Superplastic Tensile Deformation Behavior and Microstructural Evolution of Al–Zn–Mg–Cu Alloy

1
School of Materials Science and Engineering, Northeastern University, Shenyang 110819, China
2
Beijing Aeronautical Manufacturing Technology Research Institute, Beijing 100024, China
*
Author to whom correspondence should be addressed.
Metals 2019, 9(9), 941; https://doi.org/10.3390/met9090941
Submission received: 30 July 2019
/
Revised: 21 August 2019
/
Accepted: 23 August 2019
/
Published: 28 August 2019
Abstract
:The microstructural evolution of the Al–Zn–Mg–Cu alloy during the superplastic deformation process has been studied by high temperature tensile experiment. The superplastic deformation behaviors are investigated under different temperatures of 470 °C, 485 °C, 500 °C, 515 °C and 530 °C, and different strain rates of 3 × 10−4 s−1, 1 × 10−3 s−1, 3 × 10−2 s−1 and 1 × 10−2 s−1. The microstructure observation shows that uniform and equiaxed grains can be obtained by dynamic recrystallization in the initial stage of superplastic deformation. Once the recrystallization process has been finished, the variations of the fraction of high angle boundary, the grain aspect ratio and the Schmid factor are negligible during the superplastic deformation, which shows that the grain boundary sliding and grain rotation are the main deformation mechanisms. The maximum texture intensity decreases compared with the initial microstructure, indicating that grain boundary sliding and grain rotation can weaken the texture, however, the texture intensity increases in the final stage of superplastic deformation, which may be resulted from the stress concentration.

1. Introduction
Al–Zn–Mg–Cu alloy, as a traditional high strength engineering material, is widely applied in the airplane and aerospace industry on account of its favorable specific strength, excellent abrasion resistance and stress corrosion resistance [1]. Precipitation hardening is the main strengthening mechanism for this alloy [2,3]. The relatively high contents of alloy composition (Mg, Zn and Cu) in this alloy results in high yield strength and tensile strength, but deteriorates its cold deformation workability in the meantime. It is a problem in the application of this alloy to form components with complex geometry because of a poor cold forming ability of the material. Fortunately, superplastic forming can be used to effectively solve the above problem. Superplastic deformation has a significant industrial application value due to the large elongation and excellent deformation ability under suitable conditions [4]. In addition, both the thermal deformation mechanism and the flow behavior of this alloy during superplastic forming are rather complex. The microstructural evolution and deformation mechanism are different at the various experimental conditions and initial structures, for example grain boundary sliding (GBS) [5], the dynamic recovery (DRV) [6], dynamic recrystallization (DRX) [7], GBS controlled by dislocation movement [8], etc. Hence, a systematic study of microstructural evolution and mechanical behavior of this alloy is of great significance.
Numerous researchers have investigated the microstructural evolution and mechanical behavior during superplastic deformation of Al–Zn–Mg–Cu alloys. For instances, Mukhopadhyay [9] utilized the two-step strain rate method to increase the elongation of the Al–Zn–Mg–Cu alloy from 650% to 916% at a temperature of 425 °C and in the strain rate ranging from 1.9 × 10−2 s−1 to 3 × 10−5 s−1 of the Al–Zn–Mg–Cu-Zr alloy. Kumar [10] examined the influence of Sc on the superplastic property of the AA 7010 alloy and obtained the unrecrystallized grain structure, then superplastic deformation was applied on the material at a temperature and strain rate combination of 1.9 × 10−2 s−1 and 475 °C to achieve the recrystallized grain structure and the elongation of 650% was attained. Li [11,12] studied the superplasticity of the 5A70 aluminum alloy with a grain size of 8.48 μm at different temperatures and also investigated the cavity nucleation mechanism in this alloy. The superplasticity of the Al–Zn–Mg–Sc–Zr alloy subjecting to a traditional thermal–mechanical processing was studied at 500 °C and 5 × 10−3 s−1, and it was found that the low angle grain boundaries (LAGBs) gradually transferred into the high angle grain boundaries (HAGBs) and the texture intensity was weakened during the Superplastic deformation process [13]. Sun [14] simulated the continuous DRX of Al–Zn–Mg–Cu alloys during superplastic deformation with the internal-state-variable method and developed a new DRX model of the Al–Zn–Mg–Cu alloy. Mosleh [15] investigated the effect of strain rate and temperature on the superplastic deformation behavior of Ti-4%V-6%Al, Ti-3%Mo-1%V-4%Al and Ti-1.8%Mn-2.5%, the results showed that temperature was a less significant factor than the strain rate. Qin [16] investigated the grain refinement method in a high entropy alloy. Mikhaylovskaya [17] studied the effect of isothermal multi-directional forging on the superplasticity of the Al–Mg-based alloy. Masuda et al. [18] have characterized GBS and grain rotation mechanism with a three-dimensional method in the Al–Zn–Mg–Cu alloy 3D-electron back scattering diffraction (EBSD) tomography during the superplastic deformation.
As mentioned above, a number of reports on the superplastic deformation behaviors and microstructural evolution of Al–Zn–Mg–Cu alloy have been published, However, there still lacks systematic investigation on the effect of strain on microstructure evolution of this kind of material. The aim of this work is to study the evolution of microstructure under various strains and study the mechanical properties of the Al–Zn–Mg–Cu alloy at different deformation conditions. Moreover, the superplastic deformation mechanism is also evaluated based on mechanical behavior and microstructure characterization. This work could provide the guidelines for superplastic deformation applications for the Al–Zn–Mg–Cu alloy.
2. Materials and Methods
Table 1 shows the alloying component of the investigated Al–Zn–Mg–Cu alloy (corresponding to GB/T 3190-2008 (China)). A uniaxial superplastic tensile experiment was carried out on a LETRY-200kN electronic universal mechanical tensile machine (Xi′an Lichuang material testing technology co. Ltd., Xi’an, China). The thickness of the tensile sample was 2 mm, the gauge width was 6 mm and the gauge length was 10 mm. The experimental material was achieved by the following steps. Firstly, the initial plate with a thickness of 25 mm was solution treated at 470 °C for 4 h, then water quenched. Secondly, aging treatment was applied on the plate at 350 °C for 40 h. Thirdly, a 2 mm thickness plate rolled by a multi-pass was annealed at 300 °C for 2 h. Finally, the studied alloy with the average grain size of 10 μm was achieved through annealing in the conditions of 480 °C and 30 min in a salt bath furnace. The final thickness of Al–Zn–Mg–Cu was 2 mm. The specimens were sectioned parallel to the rolling direction. The specimens were deformed at different temperatures of 470 °C, 485 °C, 500 °C, 515 °C and 530 °C, and various strain rates of 3 × 10−4 s−1, 1 × 10−3 s−1, 3 × 10−2 s−1 and 1 × 10−2 s−1. Temperature measuring instruments were placed in several places in the furnace to keep the temperature constant. The samples were quenched immediately with water after fracture in order to maintain the superplastic deformation microstructure. Samples were taken from the deformation zone in the middle of the specimen and then were mechanically polished by a 0.5 μm diamond paste for EBSD study and the metallographic etchant is Keller’s reagent (190 mL water, 2 mL hydrofluoric acid, 3 mL hydrochloric acid and 5 mL nitric acid) for metallographic observation. The microstructure observations were carried out on a Zeiss ULTRA 55-type field emission scanning electron microscopy (Carl Zeiss, Oberkoichen, Germany) operated at 20 kV. HKL channel 5 software (Oxford Instruments, London, UK) was brought in to process the data of EBSD.
