Study on Microstructure Evolution and Mechanical Properties of Ti2AlNb-Based Alloy under Canning Compression and Annealing

Abstract
:1. Introduction
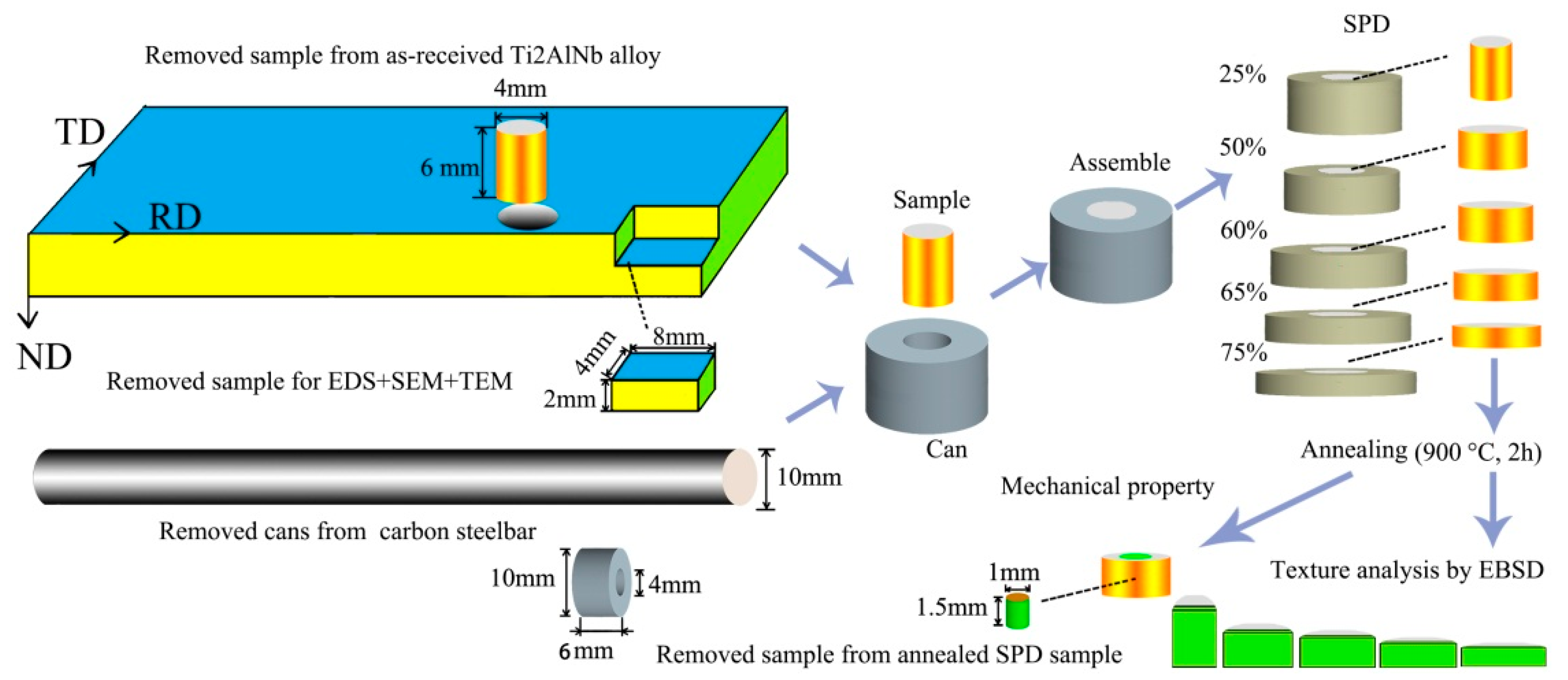
2. Materials and Methods
3. Results and Discussion
3.1. Initial Microstructure
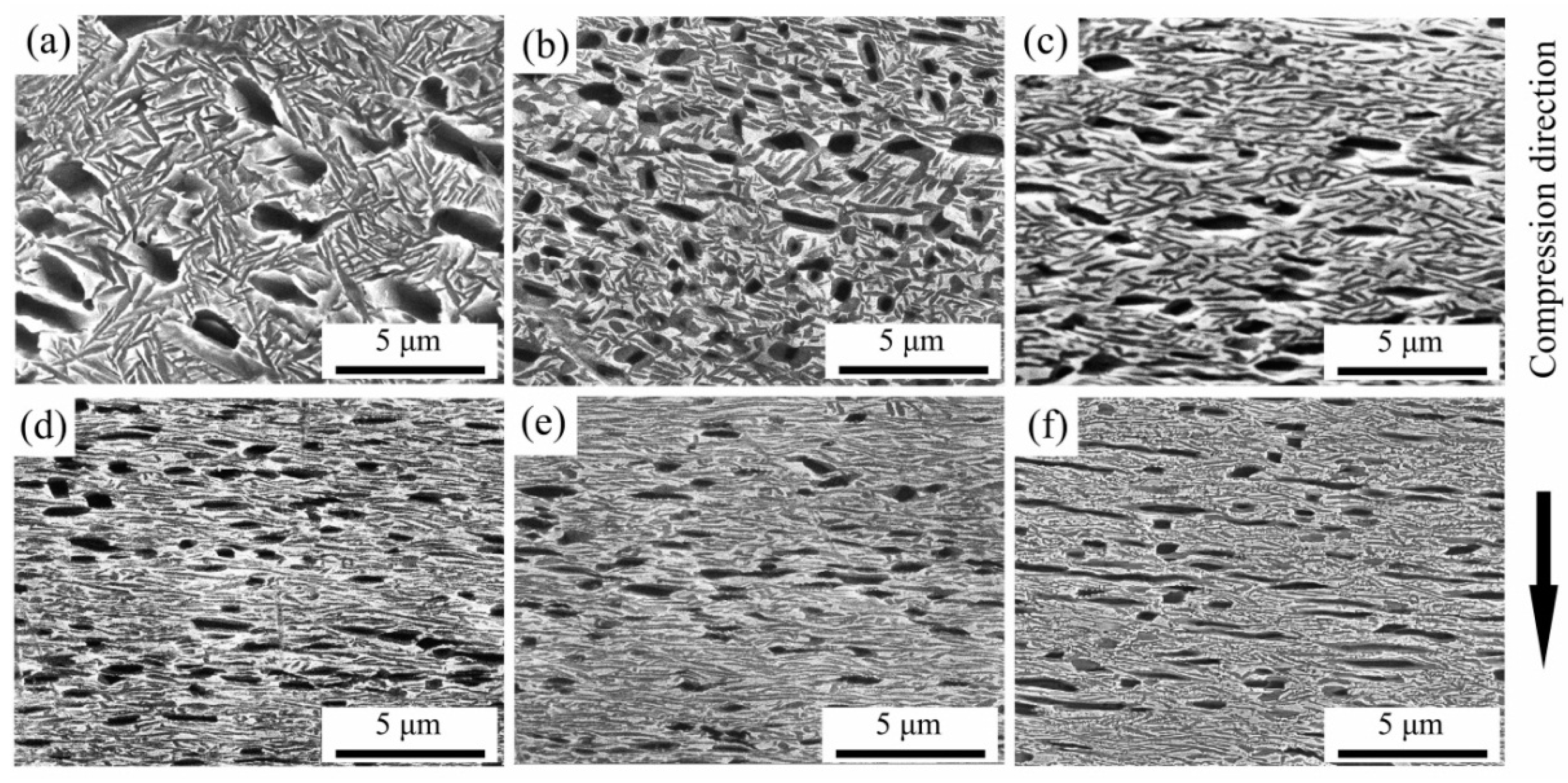
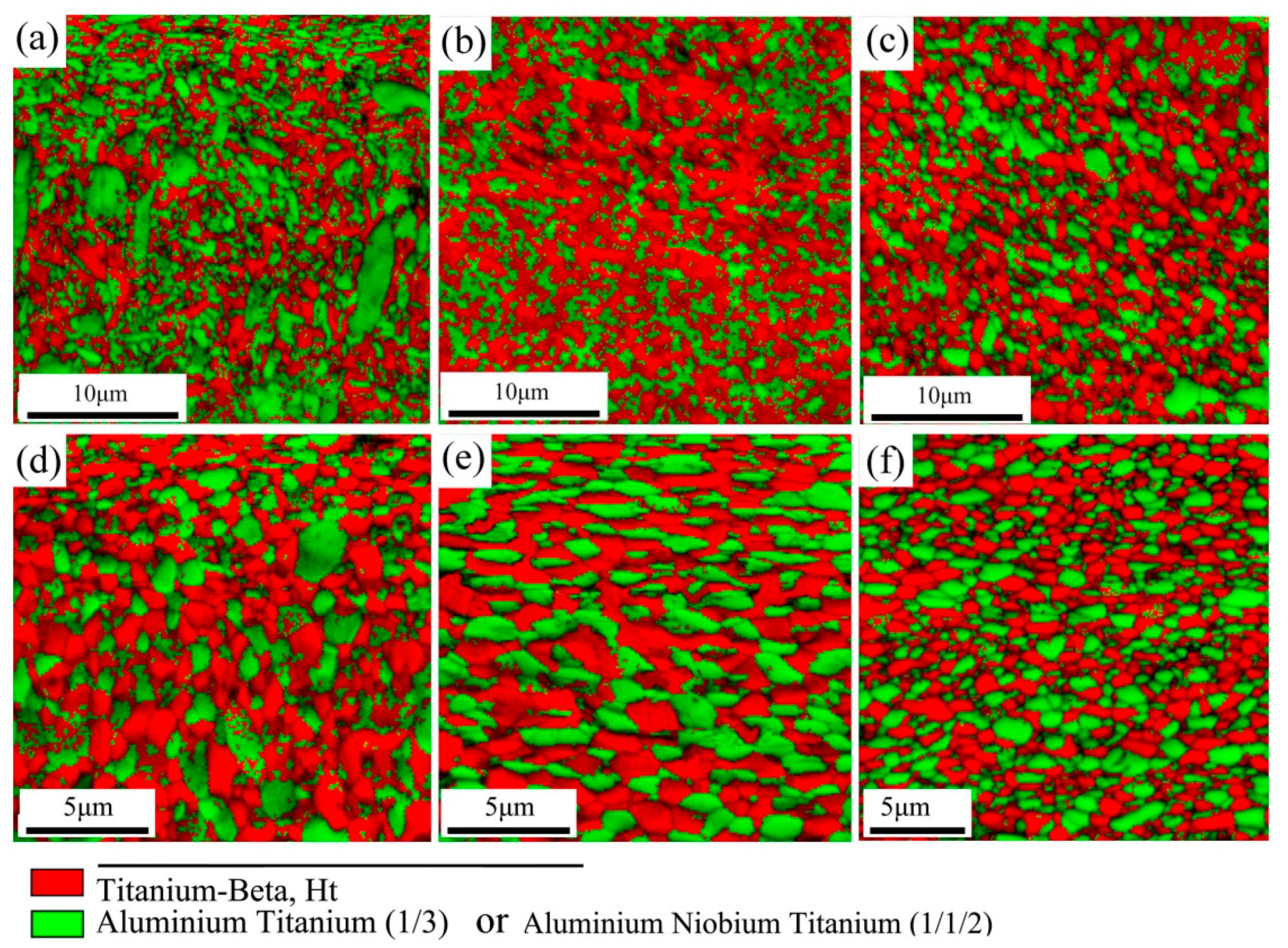
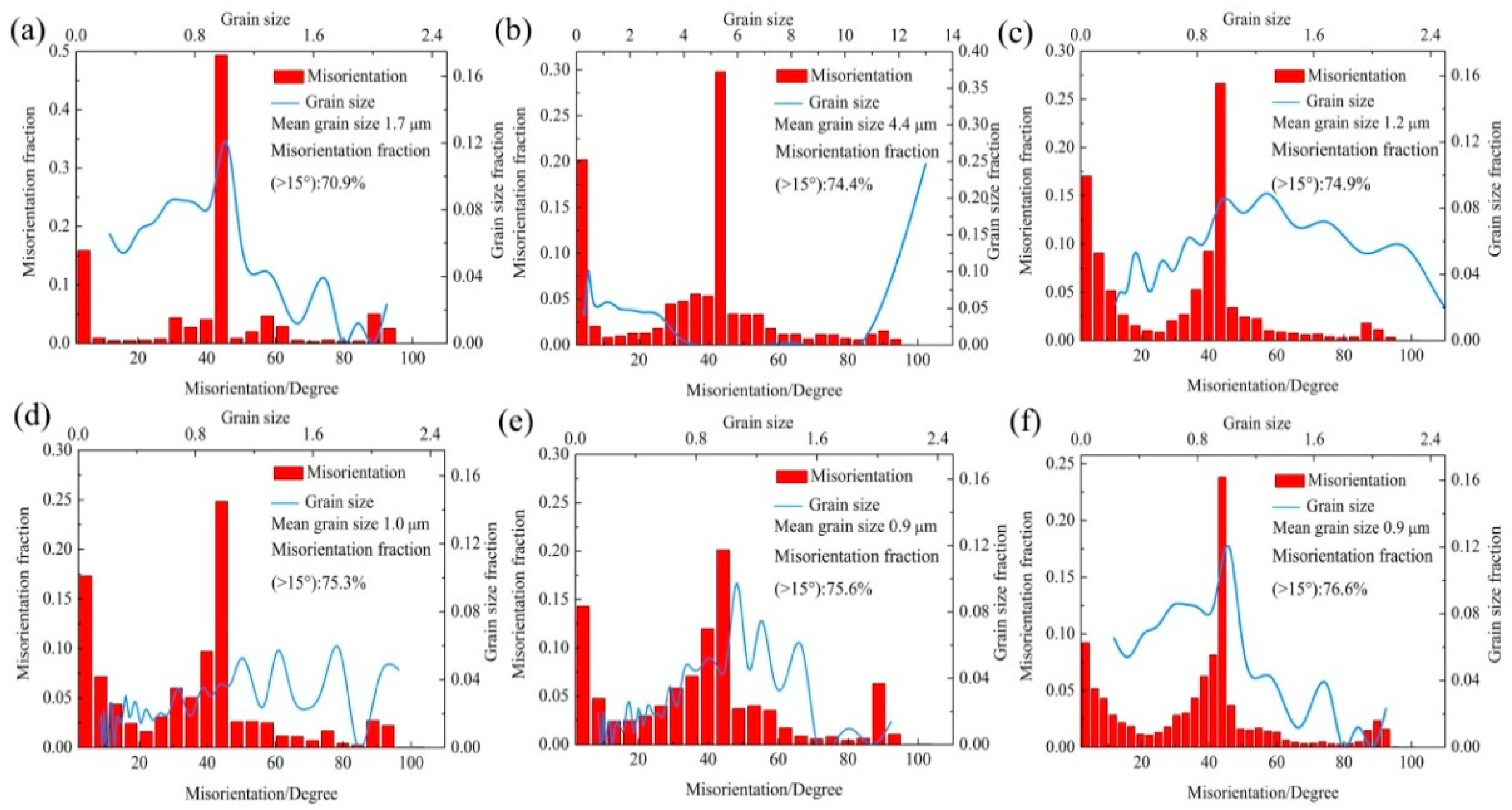
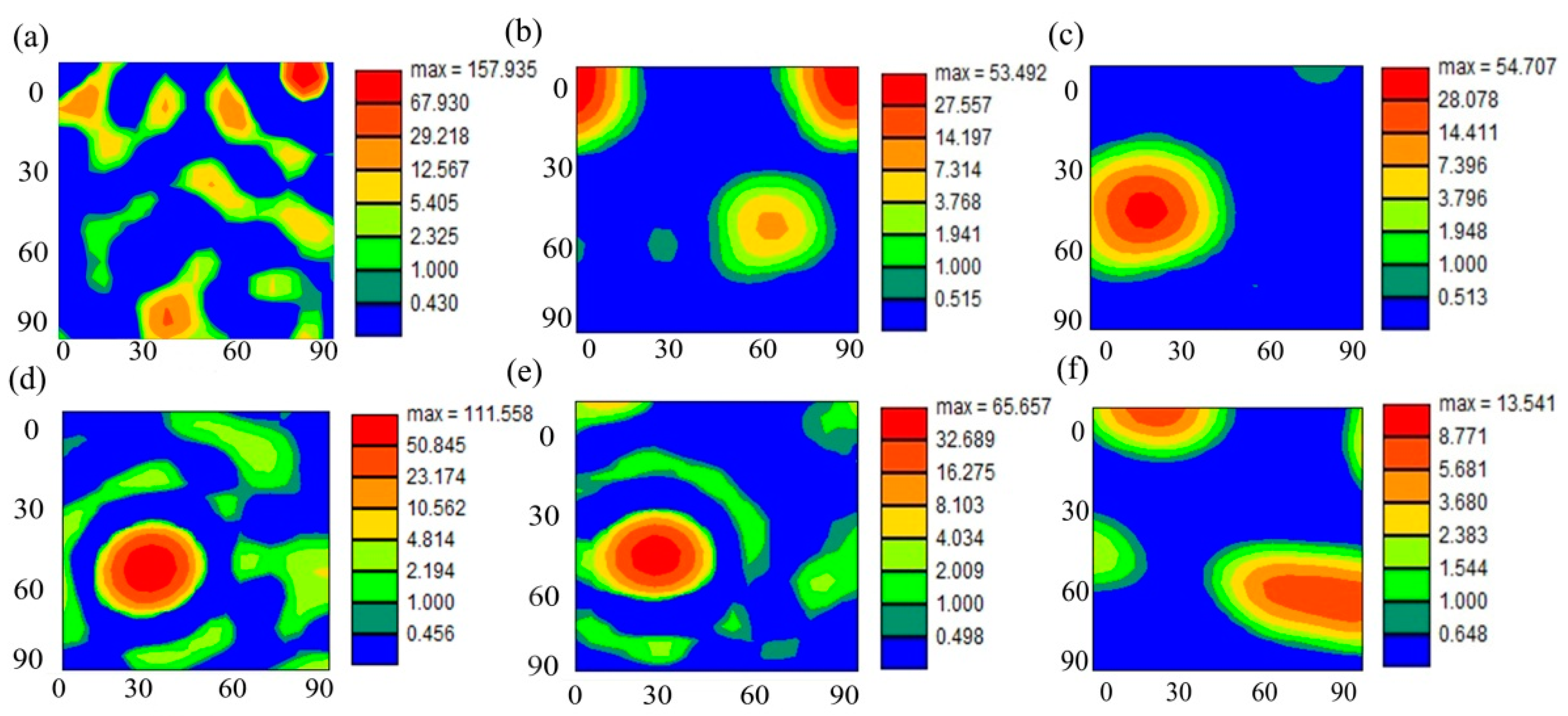
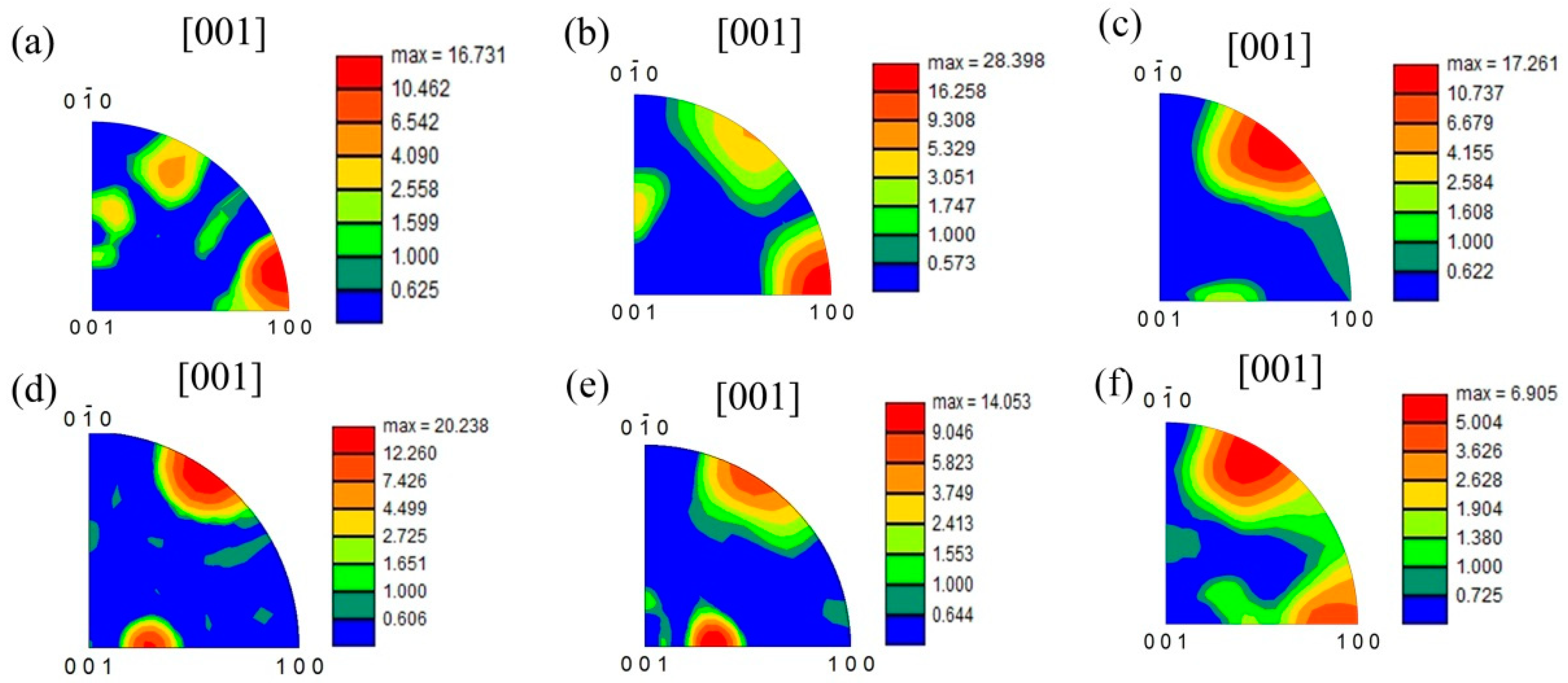
3.2. Microstructure Evolution during Canning Compression and Annealing
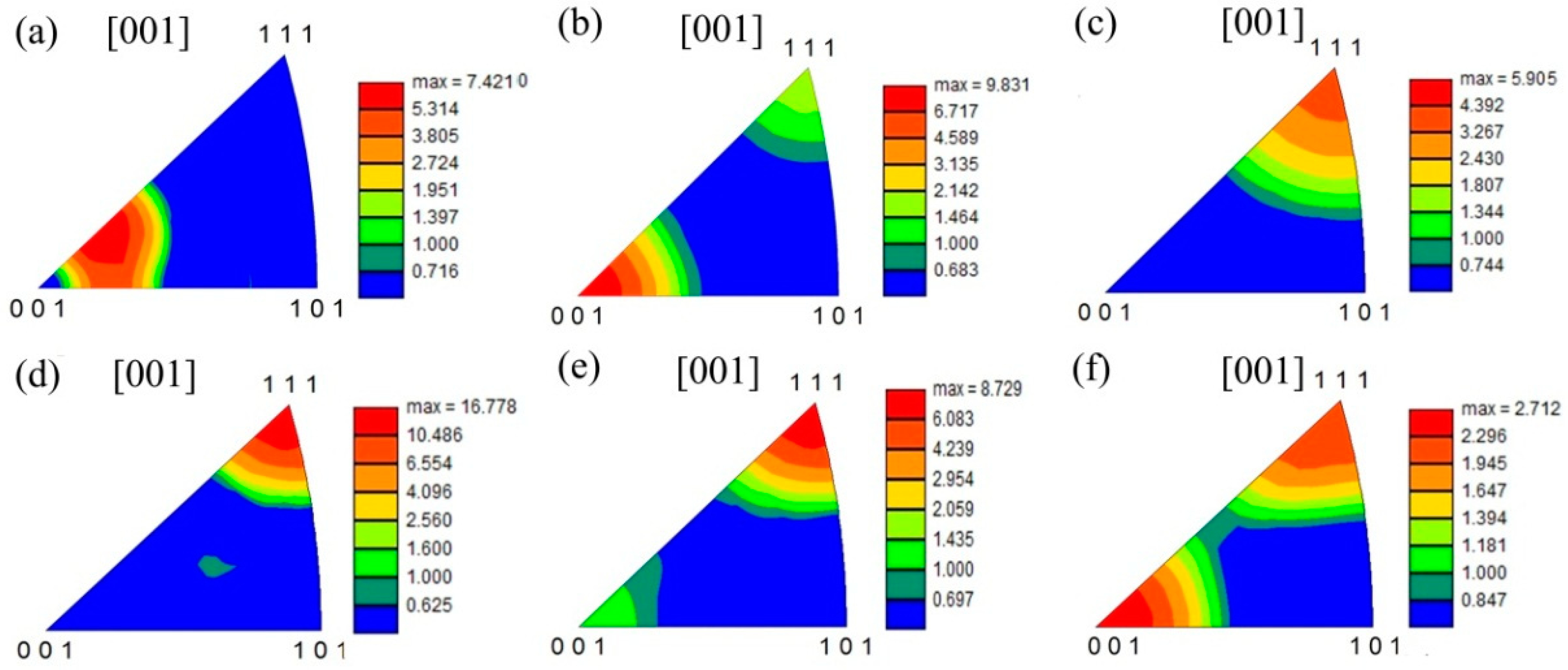
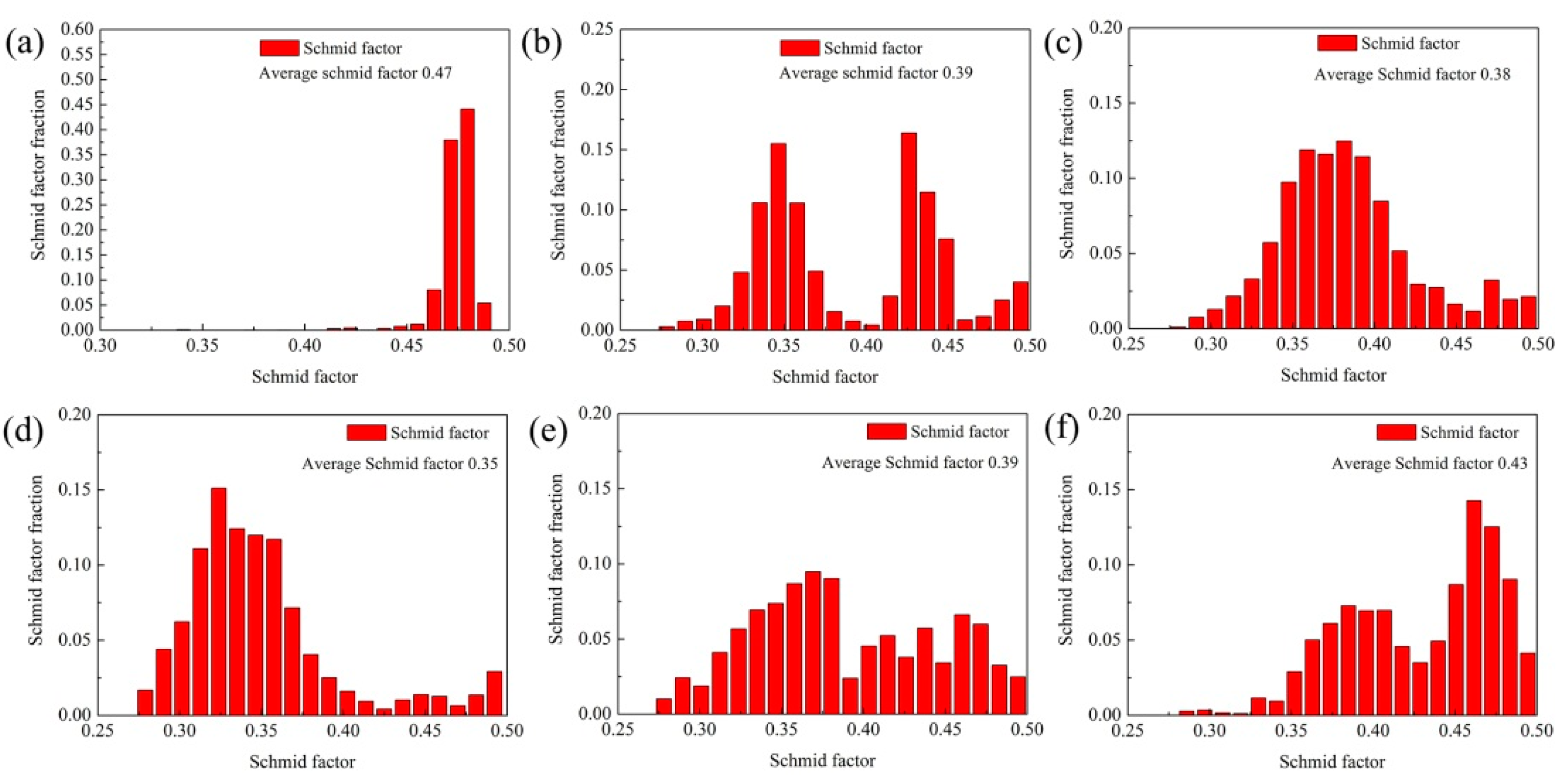
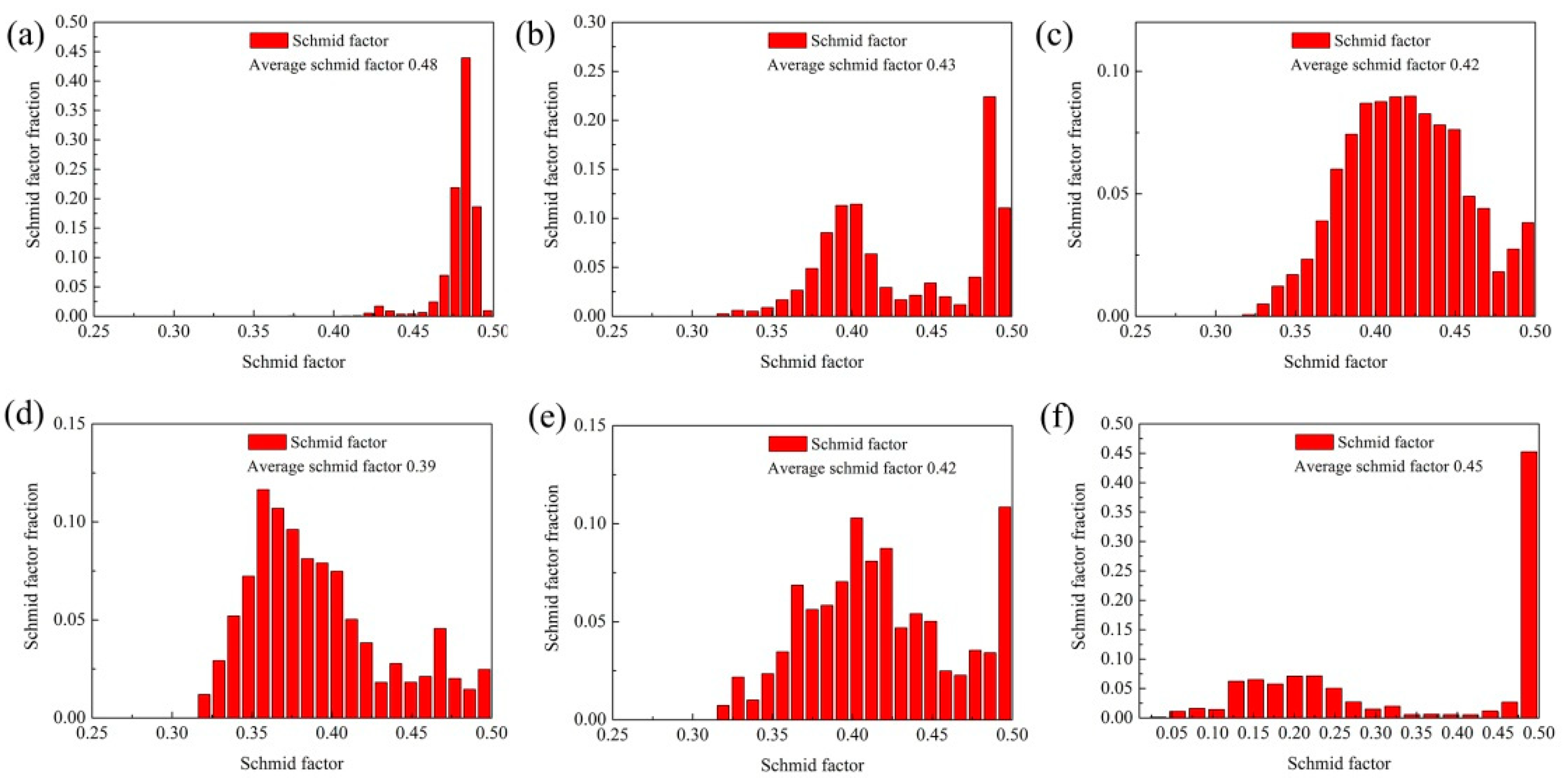
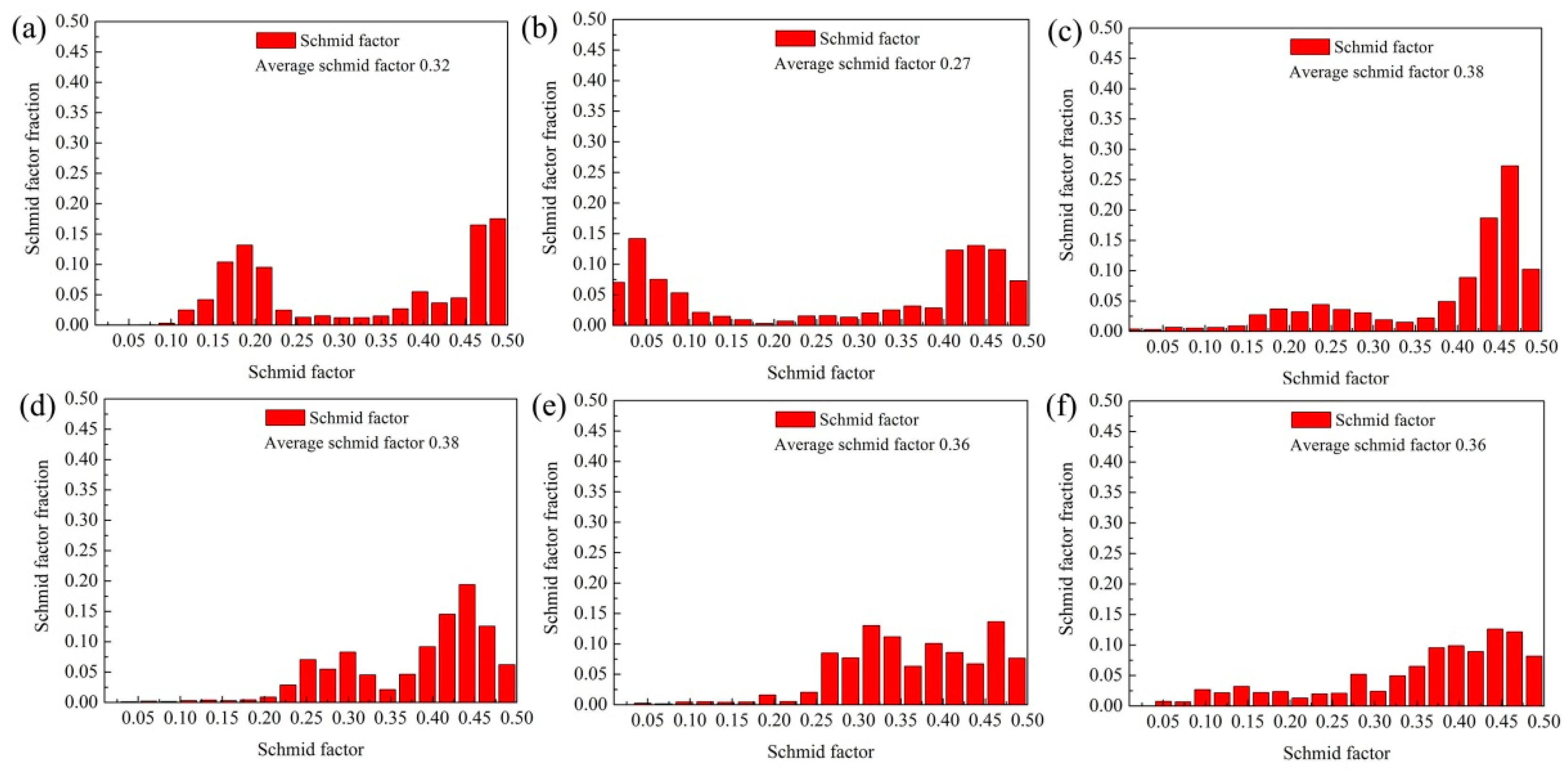
3.3. Schmid Factor Evolution of Three Slip Systems during Canning Compression and Annealing
3.4. Mechanical Property Evolution during Canning Compression and Annealing
3.5. Influence of Grain Size and Texture on Mechanical Property
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Shao, B.; Zong, Y.; Wen, D.; Tian, Y.; Shan, D. Investigation of the phase transformations in Ti22Al25Nb alloy. Mater. Charact. 2016, 114, 75–78. [Google Scholar] [CrossRef]
- Zong, Y.; Shao, B.; Tian, Y.; Shan, D. A study of the sharp yield point of a Ti-22Al-25Nb alloy. J. Alloys Compd. 2017, 701, 727–731. [Google Scholar] [CrossRef]
