Improved Reliability and Mechanical Performance of Ag Microalloyed Sn58Bi Solder Alloys



Abstract
:1. Introduction
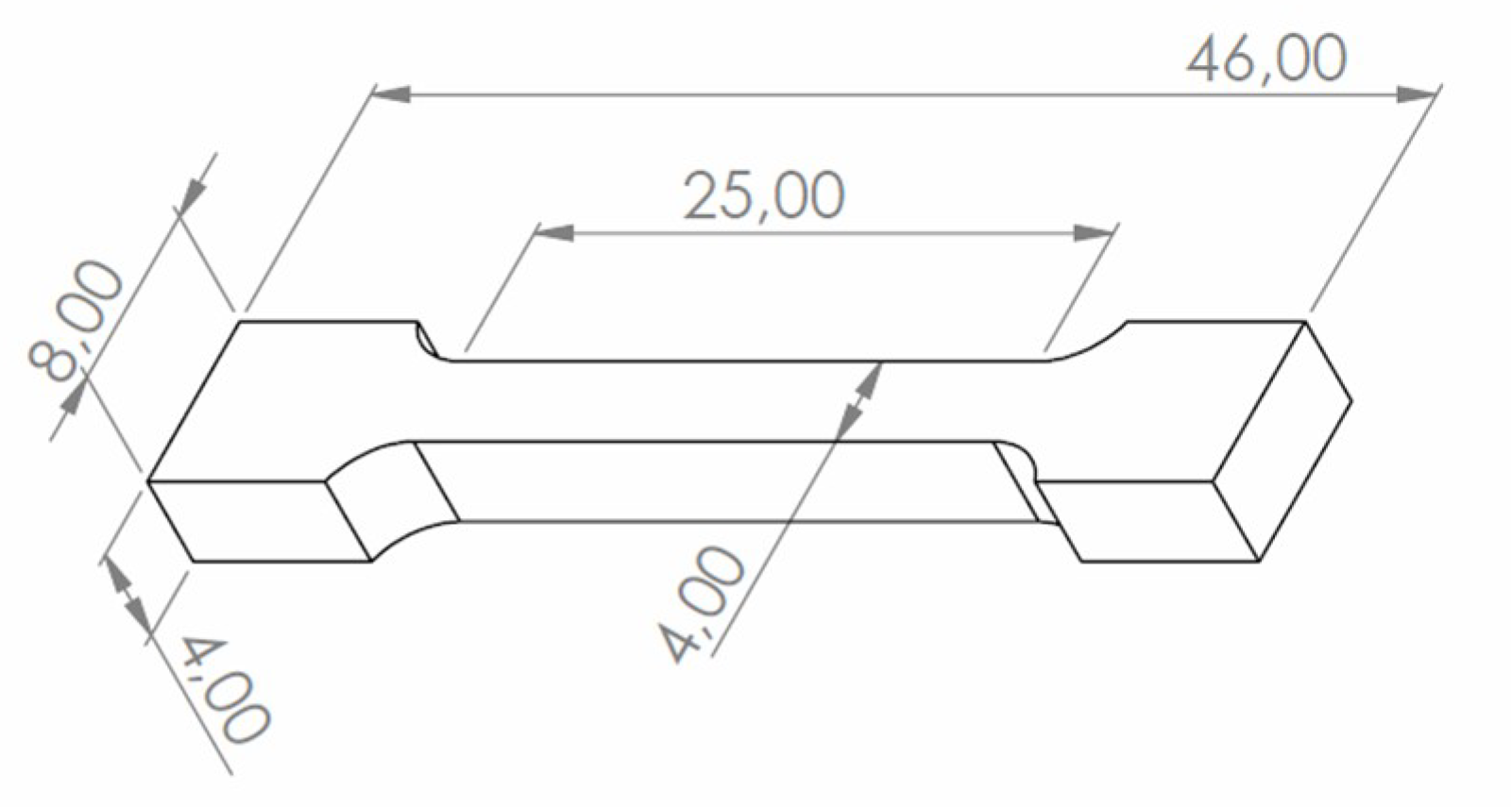
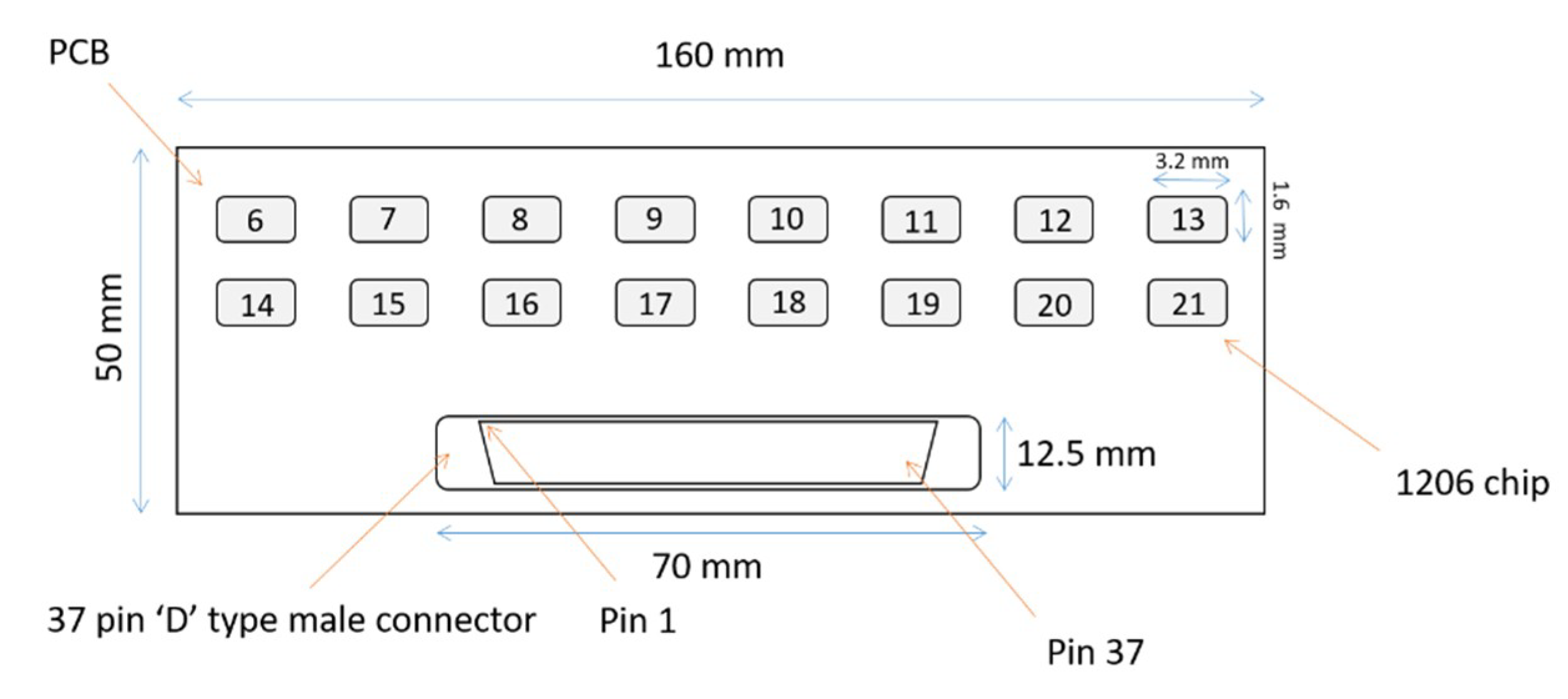
2. Materials and Methods
3. Results
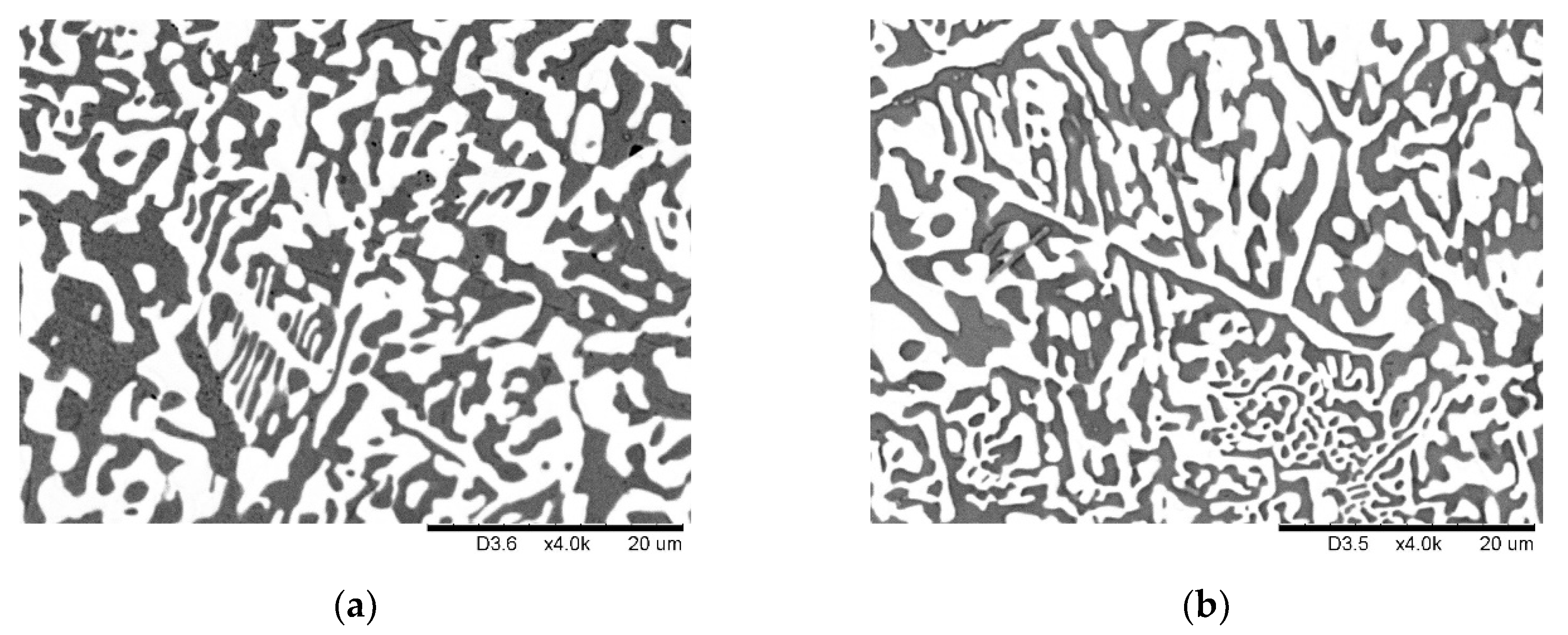
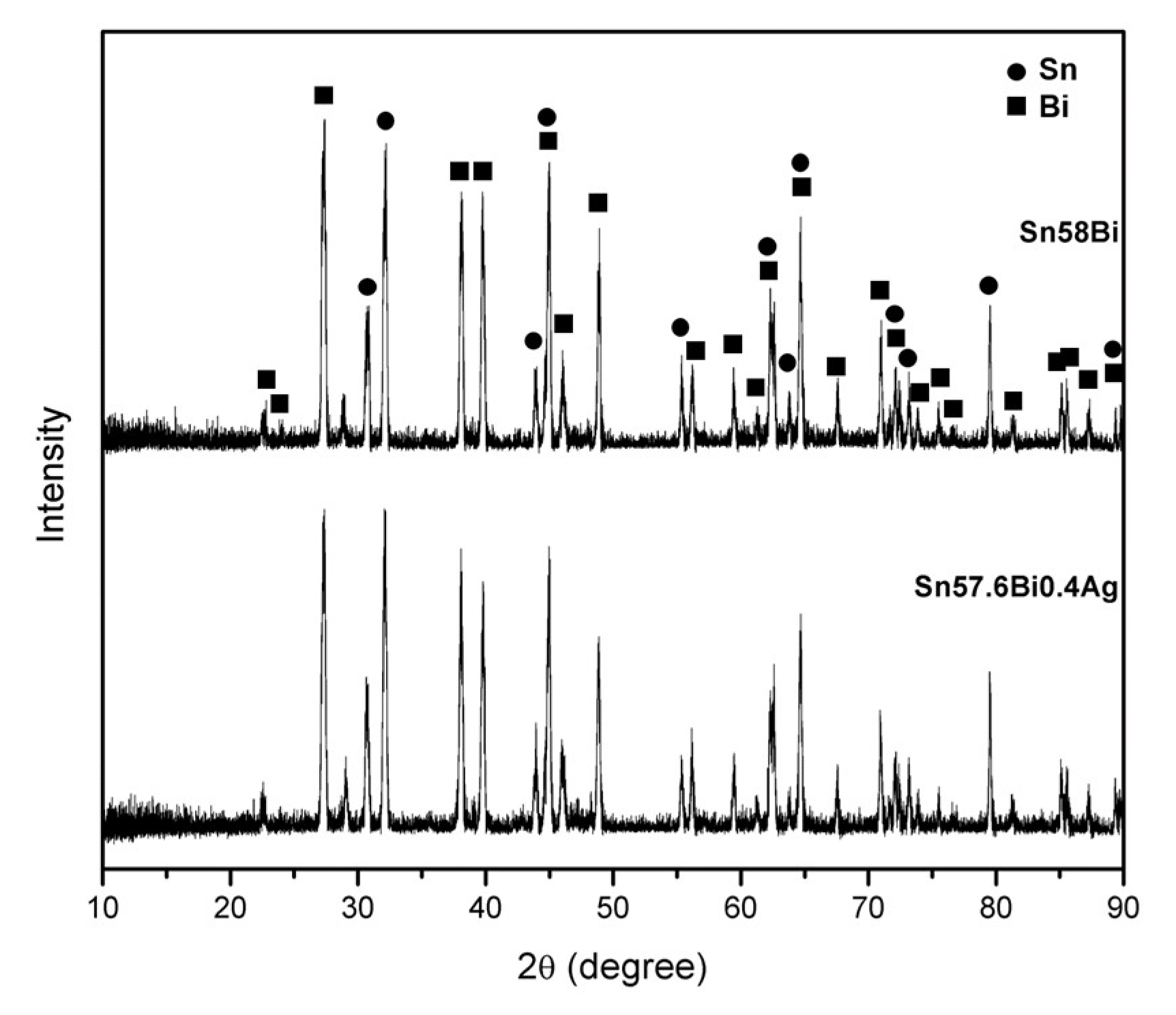
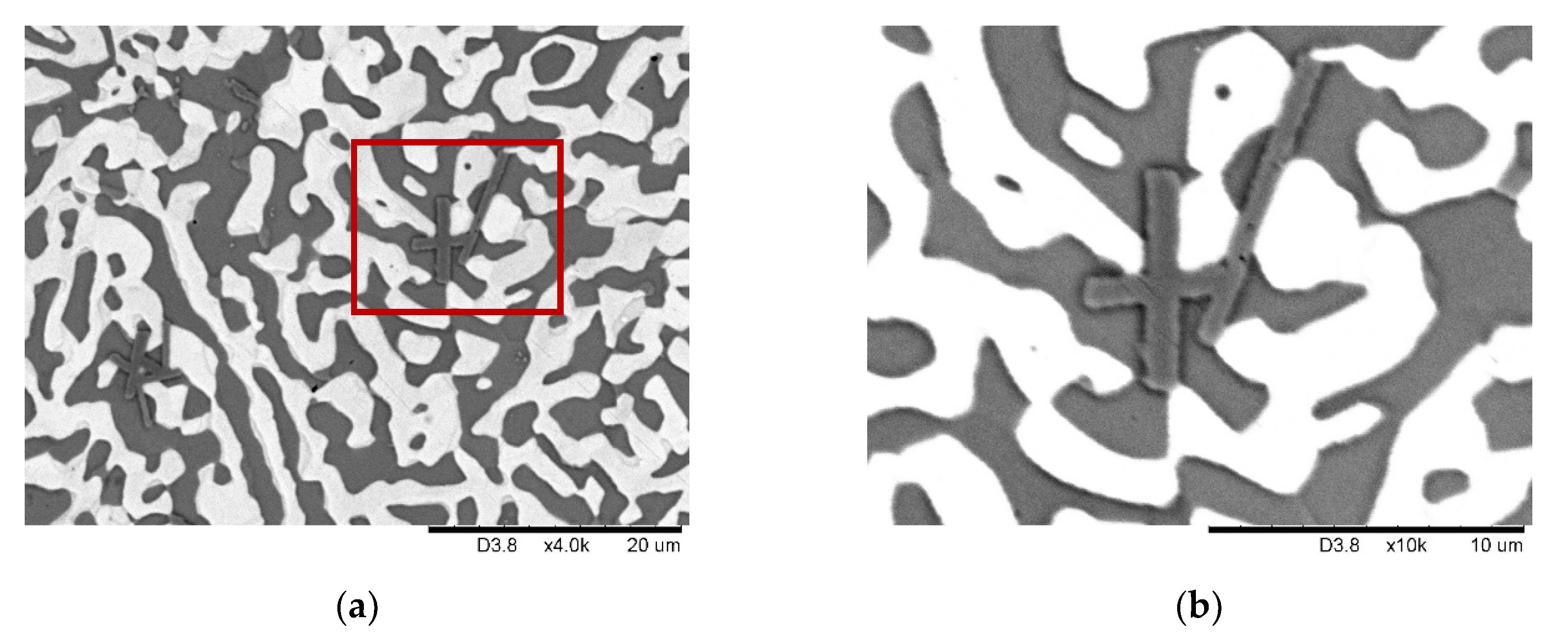
3.1. Microstructure
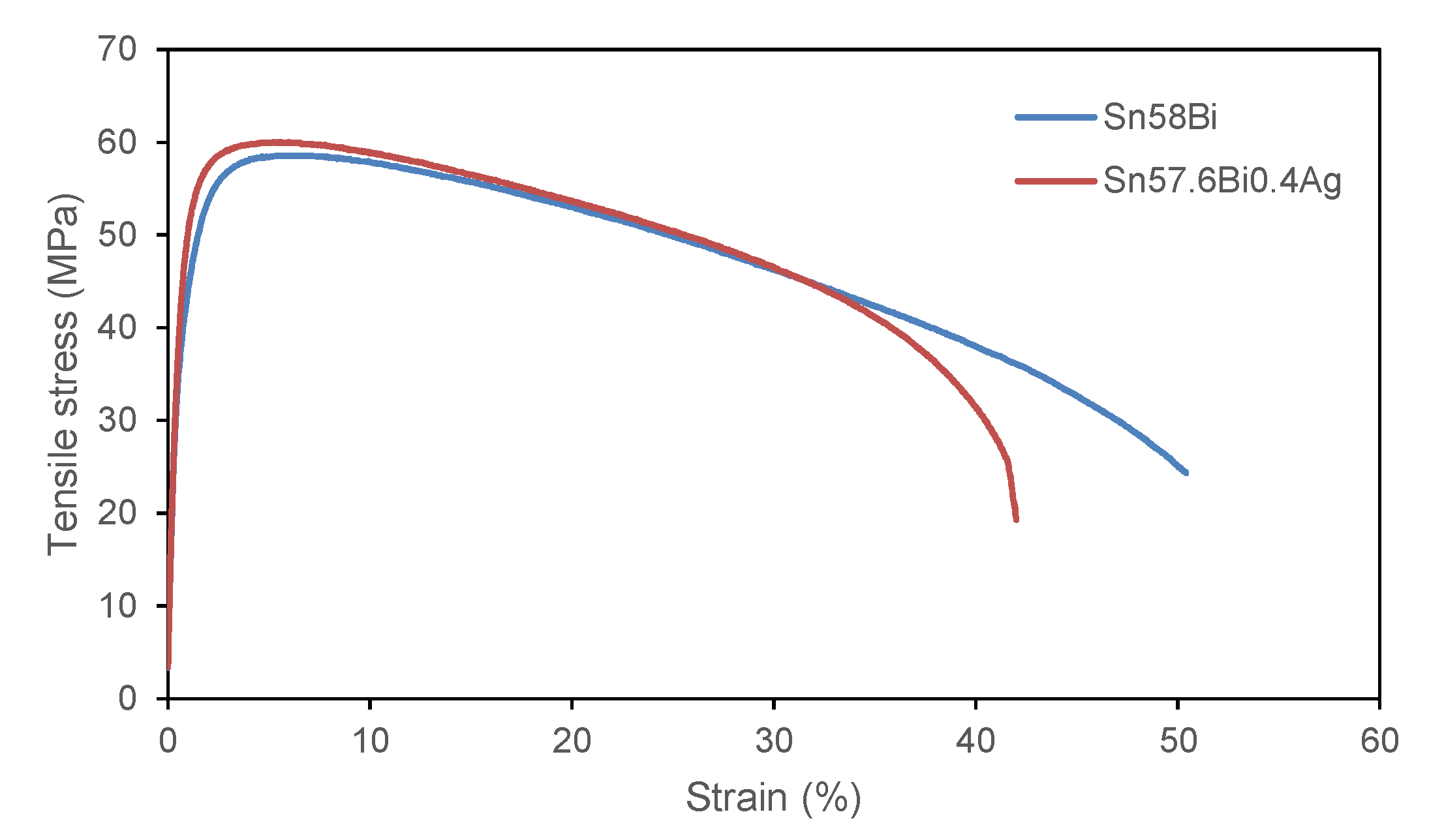
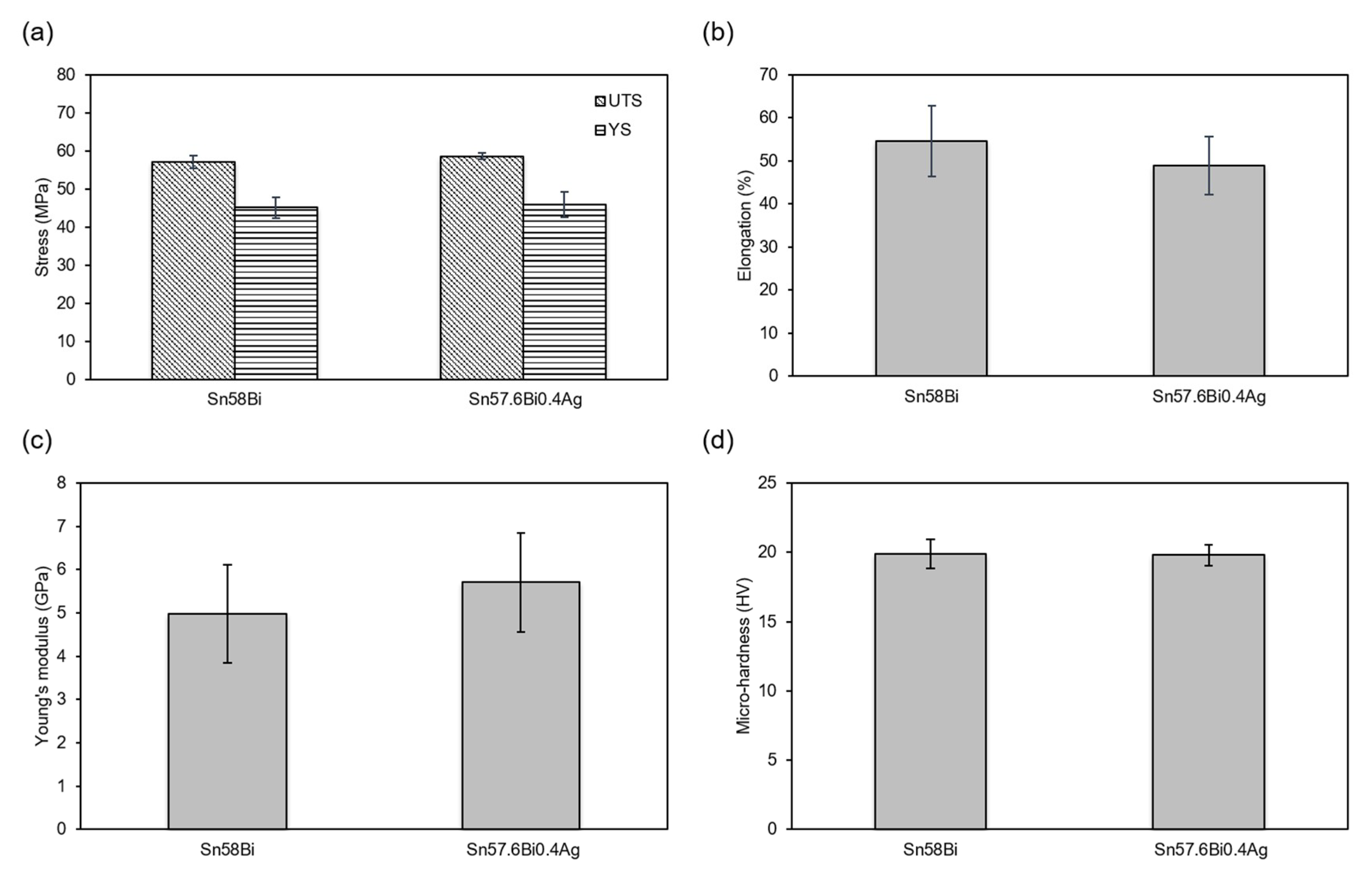
3.2. Mechanics
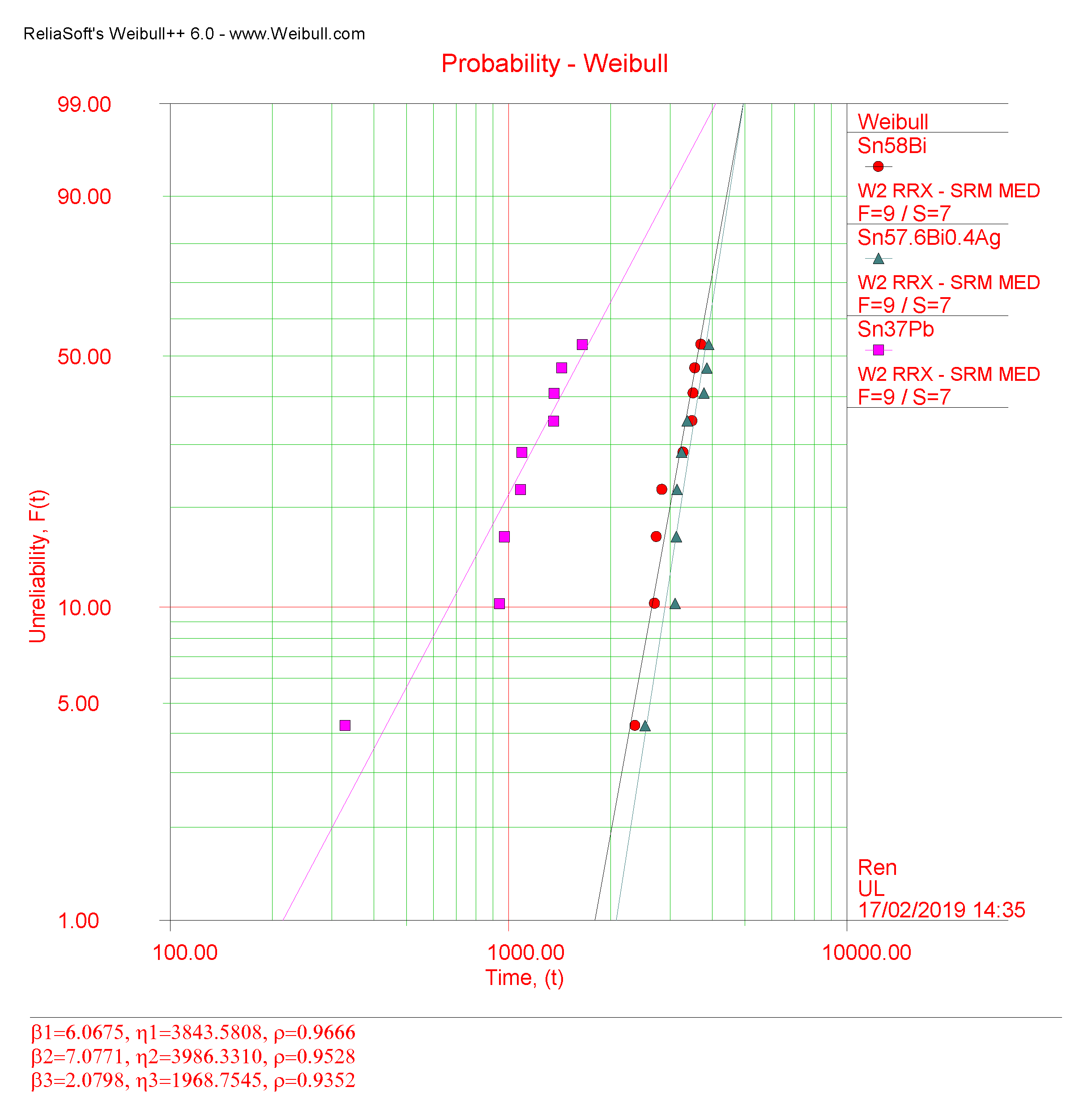
3.3. Reliability
4. Discussion
5. Conclusions
- Mechanical properties, including tensile strength, yield strength, and Young’s modulus are improved as a result of the combination of microstructural refinement and precipitation hardening.
- Ductility is deteriorated as a result of the formation of brittle Ag3Sn IMCs.
- Board level reliability of solder joints is enhanced during ATC testing. Ag3Sn IMCs are assumed to be located at the Sn–Bi phase boundaries, and this leads to a suppression of coarsening in the solder microstructure.
Author Contributions
Funding
Conflicts of Interest
References
- Compliance FAQs: RoHS. Available online: https://www.nist.gov/standardsgov/compliance-faqs-rohs (accessed on 21 January 2019).
- Kotadia, H.R.; Howes, P.D.; Mannan, S.H. A review: On the development of low melting temperature Pb-free solders. Microelectron. Reliab. 2014, 54, 1253–1273. [Google Scholar] [CrossRef]