3. Results and Discussion
3.1. Tensile Deformation Behavior
The mechanical behavior of the studied alloy at various experiment conditions is presented as shown in Figure 1. Temperature and strain rate can affect significantly the flow stress in Figure 1a,b. The flow stress increases with the strain rate increasing and the temperature decreasing. The observation of microstructural evolution is under the experimental condition of 530 °C and an initial strain rate of 3 × 10−4 s−1, under which the elongation reaches the maximum (1020%). The elongations to fracture vary from 400% to 1020% under the temperature from 470 °C to 530 °C at 3 × 10−4 s−1. The true stress–strain curve in the optimum condition and some pictures representing different deformation extent during superplastic deformation labeled by T0, T1, T2, T3, T4 are shown in Figure 1c. T0 is the original sample, and T1, T2, T3 and T4 are corresponding to the strains with 0.41, 0.69, 1.61 and 2.17.
The influence of deformation parameters on the peak stress is presented in Figure 2a. The peak stress decreased with the temperature increasing and with the strain rate increasing. In addition, a high temperature can increase the atomic activation energy [19] and reduce the internal force required for of GBS [12]. Meanwhile, the low strain rate allowed enough time to neutralize the effect of work hardening and decreased the critical shear stress of GBS. The elongations at fracture of this studied alloy under various experiment conditions are presented in Figure 2b. The results show that the elongation increased with the temperature increasing, except the strain rate of 0.01 s−1 where the elongations at fracture suddenly decreased at 530 °C, which might be because the incipient melting leads to the liquid phase, thus the sample fractured easily at the high temperature. With the strain rate decreasing, the elongations at fracture increase obviously from 0.003 s−1 to 0.001 s−1 and changed slightly from 0.001 s−1 to 0.0003 s−1. The improvement for the elongation was limited when the strain rate was low.
3.2. Superplastic Characteristic Parameters
3.2.1. M-Value
Strain rate sensitivity index m is significantly effective in studying the superplastic mechanical property, which represents the relationship between flow stress and strain rate during superplastic deformation process and reflects the anti-necking ability of the Al–Zn–Mg–Cu alloy. Backofen [20] proposed the equation of the relationship between strain rate and flow stress in the superplastic deformation process:
where : flow stress; : strain rate; m: strain rate sensitivity index and K is a constant related to deformation conditions and material properties. The natural logarithm and differential on both sides of Equation (1) can be used to calculate the m-value. The fitting relationship for calculating the m value is shown in Figure 3. The m value at a temperature of 470 °C, 485 °C, 500 °C, 515 °C and 530 °C were 0.33, 0.38, 0.50, 0.62 and 0.63 respectively. The m value of the superplastic material is generally 0.3–0.9, that is, when the m value is greater than 0.3, it is considered that the studied material has favorable superplasticity under the corresponding deformation conditions. Then the value is closely related to the contribution to GBS.
According to the calculated results, the value of m increased gradually with the deformation temperature increasing, and reached 0.63 at 530 °C, indicating that the material has the best superplastic deformation ability at this temperature. The m value and the elongation at fracture significantly increased with the increase of temperature. In addition, the stress exponent n (n = 1/m) is one of the superplastic characteristic parameter to determine the deformation mechanisms. It was suggested that the superplastic deformation mechanism might be GBS when the stress exponent is close to 2 [21]. The stress exponent was about 1.89 in this work for the investigated Al–Zn–Mg–Cu alloy, which stated that the superplastic deformation mechanism might be GBS and further microstructure validation is required.
3.2.2. Thermal Activation Energy
The thermal activation energy contributes to further determine the superplastic deformation mechanism. It can be derived from the Arrhenius equation. The type of Arrhenius equation is able to utilize both the large and small deformation:
where R represents the universal gas constant (8.314 J/(mol·K)), T represents the absolute temperature (K), A and α represent the material constants, n = 1/m represents the stress index and Q represents the activation energy of superplastic deformation (J/mol). Therefore, take the natural logarithm for Equation (2):
Since the strain rate is constant, the expression of deformation activation energy obtained by differentiating the Equation (3) can be derived as:
The activation energy Q, evaluated by the slope of , is shown in Figure 3b. Under the different initial strain rates of 1 × 10−2 s−1, 3 × 10−3 s−1, 1 × 10−3 s−1 and 3 × 10−4 s−1, the corresponding deformation activation energies Q were 158 kJ/mol, 188 kJ/mol, 178 kJ/mol and 251 kJ/mol, respectively. These Q values were larger than 142 kJ/mol that is the lattice self-diffusion activation energy of aluminum, which indicates that the superplastic deformation of the investigated Al–Zn–Mg–Cu alloy was dominated by lattice diffusion. It was noticed that the initial microstructure of the material was not completely equiaxed in the initial stage, which resulted in the large deformation activation energy. Thus, the dislocation slip is an important deformation mechanism in the initial stage.
3.3. Microstructural Evolution During Superplastic Deformation
3.3.1. Initial Microstructure
Figure 4 illustrates the initial microstructure and texture of the Al–Zn–Mg–Cu alloy after the thermomechanical process [22]. The large and small grains coexist according to the phase map as shown in Figure 4a at the traverse direction plane. The average grain size was roughly 10 μm, and the average grain aspect ratio of studied alloy was 2.7 of the as-received sheet. Figure 4b shows the distribution of misorientation angle, and the fractions of HAGBs and LAGBs were 75.6% and 24.3%, respectively. The maximum texture intensity was 2.5 as shown in Figure 4c. Figure 4d–f represents the microstructure of the normal direction (ND) plane, rolling direction (RD) plane and traverse direction (TD) plane, respectively. It shows that the initial microstructure consisted of mostly recrystallized grains together with some banded grains, thus, the initial microstructure is not an ideal equiaxed for superplastic deformation.
