st International Symposium on Friction StirWelding, Thousand Oaks, CA, USA, 14–16 June 1999. [Google Scholar]
- Beygi, R.; Kazeminezhad, M.; Kokabi, A.H. Butt joining of Al–Cu bilayer sheet through friction stir welding. Trans. Nonferrous Met. Soc. China 2012, 22, 2925–2929. [Google Scholar] [CrossRef]
- Lee, T.H.; Lee, Y.J.; Park, K.T.; Jeong, H.G.; Lee, J.H. Mechanical and asymmetrical thermal properties of Al/Cu composite fabricated by repeated hydrostatic extrusion process. Met. Mater. Int. 2015, 21, 402–407. [Google Scholar] [CrossRef]
- Khan, I.; Hussain, G.; Tariq, M.; Ilyas, M. Fabrication of UHMW polyethylene/nano-hydroxyapatite biocomposite via heat-assisted friction stir processing. Int. J. Adv. Manuf. Technol. 2018, 96, 3651–3663. [Google Scholar] [CrossRef]
- Mahoney, M.W.; Rhodes, C.G.; Flintoff, J.G.; Bingel, W.H.; Spurling, R.A. Properties of friction-stir-welded 7075 T651 aluminum. Metall. Mater. Trans. A 1998, 29, 1955–1964. [Google Scholar] [CrossRef]
- Dialami, N.; Cervera, M.; Chiumenti, M.; de Saracibar, C.A. Local–global strategy for the prediction of residual stresses in FSW processes. Int. J. Adv. Manuf. Technol. 2017, 88, 3099–3111. [Google Scholar] [CrossRef]
- Buglioni, L.; Tufaro, L.N.; Svoboda, H.G. Thermal cycles and residual stresses in FSW of aluminum alloys: Experimental measurements and numerical models. Procedia Mater. Sci. 2015, 9, 87–96. [Google Scholar] [CrossRef]
- Arbegast, W.J.; Hartley, P.J. Friction Stir Welding. In Proceedings of the 5th International Conference on Trends in Welding Research, Pine Mountain, GA, USA, 1–5 June 1998; p. 541. [Google Scholar]
- Khodir, A.; Shibayanagi, T. Microstructure and mechanical properties of friction stir welded AA2024-T3 aluminum alloy. Mater. Trans. 2007, 48, 1928–1937. [Google Scholar] [CrossRef]
- CAVALIERE, P.; Cerri, E.; Marzoli, L.; Dos Santos, J. Friction stir welding of ceramic particle reinforced aluminium based metal matrix composites. Appl. Compos. Mater. 2004, 11, 247–258. [Google Scholar] [CrossRef]
- Chen, X.G.; da Silva, M.; Gougeon, P.; St-Georges, L. Microstructure and mechanical properties of friction stir welded A A60 63–B4C metal matrix composites. Mater. Sci. Eng. A 2009, 518, 174–184. [Google Scholar] [CrossRef]
- Khodir, S.A.; Shibayanagi, T. Friction stir welding of dissimilar AA2024 and AA7075 aluminum alloys. Mater. Sci. Eng. B 2008, 148, 82–87. [Google Scholar] [CrossRef]
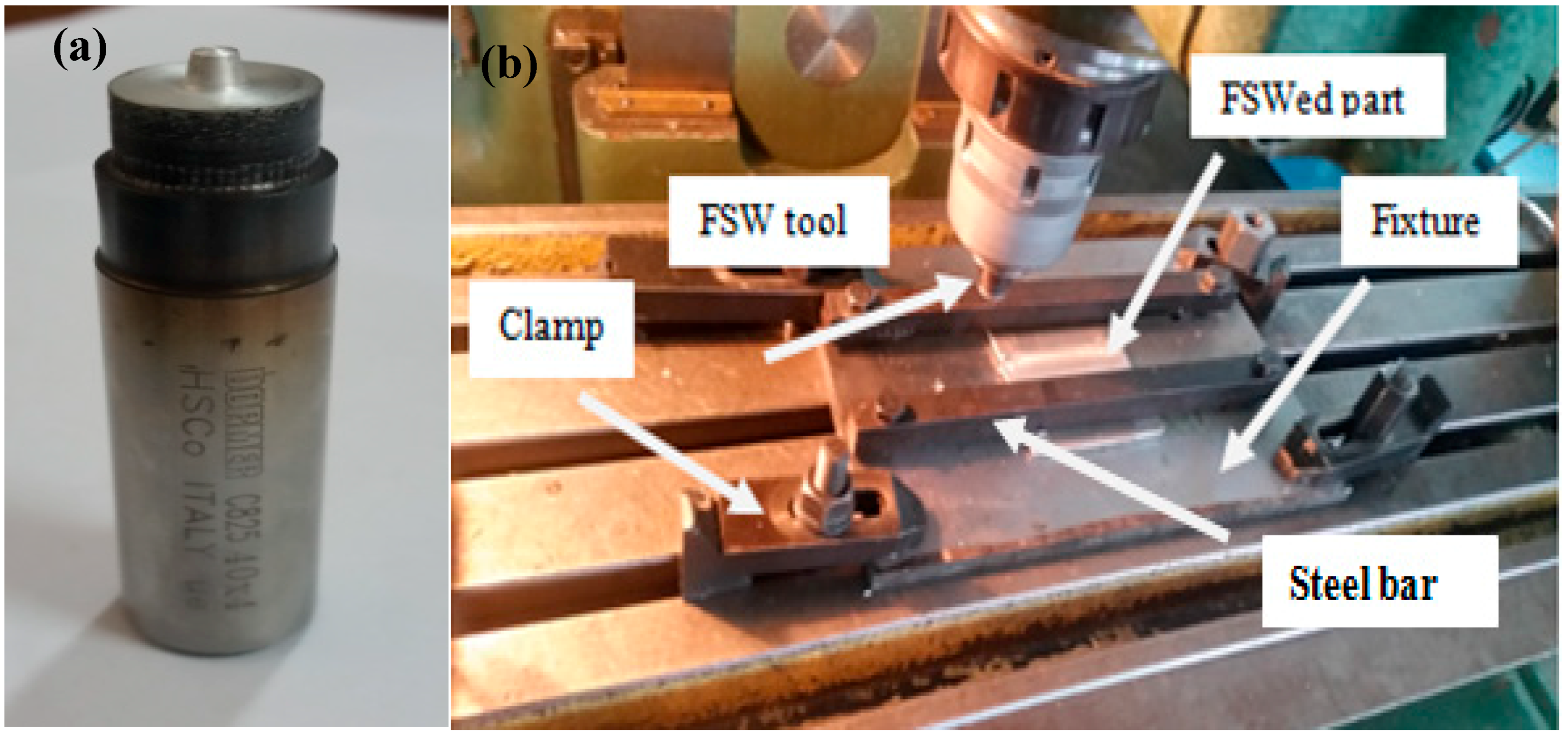
Figure 1.