- Chen, W.; Chen, Z.Y.; Wu, C.C.; Li, J.W.; Tang, Z.Y.; Wang, Q.J. The effect of annealing on microstructure and tensile properties of Ti–22Al–25Nb electron beam weld joint. Intermetallics 2016, 75, 8–14. [Google Scholar] [CrossRef]
- Li, Y.-J.; Wu, A.-P.; Li, Q.; Zhao, Y.; Zhu, R.-C.; Wang, G.-Q. Effects of welding parameters on weld shape and residual stresses in electron beam welded Ti2AlNb alloy joints. Trans. Nonferrous Met. Soc. China 2019, 29, 67–76. [Google Scholar] [CrossRef]
- Zou, G.-S.; Xie, E.-H.; Bai, H.-L.; Wu, A.-P.; Wang, Q.; Ren, J.-L. A study on transient liquid phase diffusion bonding of Ti–22Al–25Nb alloy. Mater. Sci. Eng. A 2009, 499, 101–105. [Google Scholar] [CrossRef]
- Banerjee, D.; Gogia, A.K.; Nandi, T.K.; Joshi, V.A. A new ordered orthorhombic phase in a Ti3AlNb alloy. Acta Metall. 1988, 36, 871–882. [Google Scholar] [CrossRef]
- Zhao, H.; Lu, B.; Tong, M.; Yang, R. Tensile behavior of Ti-22Al-24Nb-0.5Mo in the range 25–650 °C. Mater. Sci. Eng. A 2017, 679, 455–464. [Google Scholar] [CrossRef]
- Dey, S.R.; Roy, S.; Suwas, S.; Fundenberger, J.J.; Ray, R.K. Annealing response of the intermetallic alloy Ti–22Al–25Nb. Intermetallics 2010, 18, 1122–1131. [Google Scholar] [CrossRef]
