Hot Ductility of TiNb IF Steel Slab after Hot Torsion Testing

 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Hot Ductility According to the Basic Programme
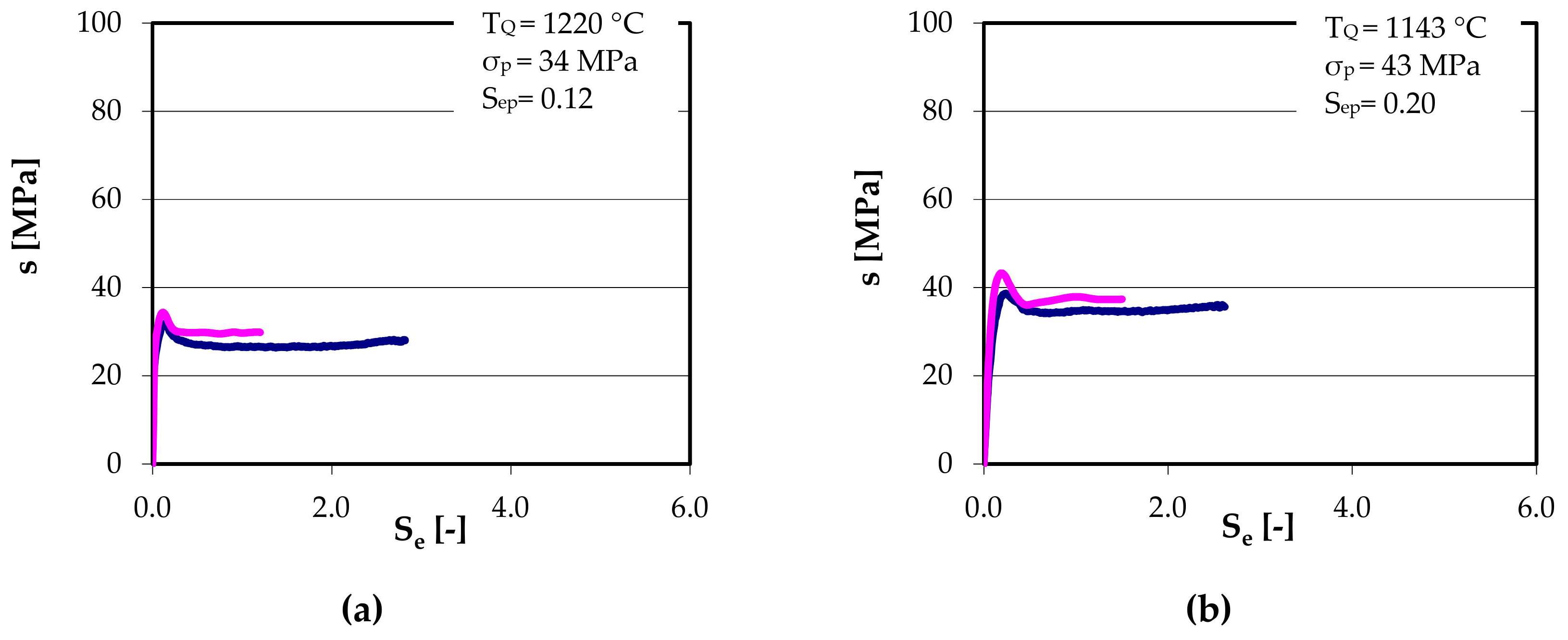
3.2. Deformation Intensity Se
3.3. Effect of Thermal Cycling on Hot Ductility
3.4. Hot Ductility Behaviour and Mechanism of Embrittlement for Hot Torsion Testing According to the Basic Programme
3.5. Influence of Thermal Cycling on Hot Ductility Behaviour and Embrittlement Mechanism
3.6. Another Influence on Hot Ductility Behaviour
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lee, S.H.; Utsunomiya, H.; Sakai, T. Microstructures and mechanical properties of ultra low carbon interstitial free steel severely deformed by a multi-stack accumulative roll bonding process. Mater. Trans. 2004, 45, 2177–2181. [Google Scholar] [CrossRef]
- Ghosh, P.; Ghosh, C.; Ray, R.K. Precipitation in interstitial free high strength steels. ISIJ Int. 2009, 49, 1080–1086. [Google Scholar] [CrossRef]
- Wilber, G.A.; Batra, R.; Savage, W.F.; Childs, W.J. The effects of thermal history and composition on the hot ductility of low carbon steels. Metall. Trans. A 1975, 6A, 1727–1735. [Google Scholar] [CrossRef]
- Mintz, B. The influence of composition on the hot ductility of steels and to the problem of transverse cracking. ISIJ Int. 1999, 39, 833–855. [Google Scholar] [CrossRef]
- Mintz, B.; Abushosha, R.; Jonas, J.J. Influence of dynamic recrystallisation on the tensile ductility of steels in the temperature range 700 to 1150 °C. ISIJ Int. 1992, 32, 241–249. [Google Scholar] [CrossRef]
- Vedani, M.; Dellasega, D.; Mannuccii, A. Characterization of grain-boundary precipitates after hot-ductility tests of microalloyed steels. ISIJ Int. 2009, 49, 446–452. [Google Scholar] [CrossRef]
- Suzuki, H.G.; Nishimura, S.; Imamura, J.; Nakamura, Y. Embrittlement of steel occurring in the temperature range from 1000 °C to 600 °C. Trans. Iron Steel Inst. Jpn. 1984, 24, 169–177. [Google Scholar] [CrossRef]
- Longauerová, M. Segregation and Precipitation at Continuous Casting, 1st ed.; TU HF Košice: Košice, Slovakia, 2006. (In Slovak) [Google Scholar]
- Wolf, M.M. Fine intergranular surface cracks in bloom casting. Trans. Iron Steel Inst. Jpn. 1984, 24, 351–358. [Google Scholar] [CrossRef]
- Ouchi, C.; Matsumoto, K. Hot ductility in Nb-bearing high strength low-alloy steel. Trans. Iron Steel Inst. Jpn. 1982, 22, 181–189. [Google Scholar] [CrossRef]
- Suzuki, H.G.; Nishimura, S.; Yamagushi, S. Characteristics of hot ductility in steels subjected to the melting and solidification. Trans. Iron Steel Inst. Jpn. 1982, 22, 48–56. [Google Scholar] [CrossRef]
