Initial β Grain Size Effect on High-Temperature Flow Behavior of Tb8 Titanium Alloys in Single β Phase Field



Abstract
:1. Introduction
2. Experiments
3. Results and Discussion
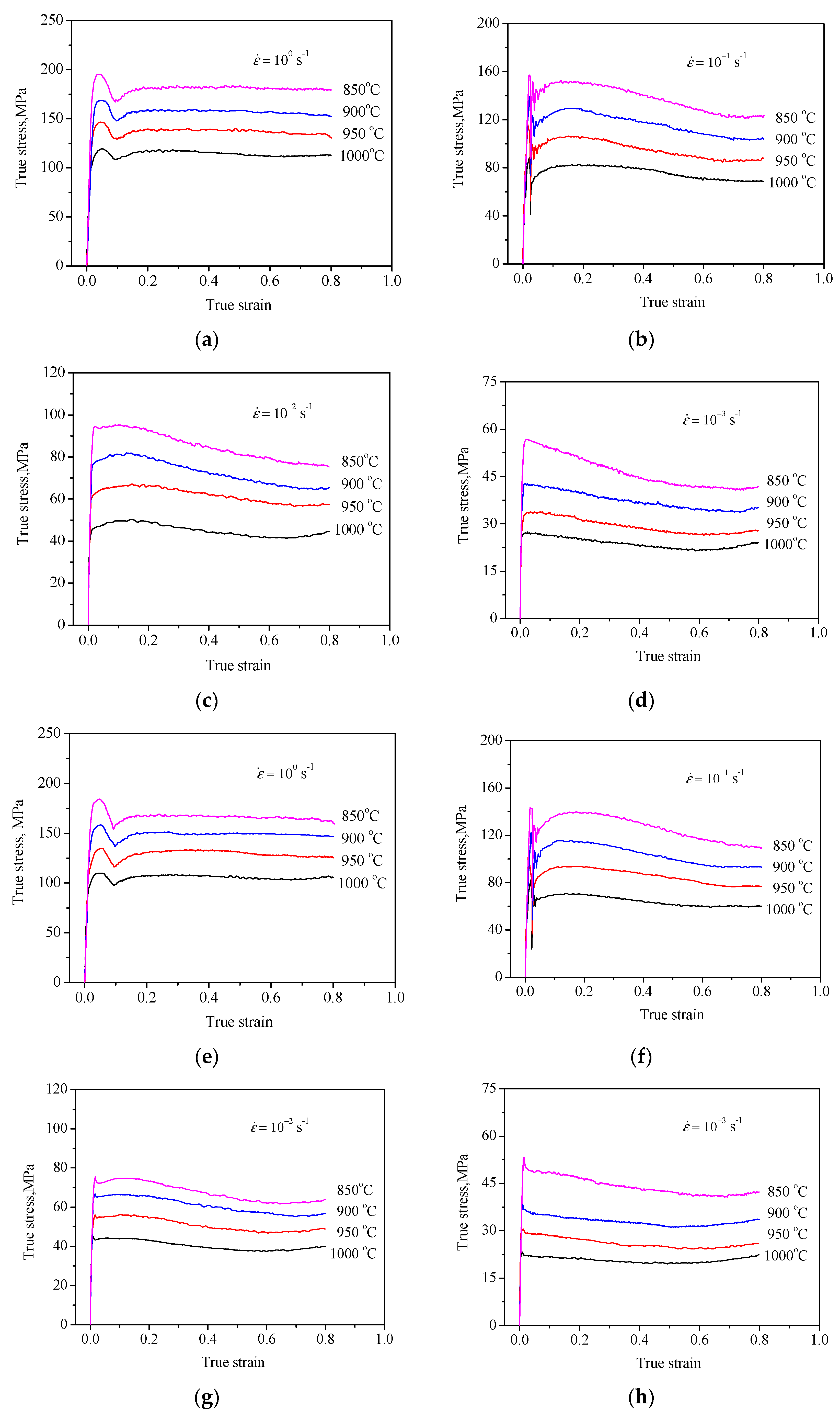
3.1. Flow Curves
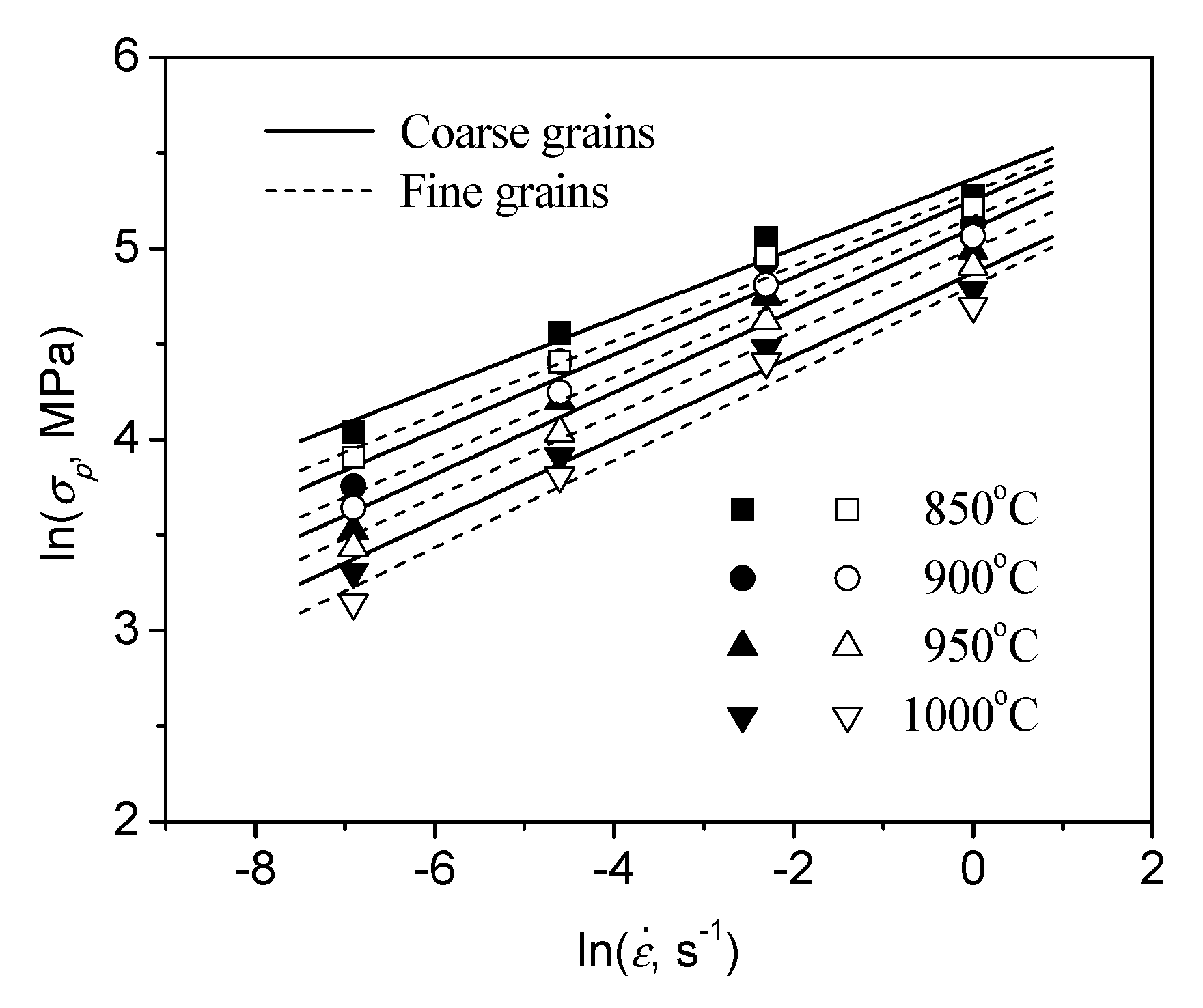
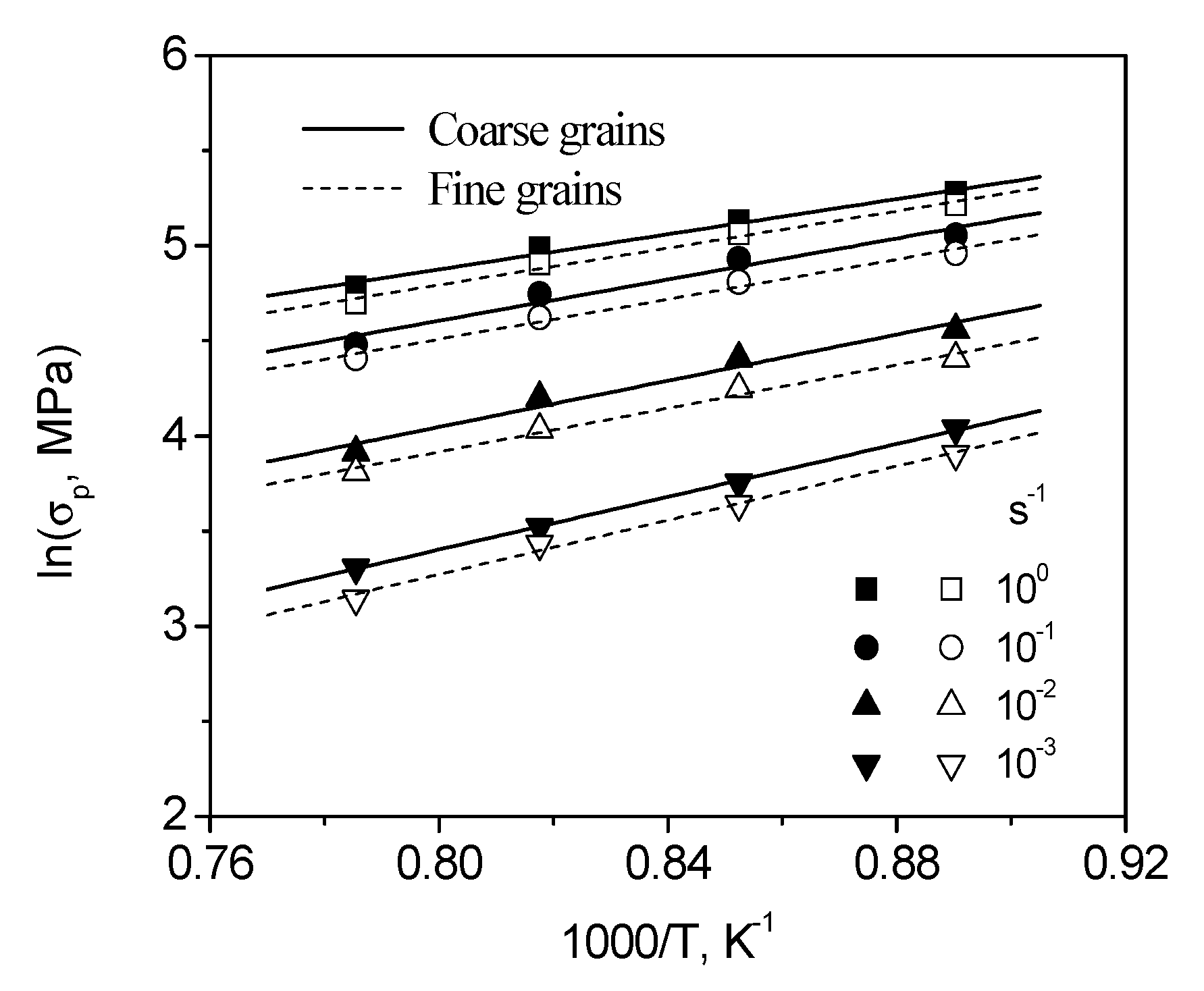
3.2. Constitutive Equations Analysis of TB8 Titanium Alloys