- Henshall, G.; Healey, R.; Pandher, R.S.; Sweatman, K.; Howell, K.; Coyle, R.; Sack, T.; Snugovsky, P.; Tisdale, S.; Hua, F. iNEMI Pb-free alloy alternatives project report: State of the industry. In Proceedings of the SMTA International Conference and Exhibition, Orlando, FL, USA, 17–22 August 2008. [Google Scholar]
- Shangguan, D. Lead-Free Solder Interconnect Reliability; ASM International: Geauga County, OH, USA, 2005. [Google Scholar]
- Ma, H.; Suhling, J.C. A review of mechanical properties of lead-free solders for electronic packaging. J. Mater. Sci. 2009, 44, 1141–1158. [Google Scholar] [CrossRef]
- Bradley, E.; Handwerker, C.A.; Bath, J.; Parker, R.D.; Gedney, R.W. Lead-Free Electronics: iNEMI Projects Lead to Successful Manufacturing; John Wiley & Sons: Hoboken, NJ, USA, 2007. [Google Scholar]
- Suganuma, K. Advances in lead-free electronics soldering. Curr. Opin. Solid State Mater. Sci. 2001, 5, 55–64. [Google Scholar] [CrossRef]
- Tang, Y.; Li, G.Y.; Pan, Y.C. Influence of TiO2 nanoparticles on IMC growth in Sn-3.0Ag-0.5Cu-xTiO2 solder joints in reflow process. J. Alloys Compd. 2013, 554, 195–203. [Google Scholar] [CrossRef]
- Collins, M.N.; Punch, J.; Coyle, R. Surface finish effect on reliability of SAC 305 soldered chip resistors. Soldering Surf. Mount Technol. 2012, 24, 240–248. [Google Scholar] [CrossRef]
- Collins, M.N.; Punch, J.; Coyle, R.; Reid, M.; Popowich, R.; Read, P.; Fleming, D. Thermal fatigue and failure analysis of SnAgCu solder alloys with minor Pb additions. IEEE Trans. Compon. Packag. Manuf. Technol. 2011, 1, 1594–1600. [Google Scholar] [CrossRef]