- Suzuki, A. High temperature deformation behaviour on solidification. Trans. Iron Steel Inst. Jpn. 1985, 25, 648–952. [Google Scholar]
- Suzuki, H.G.; Nishimura, S.; Nakamura, Y. Improvement of hot ductility of continuously cast carbon steels. Trans. Iron Steel Inst. Jpn. 1984, 24, 54–59. [Google Scholar] [CrossRef]
- Gabániová, M.; Marek, P.; Ševčík, A.; Mikolaj, D. Fractographic analysis of high temperature fractures of low carbon slabs. In Proceedings of the Metal 2003, Hradec nad Moravicí, Czech Republic, 20–22 May 2003; Tanger, Ltd.: Ostrava, Czech Republic, 2003. CD-ROM (In Slovak). [Google Scholar]
- Maehara, Y.; Ohmori, Y. The precipitation of A1N and NbC and the hot ductility of low carbon steels. Mater. Sci. Eng. 1984, 62, 109–119. [Google Scholar] [CrossRef]
- Takeuchi, H.; Brimacombe, J.K. Effect of oscillation-mark formation on the surface quality of continuously cast steel slabs. Metall. Trans. B 1985, 16, 605–625. [Google Scholar] [CrossRef]
- Bořuta, J.; Kubina, T. Segregation, precipitation and hot formability of steels. AMS 2002, 8, 183–187. [Google Scholar]
- Kang, M.H.; Lee, J.S.; Koo, S.; Kim, J.; Heo, N.H. The mechanism of hot ductility loss and recovery in Nb-bearing low alloy steels. Metall. Mater. Trans. A 2014, 45, 4302–4306. [Google Scholar] [CrossRef]
- Revaux, T.; Deprez, P.; Bricout, J.P.; Oudin, J. In situ solidified hot tensile test and hot ductility of some plain carbon steels and microalloyed steels. ISIJ Int. 1994, 34, 528–535. [Google Scholar] [CrossRef]
- Mintz, B.; Yue, S.; Jonas, J. Hot ductility of steels and its relationship to the problem of transverse cracking during continuous casting. Int. Mater. Rev. 1991, 36, 187–220. [Google Scholar] [CrossRef]
- Hornbogen, E.; Gräf, M. Fracture toughness of precipitation hardened alloys containing narrow soft zones at grain boundaries. Acta Metall. 1977, 25, 877–881. [Google Scholar] [CrossRef]
- Mintz, B.; Stewart, J.M.; Crowther, D.N. The influence of cyclic temperature oscillations on precipitation and hot ductility of a C-Mn-Nb-Al steel. Trans. Iron Steel Inst. Jpn. 1987, 27, 959–964. [Google Scholar] [CrossRef]
- El-Wazri, A.M.; Hassani, F.; Yue, S.; Es-Sadiqi, E.; Collins, L.E.; Iqbal, K. The effect of thermal history on the hot ductility of microalloyed steels. ISIJ Int. 1999, 39, 253–262. [Google Scholar] [CrossRef]
- Cepeda, L.E.; Rodrigues-Ibabe, J.M.; Urcola, J.J.; Fuentes, M. Influence of dynamic recrystallisation on hot ductility of aluminium killed mild steel. Mater. Sci. Technol. 1989, 5, 1191–1199. [Google Scholar] [CrossRef]