(a) Friction stir welding (FSW) tool used in the current study and (b)Experimental setup for FSW process.
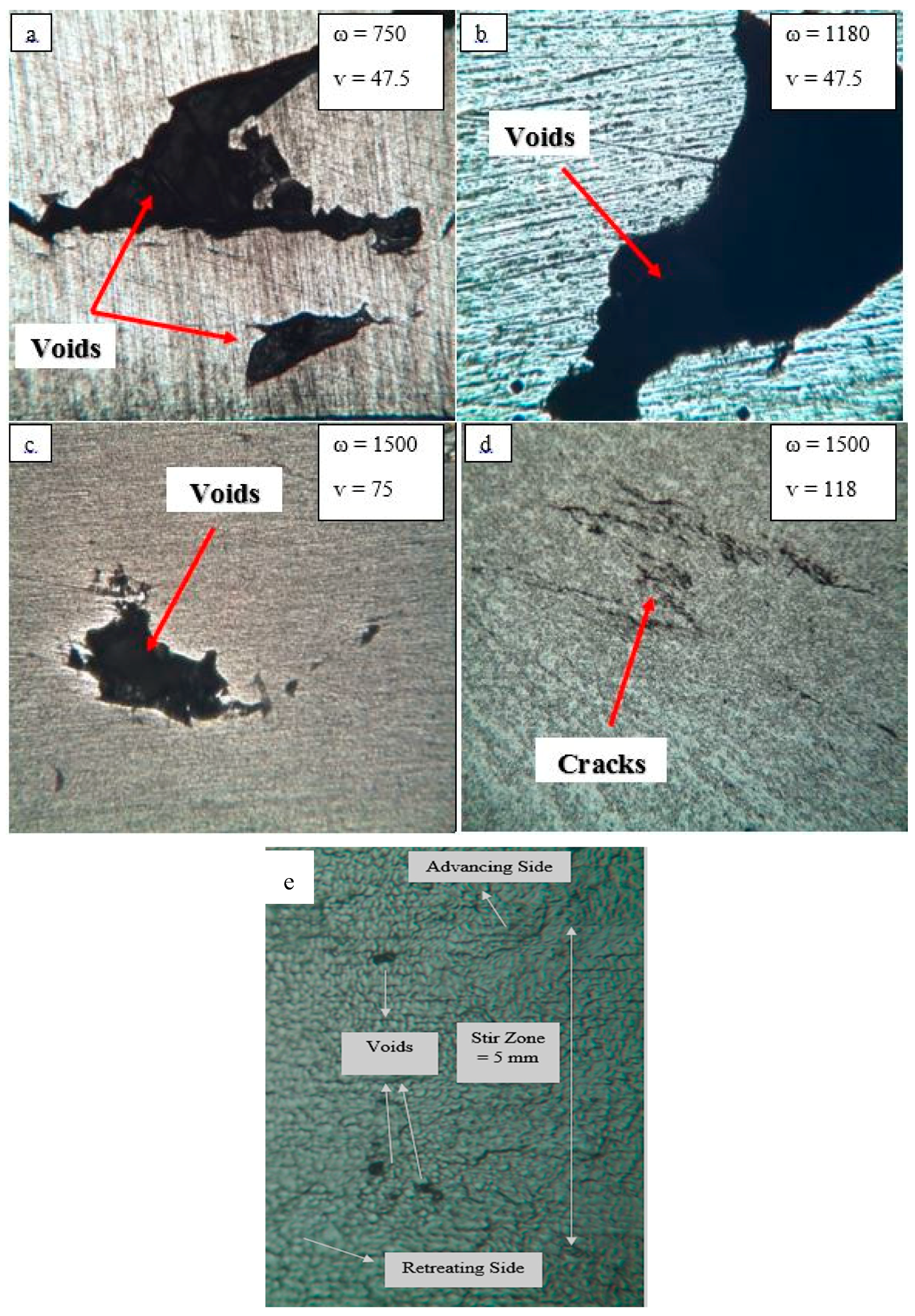
Figure 2.
Accumulation of defects in (a) Test 1 (b) Test 4 (c) Test 8 (d) Test 9 and (e) Stir zone and various sides of Test 4 with many voids.
