
Aerobic Granular Sludge–Membrane BioReactor (AGS–MBR) as a Novel Configuration for Wastewater Treatment and Fouling Mitigation: A Mini-Review





Abstract
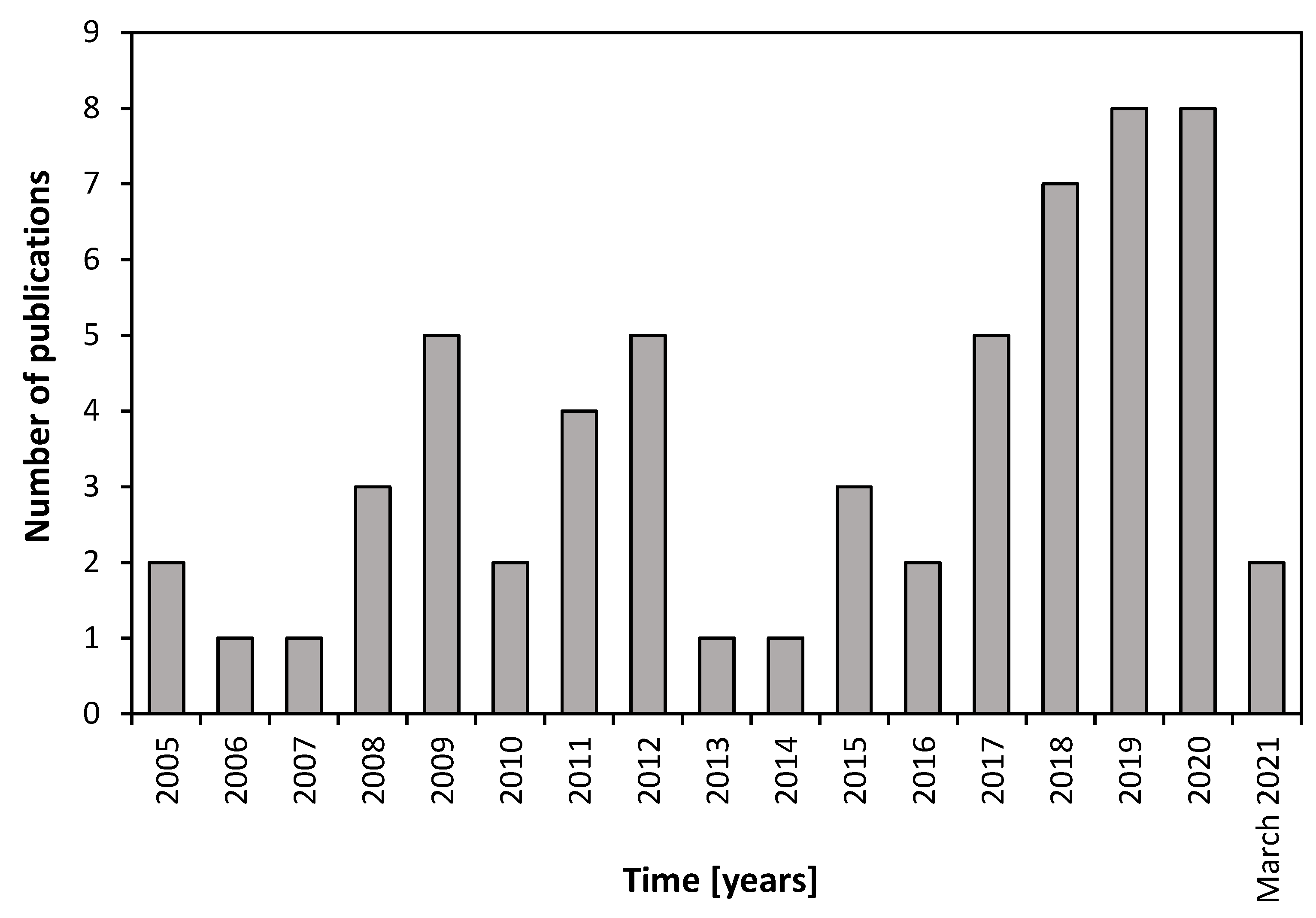
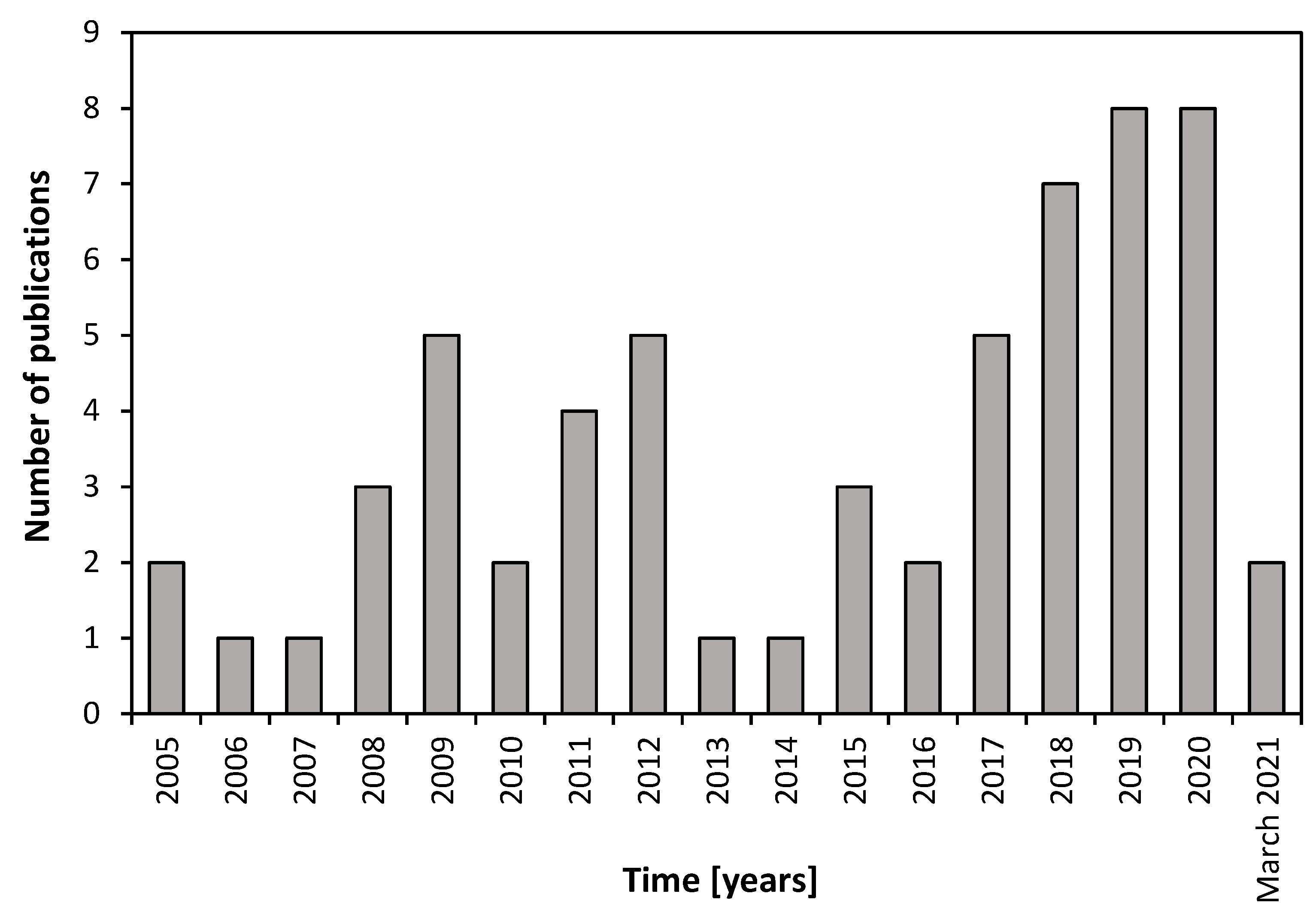
:1. Introduction and Global Overview
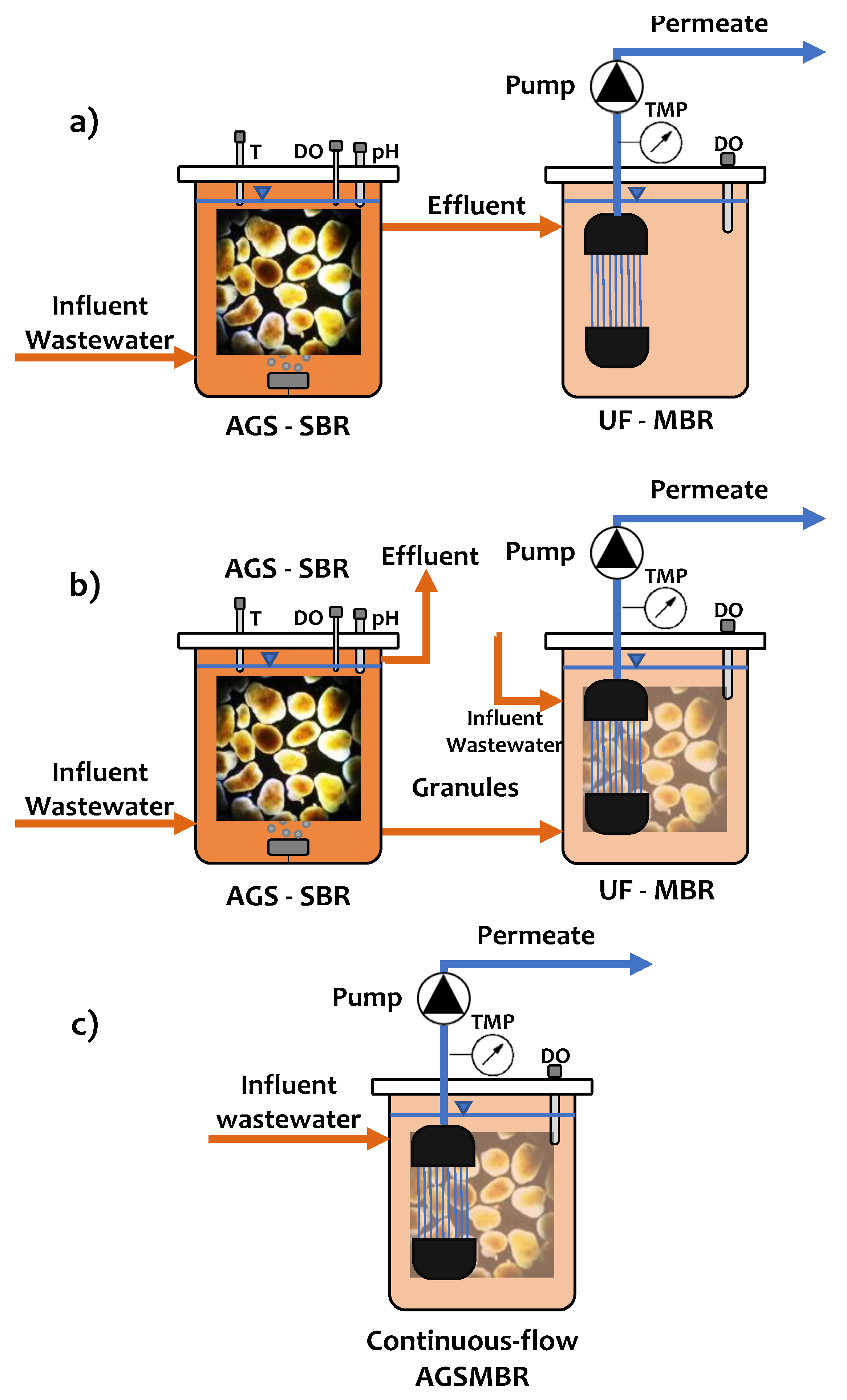
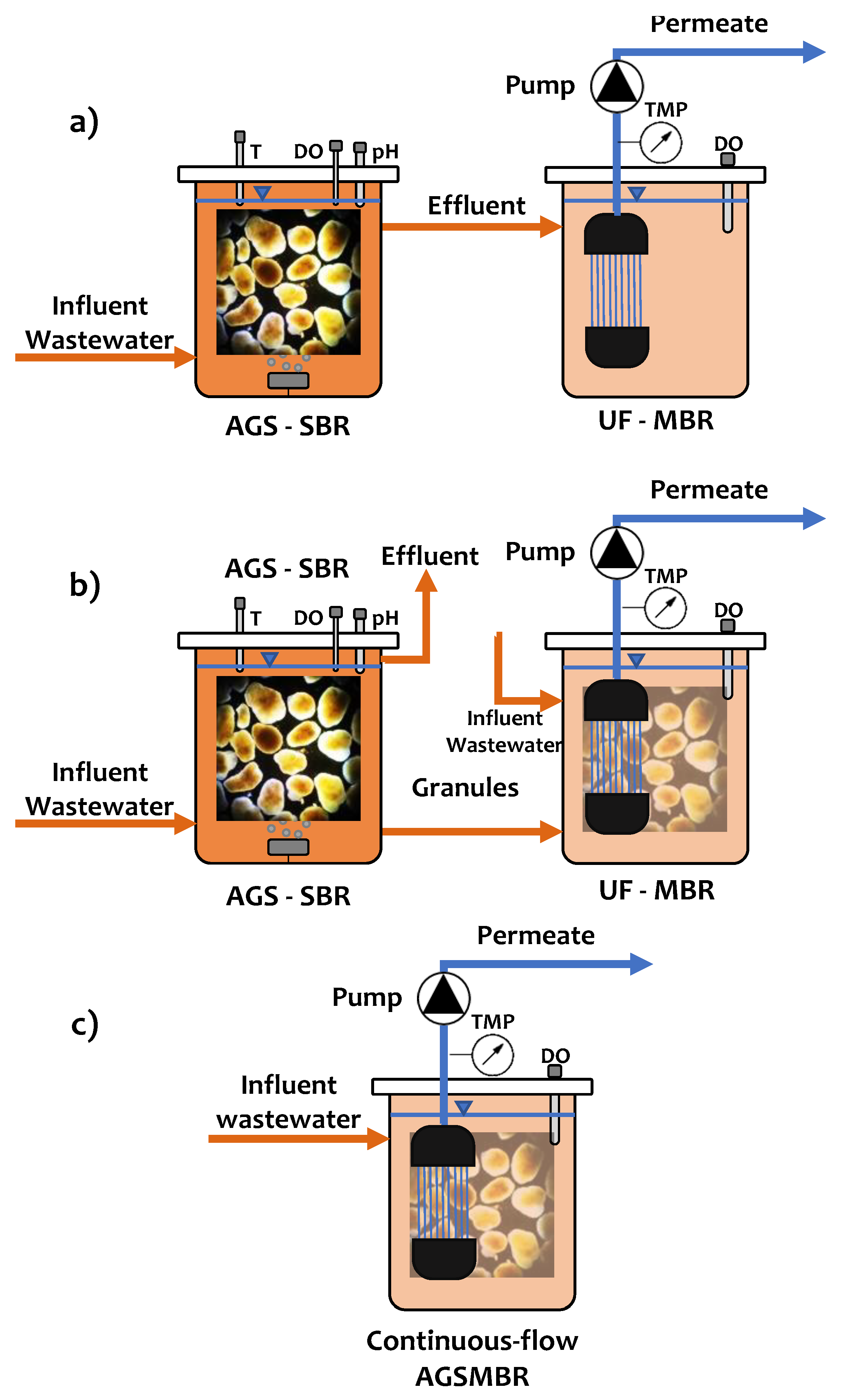
2. Process Configurations
3. Removal Efficiencies of AGS–MBR