- Fu, H.; Aspandiar, R.; Chen, J.; Cheng, S.; Chen, Q.; Coyle, R.; Feng, S.; Hardin, B.; Krmpotich, M.; Mokler, S.; et al. iNEMI Project on Process Development of Bisn-Based Low Temperature Solder Pastes—Part II: Characterization of Mixed Alloy BGA Solder Joints. In Proceedings of the 2018 Pan Pacific Microelectronics Symposium (Pan Pacific), Waimea, HI, USA, 5–8 February 2018. [Google Scholar]
- Jackson, G.J.; Wilding, I.J.; Boyle, R.; Collins, M.N.; Dalton, E.; Punch, J.; Liu, P.; Holloway, M. SnZn Solder Alternative For Low-Cost Pb-Free Surface Mount Assemblies. In Proceedings of the SMTA International Conference and Exhibition, Orlando, FL, USA, 14–18 February 2012. [Google Scholar]
- Ren, G.; Wilding, I.J.; Collins, M.N. Alloying influences on low melt temperature SnZn and SnBi solder alloys for electronic interconnections. J. Alloys Compd. 2016, 665, 251–260. [Google Scholar] [CrossRef]
- Collins, M.N.; Jackson, G.J.; Dalton, E.; Steen, H.; Liu, P.; Holloway, M.; Punch, J. Accelerated Temperature Cycling and Microstructural Analysis of SnZn Solder in Surface Mount Assemblies. In Proceedings of the ICSR (Soldering and Reliability), Toronto, ON, Canada, 15–18 May 2012. [Google Scholar]
- Ren, G.; Collins, M.N. On the mechanism of Sn tunnelling induced intermetallic formation between Sn-8Zn-3Bi solder alloys and Cu substrates. J. Alloys Compd. 2019, 791, 559–566. [Google Scholar] [CrossRef]