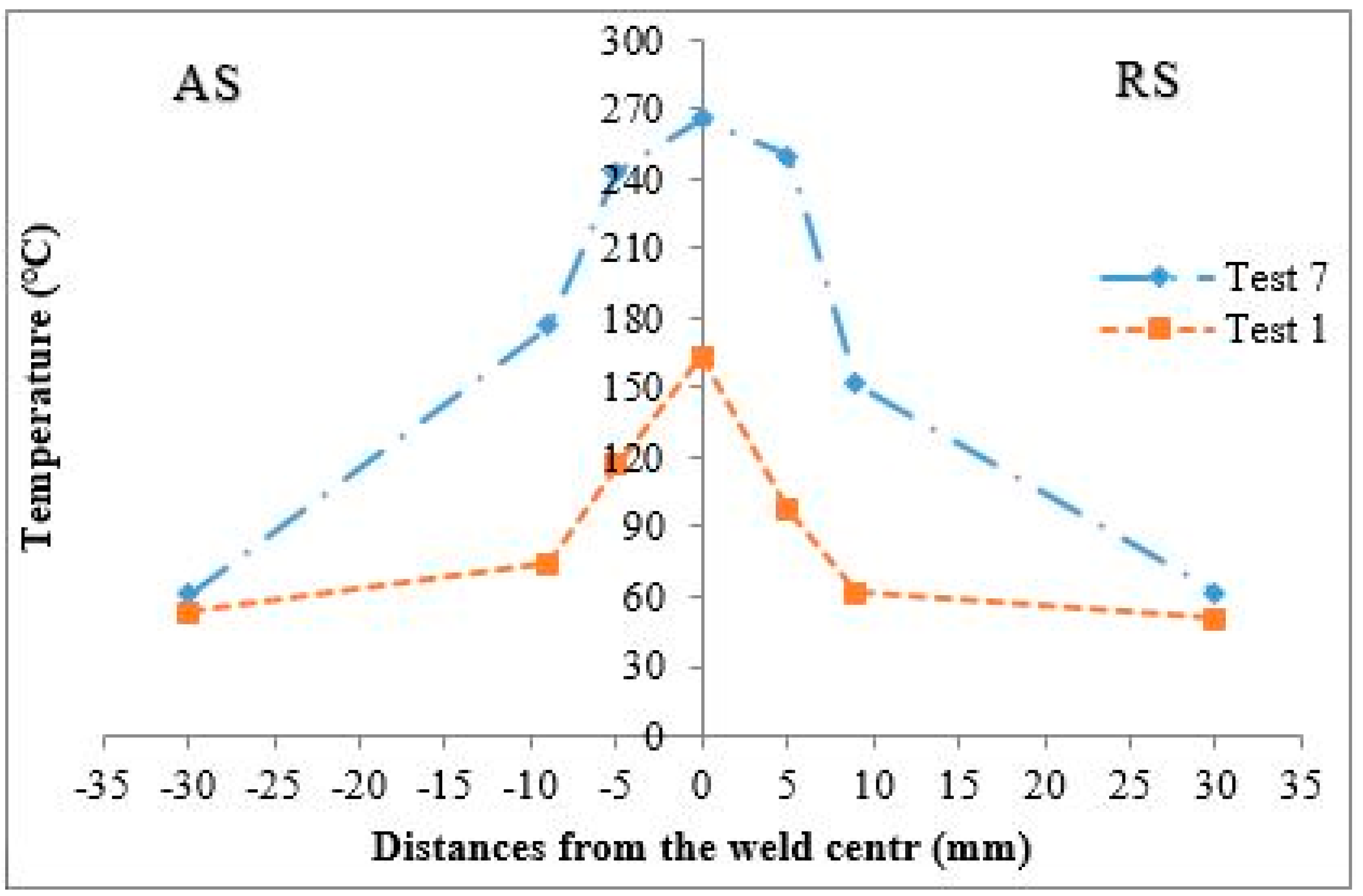
Figure 3.
Temperature distribution across the weld.
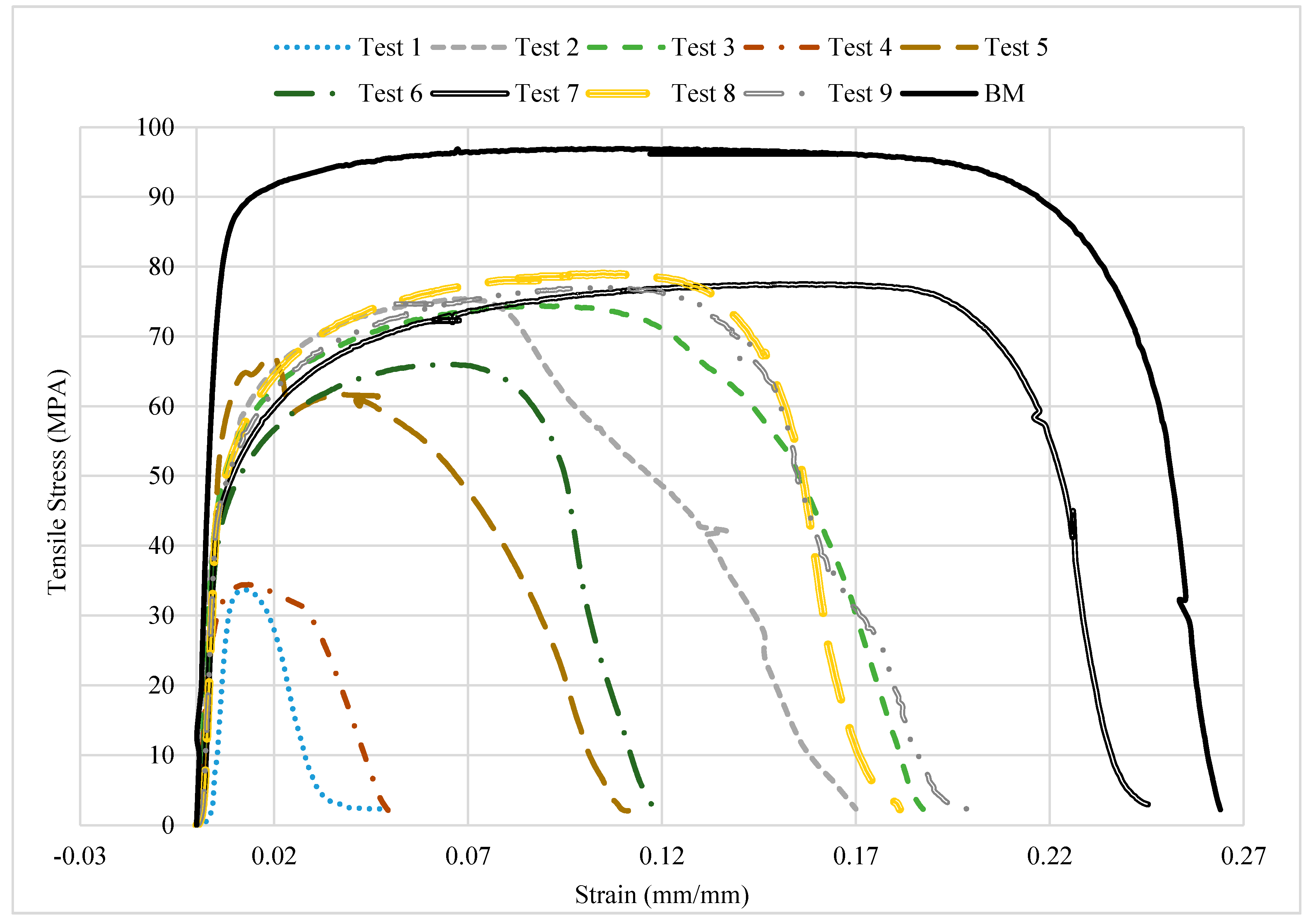
Figure 4.
Stress-strain curves of BM and FSW samples.
Figure 5.
Fractured tensile sample of (a) Test 1 and (b) Test 7. Note: A.S. and R.S. means advancing side and retreating side, respectively.