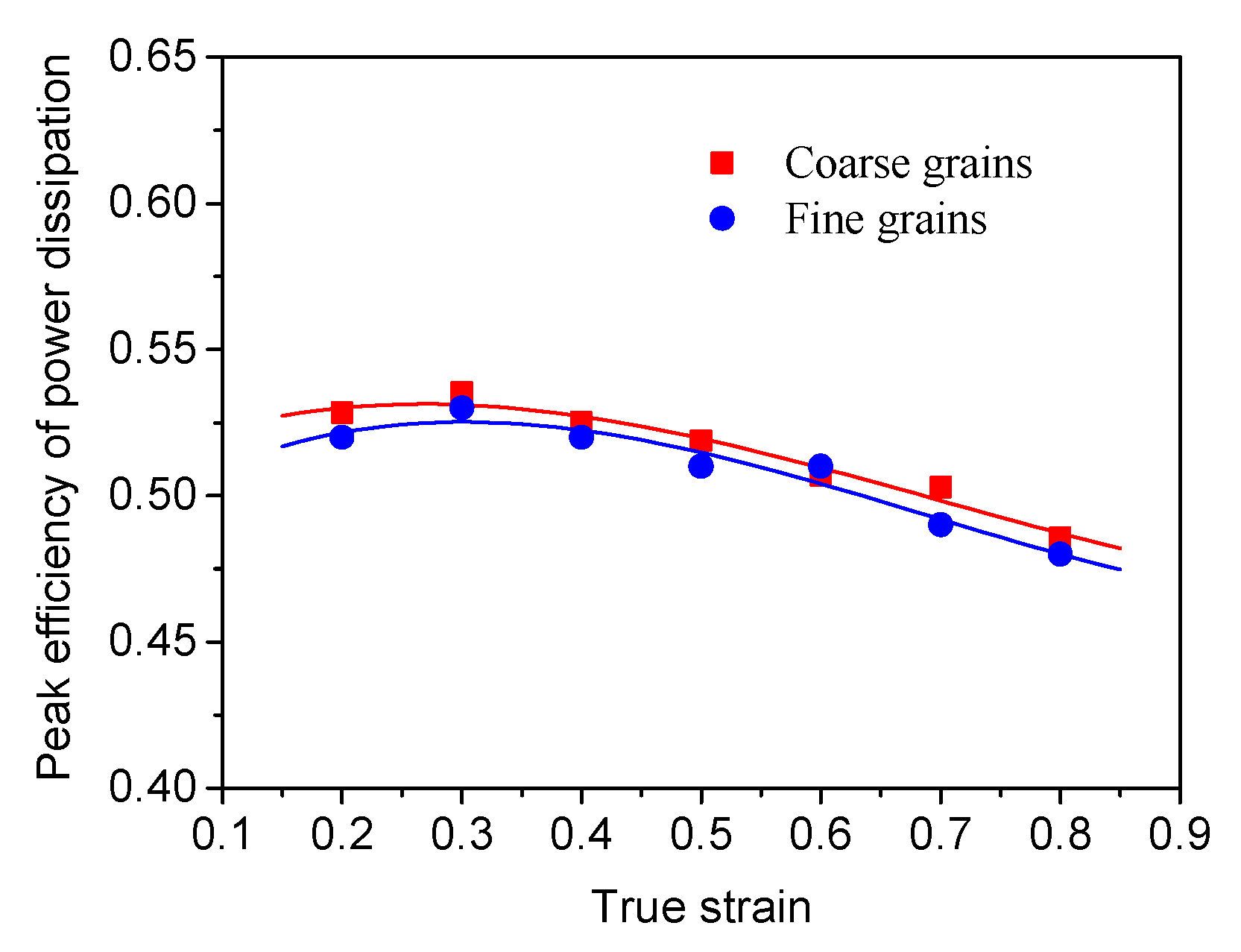
3.3. Processing Maps
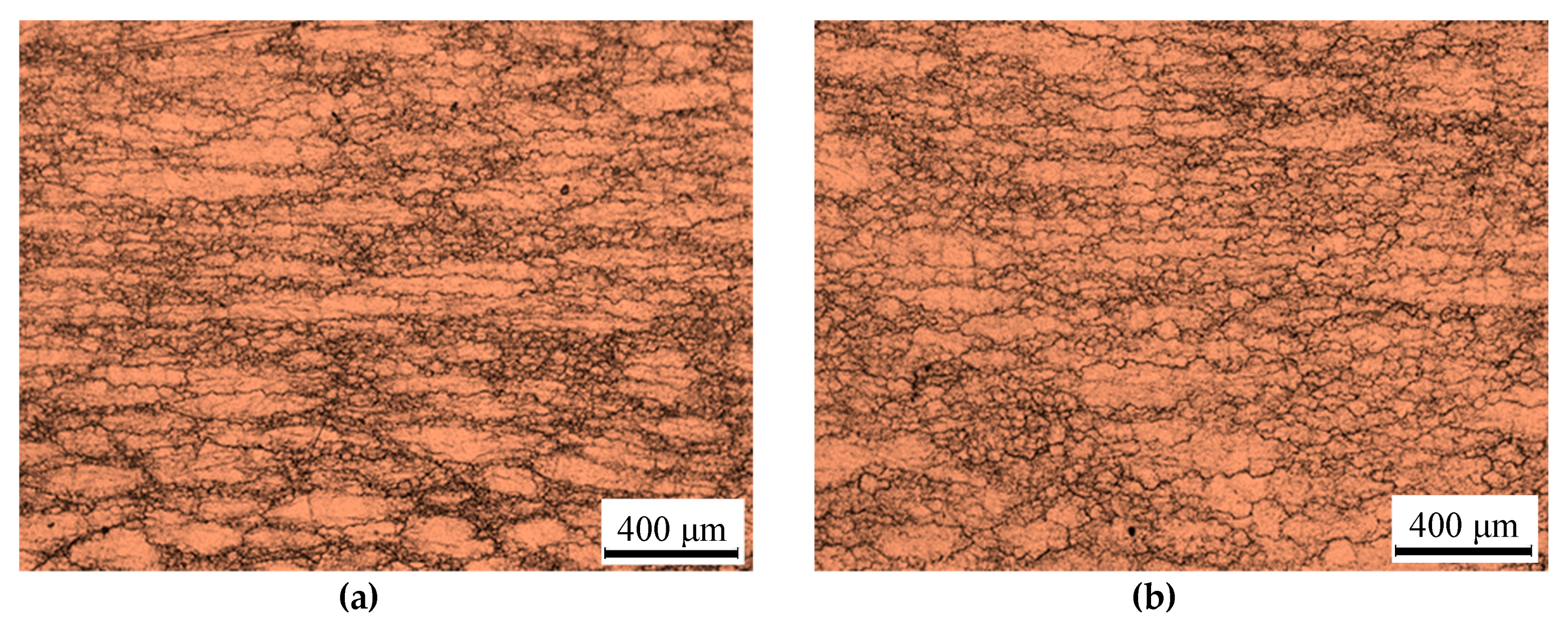
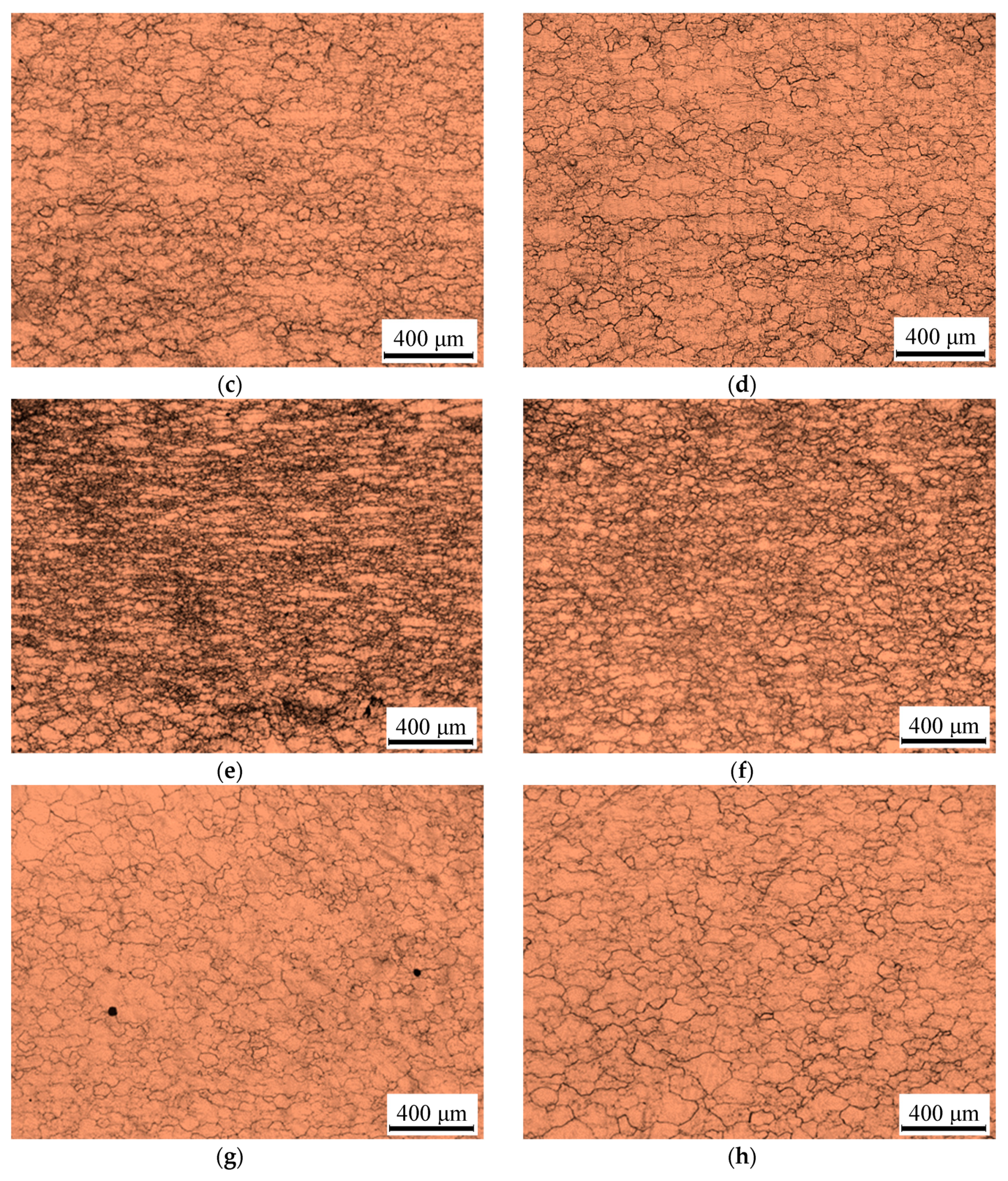
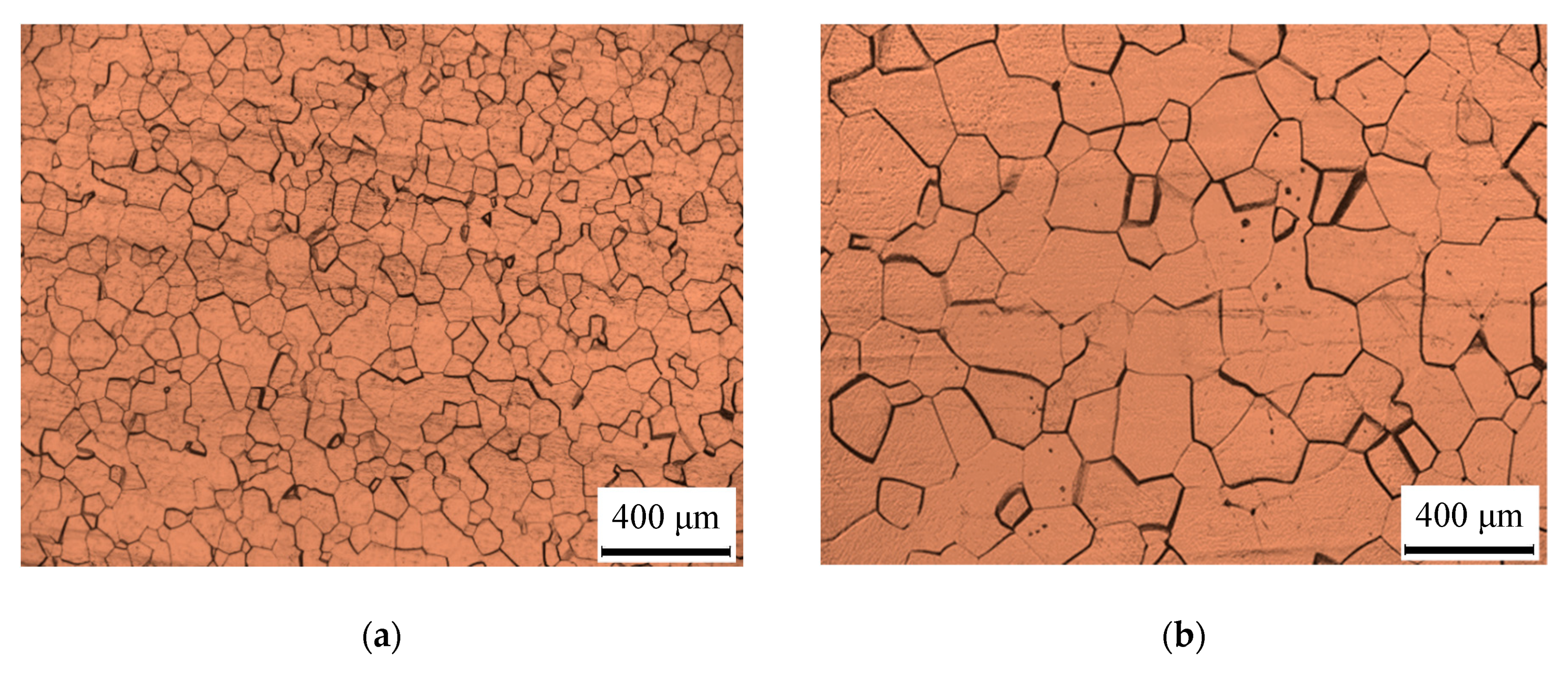
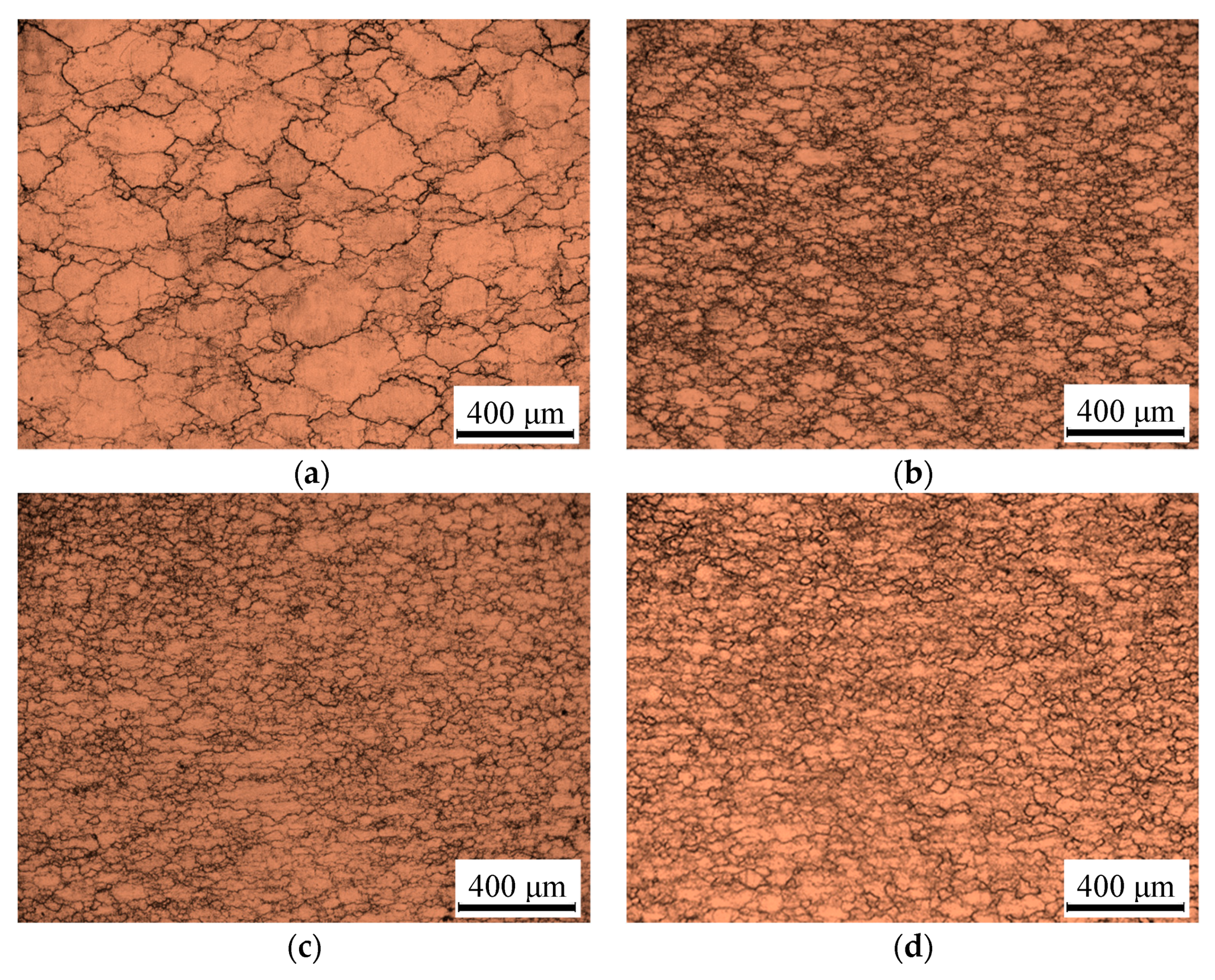
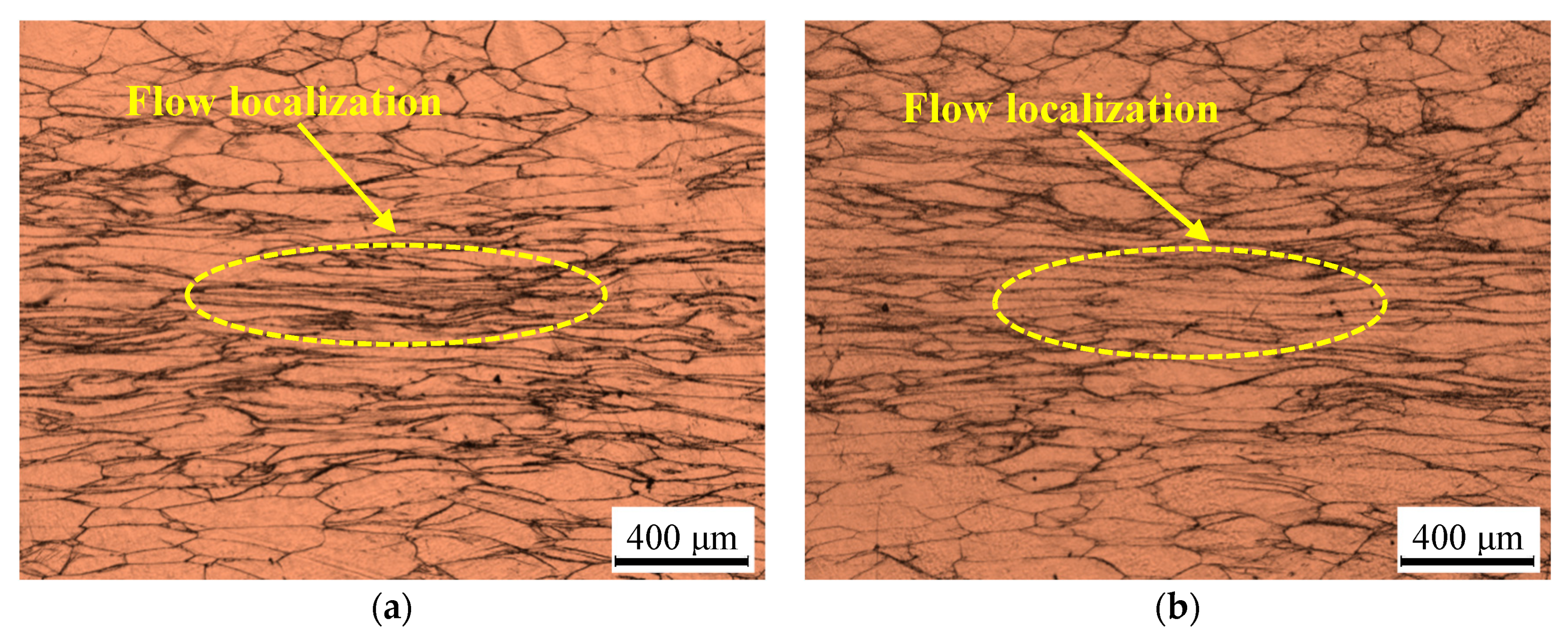
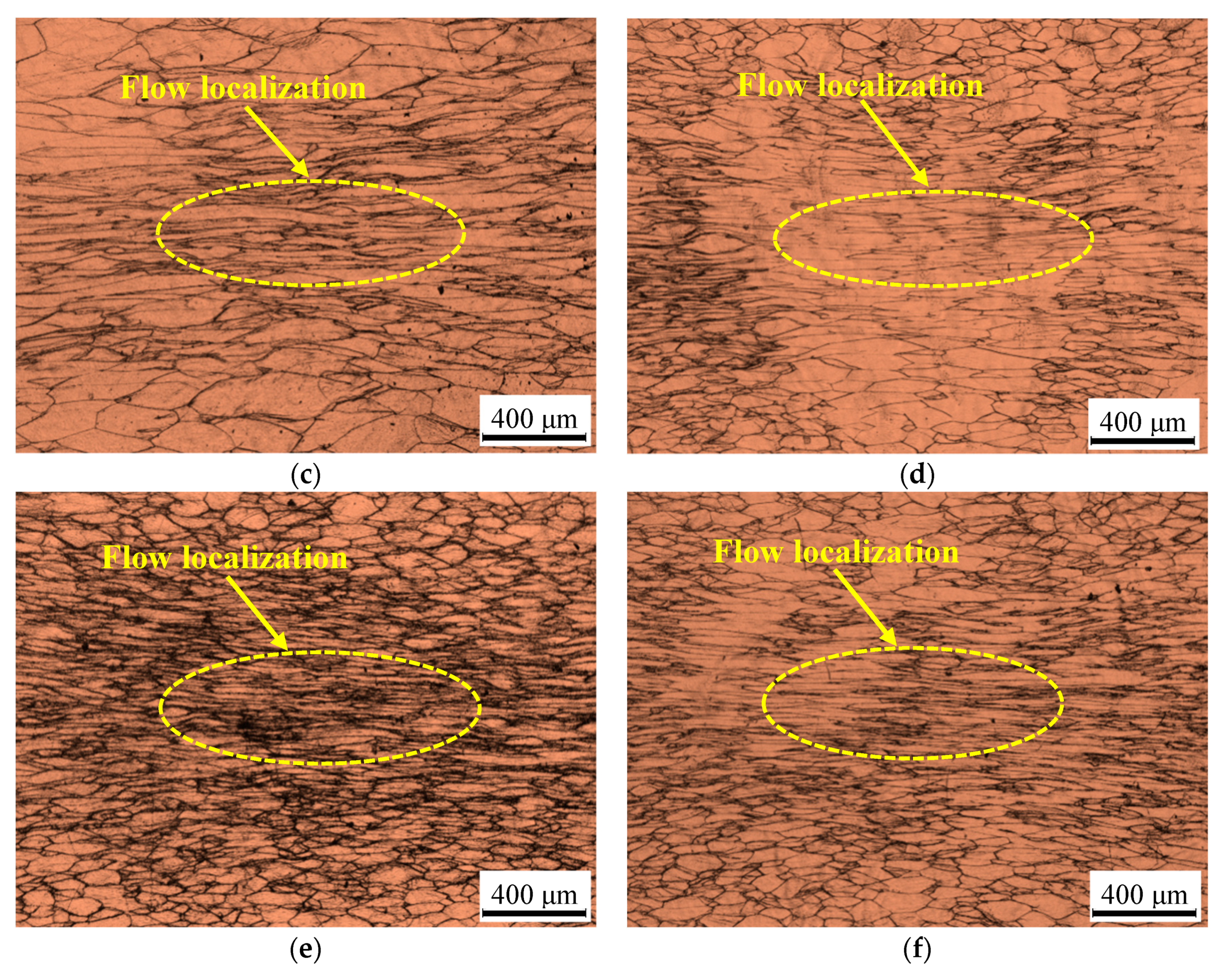
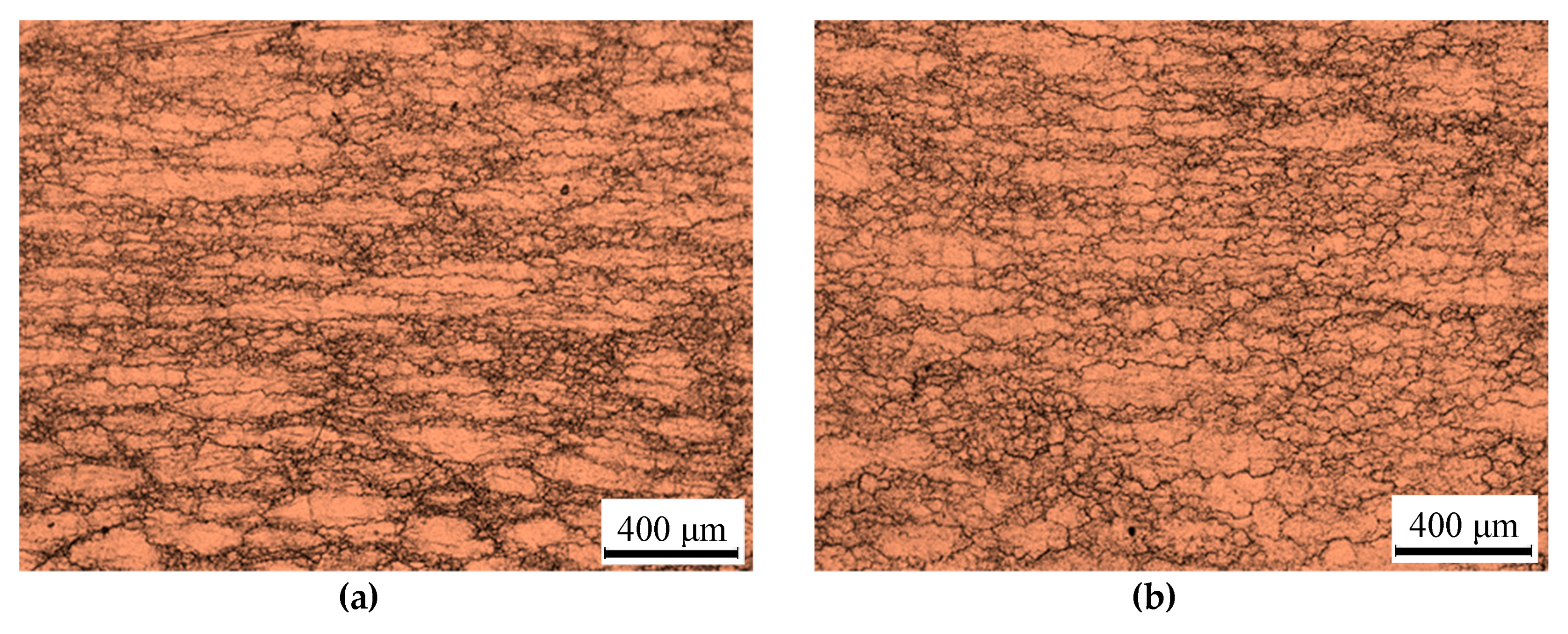