- Lee, H.; Choi, K.-S.; Eom, Y.-S.; Bae, H.-C.; Lee, J.H. Sn58Bi Solder Interconnection for Low-Temperature Flex-on-Flex Bonding. ETRI J. 2016, 38, 1163–1171. [Google Scholar] [CrossRef] [Green Version]
- Zhang, S.; Paik, K.-W. A Study on the Failure Mechanism and Enhanced Reliability of Sn58Bi Solder Anisotropic Conductive Film Joints in a Pressure Cooker Test Due to Polymer Viscoelastic Properties and Hydroswelling. IEEE Trans. Compon. Packag. Manuf. Technol. 2016, 6, 216–223. [Google Scholar] [CrossRef]
- Goh, Y.; Haseeb, A.S.M.A.; Sabri, M.F.M. Effects of hydroquinone and gelatin on the electrodeposition of Sn-Bi low temperature Pb-free solder. Electrochim. Acta 2013, 90, 265–273. [Google Scholar] [CrossRef]
- Zhu, W.B.; Ma, Y.; Li, X.Z.; Zhou, W.; Wu, P. Effects of Al2O3 nanoparticles on the microstructure and properties of Sn58Bi solder alloys. J. Mater. Sci. Mater. Electron. 2018, 29, 7575–7585. [Google Scholar] [CrossRef]
- Ma, Y.; Li, X.Z.; Zhou, W.; Yang, L.Z.; Wu, P. Reinforcement of graphene nanosheets on the microstructure and properties of Sn58Bi lead-free solder. Mater. Des. 2017, 113, 264–272. [Google Scholar] [CrossRef]
- Shin, Y.S.; Ko, Y.K.; Kim, J.K.; Yoo, S.; Lee, C.W. SiC-NANOPARTICLE DISPERSED COMPOSITE SOLDER BUMPS FABRICATED BY ELECTROPLATING. Surf. Rev. Lett. 2010, 17, 201–205. [Google Scholar] [CrossRef]