- Yang, J.; Wang, G.; Jiao, X.; Li, Y.; Liu, Q. High-temperature deformation behavior of the extruded Ti-22Al-25Nb alloy fabricated by powder metallurgy. Mater. Charact. 2018, 137, 170–179. [Google Scholar] [CrossRef]
- Shao, B.; Shan, D.; Guo, B.; Zong, Y. Plastic deformation mechanism and interaction of B2, α2, and O phases in Ti22Al25Nb alloy at room temperature. Int. J. Plast. 2018. [Google Scholar] [CrossRef]
- Germann, L.; Banerjee, D.; Guédou, J.Y.; Strudel, J.L. Effect of composition on the mechanical properties of newly developed Ti2AlNb-based titanium aluminide. Intermetallics 2005, 13, 920–924. [Google Scholar] [CrossRef]
- Wang, S.; Xu, W.; Zong, Y.; Zhong, X.; Shan, D. Effect of Initial Microstructures on Hot Deformation Behavior and Workability of Ti2AlNb-Based Alloy. Metals 2018, 8, 382. [Google Scholar] [CrossRef]
- Lin, P.; He, Z.; Yuan, S.; Shen, J.; Huang, Y.; Liang, X. Instability of the O-phase in Ti–22Al–25Nb alloy during elevated-temperature deformation. J. Alloys Compd. 2013, 578, 96–102. [Google Scholar] [CrossRef]
- Yang, J.L.; Wang, G.F.; Zhang, W.C.; Chen, W.Z.; Jiao, X.Y.; Zhang, K.F. Microstructure evolution and mechanical properties of P/M Ti-22Al-25Nb alloy during hot extrusion. Mater. Sci. Eng. A 2017, 699, 210–216. [Google Scholar] [CrossRef]
- Li, B.; Zhang, K.; Yao, W.; Xu, B. Effects of current-assisted heat treatment time on microstructure evolution and superplastic properties of Ti-22Al-24Nb-0.5Mo alloy. Mater. Charact. 2019, 150, 38–51. [Google Scholar] [CrossRef]