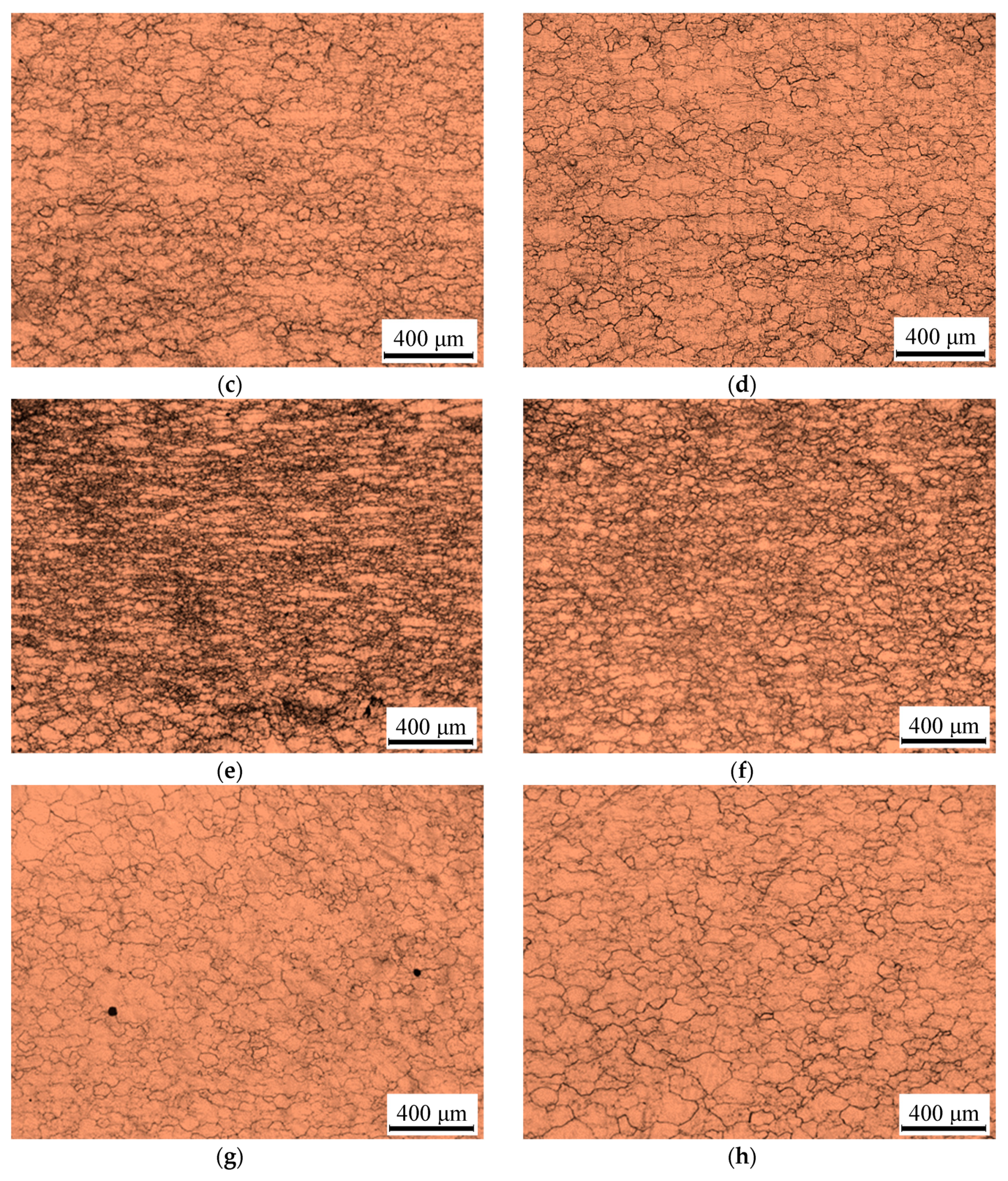
3.4. Deformation Microstructure of TB8 Titanium Alloys
4. Conclusions
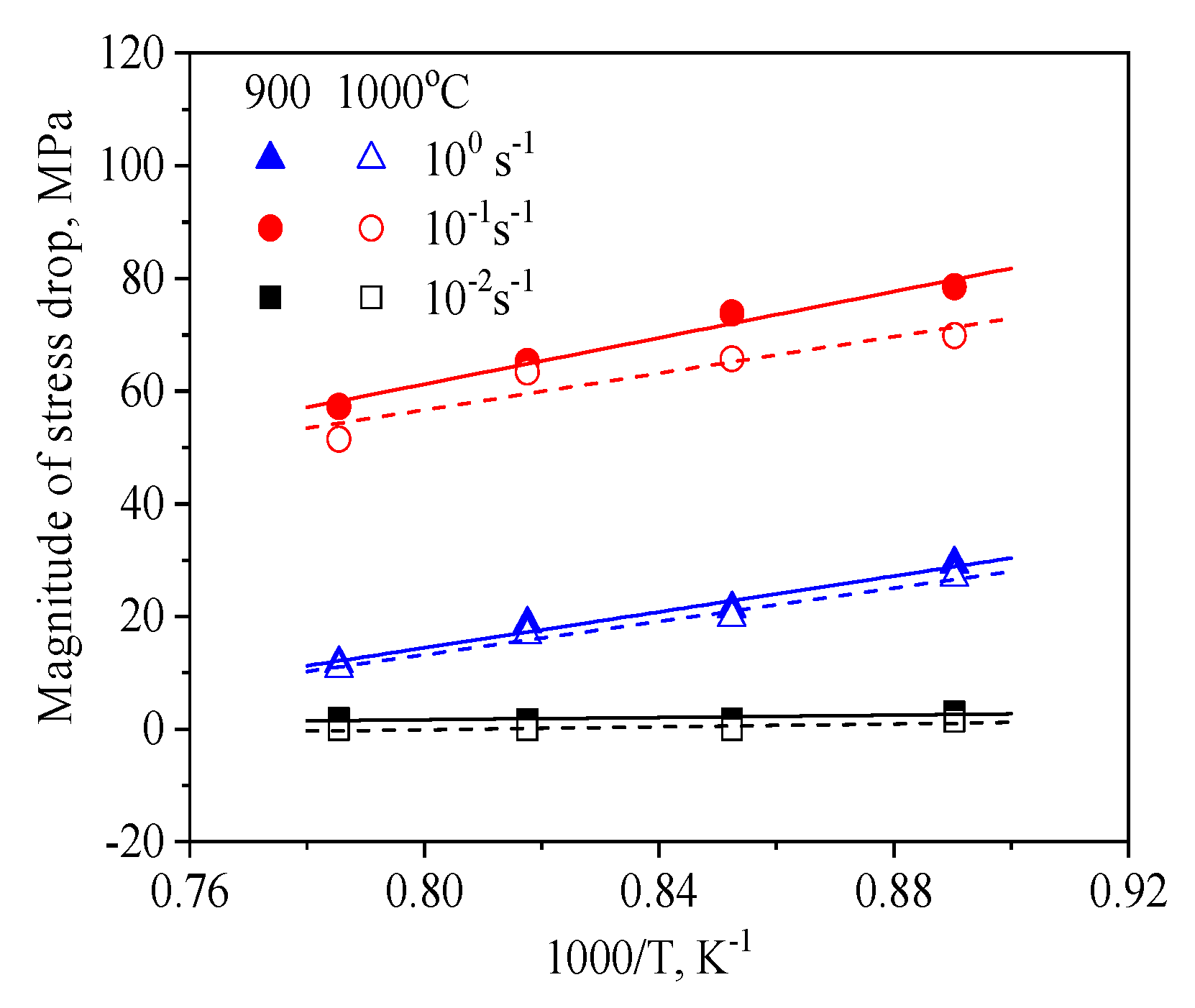
- At the strain rates of 100 and 10−1 s−1, a significant phenomenon of stress drop was visible at the beginning stage of deformation for TB8 titanium alloys with fine-grained and coarse-grained structure. The flow stress firstly raised to a maximum value, and subsequently attained a plateau at 100 s−1, whereas a slight decrease at 10−1 s−1. Only dynamic recovery occurs under these deformation conditions. When the strain rate is 10−3 s−1, the flow curves of TB8 titanium alloys showed a typical characteristic of dynamic recrystallization.