3.3.2. Evolution of Grain Morphology and Size during Superplastic Deformation
The variations of grain morphology and size at different strains are shown in Figure 5a,d. The variations of the aspect ratio and grain size with true strain are shown in Figure 5e,f. The full recrystallization was achieved before the T1 stage as shown in Figure 5a. It can be found that the coarse and banded grains were completely replaced by equiaxed and fine grains compared with the initial microstructure during superplastic deformation. As opposed to the initial microstructure, the aspect ratio decreased at the T1 stage and changed slightly from the T1 to T4 stage. The decrease of aspect ratio at the T1 stage was ascribed to the occurrence of DRX before the T1 stage, and the grain aspect ratio had small change from the T1 to T4 stage because of the role of GBS and grain rotation as shown in Figure 5e. The average grain size increased during the superplastic deformation from T1 to T4 as shown in Figure 5f. The straining could induce grain growth, at the same time, the high temperature also could promote the grain size to increase.
The microstructure of the as-received sheet was not in a completely equiaxed state, but during superplastic deformation, it became a completely recrystallized microstructure. Once the equiaxed grains are formed, this will be beneficial for GBS and grain rotation. The results show that the microstructure transformed from the partly equiaxed morphology to a uniformly and fully equiaxed structure, which is similar to the results in other works [23,24]. Zhang [23] found the microstructure transformation from the irregular α‘-martensite microstructure to equiaxed grains due to the DRX in the Ti-6Al-4V alloy. The equiaxed grains appeared in the interior of the specimen during the superplastic deformation of the Al–Zn–Mg–Cu alloy achieved by the friction stir process [24].
The influence of superplastic deformation on angle of orientation as shown in Figure 6 under 530 °C and 3 × 10−4 s−1. The fraction of HAGBs at strains of 0.41, 0.69, 1.61 and 2.17 could be determined as 98.5%, 98.8%, 98.9% and 98.5%. The HAGBs always kept a large fraction during the process of superplastic deformation, which verified that the GBS and grain rotation were the dominant deformation mechanisms in the superplastic tensile process. The maximum fraction of misorientation achieved its peak above between 45° to 50°. Meanwhile, the average misorientation angle increased from 37.4° to 39.6° from T1 to T3 and decreased to 36.3° at T4 stage. The increase of average misorientation angles resulted from the gradually uniform and equiaxed grain structure.
3.3.3. The Variation Schmid Factor and Inverse Pole Figures
Figure 7a–d shows the variation tendency of the Schmid factor at various experiment conditions. The average Schmid factors at deformations of 0.41, 0.69, 1.61 and 2.17 were 0.439, 0.445, 0.444 and 0.45. The average value of Schmid factor had little change with the increase of strain and kept a large value during the superplastic deformation process. The large Schmid factor could be beneficial for GBS and grain rotation [25,26]. The inverse pole figures at various experiment conditions is shown in Figure 7e–f. The maximum texture intensity of all the surfaces were 1.48, 1.25, 1.39 and 1.55 at different strains from T1 to T4, which was less than the intensity of 2.5 of the initial microstructure. It is suggested that the prominent rolling deformation texture almost disappeared and the random texture became dominant. The grain orientation in the initial structure was roughly oriented near <111>. The texture intensity was weakened significantly in all directions especially in <111> direction during superplastic deformation, which indicates that the GBS and grain rotation was the main deformation mechanism. The results are similar to the works of [27,28]. The maximum grain orientation was reduced in the AA8090 alloy under the tensile deformation at 530 °C at a constant strain rate of 5 × 10−4 s−1 [27]. Mikhaylovskaya [28] suggested that the formation of the weak texture after superplastic deformation of the high-strength Al–Zn–Mg–Cu alloy is because of the mechanism of grain-boundary sliding.
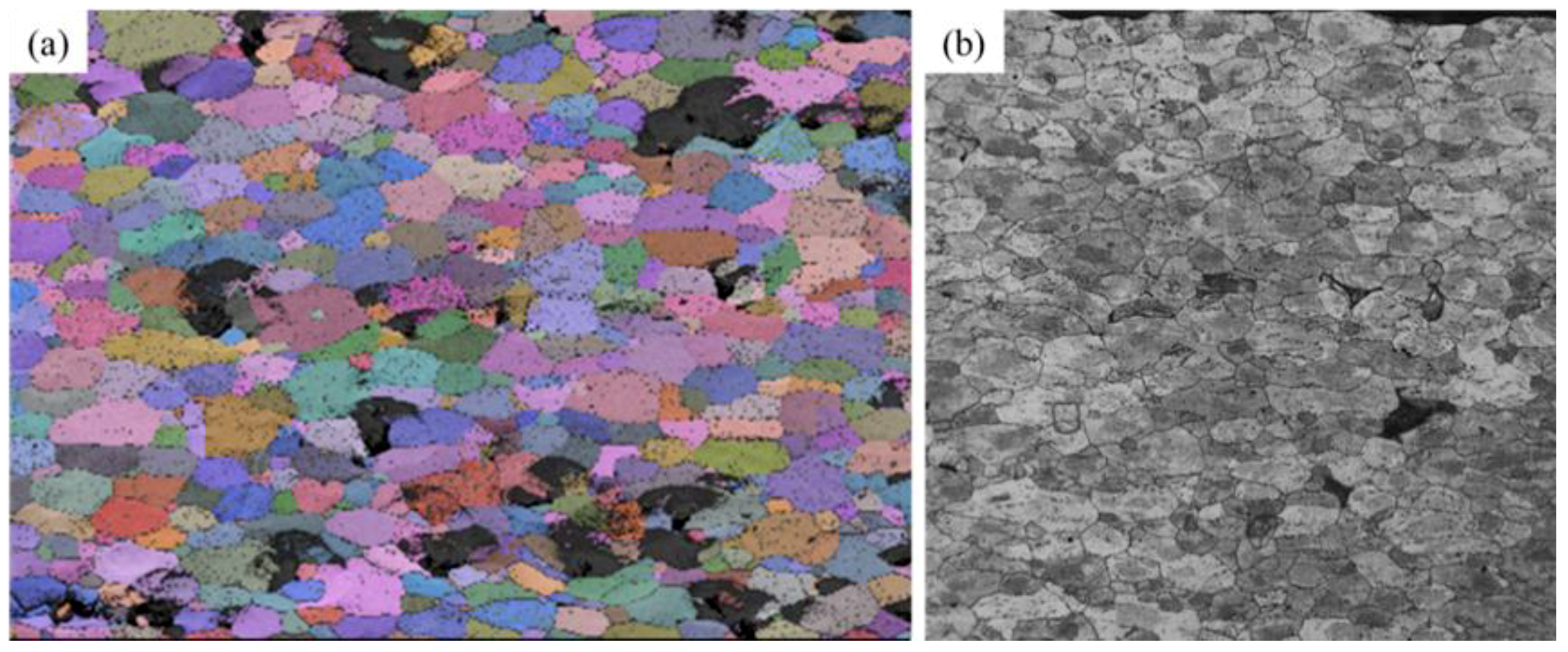
It can be seen that the texture intensity abnormally increased at the T4 stage, which may be because the local stress concentration was generated. When the stress concentration could not be fully relaxed in time at large deformation, then the cavities were prone to appear in the material as shown in Figure 8.