- Fedorová, M. Fractographic and Structural Features of Slab Surface Discontinuity. Ph.D. Thesis, Technical University of Košice, Košice, Slovakia, 2012. (In Slovak). [Google Scholar]
- Fedorová, M.; Longauerová, M.; Bořuta, J. High temperature embrittlement evaluation of samples from TiNb IF steel after hot torsion test. Acta Metall. Slovaca Conf. 2013, 3, 40–48. [Google Scholar] [CrossRef]
- Le Papillon, Y.; Jäeger, W.; Konig, M.; Weisgerber, B.; Jauhola, M. Determination of High Temperature Surface Crack Formation Criteria in Continuous Casting and Thin Slab Casting; In Casting and Solidification, Technical Steel Research: European Commission, Final Report; Office for Official Publications of the European Communities: Luxembourg, 2003. [Google Scholar]
- Lee, U.H.; Park, T.E.; Son, K.S.; Kang, M.S.; Won, Y.M.; Yim, C.H.; Lee, S.K.; Kim, I.; Kim, D. Assessment of Hot Ductility with Various Thermal Histories as an Alternative Method of in situ Solidification. ISIJ Int. 2010, 50, 540–545. [Google Scholar] [CrossRef]
- Bořuta, J. Moderní krutový plastometr k přesnému zjišťování deformačních charakteristik za tepla tvářených kovů. Metall. J. Hut. Llisty 1993, 48, 7–8, 37–44. (In Czech) [Google Scholar]
- Bořuta, J.; Gembalová, P.; Omacht, D.; Bořuta, A.; Kubánek, Z.; Kubina, T.; Schindler, I. Plastometrický výzkum deformačního chování řízeně tvářených materiálů. Metall. J. Hut. Listy 2008, 61, 80–87. (In Czech) [Google Scholar]
- Longauerová, M.; Fujda, M.; Bořuta, J.; Kollerová, M.; Horáková, V.; Hollá, Ľ.; Marek, P.; Ferjo, J. Hot ductility loss of NbVTi microalloyed steel. Acta Metall. Slovaca 2005, 11, 97–103. [Google Scholar]
- Konrádyová, J.; Longauerová, M. Comparison of results from dilatometric analysis of TiNb IF steel and TiNb microalloyed steel in cast state. In Proceedings of the Metalurgia Junior 2014, Košice, Slovakia, 21–22 May 2014; Technical University of Košice: Košice, Slovakia, 2014; pp. 157–161. (In Slovak). [Google Scholar]
- Schindler, I.; Bořuta, J. Simulation of working processes by torsion plastometer and automated computer processing of experimental results. Arch. Metall. 1994, 39, 329–340. [Google Scholar]
- Štefan, B.; Parilák, Ľ.; Uďanová, Ľ.; Šlesár, M. Quantitative evaluation of the precipitation in micro alloyed steels by the electron microscopy of carbon extracted replicas. Steel Sheets Oceľové Plechy 1977, 3–4, 57–81. (In Slovak) [Google Scholar]
- Konrádyová, J.; Longauerová, M.; Girman, V.; Longauer, S.; Bořuta, A.; Bořuta, J. Interrelationship between hot ductility and particle size in TiNb IF steel. Mater. Sci. Forum. 2017, 891, 124–130. [Google Scholar] [CrossRef]