- Zuo, Y.; Ma, L.M.; Liu, S.H.; Shu, Y.T.; Guo, F. WHISKER MITIGATION FOR Sn-BASED Pb-FREE SOLDERS BY POSS ADDITION. Acta Metall. Sinica 2015, 51, 685–692. [Google Scholar]
- Kanlayasiri, K.; Ariga, T. Physical properties of Sn58Bi-xNi lead-free solder and its interfacial reaction with copper substrate. Mater. Des. 2015, 86, 371–378. [Google Scholar] [CrossRef]
- Zhou, S.Q.; Mokhtari, O.; Rafique, M.G.; Shunmugasamy, V.C.; Mansoor, B.; Nishikawa, H. Improvement in the mechanical properties of eutectic Sn58Bi alloy by 0.5 and 1 wt% Zn addition before and after thermal aging. J. Alloys Compd. 2018, 765, 1243–1252. [Google Scholar] [CrossRef]
- Zhou, S.Q.; Liu, X.D.; Mokhtari, O.; Nishikawa, H. The evaluation of mechanical properties of Sn58BiXTi solder by tensile test. In Proceedings of the 2017 18th International Conference on Electronic Packaging Technology (ICEPT), Harbin, China, 16–19 August 2017; pp. 703–707. [Google Scholar]
- Sakuyama, S.; Akamatsu, T.; Uenishi, K.; Sato, T. Effects of a third element on microstructure and mechanical properties of eutectic Sn–Bi solder. Trans. Jpn. Inst. Electron. Packag. 2009, 2, 98–103. [Google Scholar] [CrossRef]
- Dong, W.; Shi, Y.; Xia, Z.; Lei, Y.; Guo, F. Effects of trace amounts of rare earth additions on microstructure and properties of Sn-Bi-based solder alloy. J. Electron. Mater. 2008, 37, 982–991. [Google Scholar] [CrossRef]