In summary, the maximum elongation of 1020% was obtained in the present work under the optimum condition. In our study, the alloy was not fully recrystallized microstructure in the initial state, but transformed into the fully recrystallized microstructure by DRX. In Chen’s work [29,30], the uniform and equiaxed microstructure with a grain size of 10 μm of alloy was prepared for superplastic testing and the elongation to failure of the material under a strain rate of 10−3s−1 and temperature of 516 °C was 850%. The elongation of the sample in superplastic testing in the present study is higher (1020%) in the similar deformation condition. It should be mentioned that the alloy in our work was not a fully recrystallized microstructure in the initial state, but transformed into a fully recrystallized one by DRX during superplastic deformation. Therefore, it is suggested that good superplasticity could be achieved in the non-ideal initial microstructure of the Al–Zn–Mg–Cu alloy and the elongation might be even higher compared with the homogenous microstructure of the material, as the equiaxed grains could be obtained and grain refining could be realized during superplastic deformation. This means that the preparation processes for the Al–Zn–Mg–Cu superplastic alloy could be simplified, which contributes to the preparation of the material conveniently for superplastic forming and to the improvement of production efficiency. On the other hand, though, low temperature and high speed superplasticity can be obtained from the ultrafine Al 7075 alloy prepared by severe plastic deformation such as friction stir processing [24], the method is only suitable for a small batch production. Thus, the preparation method in our study can be applied for large parts of superplastic forming, which has greater industrial value.
4. Conclusions
In this study, a systematic investigation on the effect of strain on microstructure evolution of the Al–Zn–Mg–Cu alloy was performed. The superplastic deformation behaviors were investigated under different temperatures of 470 °C, 485 °C, 500 °C, 515 °C and 530 °C, and different strain rates of 3 × 10−4 s−1, 1 × 10−3 s−1, 3 × 10−2 s−1 and 1 × 10−2 s−1 and the results were summarized as follows:
(1) The maximum elongation of 1020% in the Al–Zn–Mg–Cu alloy was attained under the condition of 530 °C and 3 × 10−4 s−1, showing the excellent superplastic deformation capability of the material. The peak stress decreased with deformation temperature increasing and with strain rate decreasing. The elongation at fracture increased with the increase of the deformation temperature and with the decrease of strain rate.
(2) The activation energy and strain rate index values were 250.5 kJ/mol and 0.63 in the optimum loading conditions, respectively, which indicates that the superplastic deformation mechanism was GBS accommodated by lattice diffusion in the initial stage.
(3) The Al–Zn–Mg–Cu alloy had some banded grains in the initial sample, but the homogeneous and equiaxed structure was obtained by DRX in the initial stage of superplastic deformation. The Schmid factor, the grain aspect ratio and the fraction of HAGBS changed slightly during the superplastic process, revealing that the GBS and grain rotation were the main deformation mechanisms. Meanwhile, the grains grew obviously during superplastic deformation once the recrystallization process was finished.
(4) The texture intensity increased in the final stage of superplastic deformation, indicating that local stress concentration was generated, which could result in cavity nucleation.
Author Contributions
Conceptualization, H.D. and H.H.; methodology, N.Z.; software, G.L. and J.W.; validation, H.D., G.L. and H.H.; formal analysis, G.L.; investigation, J.W.; resources, H.D.; data curation, G.L.; writing—original draft preparation, G.L.; writing—review and editing, G.L. and H.D.; visualization, H.D.; supervision, H.H.; project administration, H.D.; funding acquisition, H.H.
Funding
This research was funded by National Science Foundation of China, grant number 51334006.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Zhang, Y.; Jin, S.; Trimby, P.; Liao, X.; Murashkin, M.Y.; Valiev, R.Z.; Sha, G. Strengthening mechanisms in an ultrafine-grained AlZnMgCu alloy processed by high pressure torsion at different temperatures. Mater. Sci. Eng. A 2019, 752, 223–232. [Google Scholar] [CrossRef]
- Chen, Y.; Ding, H.; Cai, Z.; Zhao, J.; Li, J. Effect of initial base metal temper on microstructure and mechanical properties of friction stir processed Al-7B04 alloy. Mater. Sci. Eng. A 2016, 650, 396–403. [Google Scholar] [CrossRef]
- Marlaud, T.; Deschamps, A.; Bley, F.; Lefebvre, W.; Baroux, B. Influence of alloy composition and heat treatment on precipitate composition in Al–Zn–Mg–Cu alloys. Acta Mater. 2010, 58, 248–260. [Google Scholar] [CrossRef]
- Liu, Z.; Li, P.; Xiong, L.; Liu, T.; He, L. High-temperature tensile deformation behavior and microstructure evolution of Ti55 titanium alloy. Mater. Sci. Eng. A 2017, 680, 259–269. [Google Scholar] [CrossRef]
- Wang, Y.N.; Huang, J.C. Comparison of grain boundary sliding in fine grained Mg and Al alloys during superplastic deformation. Scripta Mater. 2003, 48, 1117–1122. [Google Scholar] [CrossRef]
- McQueen, H.J. Development of dynamic recrystallization theory. Mater. Sci. Eng. A 2004, 387–389, 203–208. [Google Scholar] [CrossRef]
- Zhang, X.; Cao, L.; Zhao, Y.; Chen, Y.; Tian, X.; Deng, J. Superplastic behavior and deformation mechanism of Ti600 alloy. Mater. Sci. Eng. A 2013, 560, 700–704. [Google Scholar] [CrossRef]