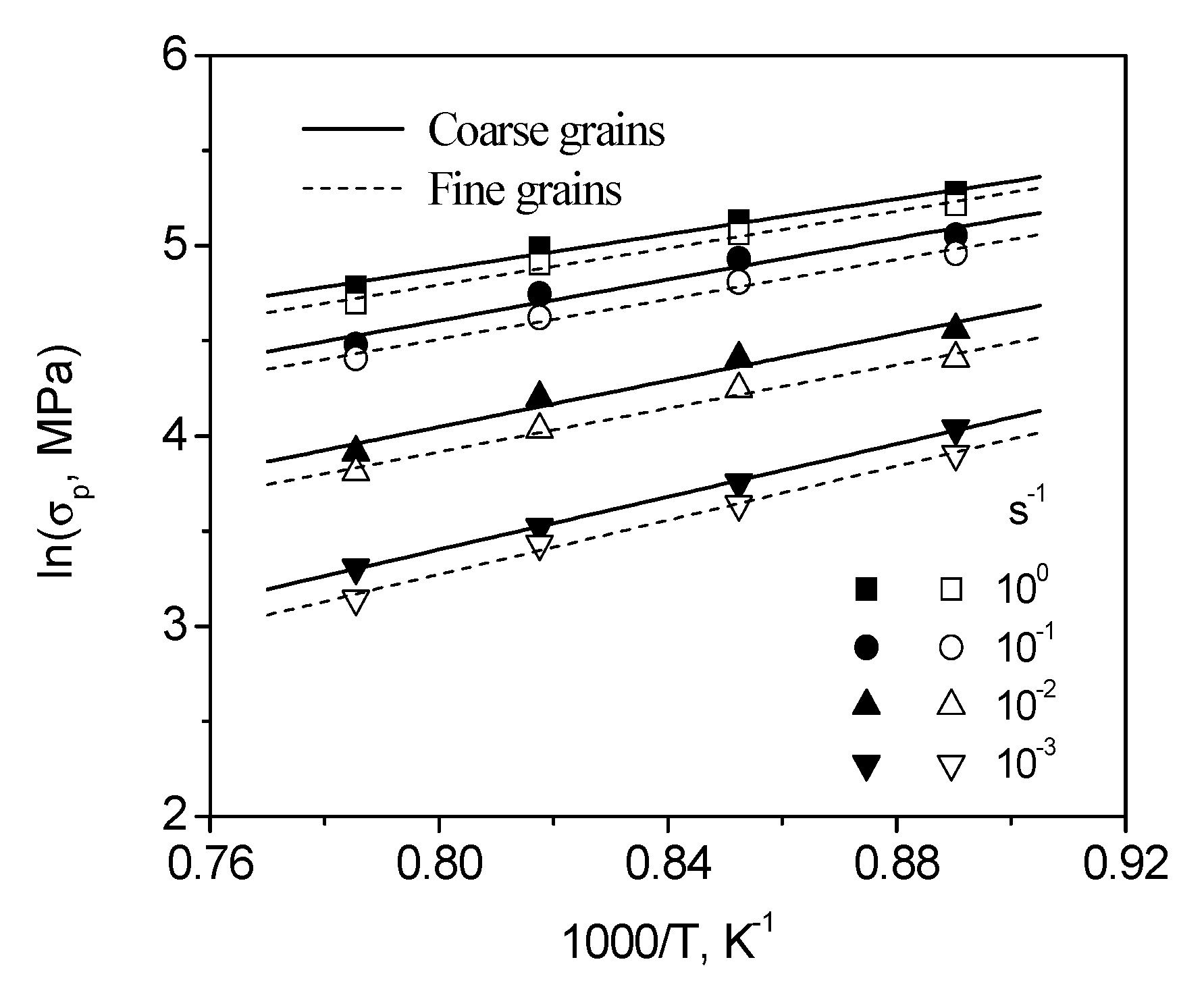
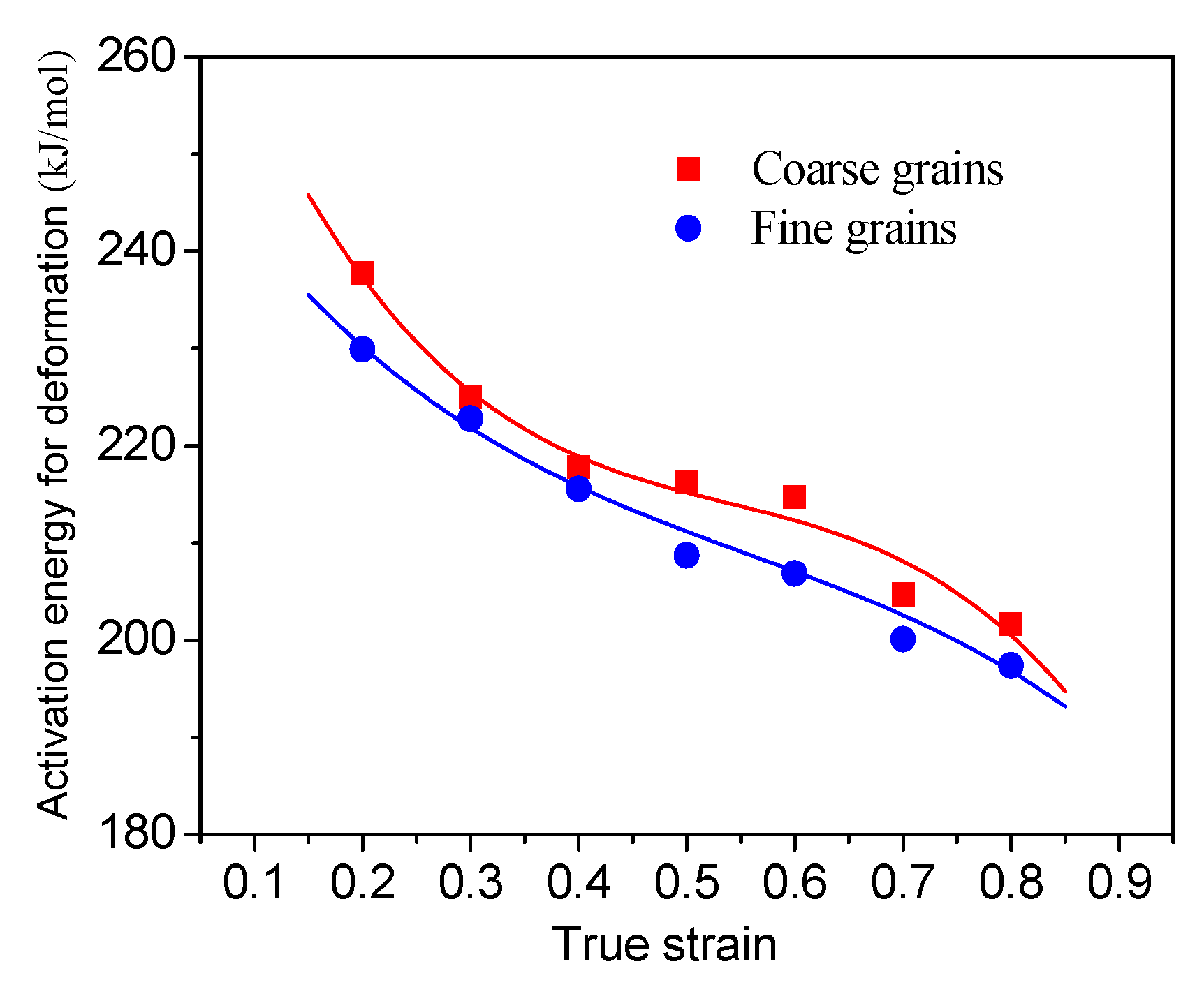
- The values of α, A, n, and Q were computed at various strains, according to the received experimental data for TB8 titanium alloys with two different grain sizes. The value of Q all declined gradually with the rising of strain. At a given strain, the value of Q for the fine-grained alloy is lower than that for the coarse-grained alloy, which indicates that the fine initial grain size is beneficial to the plastic deformation of the alloy during hot processing.
- The relationship between , and can be described by the hyperbolic-sine Arrhenius-type equation as follows:For TB8 titanium alloy with fine grain structure,For TB8 titanium alloy with coarse grain structure,
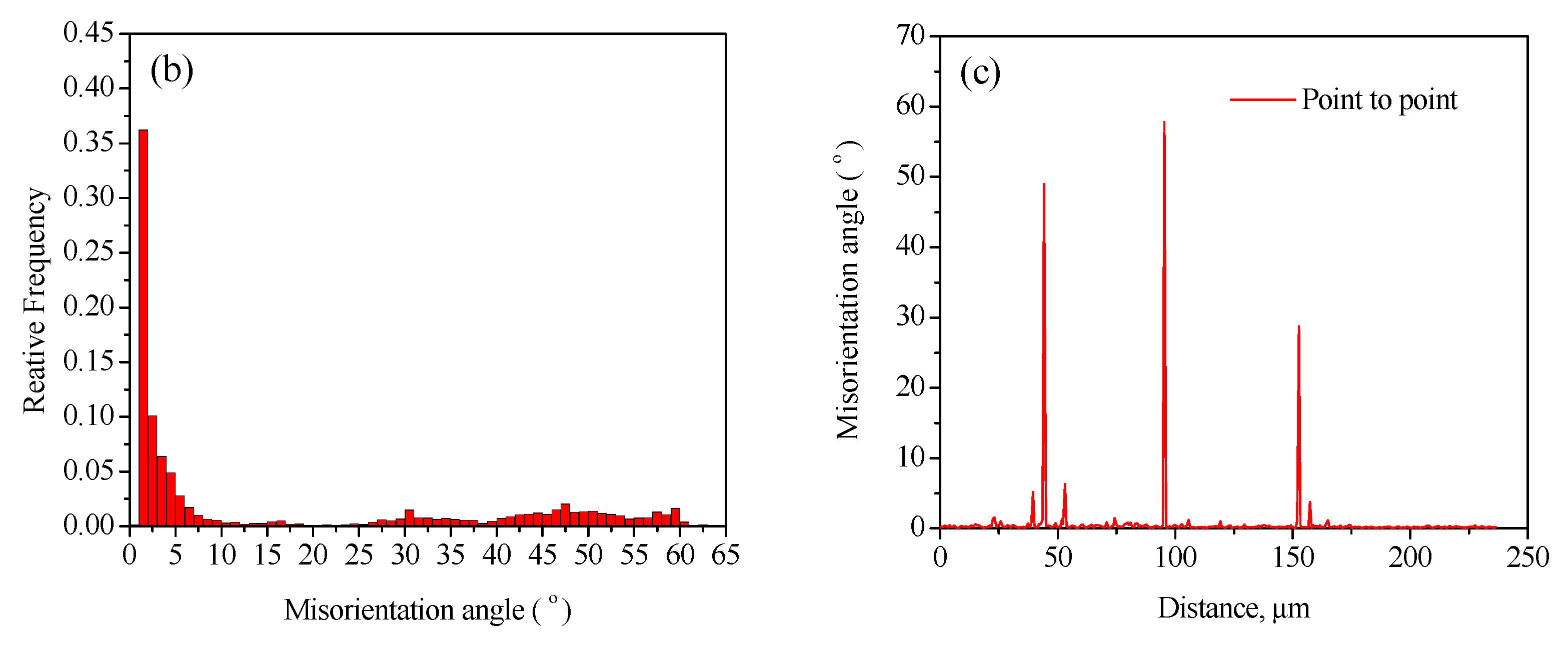
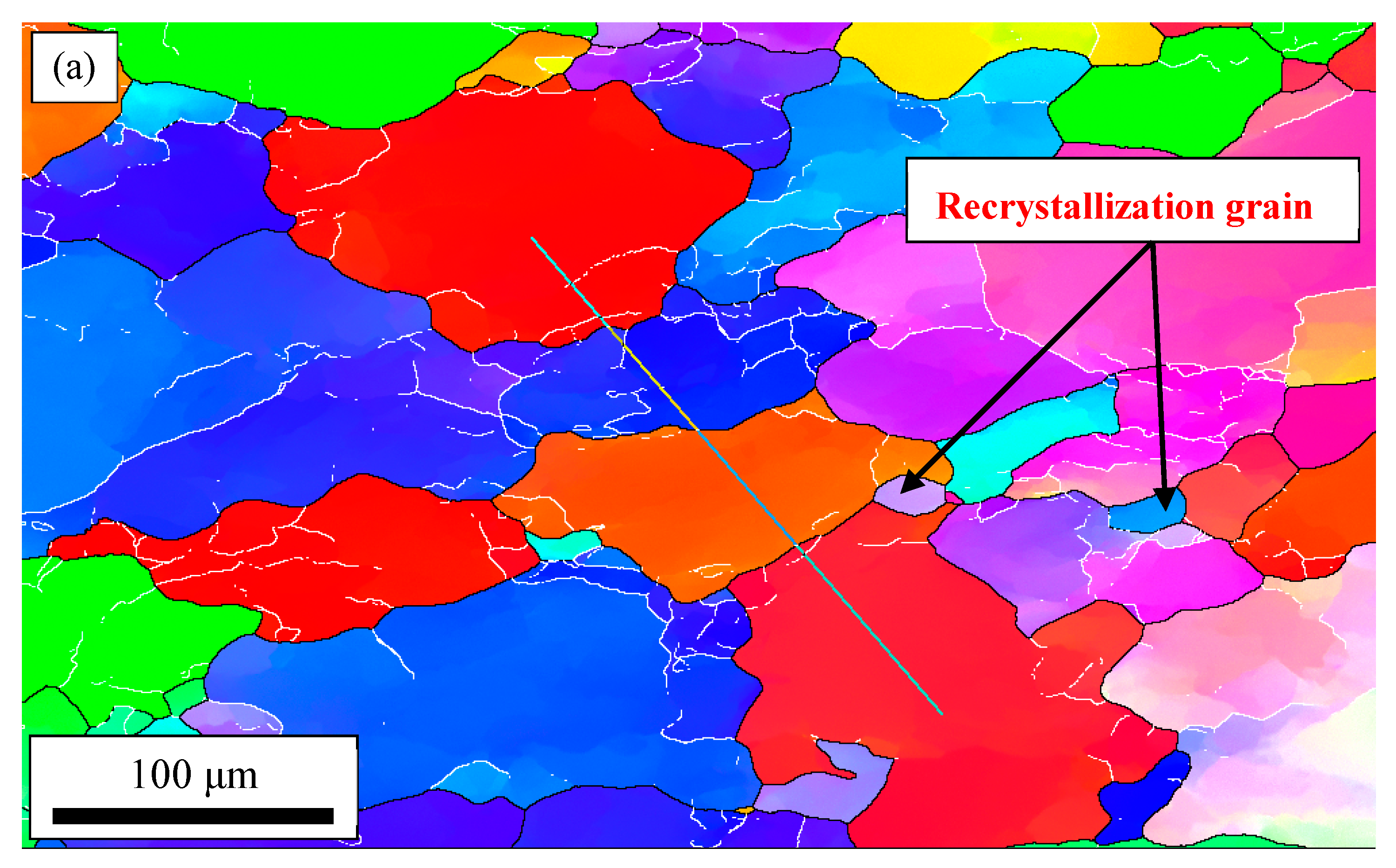
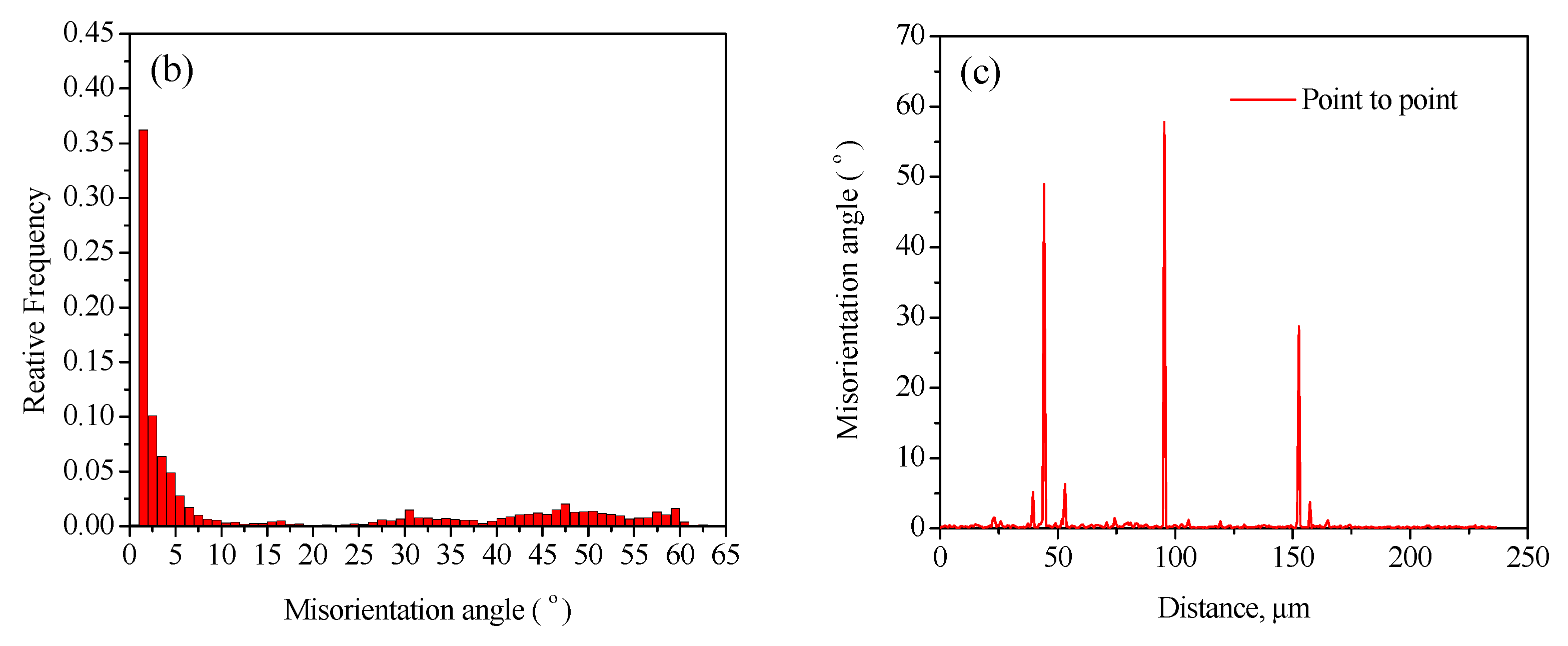
- At the strain of 0.2, the dynamic recrystallization only occurred in the local region of initial grain boundaries during hot deformation for the TB8 titanium alloy with fine-grained structure. The volume fraction of low angle grain boundaries was accounted for 65.7%. The largest orientation gradient was located at the distance of approximate 5–10 µm from the grain boundaries and the misorientation angle was approximately 4–6°.
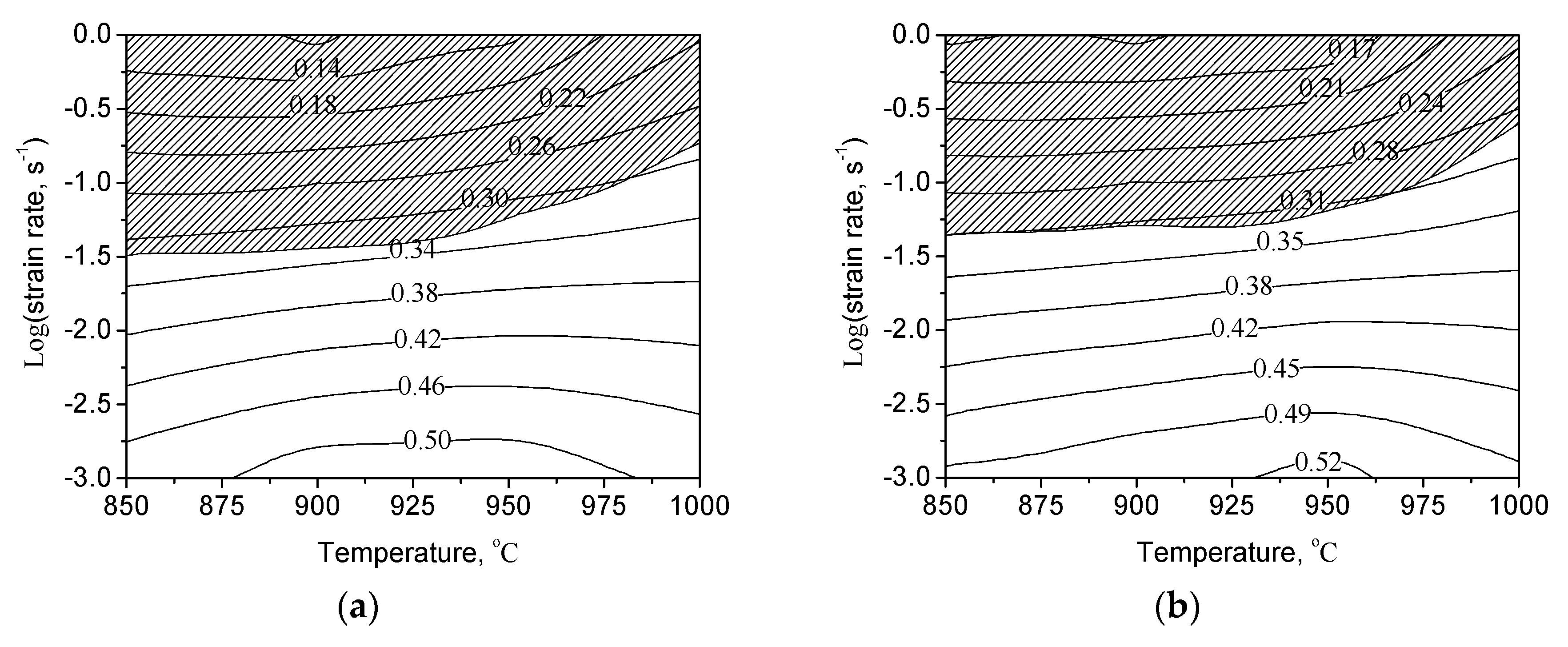
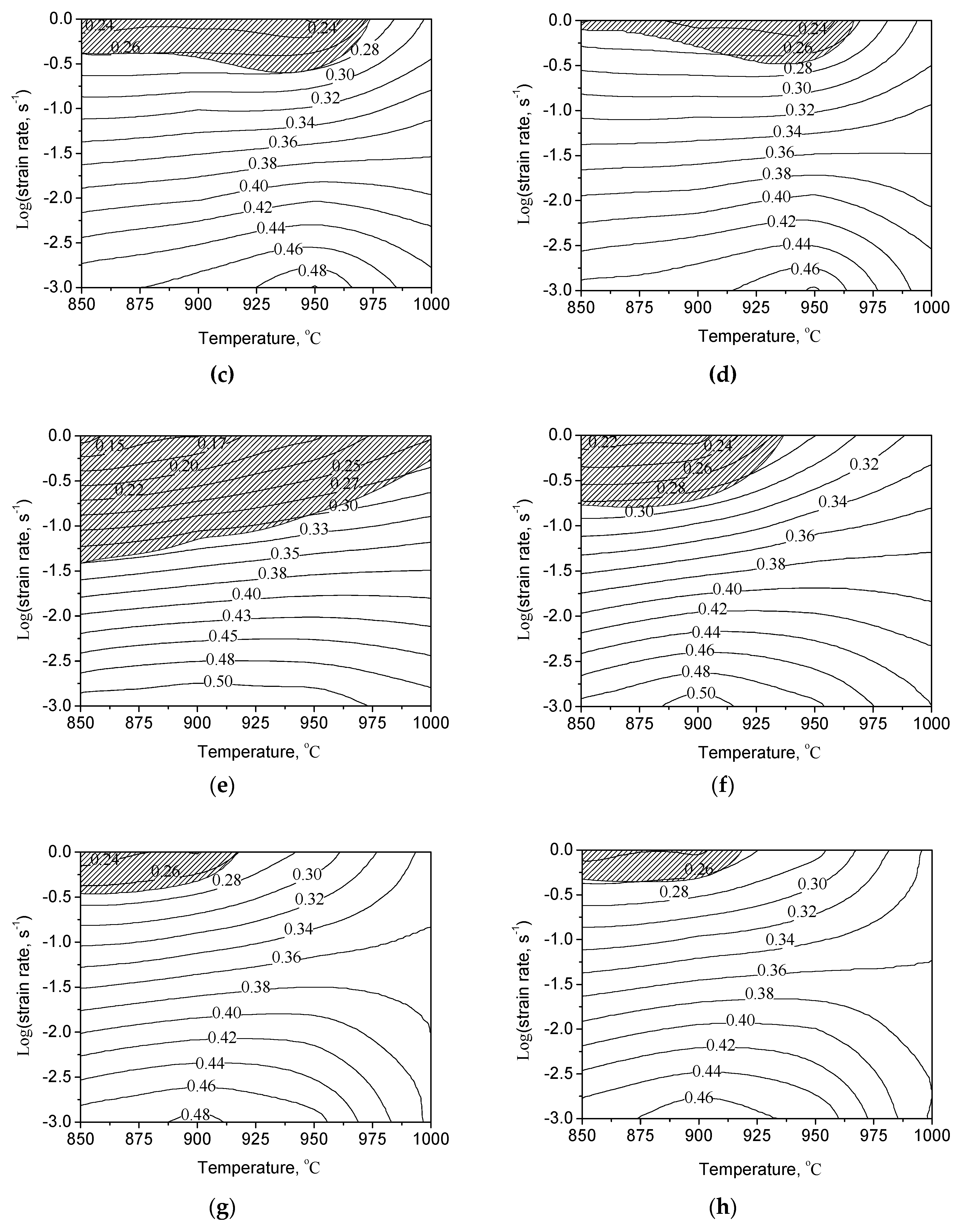
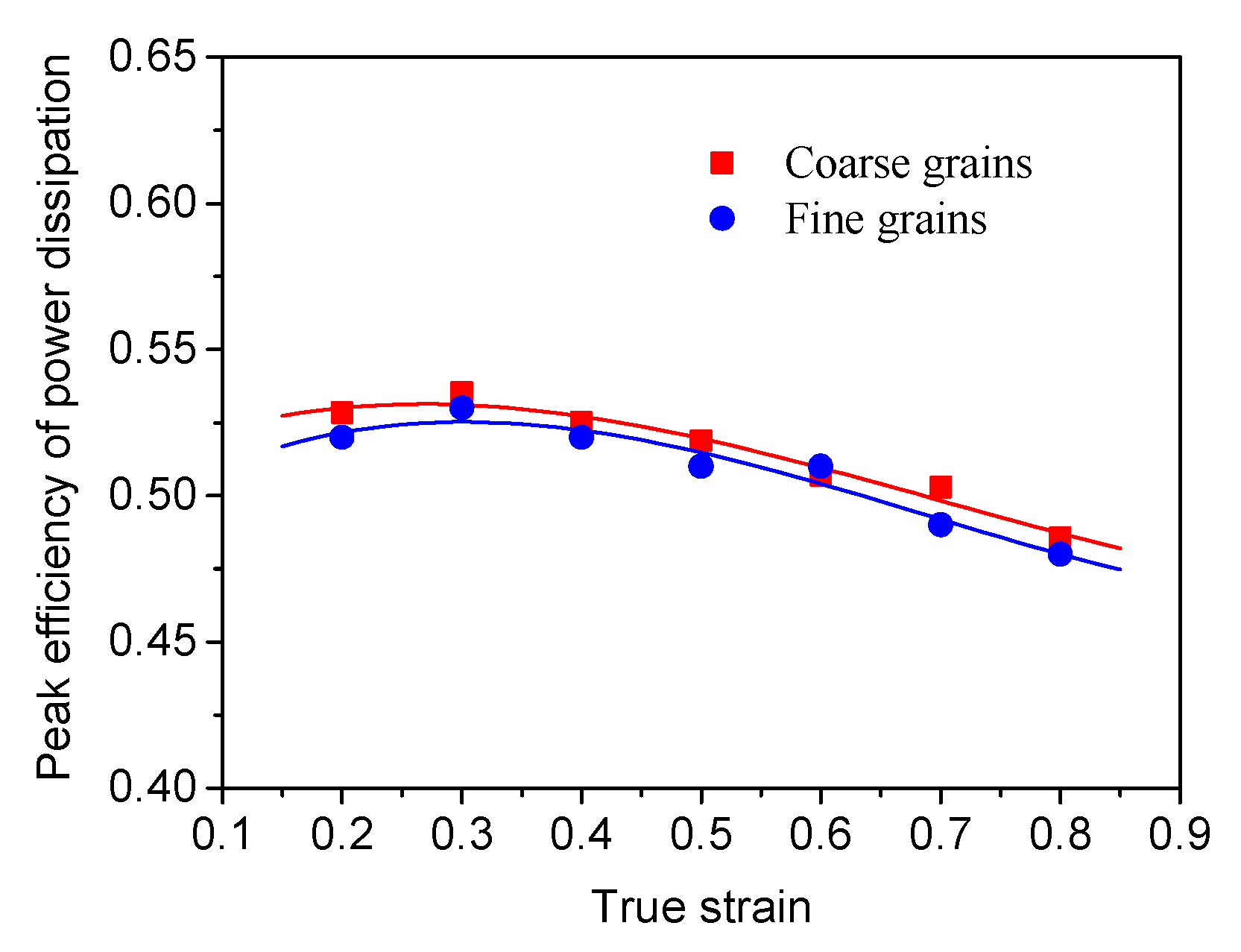
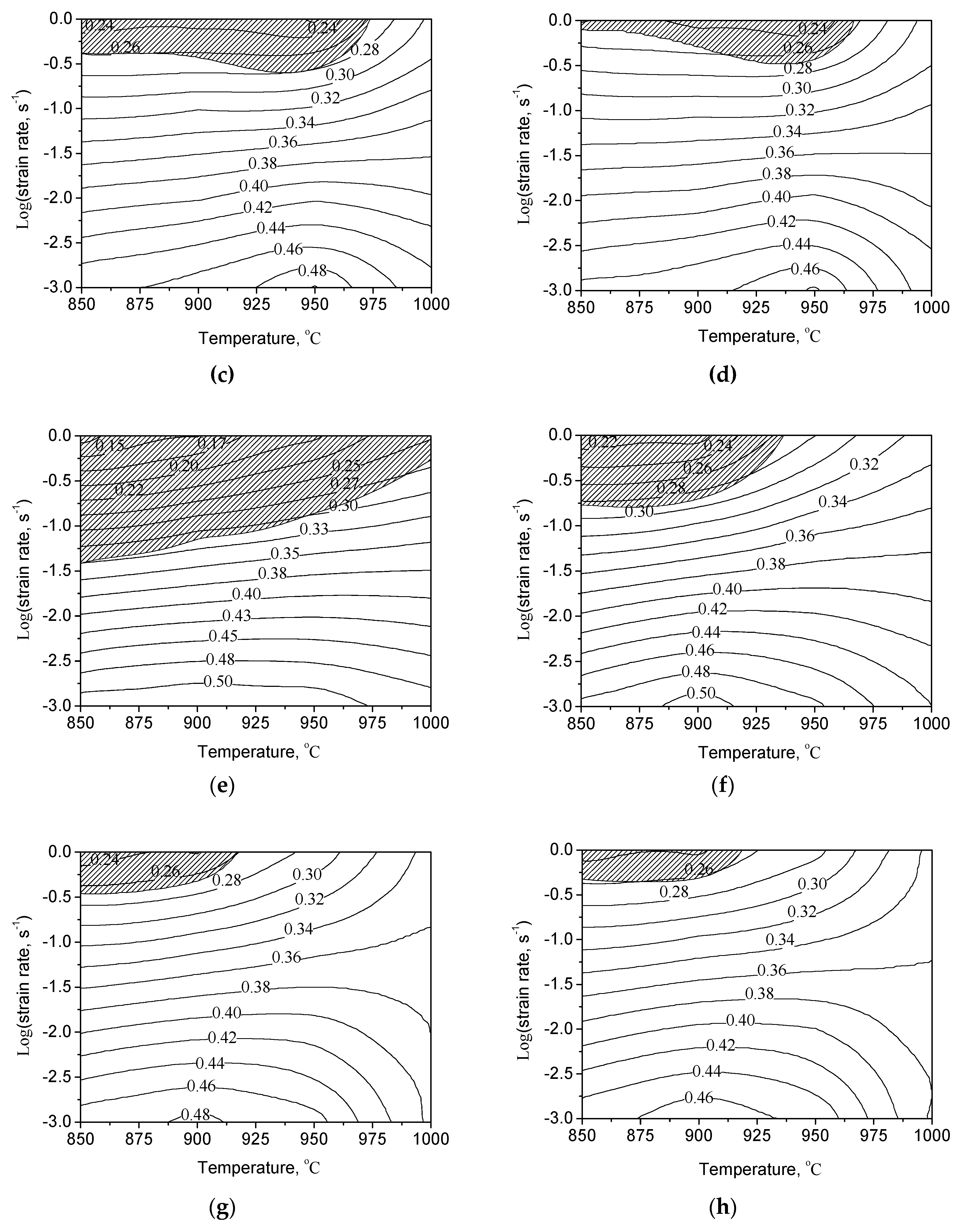
- The processing maps of TB8 titanium alloys with two different grain sizes were established. The optimum processing parameters of the fine- and coarse-grained alloy for hot working were measured to be 900 °C/10−3 s−1 and 950 °C/10−3 s−1, respectively. The hot deformation mechanism in these regions with a peak value of η is mainly the dynamic recrystallization of β phase.
Author Contributions
Funding
Conflicts of Interest
References
- Boyer, R.R.; Briggs, R.D. The use of β titanium alloys in the aerospace industry. J. Mater. Eng. Perform. 2005, 14, 681–685. [Google Scholar] [CrossRef]
- Balasubrahmanyam, V.V.; Prasad, Y.V.R.K. Deformation behaviour of beta titanium alloy Ti-10V-4.5Fe-1.5Al in hot upset forging. Mater. Sci. Eng. A 2002, 336, 150–158. [Google Scholar] [CrossRef]
- Li, Y.H.Z.; Ou, X.Q.; Ni, S.; Song, M. Deformation behaviors of a hot rolled near-β Ti-5Al-5Mo-5V-1Cr-1Fe alloy. Mater. Sci. Eng. A 2019, 742, 390–399. [Google Scholar] [CrossRef]
- Xu, T.W.; Li, J.S.; Zhang, F.S.; Wang, F.Y.; Liu, X.H.; Feng, Y. Microstructure Evolution during Cold-Deformation and Aging Response after Annealing of TB8 Titanium Alloy. Rare Met. Mater. Eng. 2016, 45, 575–580. [Google Scholar] [CrossRef] [Green Version]
- Tang, B.; Tang, B.; Han, F.B.; Yang, G.J.; Li, J.S. Microstructure Evolution during Cold-Deformation and Aging Response after Annealing of TB8 Titanium Alloy. J. Alloy. Compd. 2013, 565, 1–5. [Google Scholar]
- Baufeld, B.; Biest, O.V.D.; Gault, R. Mechanical properties of Ti-6Al-4V specimens produced by shaped metal deposition. Sci. Technol. Adv. Mater. 2009, 10, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Baufeld, B.; Biest, O.V.D.; Gault, R. Additive manufacturing of Ti-6Al-4V components by shaped metal deposition: Microstructure and mechanical properties. Mater. Des. 2010, 31, 106–111. [Google Scholar] [CrossRef]
- Zhu, Y.C.; Zeng, W.D.; Liu, J.L.; Zhao, Y.Q.; Zhou, Y.G.; Yu, H.Q. Effect of processing parameters on the hot deformation behavior of as-cast TC21 titanium alloy. Mater. Des. 2012, 33, 264–272. [Google Scholar] [CrossRef]