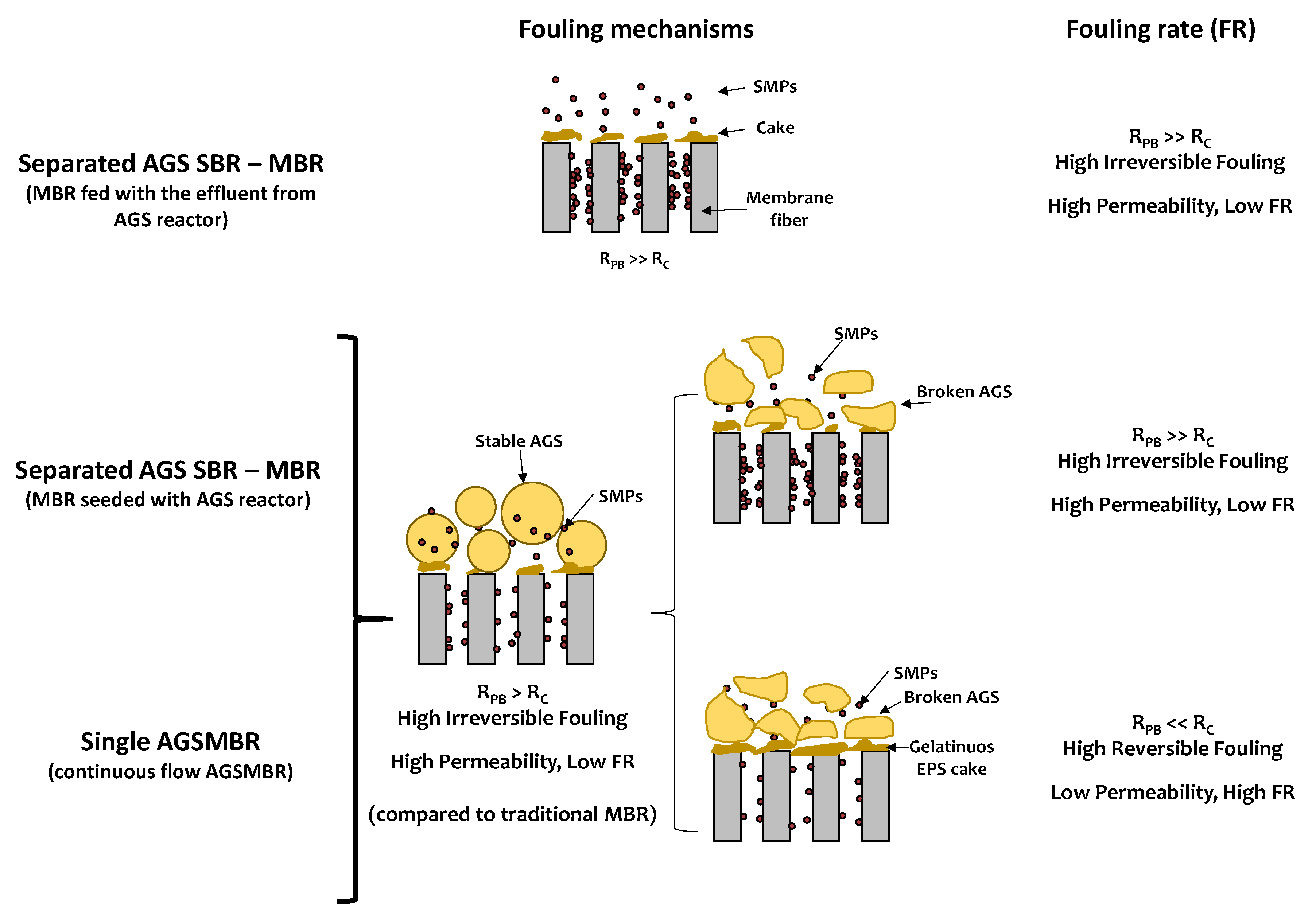
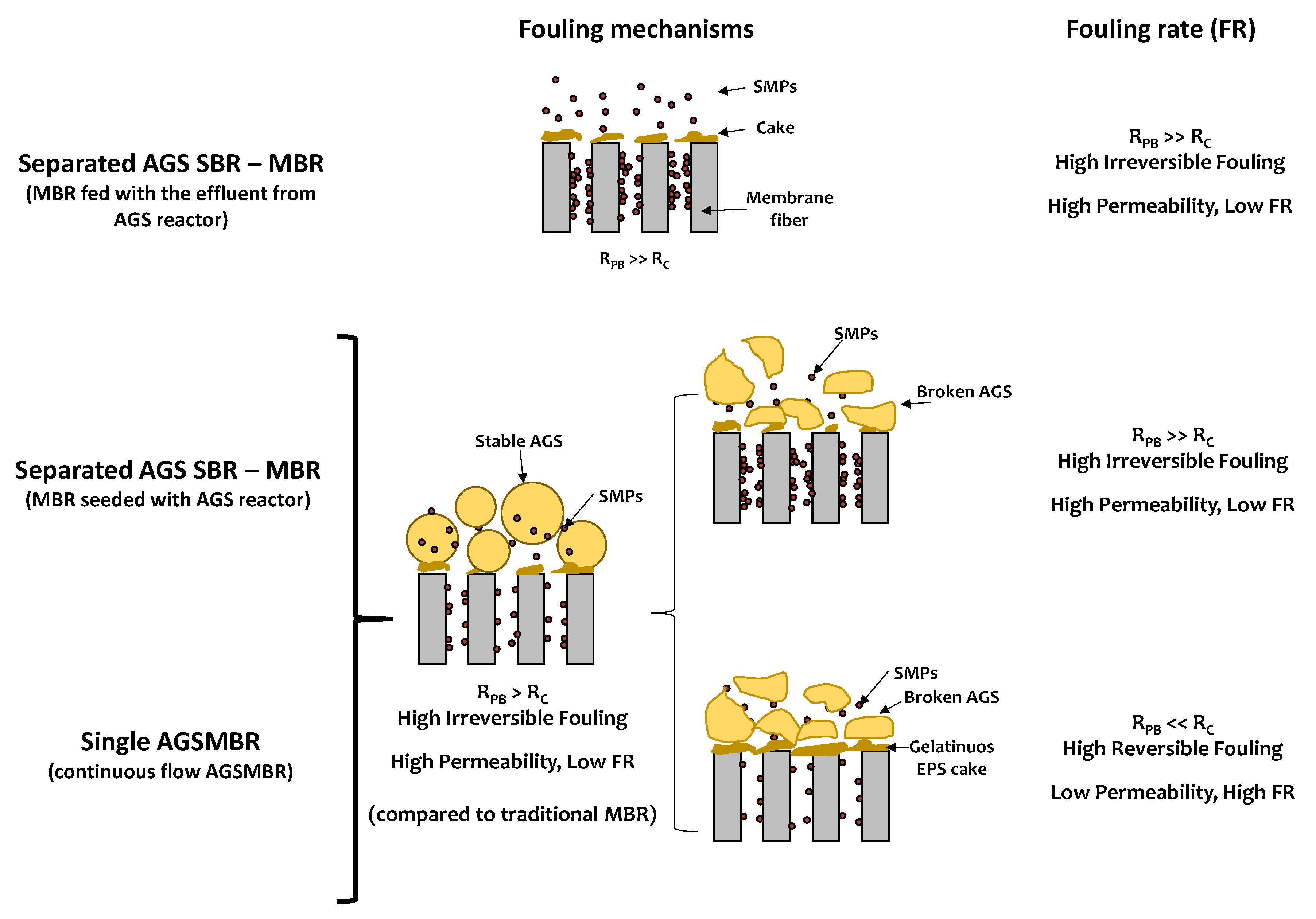
4. Fouling Behavior and Analysis in AGS–MBR Systems: Better or Worse Than Traditional MBR?
4.1. Separated Reactors (SBR–MBR)
4.2. Separated Reactors (SBR–Submerged MBR with AGS)
4.3. Single Reactor (AGS–MBR)
5. Future and Perspective of AGS–MBR Technology
6. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Metcalf, W.; Eddy, C. Metcalf and Eddy Wastewater