- Wei, X.; Lee, D.; Shim, S.; Chen, X.; Kysar, J.W. Plane-strain bulge test for nanocrystalline copper thin films. Scripta Mater. 2007, 57, 541–544. [Google Scholar] [CrossRef]
- Mukhopadhyay, A.K.; Kumar, A.; Raveendra, S.; Samajdar, I. Development of grain structure during superplastic deformation of an Al–Zn–Mg–Cu–Zr alloy containing Sc. Scripta Mater. 2011, 64, 386–389. [Google Scholar] [CrossRef]
- Kumar, A.; Mukhopadhyay, A.K.; Prasad, K.S. Superplastic behaviour of Al–Zn–Mg–Cu–Zr alloy AA7010 containing Sc. Mater. Sci. Eng. A 2010, 527, 854–857. [Google Scholar] [CrossRef]
- Li, S.; Jin, S.; Huang, Z. Cavity Behavior of Fine-Grained 5A70 Aluminum Alloy during Superplastic Formation. Metals 2018, 8, 1065. [Google Scholar] [CrossRef]
- Li, S.; Huang, Z.; Jin, S. Superplastic Behavioral Characteristics of Fine-Grained 5A70 Aluminum Alloy. Metals 2019, 9, 62. [Google Scholar] [CrossRef]
- Duan, Y.; Xu, G.; Zhou, L.; Xiao, D.; Deng, Y.; Yin, Z.; Peng, B.; Pan, Q.; Wang, Y.; Lu, L. Achieving high superplasticity of a traditional thermal–mechanical processed non-superplastic Al–Zn–Mg alloy sheet by low Sc additions. J. Alloys Compd. 2015, 638, 364–373. [Google Scholar] [CrossRef]
- Sun, Z.C.; Wu, H.L.; Cao, J.; Yin, Z.K. Modeling of continuous dynamic recrystallization of Al-Zn-Cu-Mg alloy during hot deformation based on the internal-state-variable (ISV) method. Int. J. Plast. 2018, 106, 73–87. [Google Scholar] [CrossRef]
- Mosleh, A.O.; Mikhaylovskaya, A.V.; Kotov, A.D.; AbuShanab, W.S.; Moustafa, E.B.; Portnoy, V.K. Experimental Investigation of the Effect of Temperature and Strain Rate on the Superplastic Deformation Behavior of Ti-Based Alloys in the (α + β) Temperature Field. Metals 2018, 8, 819. [Google Scholar] [CrossRef]
- Qin, G.; Chen, R.; Liaw, P.K.; Gao, Y.; Li, X.; Zheng, H.; Wang, L.; Su, Y.; Guo, J.; Fu, H. A novel face-centered-cubic high-entropy alloy strengthened by nanoscale precipitates. Scripta Mater. 2019, 172, 51–55. [Google Scholar] [CrossRef]
- Mikhaylovskaya, A.V.; Kotov, A.D.; Kishchik, M.S.; Prosviryakov, A.S.; Portnoy, V.K. The Effect of Isothermal Multi-Directional Forging on the Grain Structure, Superplasticity, and Mechanical Properties of the Conventional Al–Mg-Based Alloy. Metals 2019, 9, 33. [Google Scholar] [CrossRef]
- Masuda, H.; Tobe, H.; Hara, T.; Sato, E. Three-dimensional characterization of superplastic grain boundary sliding inside Al–Zn–Mg–Cu alloy sheet. Scripta Mater. 2019, 164, 82–85. [Google Scholar] [CrossRef]
- Roy, S.; Suwas, S. Enhanced superplasticity for (α + β)-hot rolled Ti–6Al–4V–0.1B alloy by means of dynamic globularization. Mater. Des. 2014, 58, 52–64. [Google Scholar] [CrossRef]
- Backofen, W.A. Superplasticity in an Al-Zn Alloy. Trans. ASM. 1964, 57, 980–990. [Google Scholar]
- Chen, B.; Tian, X.L.; Li, X.L.; Lu, C. Hot Deformation Behavior and Processing Maps of 2099 Al-Li Alloy. J. Mater. Eng. Perform. 2014, 23, 1929–1935. [Google Scholar] [CrossRef]
- Wert, J.A.; Paton, N.E.; Hamilton, C.H.; Mahoney, M.W. Grain refinement in 7075 aluminum by thermomechanical processing. Metall. Trans. A 1981, 12, 1267–1276. [Google Scholar] [CrossRef]
- Zhang, W.; Ding, H.; Cai, M.; Yang, W.; Li, J. Ultra-grain refinement and enhanced low-temperature superplasticity in a friction stir-processed Ti-6Al-4V alloy. Mater. Sci. Eng. A 2018, 727, 90–96. [Google Scholar] [CrossRef]
- Orozco-Caballero, A.; Álvarez-Leal, M.; Hidalgo-Manrique, P.; Cepeda-Jiménez, C.M.; Ruano, O.A.; Carreño, F. Grain size versus microstructural stability in the high strain rate superplastic response of a severely friction stir processed Al–Zn–Mg–Cu alloy. Mater. Sci. Eng. A 2017, 680, 329–337. [Google Scholar] [CrossRef]
- Hémery, S.; Tromas, C.; Villechaise, P. Slip-stimulated grain boundary sliding in Ti-6Al-4 V at room temperature. Materialia 2019, 5, 100189. [Google Scholar] [CrossRef]
- Watanabe, H.; Fukusumi, M.; Somekawa, H.; Mukai, T. Texture and mechanical properties of a superplastically deformed Mg–Al–Zn alloy sheet. Scripta Mater. 2009, 61, 883–886. [Google Scholar] [CrossRef]
- Bate, P.; Ridley, N.; Zhang, B. Mechanical behaviour and microstructural evolution in superplastic Al–Li–Mg–Cu–Zr AA8090. Acta Mater. 2007, 55, 4995–5006. [Google Scholar] [CrossRef]
- Mikhaylovskaya, A.V.; Kotov, A.D.; Pozdniakov, A.V.; Portnoy, V.K. A high-strength aluminium-based alloy with advanced superplasticity. J. Alloys Compd. 2014, 599, 139–144. [Google Scholar] [CrossRef]
- Chen, C.L.; Tan, M.J. Effect of grain boundary character distribution (GBCD) on the cavitation behaviour during superplastic deformation of Al 7475. Mater. Sci. Eng. A 2002, 338, 243–252. [Google Scholar] [CrossRef]
- Chen, C.L.; Tan, M.J. Cavity growth and filament formation of superplastically deformed Al 7475 Alloy. Mater. Sci. Eng. A 2001, 298, 235–244. [Google Scholar] [CrossRef]
Figure 1.
The curves of flow stress at (a) different strain rates at the same temperature and (b) different temperatures at the same strain rate. (c) The stress-true strain curve at 530 °C, 3 × 10−4 s−1 and sample photos after each tensile stage marked with T1, T2, T3, T4 and T5, respectively.
Figure 1.
The curves of flow stress at (a) different strain rates at the same temperature and (b) different temperatures at the same strain rate. (c) The stress-true strain curve at 530 °C, 3 × 10−4 s−1 and sample photos after each tensile stage marked with T1, T2, T3, T4 and T5, respectively.

Figure 2.
(a) The effect of deformation parameters on the peak stress and (b) the effect of deformation parameters on the elongation.
Figure 2.
(a) The effect of deformation parameters on the peak stress and (b) the effect of deformation parameters on the elongation.