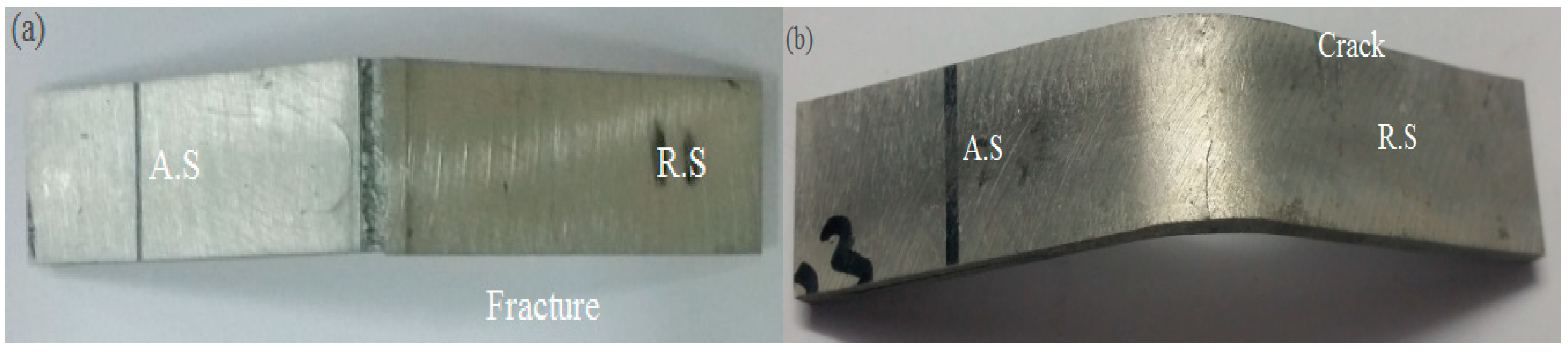
Figure 6.
(a) Fractured sample of Test 1 under bending load and (b) Crack on bend surface of Test 6 sample under bending load.
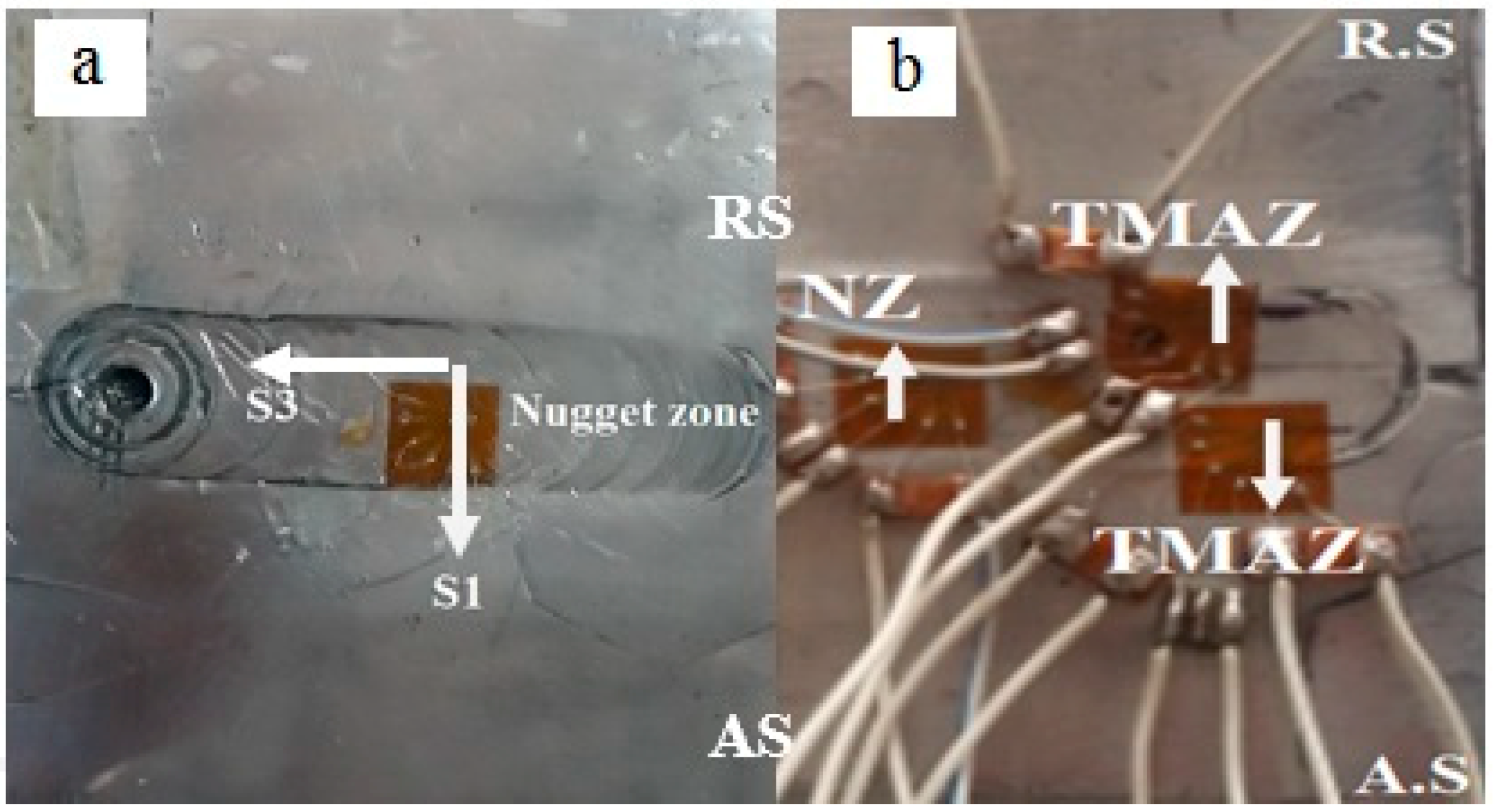
Figure 7.
(a) Direction of strains S1 and S3 on the FSW part and (b) Expanded view of strain gauges attached to different zones of the FSW part.
Figure 8.
Longitudinal residual stress distribution in the nugget zone (NZ) and thermo-mechanically affected zone (TMAZ) on the advancing side (AS) and retreating side (RS).
Figure 9.
Transverse residual stress distribution in the NZ and TMAZ on the AS and RS.