- Gogia, A.K.; Nandy, T.K.; Banerjee, D.; Carisey, T.; Strudel, J.L.; Franchet, J.M. Microstructure and mechanical properties of orthorhombic alloys in the Ti-Al-Nb system. Intermetallics 1998, 6, 741–748. [Google Scholar] [CrossRef]
- Ren, X.; Hagiwara, M. Displacive precursor phenomena in Ti–22Al–27Nb intermetallic compound prior to diffusional transformation. Acta Mater. 2001, 49, 3971–3980. [Google Scholar] [CrossRef]
- Emura, S.; Araoka, A.; Hagiwara, M. B2 grain size refinement and its effect on room temperature tensile properties of a Ti–22Al–27Nb orthorhombic intermetallic alloy. Scr. Mater. 2003, 48, 629–634. [Google Scholar] [CrossRef]
- Zhao, X.; Yang, X.; Liu, X.; Wang, X.; Langdon, T.G. The processing of pure titanium through multiple passes of ECAP at room temperature. Mater. Sci. Eng. A 2010, 527, 6335–6339. [Google Scholar] [CrossRef]
- Afifi, M.A.; Wang, Y.C.; Pereira, P.H.R.; Huang, Y.; Wang, Y.; Cheng, X.; Li, S.; Langdon, T.G. Effect of heat treatments on the microstructures and tensile properties of an ultrafine-grained Al-Zn-Mg alloy processed by ECAP. J. Alloys Compd. 2018, 749, 567–574. [Google Scholar] [CrossRef] [Green Version]