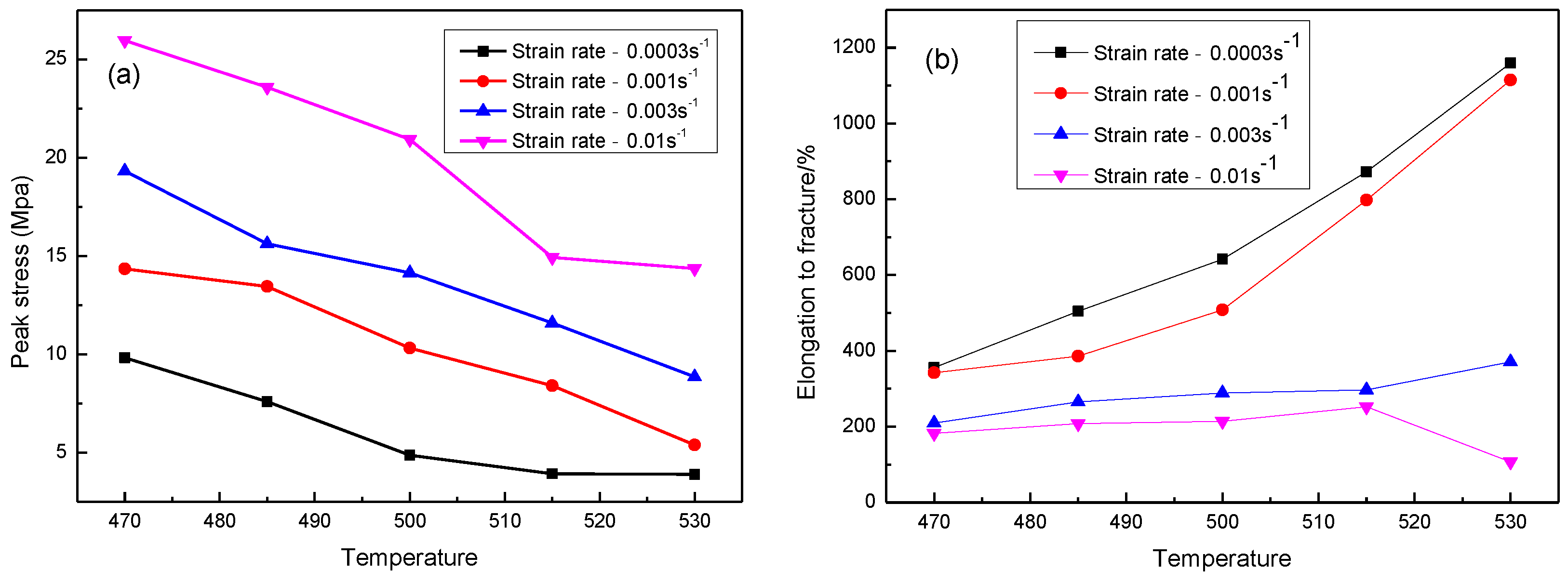
Figure 3.
(a) The relationship between and (b) the calculation of thermal activation energy.
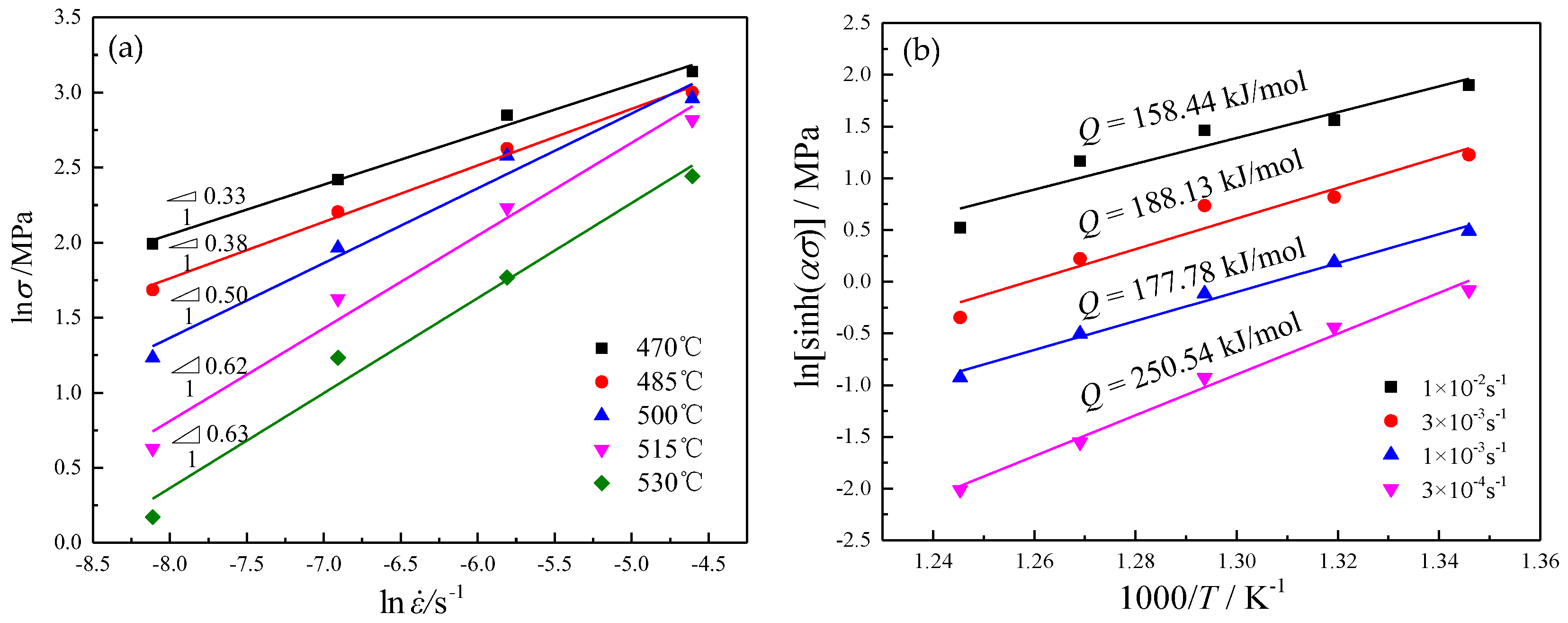
Figure 4.
Microstructure of the initial sheet: (a) Phase map, (b) grain–subgrain boundary map, (c) the maximum texture intensity, (d) the ND (normal direction) plane, (e) RD (rolling direction) plane and (f) TD (traverse direction) plane.
Figure 4.
Microstructure of the initial sheet: (a) Phase map, (b) grain–subgrain boundary map, (c) the maximum texture intensity, (d) the ND (normal direction) plane, (e) RD (rolling direction) plane and (f) TD (traverse direction) plane.