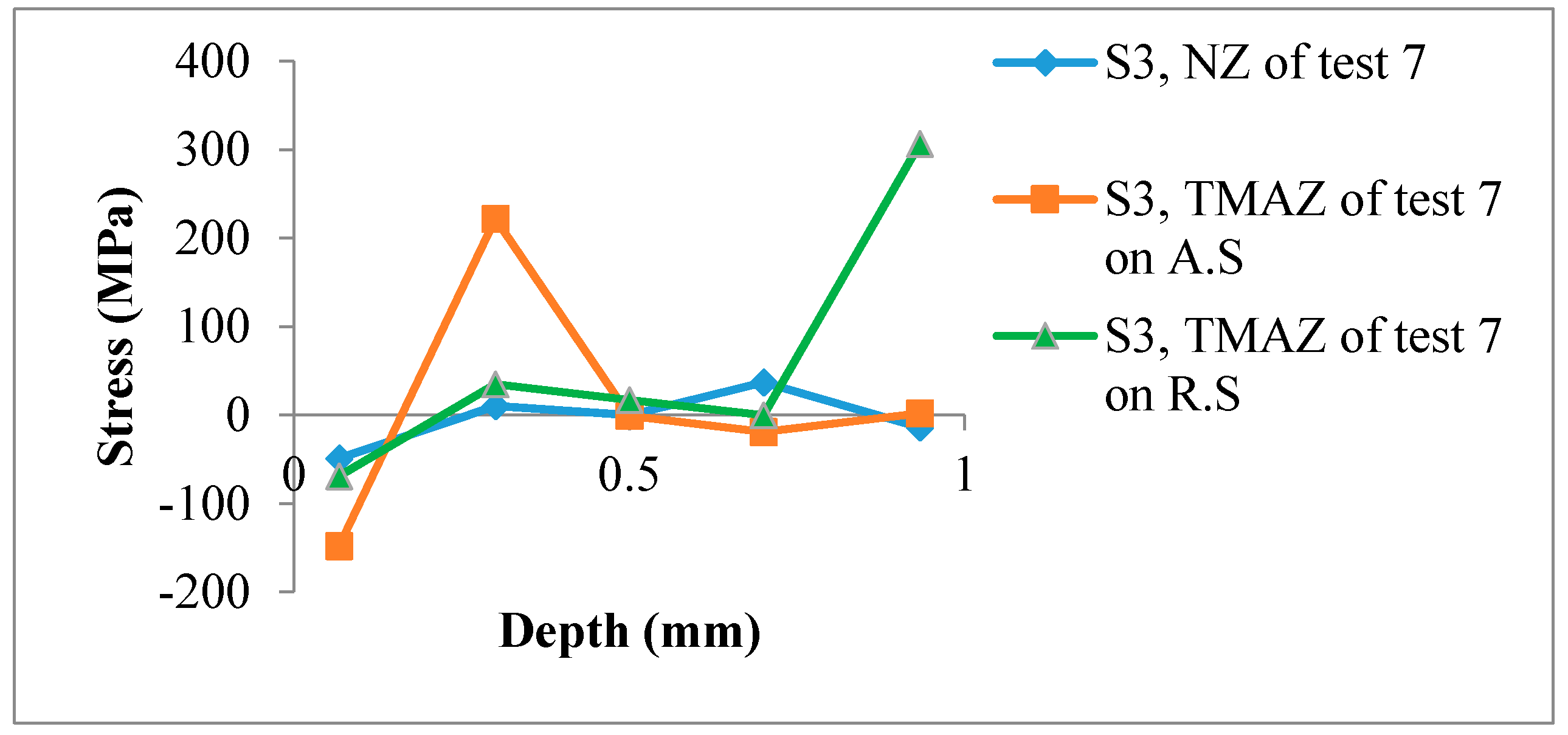
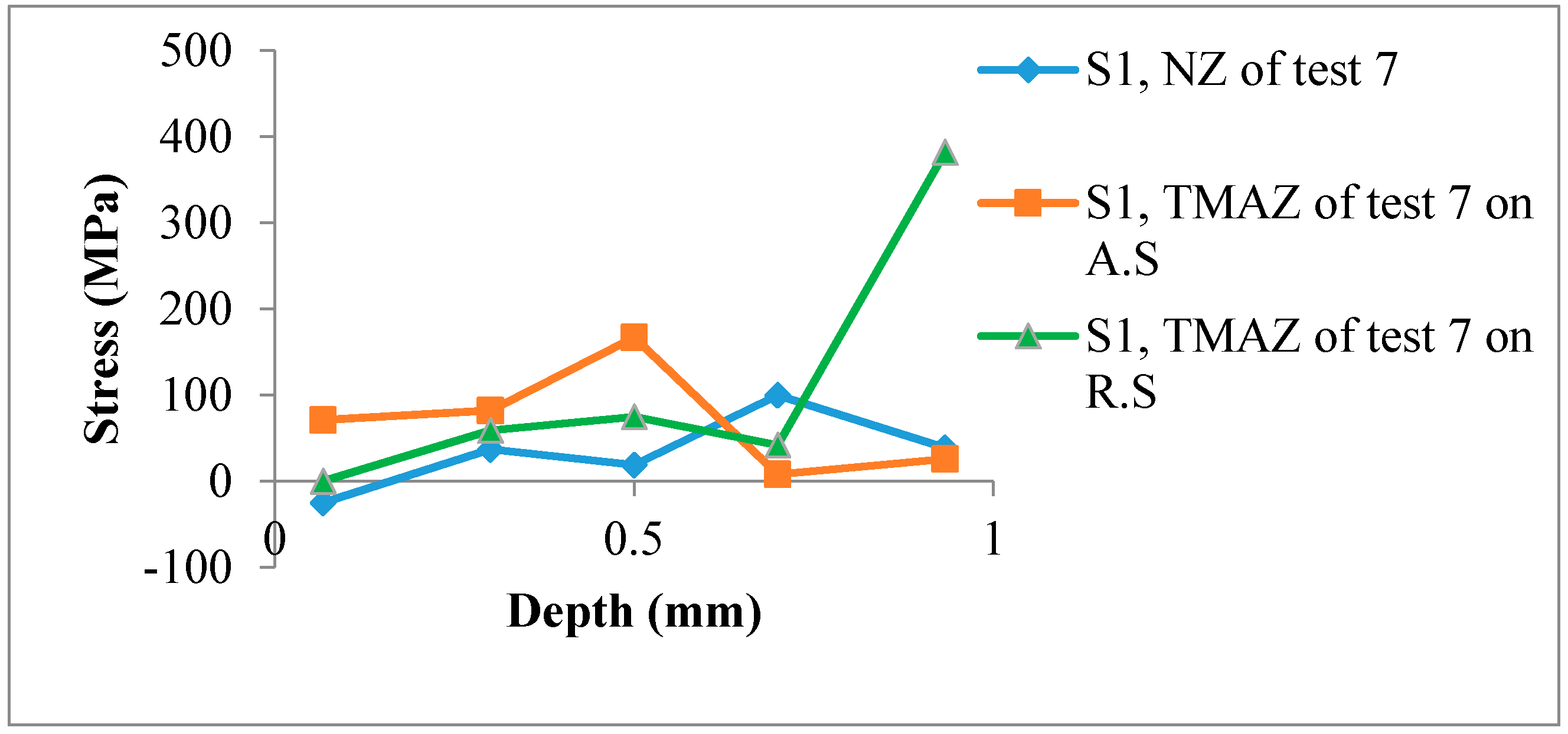
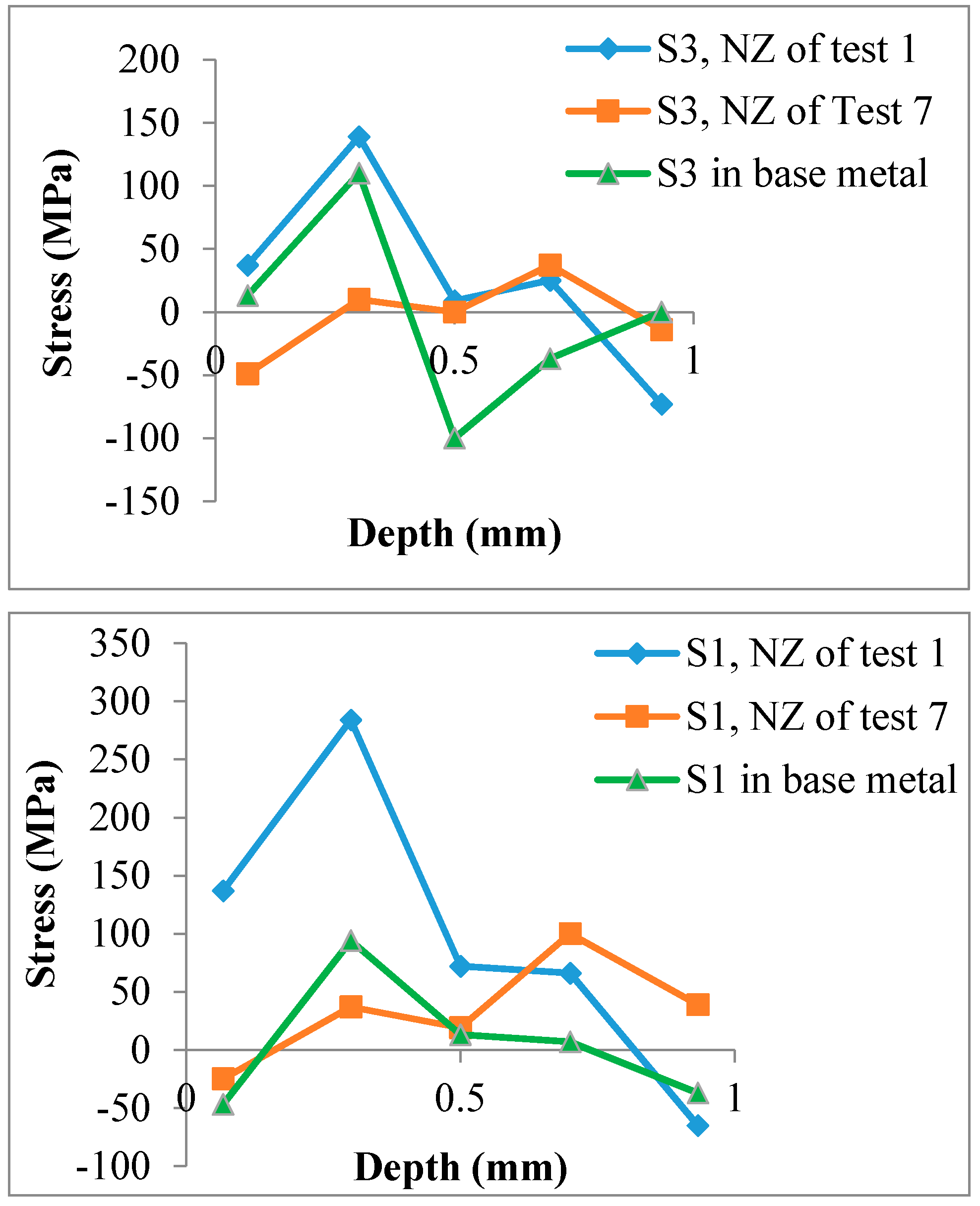
Figure 10.
Residual stress distribution (S1 and S3) in BM and NZ of Test 1 and Test 7.