- Karimi, M.; Toroghinejad, M.R.; Dutkiewicz, J. Nanostructure formation during accumulative roll bonding of commercial purity titanium. Mater. Charact. 2016, 122, 98–103. [Google Scholar] [CrossRef]
- Yang, J.; Wang, G.; Park, J.M.; Kim, H.S. Microstructural behavior and mechanical properties of nanocrystalline Ti-22Al-25Nb alloy processed by high-pressure torsion. Mater. Charact. 2019, 151, 129–136. [Google Scholar] [CrossRef]
- Nakayama, H.; Tsuchiya, K.; Umemoto, M. Crystal refinement and amorphisation by cold rolling in TiNi shape memory alloys. Scr. Mater. 2001, 44, 1781–1785. [Google Scholar] [CrossRef]
- Tsuchiya, K.; Inuzuka, M.; Tomus, D.; Hosokawa, A.; Nakayama, H.; Morii, K.; Todaka, Y.; Umemoto, M. Martensitic transformation in nanostructured TiNi shape memory alloy formed via severe plastic deformation. Mater. Sci. Eng. A 2006, 438–440, 643–648. [Google Scholar] [CrossRef]
- Tsuchiya, K.; Hada, Y.; Koyano, T.; Nakajima, K.; Ohnuma, M.; Koike, T.; Todaka, Y.; Umemoto, M. Production of TiNi amorphous/nanocrystalline wires with high strength and elastic modulus by severe cold drawing. Scr. Mater. 2009, 60, 749–752. [Google Scholar] [CrossRef]
- Mei, Q.S.; Zhang, L.; Tsuchiya, K.; Gao, H.; Ohmura, T.; Tsuzaki, K. Grain size dependence of the elastic modulus in nanostructured NiTi. Scr. Mater. 2010, 63, 977–980. [Google Scholar] [CrossRef]