- Longauerová, M.; Fedorová, M.; Bořuta, J.; Bořuta, A. Effect of cooling rate in the critical temperature areas on the occurrence of hot ductility. Metall. J. Hut. Listy 2011, 64, 76–79. (In Slovak) [Google Scholar]
- Longauerová, M.; Bekeč, P.; Fedorová, M.; Longauer, S. Effect of casting rate on Ti-Nb microalloyed steel slab surface zone microstructure. Acta Metall. Slovaca Conf. 2010, 1, 167–172. [Google Scholar]
- Longauerová, M.; Huráková, M.; Longauer, S. Precipitation in surface zone of continuously-cast slab of ULC/IF steel microalloyed with titanium. Mater. Sci. Forum 2014, 782, 73–80. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | P | S | Al | Mo | Ti | V | Nb | Zr |
| 0.003 | 0.33 | 0.007 | 0.054 | 0.007 | 0.036 | 0.002 | 0.033 | 0.001 | 0.038 | 0.002 |
| B | Ca | Cu | Ni | As | Sn | Sb | Cr | Zn | N | Fe |
| 0.0005 | 0.0002 | 0.029 | 0.009 | 0.001 | 0.002 | 0.002 | 0.02 | 0.001 | 0.003 | Balance |
| Type of Cycling | Programme Conditions CT1150 | No. | Type of Cooling |
|---|---|---|---|
| 1° temperature cycling | 1375 °C/0.45′–1200 °C/1′–700 °C/1′–1150 °C/1′ | Y1 | Ar |
| 1375 °C/0.45′–1200 °C/1′–700 °C/1′–1150 °C/1′ | Y2 | Quenching | |
| 2° temperature cycling | 1375 °C/0.45′–1200 °C/1′–700 °C/1′–1150 °C/1′–950 °C/1′ | Y7 | Ar |
| 1375 °C/0.45′–1200 °C/1′–700 °C/1′–1150 °C/1′–1000 °C/1′ | Y3 | Ar | |
| 1375 °C/0.45′–1200 °C/1′–700 °C/1′–1150 °C/1′–1050 °C/1′ | Y4 | Ar | |
| 1375 °C/0.45′–1200 °C/1′–700 °C/1′–1150 °C/1′–1050 °C/1′ | Y8 | Quenching | |
| 1375 °C/0.45′–1200 °C/1′–700 °C/1′–1150 °C/1′–1100 °C/1′ | Y5 | Ar | |
| 1375 °C/0.45′–1200 °C/1′–700 °C/1′–1150 °C/1′–1200 °C/1′ | Y6 | Ar |
| Type of Cycling | Programme Conditions CT900 | No. | Type of Cooling |
|---|---|---|---|
| 1° temperature cycling | 1375 °C/0.45′–1200 °C/1′–700 °C/1′– 900 °C/1′ | Z1 | Ar |
| 1375 °C/0.45′–1200 °C/1′–700 °C/1′– 900 °C/1′ | Z2 | Quenching | |
| 2° temperature cycling | 1375 °C/0.45′–1200 °C/1′–700 °C/1′–900 °C/1′–700 °C/1′ | Z3 | Ar |
| 1375 °C/0.45′–1200 °C/1′–700 °C/1´–900 °C/1′–750 °C/1′ | Z4 | Ar | |
| 1375 °C/0.45′–1200 °C/1′–700 °C/1′–900 °C/1′–800 °C/1′ | Z5 | Ar | |
| 1375 °C/0.45′–1200 °C/1′–700 °C/1′–900 °C/1′–850 °C/1′ | Z6 | Ar | |
| 1375 °C/0.45′–1200 °C/1′–700 °C/1′–900 °C/1′–850 °C/1′ | Z9 | Quenching | |
| 1375 °C/0.45′–1200 °C/1′–700 °C/1′–900 °C/1′–1000 °C/1′ | Z7 | Ar | |
| 1375 °C/0.45′–1200 °C/1′–700 °C/1′–900 °C/1′–1000 °C/1′ | Z8 | Ar |
| Sample No. | Td [°C] | TQ [°C] | Nf | σp [MPa] | Sep | Sef |
|---|---|---|---|---|---|---|