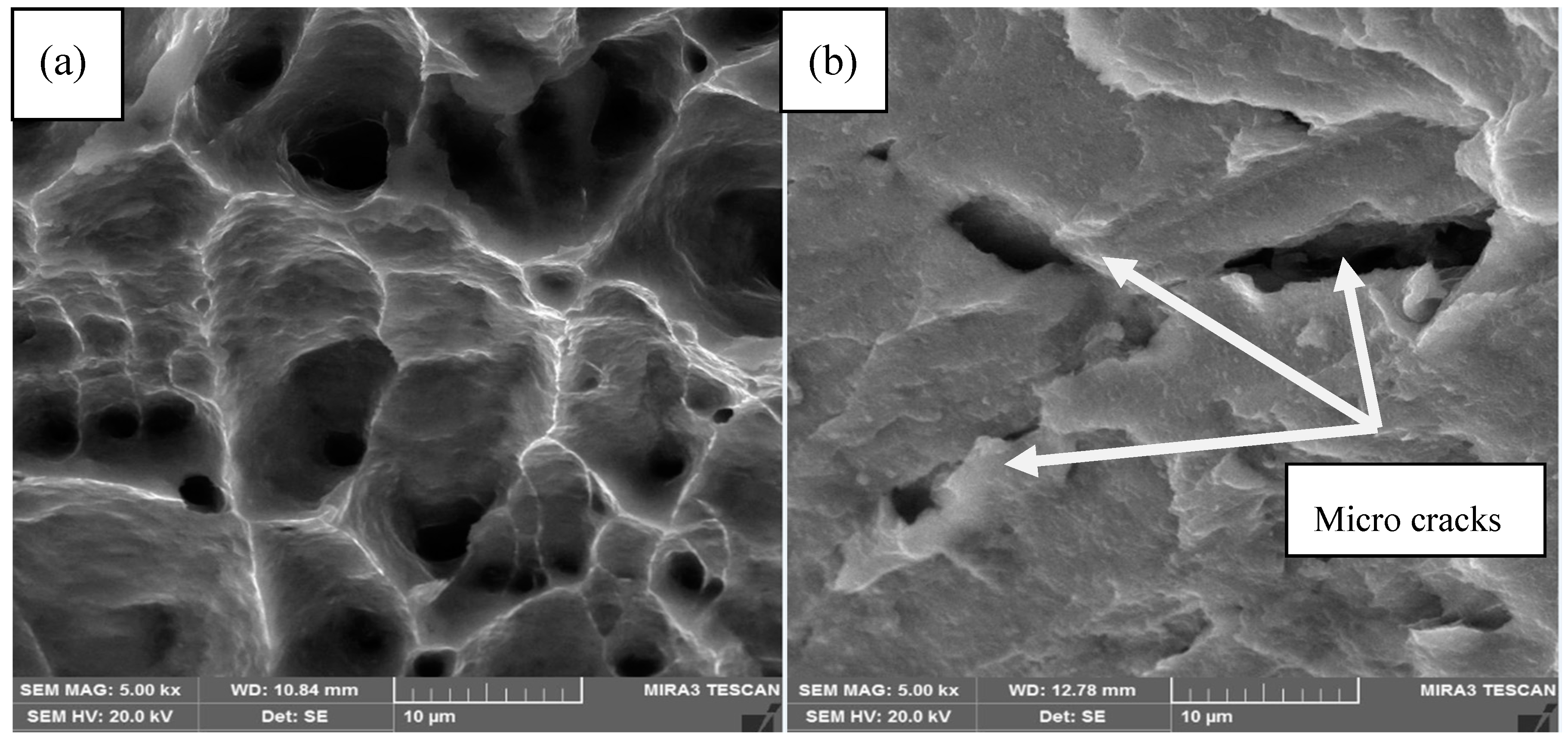
Figure 11.
Fractographs of tensile fractures (a) Test 7 and (b) Test 1.
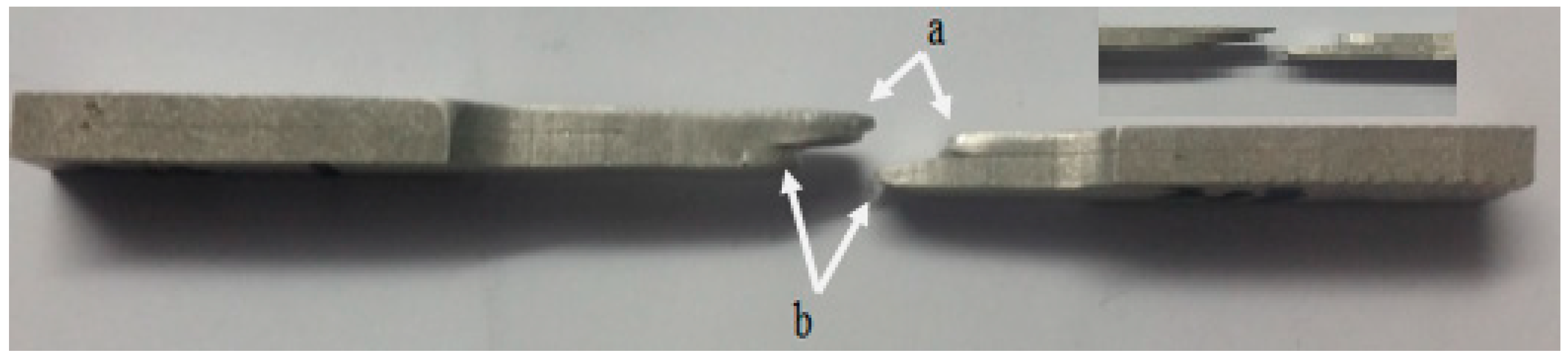
Figure 12.
Cross-section of fracture in (a) top layer and (b) bottom layer.
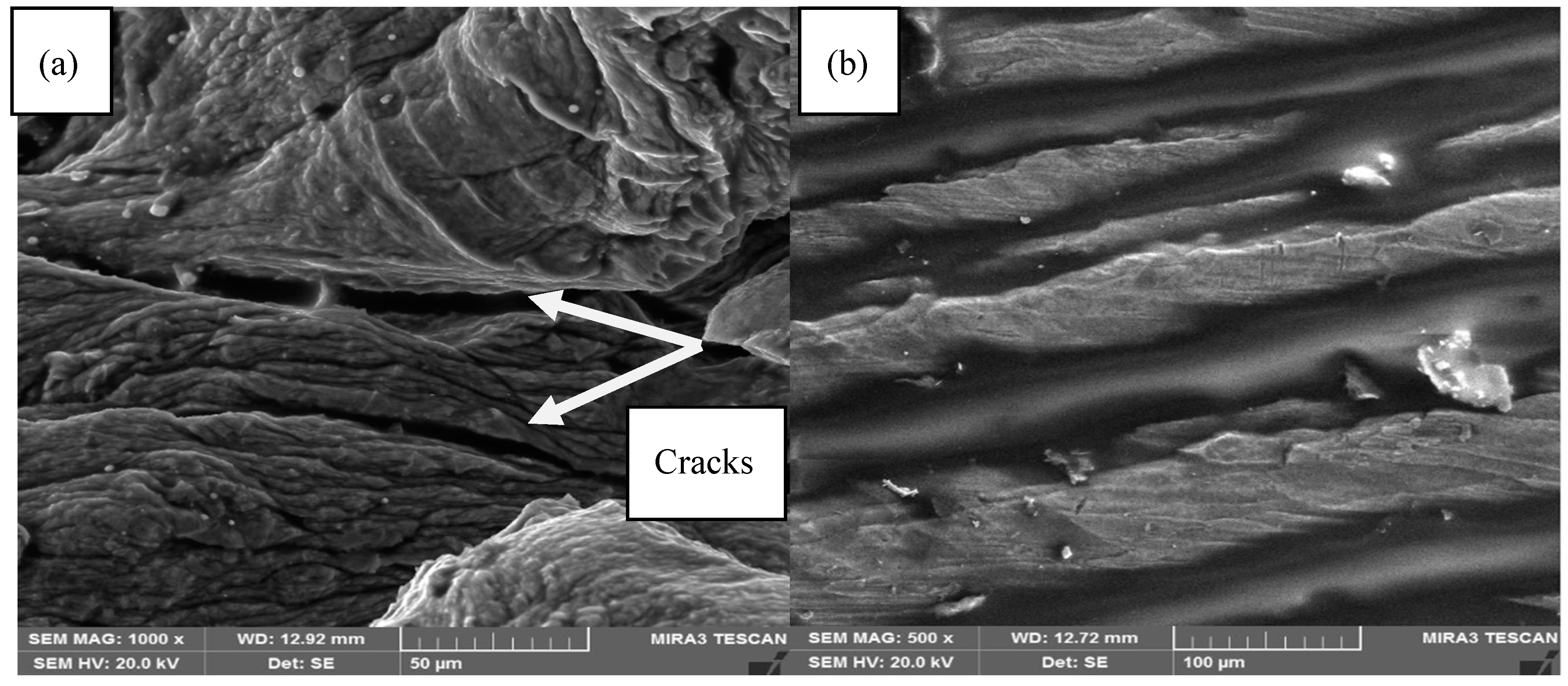
Figure 13.