- Hu, T.; Chen, L.; Wu, S.L.; Chu, C.L.; Wang, L.M.; Yeung, K.W.K.; Chu, P.K. Graded phase structure in the surface layer of NiTi alloy processed by surface severe plastic deformation. Scr. Mater. 2011, 64, 1011–1014. [Google Scholar] [CrossRef]
- Chen, X.; Weidong, Z.; Wei, W.; Xiaobo, L.; Jianwei, Z. Coarsening behavior of lamellar orthorhombic phase and its effect on tensile properties for the Ti–22Al–25Nb alloy. Mater. Sci. Eng. A 2014, 611, 320–325. [Google Scholar] [CrossRef]
- Jiao, X.; Liu, G.; Wang, D.; Wu, Y. Creep behavior and effects of heat treatment on creep resistance of Ti-22Al-24Nb-0.5Mo alloy. Mater. Sci. Eng. A 2017, 680, 182–189. [Google Scholar] [CrossRef]
- Jiao, X.; Kong, B.; Tao, W.; Liu, G.; Ning, H. Effects of annealing on microstructure and deformation uniformity of Ti-22Al-24Nb-0.5Mo laser-welded joints. Mater. Des. 2017, 130, 166–174. [Google Scholar] [CrossRef]
- Lin, P.; Hao, Y.; Zhang, B.; Zhang, S.; Shen, J. Strain rate sensitivity of Ti-22Al-25Nb (at%) alloy during high temperature deformation. Mater. Sci. Eng. A 2018, 710, 336–342. [Google Scholar] [CrossRef]
- Bai, X.F.; Zhao, Y.Q.; Zhang, Y.S.; Zeng, W.D.; Yu, S.; Wang, G. Texture evolution in TLM titanium alloy during uniaxial compression. Mater. Sci. Eng. A 2013, 588, 29–33. [Google Scholar] [CrossRef]