| V1 | 600 | 637 | 5.5* | 324 | 0.15 | 0.75 |
| Y9 | 600 | 643 | 7.3˜ | 297 | 0.56 | 0.95 |
| V3 | 700 | 697 | 8.4* | 283 | 0.43 | 1.06 |
| V4 | 750 | 758 | 18.7* | 160 | 0.08 | 1.83 |
| V5 | 800 | 818 | 284.4^* | 136 | 0.05 | 4.93 |
| V6 | 850 | 844 | 1726.9^* | 96 | 0.20 | 7.01 |
| X5 | 900 | 847 | 424.1^* | 50 | 0.08 | 5.39 |
| X6 | 950 | 925 | 72.8^* | 66 | 0.08 | 3.36 |
| X7 | 950 | 946 | 6.2˜ | 103 | 0.60 | 0.83 |
| V9 | 1050 | 996 | 326.8^* | 77 | 0.30 | 5.09 |
| V10 | 1100 | 1073 | 88.1* | 60 | 0.19 | 3.58 |
| X4 | 1150 | 1132 | 33.7˜ | 50 | 0.16 | 2.48 |
| X9 | 1150 | 1143 | 38.0* | 43 | 0.20 | 2.62 |
| X2 | 1200 | 1175 | 41.4 | 41 | 0.14 | 2.71 |
| X3 | 1250 | 1220 | 45.6* | 34 | 0.12 | 2.82 |
| CT | No. | Td [°C] | TQ [°C] | Nf | Td−TQ [°C] | |
|---|---|---|---|---|---|---|
| CT1150 | 1° temperature cycling | Y1 | 1150 | 1137 | 37.9 | Tdown = −13 °C |
| Y2 | 1150 | 1144 | 36.4 | Tdown = −13 °C | ||
| 2° temperature cycling | Y7 | 950 | 889 | 596.9 | Tdown = −60 °C | |
| Y3 | 1000 | 956 | 54.1 | Tdown = −45 °C | ||
| Y4 | 1050 | 995 | 95.4 | Tdown = −55 °C | ||
| Y8 | 1050 | 1042 | 49.5 | Tdown = −10 °C | ||
| Y5 | 1100 | 1083 | 55.3 | Tdown = −18 °C | ||
| Y6 | 1200 | 1197 | 40.4 | Tdown = −5 °C | ||
| CT900 | 1° temperature cycling | Z1 | 900 | 886 | 186.3 | Tdown = −36 °C |
| Z2 | 900 | 903 | 70.9 | Tdown = −4 °C | ||
| 2° temperature cycling | Z3 | 700 | 742 | 13.6 | Tterm.efekt = +42 °C | |
| Z4 | 750 | 851 | 192.1 | Tterm.efekt = +100 °C | ||
| Z5 | 800 | 802 | 62.5 | Tterm.efekt = +2 °C | ||
| Z6 | 850 | 851 | 195.5 | Tdown = −27 °C | ||
| Z9 | 850 | 844 | 89.7 | Tdown = −8 °C | ||
| Z7 | 1000 | 981 | 34.7 | Tdown = −19 °C | ||
| Z8 | 1000 | 1001 | 56.1 | Tdown = −13 °C | ||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Konrádyová, J.; Longauerová, M.; Jonšta, P.; Jonšta, Z.; Longauer, S.; Girman, V.; Vojtko, M.; Bořuta, A.; Matvija, M.; Fujda, M.; et al. Hot Ductility of TiNb IF Steel Slab after Hot Torsion Testing. Metals 2019, 9, 752. https://doi.org/10.3390/met9070752
Konrádyová J, Longauerová M, Jonšta P, Jonšta Z, Longauer S, Girman V, Vojtko M, Bořuta A, Matvija M, Fujda M, et al. Hot Ductility of TiNb IF Steel Slab after Hot Torsion Testing. Metals. 2019; 9(7):752. https://doi.org/10.3390/met9070752
Chicago/Turabian StyleKonrádyová, Jana, Margita Longauerová, Petr Jonšta, Zdeněk Jonšta, Svätoboj Longauer, Vladimír Girman, Marek Vojtko, Aleš Bořuta, Miloš Matvija, Martin Fujda, and et al. 2019. "Hot Ductility of TiNb IF Steel Slab after Hot Torsion Testing" Metals 9, no. 7: 752. https://doi.org/10.3390/met9070752