- McCormack, M.; Chen, H.S.; Kammlott, G.W.; Jin, S. Significantly improved mechanical properties of Bi-Sn solder alloys by Ag-doping. J. Electron. Mater. 1997, 26, 954–958. [Google Scholar] [CrossRef]
- Sun, H.Y.; Li, Q.Q.; Chan, Y.C. A study of Ag additive methods by comparing mechanical properties between Sn57.6Bi0.4Ag and 0.4 wt% nano-Ag-doped Sn58Bi BGA solder joints. J. Mater. Sci. Mater. Electron. 2014, 25, 4380–4390. [Google Scholar] [CrossRef]
- Suganuma, K.; Sakai, T.; Kim, K.S.; Takagi, Y.; Sugimoto, J.; Ueshima, M. Thermal and mechanical stability of soldering QFP with Sn-Bi-Ag lead-free alloy. IEEE Trans. Electron. Packag. Manuf. 2002, 25, 257–261. [Google Scholar] [CrossRef]
- Engelmaier, W. Surface mount solder joint long-term reliability: Design, testing, prediction. Soldering Surf. Mount Technol. 1989, 1, 14–22. [Google Scholar] [CrossRef]
- Coyle, R.; Osenbach, J.; Collins, M.N.; McCormick, H.; Read, P.; Fleming, D.; Popowich, R.; Punch, J.; Reid, M.; Kummerl, S.; et al. Phenomenological Study of the Effect of Microstructural Evolution on the Thermal Fatigue Resistance of Pb-Free Solder Joints. IEEE Trans. Compon. Packag. Manuf. Technol. 2011, 1, 1583–1593. [Google Scholar] [CrossRef]
- Xu, H.; Lee, T.-K.; Kim, C.-U. Fatigue properties of lead-free solder joints in electronic packaging assembly investigated by isothermal cyclic shear fatigue. In Proceedings of the 2014 IEEE 64th Electronic Components and Technology Conference (ECTC), Orlando, FL, USA, 27–30 May 2014; pp. 133–138. [Google Scholar]