Fractographs of bending fractures in (a) Test 1 and (b) Test 6.
Table 1.
Chemical composition (weight %) of base material (BM).
| Material | Al | Fe | Si | Cr | Cu | Zn | Mn | Others |
|---|
| 1350 | 99.5 Min | 0.40 Max | 0.10 Max | 0.10 Max | 0.05 Max | 0.05 Max | 0.01 Max | 0.03 each 0.1 total |
Table 2.
Mechanical Properties of BM.
| Density (kg/m3) | Poisson’s Ratio | Elastic Modulus (GPa) | Tensile Strength (MPa) | Yield Strength (MPa) | % Elongation (for Gauge Length of 25 mm) |
|---|
| 2600–2800 | 0.33 | 69–80 | 96.9 | 81 | 28.4 |
Table 3.
Design of experiments.
| Test No. | Tool Rotation Rate (ω, rpm) | Tool Traverse Rate (v, mm/min) |
|---|
| 1 | 750 | 47.5 |
| 2 | 75 |
| 3 | 118 |
| 4 | 1180 | 47.5 |
| 5 | 75 |
| 6 | 118 |
| 7 | 1500 | 47.5 |
| 8 | 75 |
| 9 | 118 |
Table 4.
Tensile properties of welded samples and BM.
| Sample | % Elongation | Ultimate Tensile Strength (MPa) | Deviation from the Mean Value (%) | Defects |
|---|
| Test 1 | 4.93 | 33.72 | 2.2 to 3.4 | Voids |
| Test 2 | 17.75 | 75.39 | 1 to 2.5 | - |
| Test 3 | 19.72 | 74.39 | 2.5 to 3.3 | - |
| Test 4 | 5.32 | 34.32 | 2.1 to 3.1 | Voids |
| Test 5 | 11.16 | 66.09 | 0.6 to 2.5 | - |
| Test 6 | 15.14 | 66.06 | 1.2 to 2.1 | - |
| Test 7 | 24.72 | 79.10 | 2.6 to 2.9 | - |
| Test 8 | 18.20 | 78.98 | 1 to 1.5 | Voids |
| Test 9 | 19.96 | 76.98 | 0.8 to 2.1 | Cracks |
| BM | 28.40 | 96.92 | 0.2 to 1 | - |
Table 5.
Flexural strength of FSW parts and BM.
| Sample | Average Flexural Strength (MPa) | Deviation from the Mean Value (%) | Fracture | Defects |
|---|
| Test 1 | 0.45 | 1 | YES | Voids |
| Test 2 | 2.52 | 3 | NO | - |
| Test 3 | 3.15 | 1.2 | YES | - |
| Test 4 | 0.87 | 0.5 | YES | Voids |
| Test 5 | 2.1 | 0.6 | YES | - |
| Test 6 | 2.49 | 2.1 | SMALL | - |
| Test 7 | 2.53 | 1.3 | NO | - |
| Test 8 | 2.94 | 2.8 | SMALL | Voids |
| Test 9 | 2.93 | 3.3 | NO | Cracks |
| BM | 2.5 | 0.2 to 1 | NO | - |
Table 6.
Summary of FSW variables and tensile properties of monolithic and laminated Al joints welded via FSW.
| Material | Monolithic/Laminated | Work Piece Thickness (mm) | Rotational Speed (ω, rpm) | Feed Rate (ν, mm/min) | UTS (MPa) | % Elongation |
|---|
| 2024-T3/7075-T6 [27] | M | 3 | “↑” | “→” | “↑” | “↑” |
| 400–800 | 100 | 399–407 | 14–14.3 |
| 2024-T3/7075-T6 [27] | M | 3 | “↑” | “→” | “↓” | “↓” |
| 1200–2000 | 100 | 423–363 | 14.9–7.5 |
| AA7005/Al2O3/10p [28] | M | 7 | “↑” | “→” | “↑” | 58 |
| 800 | 56 | 260 | ● |
| AA6063/ B4C [29] | M | 4.5 | “↑” | “→” | “↓” | 2.5 |
| 1200–1500 | 600 | 176 | ● |
| 2024-T3/7075-T6 [30] | M | 3 | “→” | “↑” | “↓” | “↓” |
| 1200 | 102-198 | 423–398 | 14.9–11.4 |
| 2024Al-T3 [13] | M | 4 | “↑” | “↑” | “↑” | “↑” |
| 800–1250 | 80–125 | 408–432 | 6.6–7.6 |
| 2024-T3/7075-T6 [30] | M | 3 | “→” | “↑” | “↑” | “↑” |
| 1200 | 42–72 | 395–404 | 13.6–14.5 |
| Al-1350 [Current Study] | L | 4 | “↑” | “→” | “↑” | “↑” |
| 750–1500 | 47.5 | 33.7–77.5 | 4.9–24.7 |
| Al-1350 [Current Study] | L | 4 | “→” | “↑” | “↑” | “↑” |
| 1180 | 47.5–118 | 34.3–66 | 5.3–15.1 |
| Al-1350 [Current Study] | L | 4 | “→” | “↑” | “↓” | “↓” |
| 1500 | 47.5–118 | 77.5–77 | 24.7–20 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).


 ,
, 













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}