- Peng, W.W.; Zeng, W.D.; Wang, Q.J.; Zhao, Q.Y.; Yu, H.Q. Effect of processing parameters on hot deformation behavior and microstructural evolution during hot compression of as-cast Ti60 titanium alloy. Mater. Sci. Eng. A 2014, 593, 16–23. [Google Scholar] [CrossRef]
- Liu, Y.H.; Ning, Y.Q.; Yao, Z.K.; Guo, H.Z. Hot deformation behavior of Ti-6.0A-7.0Nb biomedical alloy by using processing map. J. Alloy. Compd. 2014, 587, 183–189. [Google Scholar] [CrossRef]
- Zhang, Z.X.; Qu, S.J.; Feng, A.H.; Shen, J.; Chen, D.L. Hot deformation behavior of Ti-6Al-4V alloy: Effect of initial microstructure. J. Alloy. Compd. 2017, 718, 170–181. [Google Scholar] [CrossRef]
- Long, S.; Xia, Y.F.; Hu, J.C.; Zhang, J.S.; Zhou, J.; Zhang, P.; Cui, M.L. Hot deformation behavior and microstructure evolution of Ti-6Cr-5Mo-5V-4Al alloy during hot compression. Vacuum 2019, 160, 171–180. [Google Scholar] [CrossRef]
- El Wahabi, M.; Gavard, L.; Montheillet, F.; Cabrera, J.M.; Prado, J.M. Effect of initial grain size on dynamic recrystallization in high purity austenitic stainless steels. Acta Mater. 2005, 53, 4605–4612. [Google Scholar] [CrossRef]
- Rezaei Ashtiani, H.R.; Parsa, M.H.; Bisadi, H. Effects of initial grain size on hot deformation behavior of commercial pure aluminum. Mater. Des. 2012, 42, 478–485. [Google Scholar] [CrossRef]
- Oudin, A.; Barnett, M.R.; Hodgson, P.D. Grain size effect on the warm deformation behaviour of a Ti-IF steel. Mater. Sci. Eng. A 2004, 367, 282–294. [Google Scholar] [CrossRef]
- Barnett, M.R.; Beer, A.G.; Atwell, D.; Oudin, A. Influence of grain size on hot working stresses and microstructures in Mg-3Al-1Zn. Scr. Mater. 2004, 51, 19–24. [Google Scholar] [CrossRef]
- Barnett, M.R.; Keshavarz, Z.; Beer, A.G.; Atwell, D. Influence of grain size on the compressive deformation of wrought Mg-3Al-1Zn. Acta Mater. 2004, 52, 5093–5103. [Google Scholar] [CrossRef]
- Yang, Y.B.; Zhang, Z.M.; Li, X.B.; Wang, Q.; Zhang, Y.H. The effects of grain size on the hot deformation and processing map for 7075 aluminum alloy. Mater. Des. 2013, 51, 592–597. [Google Scholar] [CrossRef]
- Tan, Y.B.; Yang, L.H.; Duan, J.L.; Liu, W.C.; Zhang, J.W.; Liu, R.P. Effect of initial grain size on the hot deformation behavior of 47Zr-45Ti-5Al-3V alloy. J. Nucl. Mater. 2014, 454, 413–420. [Google Scholar] [CrossRef]
- Duan, Y.P.; Ping, L.I.; Xue, K.M.; Zhang, Q.; Wang, X.X. Flow behavior and microstructure evolution of TB8 alloy during hot deformation process. Trans. Nonferrous Met. Soc. China 2007, 17, 1199–1204. [Google Scholar] [CrossRef]
- Tang, B.; Tang, B.; Han, F.B.; Li, J.S.; Yang, G.J. Hot Deformation Behavior of TB8 Alloy near the β-Transus. Rare Met. Mat. Eng. 2013, 42, 1761–1766. [Google Scholar]
- Philippart, I.; Rack, H.J. High temperature dynamic yielding in metastable Ti-6.8Mo- 4.5Fe-1.5Al alloy. Mater. Sci. Eng. A 1998, 243, 196–200. [Google Scholar] [CrossRef]
- Semiatin, S.L.; Seetharaman, V.; Weiss, I. Flow behavior and globularization kinetics during hot working of Ti-6Al-4V with a colony alpha microstructure. Mater. Sci. Eng. A 1999, 263, 257–271. [Google Scholar] [CrossRef]
- Ma, X.; Zeng, W.D.; Xu, B.; Sun, Y.; Xue, C.; Han, Y.F. Characterization of the hot deformation behavior of a Ti-22Al-25Nb alloy using processing maps based on the Murty criterion. Intermetallics 2012, 20, 1–7. [Google Scholar] [CrossRef]
- Park, C.H.; Kim, J.H.; Hyun, Y.T.; Yeom, J.T.; Reddy, N.S. The origins of flow softening during high-temperature deformation of a Ti-6Al-4V alloy with a lamellar microstructure. J. Alloy. Compd. 2014, 582, 126–129. [Google Scholar] [CrossRef]