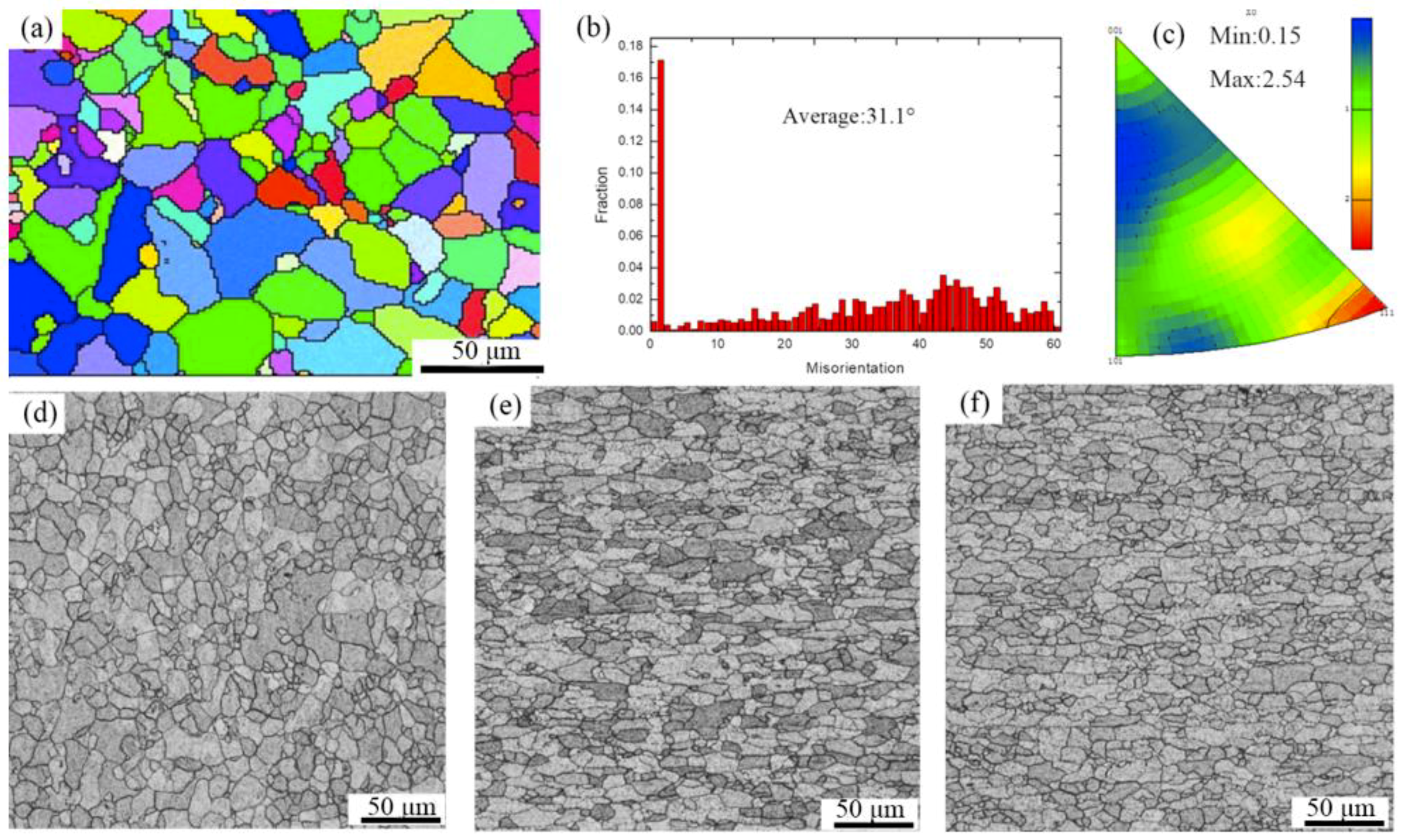
Figure 5.
The evolution of grain morphology and size during superplastic deformation (a–d) respectively for the true strain with 0.41, 0.69, 1.61 and 2.17. (e) The variation of grain aspect ratio with strains and (f) the variation of grain size with strain.
Figure 5.
The evolution of grain morphology and size during superplastic deformation (a–d) respectively for the true strain with 0.41, 0.69, 1.61 and 2.17. (e) The variation of grain aspect ratio with strains and (f) the variation of grain size with strain.
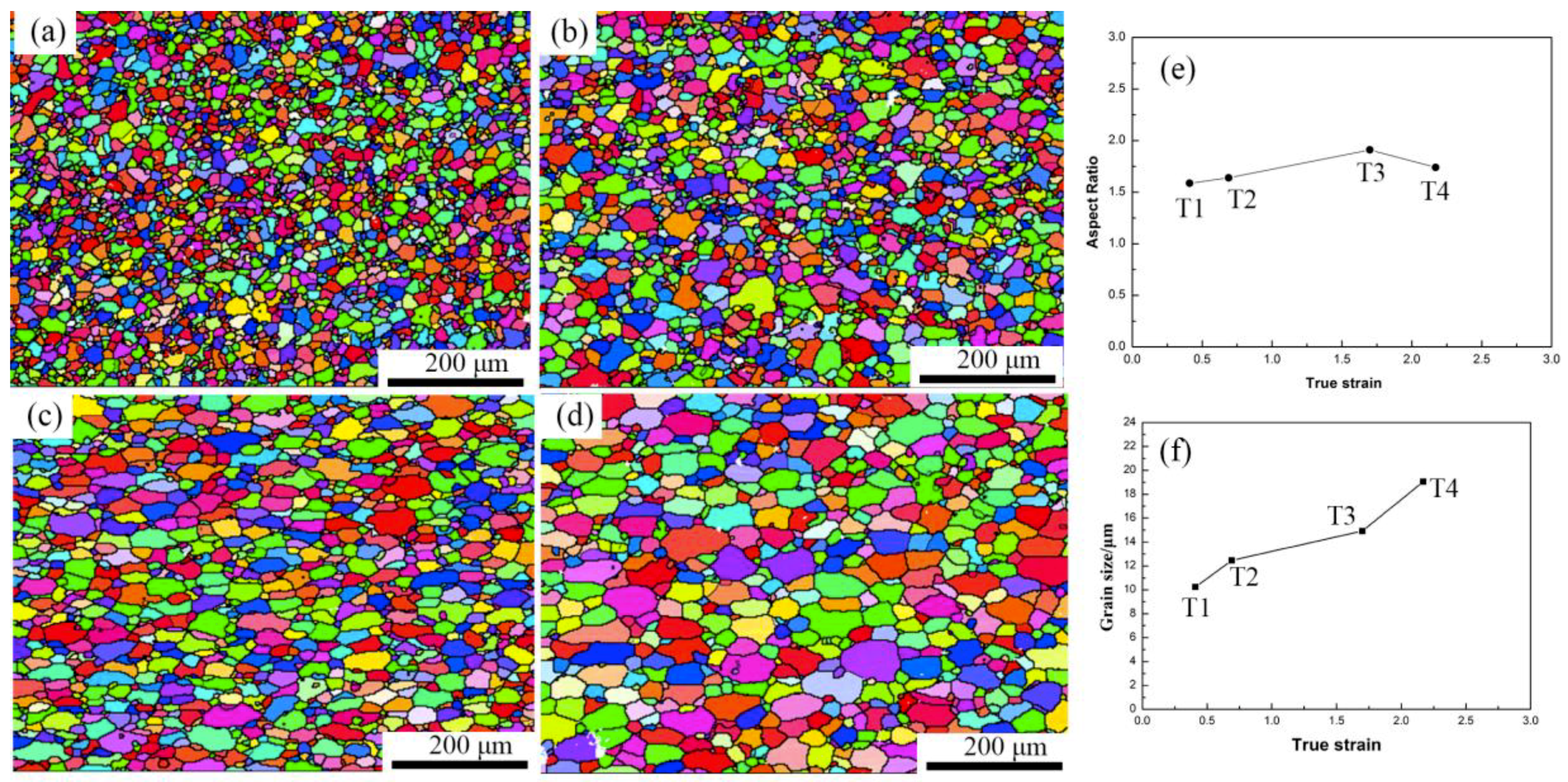
Figure 6.