- Dalton, E.; Ren, G.; Punch, J.; Collins, M.N. Accelerated temperature cycling induced strain and failure behaviour for BGA assemblies of third generation high Ag content Pb-free solder alloys. Mater. Des. 2018, 154, 184–191. [Google Scholar] [CrossRef]
- Collins, M.N.; Dalton, E.; Punch, J. Microstructural influences on thermomechanical fatigue behaviour of third generation high Ag content Pb-Free solder alloys. J. Alloys Compd. 2016, 688, 164–170. [Google Scholar] [CrossRef]
- Coyle, R.; Reid, M.; Ryan, C.; Popowich, R.; Read, P.; Fleming, D.; Collins, M.; Punch, J.; Chatterji, I. The Influence of the Pb-free Solder Alloy Composition and Processing Parameters on Thermal Fatigue Performance of a Ceramic Chip Resistor. In Proceedings of the 2009 59th Electronic Components and Technology Conference, San Diego, CA, USA, 26–29 May 2009; pp. 423–430. [Google Scholar]
- Coyle, R.; Osenbach, J.; Read, P.; McCormick, H.; Fleming, D.; Popowich, R.; Reid, M.; Punch, J.; Collins, M.N.; Kinyanjui, R.; et al. Dwell Time, Microstructural Dependencies, and the Interpretation of Thermal Fatigue Test Data of SnPb and Pb-free Solders. In Proceedings of the SMTA International Conference and Exhibition, San Diego, CA, USA, 4–8 October 2009. [Google Scholar]
- Ghaffarian, R. CCGA packages for space applications. Microelectron. Reliab. 2006, 46, 2006–2024. [Google Scholar] [CrossRef]
- Liu, S.; Xue, S.; Xue, P.; Luo, D. Present status of Sn-Zn lead-free solders bearing alloying elements. J. Mater. Sci. Mater. Electron. 2015, 26, 4389–4411. [Google Scholar] [CrossRef]