- Zhang, Y.; Jiang, S.; Wang, S.; Sun, D.; Hu, L. Influence of partial static recrystallization on microstructures and mechanical properties of NiTiFe shape memory alloy subjected to severe plastic deformation. Mater. Res. Bull. 2017, 88, 226–233. [Google Scholar] [CrossRef]
- Sun, W.T.; Qiao, X.G.; Zheng, M.Y.; Hu, N.; Gao, N.; Starink, M.J. Evolution of long-period stacking ordered structure and hardness of Mg-8.2Gd-3.8Y-1.0Zn-0.4Zr alloy during processing by high pressure torsion. Mater. Sci. Eng. A 2018, 738, 238–252. [Google Scholar] [CrossRef] [Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Ti | Al | Mo | Nb | Fe |
|---|---|---|---|---|---|
| Weight percentage (wt %) | 46.31 | 10.27 | 0.95 | 42.42 | 0.08 |
| Atomic percentage (atom %) | 48.52 | 19.0 | 0.50 | 22.91 | 0.07 |
| Sample | B2 | Ti2AlNb | Ti3Al |
|---|---|---|---|
| As-rolled | 48.3% ± 2.4% | 45.4% ± 2.3% | 6.3% ± 0.3% |
| Can-compressed 25% | 49.1% ± 2.5% | 42.4% ± 2.1% | 8.5% ± 0.4% |
| Can-compressed 50% | 52.1% ± 2.6% | 39.3% ± 2.0% | 8.6% ± 0.4% |
| Can-compressed 60% | 52.9% ± 2.7% | 38.3% ± 1.9% | 8.8% ± 0.4% |
| Can-compressed 65% | 50.8% ± 2.6% | 39.9% ± 2.0% | 9.3% ± 0.5% |
| Can-compressed 75% | 53.2% ± 2.7% | 37.7% ± 1.9% | 9.1% ± 0.5% |
| Properties | AR | 25% | 50% | 60% | 65% | 75% |
|---|---|---|---|---|---|---|
| Hardness (HV) | 364 ± 18 | 332 ± 17 | 355 ± 18 | 334 ± 17 | 345 ± 17 | 358 ± 18 |