- Peng, W.W.; Zeng, W.D.; Wang, Q.J.; Yu, H.Q. Characterization of high-temperature deformation behavior of as-cast Ti60 titanium alloy using processing map. Mater. Sci. Eng. A 2013, 571, 116–122. [Google Scholar] [CrossRef]
- Yuan, H.; Liu, W.C. Effect of the δ phase on the hot deformation behavior of Inconel 718. Mater. Sci. Eng. A 2005, 408, 281–289. [Google Scholar] [CrossRef]
- Coryell, S.P.; Findley, K.O.; Mataya, M.C. Evolution of Microstructure and Texture During Hot Compression of a Ni-Fe-Cr Superalloy. Metall. Mater Trans. A 2012, 43, 633–649. [Google Scholar] [CrossRef]
- Narayana Murty, S.V.S.; Nageswara Rao, B. On the flow localization concepts in the processing maps of titanium alloy Ti–24Al–20Nb. J. Mater. Process. Technol. 2000, 104, 103–109. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Seshacharyulu, T.; Medeiros, S.C.; Frazier, W.G. Influence of oxygen content on the forging response of equiaxed (α + β) preform of Ti-6Al-4V: Commercial vs. ELI grade. J. Mater. Process. Technol. 2001, 108, 320–327. [Google Scholar] [CrossRef]
- Atwell, D.L.; Barnett, M.R.; Hutchinson, W.B. The effect of initial grain size and temperature on the tensile properties of magnesium alloy AZ31 sheet. Mater. Sci. Eng. A 2012, 549, 1–6. [Google Scholar] [CrossRef]
- Verlinden, B.; Driver, J.; Samajdar, I.; Doherty, D. Thermo-Mechanical Processing of Metallic Materials; Elsevier: Amsterdam, The Netherlands, 2007. [Google Scholar]
- Sellars, C.M.; Tegart, W.J.M. Relationship between strength and structure in deformation at elevated temperatures. Mem. Sci. Rev. Metall. 1966, 63, 731–746. [Google Scholar]
- Cai, J.; Li, F.G.; Liu, T.Y.; Chen, B.; He, M. Constitutive equations for elevated temperature flow stress of Ti-6Al-4V alloy considering the effect of strain. Mater. Des. 2011, 32, 1144–1151. [Google Scholar] [CrossRef]
- Radovi, N.; Drobnjak, D. Effect of Interpass Time and Cooling Rate on Apparent Activation Energy for Hot Working and Critical Recrystallization Temperature of Nb-microalloyed Steel. ISIJ Int. 1999, 39, 575–582. [Google Scholar] [CrossRef]
- Lee, W.S.; Lin, M.T. The effects of strain rate and temperature on the compressive deformation behaviour of Ti-6Al-4V alloy. J. Mater. Process Technol. 1997, 71, 235–246. [Google Scholar] [CrossRef]
- Weissa, I.; Semiatin, S.L. Thermomechanical processing of beta titanium alloys-an overview. Mater. Sci. Eng. A 1998, 243, 46–65. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Gegel, H.L.; Doraivelu, S.M.; Malas, J.C.; Morgan, J.T.; Lark, K.A.; Barker, D.R. Modeling of dynamic material behavior in hot deformation: Forging of Ti-6242. Metall. Trans. A 1984, 15, 1883–1892. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K. Author’s reply: Dynamic materials model: Basis and principles. Metall. Mater. Trans. A 1996, 27, 235–236. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Seshacharyulu, T. Modelling of hot deformation for microstructural control. Int. Mater. Rev. 1998, 43, 243–258. [Google Scholar] [CrossRef]
- Seshacharyulu, T.; Medeiros, S.C.; Frazier, W.G.; Prasad, Y.V.R.K. Hot working of commercial Ti-6Al-4V with an equiaxed α-β microstructure: Materials modeling considerations. Mater. Sci. Eng. A 2000, 284, 184–194. [Google Scholar] [CrossRef]
- Peng, X.N.; Guo, H.Z.; Shi, Z.F.; Qin, C.; Zhao, Z.L.; Yao, Z.K. Study on the hot deformation behavior of TC4-DT alloy with equiaxed α+β starting structure based on processing map. Mater. Sci. Eng. A 2014, 605, 80–88. [Google Scholar] [CrossRef]