- Ren, G.; Collins, M.N. The effects of antimony additions on microstructures, thermal and mechanical properties of Sn-8Zn-3Bi alloys. Mater. Des. 2017, 119, 133–140. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | UTS (MPa) | YS (MPa) | Elongation (%) | Young’s Modulus (GPa) | Microhardness (HV) |
|---|---|---|---|---|---|
| Sn58Bi | 57.2 | 45.2 | 54.6 | 5.0 | 19.9 |
| Sn57.6Bi0.4Ag | 58.7 | 46.0 | 48.9 | 5.7 | 19.8 |
| Solder | Characteristic Lifetime, η | Shape Parameter, β |
|---|---|---|
| Sn37Pb | 1969 | 2.08 |
| Sn58Bi | 3844 | 6.07 |
| Sn57.6Bi0.4Ag | 3986 | 7.08 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ren, G.; Collins, M.N. Improved Reliability and Mechanical Performance of Ag Microalloyed Sn58Bi Solder Alloys. Metals 2019, 9, 462. https://doi.org/10.3390/met9040462
Ren G, Collins MN. Improved Reliability and Mechanical Performance of Ag Microalloyed Sn58Bi Solder Alloys. Metals. 2019; 9(4):462. https://doi.org/10.3390/met9040462
Chicago/Turabian StyleRen, Guang, and Maurice N. Collins. 2019. "Improved Reliability and Mechanical Performance of Ag Microalloyed Sn58Bi Solder Alloys" Metals 9, no. 4: 462. https://doi.org/10.3390/met9040462
APA StyleRen, G., & Collins, M. N. (2019). Improved Reliability and Mechanical Performance of Ag Microalloyed Sn58Bi Solder Alloys. Metals, 9(4), 462. https://doi.org/10.3390/met9040462