| Yield strength (MPa) | 892 ± 45 | 795 ± 40 | 875 ± 44 | 845 ± 42 | 884 ± 44 | 935 ± 47 |
| Grain size of B2 phase (μm) | 1.7 ± 0.1 | 4.4 ± 0.2 | 1.2 ± 0.1 | 1 ± 0.1 | 0.9 ± 0.1 | 0.9 ± 0.1 |
| Schmid factors of B2 {110}<001> | 0.39 | 0.36 | 0.47 | 0.48 | 0.43 | 0.34 |
| Schmid factors of B2 {110}<111> | 0.47 | 0.39 | 0.38 | 0.35 | 0.39 | 0.43 |
| Schmid factors of B2 {112}<111> | 0.48 | 0.43 | 0.42 | 0.39 | 0.42 | 0.45 |
| Schmid factors of O {001}<110> | 0.32 | 0.27 | 0.38 | 0.38 | 0.36 | 0.36 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, S.; Xu, W.; Sun, W.; Zong, Y.; Chen, Y.; Shan, D. Study on Microstructure Evolution and Mechanical Properties of Ti2AlNb-Based Alloy under Canning Compression and Annealing. Metals 2019, 9, 980. https://doi.org/10.3390/met9090980
Wang S, Xu W, Sun W, Zong Y, Chen Y, Shan D. Study on Microstructure Evolution and Mechanical Properties of Ti2AlNb-Based Alloy under Canning Compression and Annealing. Metals. 2019; 9(9):980. https://doi.org/10.3390/met9090980
Chicago/Turabian StyleWang, Sibing, Wenchen Xu, Wanting Sun, Yingying Zong, Yu Chen, and Debin Shan. 2019. "Study on Microstructure Evolution and Mechanical Properties of Ti2AlNb-Based Alloy under Canning Compression and Annealing" Metals 9, no. 9: 980. https://doi.org/10.3390/met9090980