- Sivakesavam, O.; Rao, I.S.; Prasad, Y.V.R.K. Processing map for hot working of as cast magnesium. Mater. Sci. Technol. 1993, 9, 805–810. [Google Scholar]
- Srinivasan, N.; Prasad, Y.V.R.K. Characterisation of dynamic recrystallisation in nickel using processing map for hot deformation. Mater. Sci. Technol. 1992, 8, 206–212. [Google Scholar] [CrossRef]
- Ravichandran, N.; Prasad, Y.V.R.K. Dynamic recrystallization during hot deformation of aluminum: A study using processing maps. Metall. Trans. 1991, 22, 2339–2348. [Google Scholar] [CrossRef]
- Tan, Y.B.; Ma, Y.H.; Zhao, F. Hot deformation behavior and constitutive modeling of fine grained Inconel 718 superalloy. J. Alloy. Compd. 2018, 741, 85–96. [Google Scholar] [CrossRef]
- Wan, Z.P.; Hu, L.X.; Sun, Y.; Wang, T.; Li, Z. Hot deformation behavior and processing workability of a Ni-based alloy. J. Alloy. Compd. 2018, 769, 367–375. [Google Scholar] [CrossRef]
- Li, H.Z.; Wang, H.J.; Li, Z.; Liu, C.M.; Liu, H.T. Flow behavior and processing map of as-cast Mg-10Gd-4.8 Y-2Zn-0.6 Zr alloy. Mater. Sci. Eng. A 2010, 528, 154–160. [Google Scholar] [CrossRef]
- Lu, S.Q.; Li, X.; Wang, K.L.; Dong, X.J.; Fu, M.W. High temperature deformation behavior and optimization of hot compression process parameters in TC11 titanium alloy with coarse lamellar original microstructure. Trans. Nonferrous Met. Soc. China 2013, 23, 353–360. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mo | Al | Nb | Si | Fe | C | N | O | H | Ti |
|---|---|---|---|---|---|---|---|---|---|
| 14.5 | 2.9 | 2.85 | 0.19 | 0.07 | 0.02 | 0.02 | 0.09 | 0.002 | Bal |
| Fine- Grained | σp | Strain | ||||||
|---|---|---|---|---|---|---|---|---|
| 0.2 | 0.3 | 0.4 | 0.5 | 0.6 | 0.7 | 0.8 | ||
| Q, kJ/mol | 234.72 | 229.92 | 222.78 | 215.53 | 208.73 | 206.86 | 200.10 | 197.35 |
| n | 3.20 | 3.21 | 3.15 | 3.12 | 3.12 | 3.14 | 3.72 | 3.84 |
| A, s−1 | 1.3 × 108 | 1.1 × 108 | 6.1 × 107 | 3.4 × 107 | 1.9 × 107 | 2.6 × 107 | 5.9 × 107 | 4.4 × 107 |
| α | 0.015 | 0.015 | 0.015 | 0.015 | 0.015 | 0.015 | 0.01 | 0.01 |
| Coarse- Grained | σp | Strain | ||||||
|---|---|---|---|---|---|---|---|---|
| 0.2 | 0.3 | 0.4 | 0.5 | 0.6 | 0.7 | 0.8 | ||
| Q, kJ/mol | 245.56 | 237.78 | 224.96 | 217.78 | 216.19 | 214.72 | 204.72 | 201.64 |
| n | 3.16 | 3.24 | 3.17 | 3.13 | 3.11 | 3.12 | 3.72 | 3.82 |
| A, s−1 | 2.2 × 108 | 1.3 × 108 | 4.2 × 107 | 2.4 × 107 | 2.4 × 107 | 2.4 × 107 | 6.2 × 107 | 4.5 × 107 |
| α | 0.015 | 0.015 | 0.015 | 0.015 | 0.015 | 0.015 | 0.01 | 0.01 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Q.; Ma, M.; Tan, Y.; Xiang, S.; Zhao, F.; Liang, Y. Initial β Grain Size Effect on High-Temperature Flow Behavior of Tb8 Titanium Alloys in Single β Phase Field. Metals 2019, 9, 891. https://doi.org/10.3390/met9080891
Yang Q, Ma M, Tan Y, Xiang S, Zhao F, Liang Y. Initial β Grain Size Effect on High-Temperature Flow Behavior of Tb8 Titanium Alloys in Single β Phase Field. Metals. 2019; 9(8):891. https://doi.org/10.3390/met9080891
Chicago/Turabian StyleYang, Qiuyue, Min Ma, Yuanbiao Tan, Song Xiang, Fei Zhao, and Yilong Liang. 2019. "Initial β Grain Size Effect on High-Temperature Flow Behavior of Tb8 Titanium Alloys in Single β Phase Field" Metals 9, no. 8: 891. https://doi.org/10.3390/met9080891
APA StyleYang, Q., Ma, M., Tan, Y., Xiang, S., Zhao, F., & Liang, Y. (2019). Initial β Grain Size Effect on High-Temperature Flow Behavior of Tb8 Titanium Alloys in Single β Phase Field. Metals, 9(8), 891. https://doi.org/10.3390/met9080891