The misorientation angle at different deformation from T1 to T4 (a–d) respectively for the true strains with 0.41, 0.69, 1.61 and 2.17.
Figure 6.
The misorientation angle at different deformation from T1 to T4 (a–d) respectively for the true strains with 0.41, 0.69, 1.61 and 2.17.

Figure 7.
(a–d) Schmid factor map of the Al–Zn–Mg–Cu alloy deformed at different true strains with 0.41, 0.69, 1.61 and 2.17. (e–h) Inverse pole figure and texture intensity during superplastic deformation with strains of 0.41, 0.69, 1.61 and 2.17.
Figure 7.
(a–d) Schmid factor map of the Al–Zn–Mg–Cu alloy deformed at different true strains with 0.41, 0.69, 1.61 and 2.17. (e–h) Inverse pole figure and texture intensity during superplastic deformation with strains of 0.41, 0.69, 1.61 and 2.17.
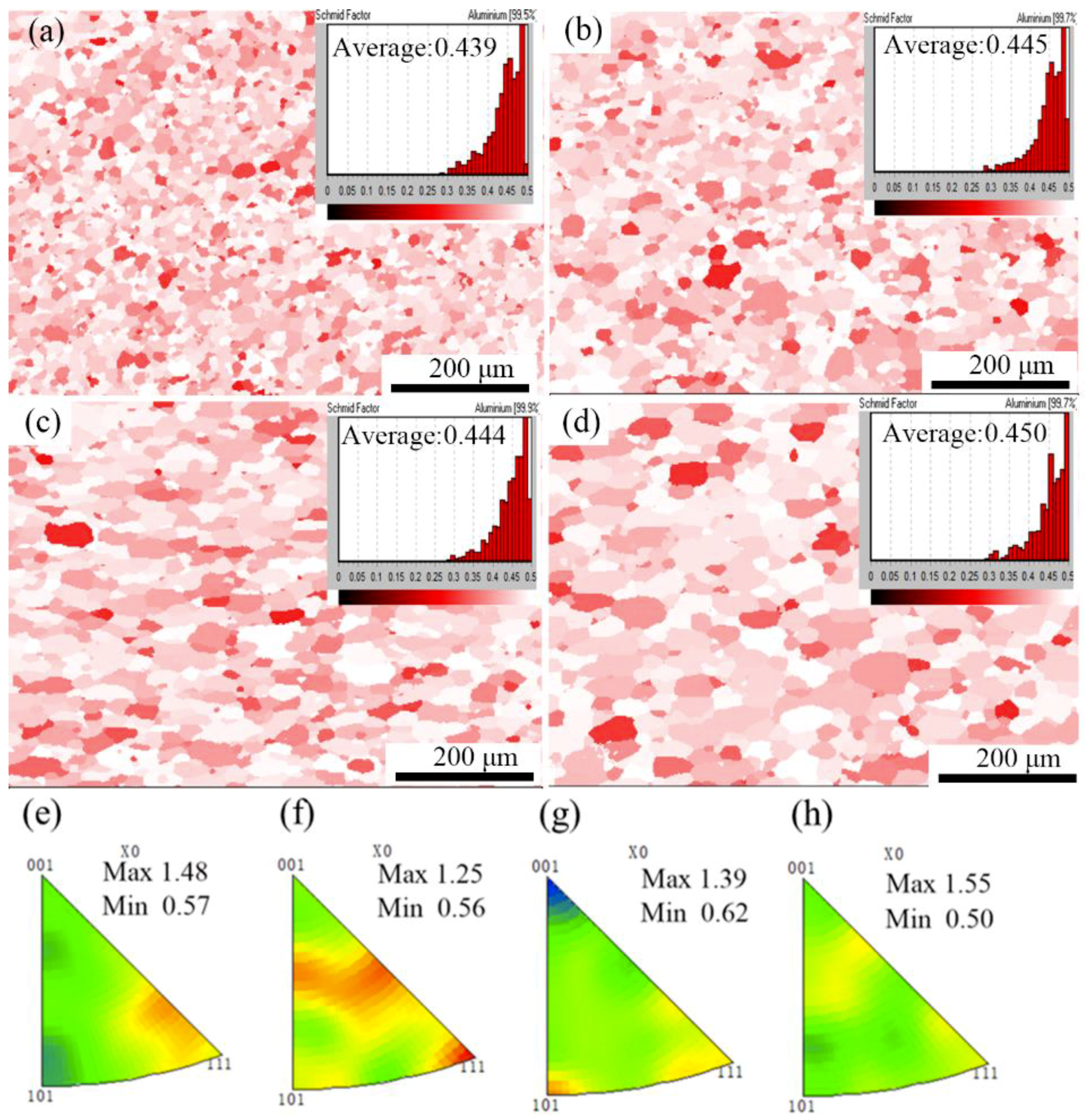
Figure 8.
The cavities occur during the superplastic deformation. (a) 3D-electron back scattering diffraction (EBSD) microstructure and (b) metallographic microstructure.
Figure 8.
The cavities occur during the superplastic deformation. (a) 3D-electron back scattering diffraction (EBSD) microstructure and (b) metallographic microstructure.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical composition of Al–Zn–Mg–Cu alloy in this research (mass fraction/%).
| Zn | Mg | Cu | Mn | Ti | Fe | Si | Al |
|---|---|---|---|---|---|---|---|
| 5.96 | 2.22 | 1.60 | 0.4 | 0.04 | 0.06 | 0.03 | others |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Li, G.; Ding, H.; Wang, J.; Zhang, N.; Hou, H. Superplastic Tensile Deformation Behavior and Microstructural Evolution of Al–Zn–Mg–Cu Alloy. Metals 2019, 9, 941. https://doi.org/10.3390/met9090941
AMA Style
Li G, Ding H, Wang J, Zhang N, Hou H. Superplastic Tensile Deformation Behavior and Microstructural Evolution of Al–Zn–Mg–Cu Alloy. Metals. 2019; 9(9):941. https://doi.org/10.3390/met9090941
Chicago/Turabian StyleLi, Guangyu, Hua Ding, Jian Wang, Ning Zhang, and Hongliang Hou. 2019. "Superplastic Tensile Deformation Behavior and Microstructural Evolution of Al–Zn–Mg–Cu Alloy" Metals 9, no. 9: 941. https://doi.org/10.3390/met9090941
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.