Engineering: Treatment and Reuse; McGraw Hill: New York, NY, USA, 2003. [Google Scholar]
- Le-Clech, P.; Chen, V.; Fane, T.A.G. Fouling in membrane bioreactors used in wastewater treatment. J. Memb. Sci. 2006, 284, 17–53. [Google Scholar] [CrossRef]
- Meng, F.; Chae, S.-R.; Drews, A.; Kraume, M.; Shin, H.-S.; Yang, F. Recent advances in membrane bioreactors (MBRs): Membrane fouling and membrane material. Water Res. 2009, 43, 1489–1512. [Google Scholar] [CrossRef] [PubMed]
- Metcalf, W.; Eddy, C. Metcalf and Eddy Ingegneria delle Acque Reflue: Trattamento e riuso; McGraw Hill: New York, NY, USA, 2006; (italian version). [Google Scholar]
- Meng, F.; Zhang, S.; Oh, Y.; Zhou, Z.; Shin, H.S.; Chae, S.R. Fouling in membrane bioreactors: An updated review. Water Res. 2017, 114, 151–180. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.; Ma, J.; Tang, C.Y.; Kimura, K.; Wang, Q.; Han, X. Membrane cleaning in membrane bioreactors: A review. J. Memb. Sci. 2014, 468, 276–307. [Google Scholar] [CrossRef]
- Zhang, J.; Loong, W.L.C.; Chou, S.; Tang, C.; Wang, R.; Fane, A.G. Membrane biofouling and scaling in forward osmosis membrane bioreactor. J. Memb. Sci. 2012, 403–404, 8–14. [Google Scholar] [CrossRef]
- Campo, R.; Capodici, M.; Di Bella, G.; Torregrossa, M. The role of EPS in the foaming and fouling for a MBR operated in intermittent aeration conditions. Biochem. Eng. J. 2017, 118, 41–52. [Google Scholar] [CrossRef]
- Iorhemen, O.T.; Hamza, R.A.; Tay, J.H. Membrane fouling control in membrane bioreactors (MBRs) using granular materials. Bioresour. Technol. 2017, 240, 9–24. [Google Scholar] [CrossRef]
- Zhang, W.; Liang, W.; Zhang, Z.; Hao, T. Aerobic granular sludge (AGS) scouring to mitigate membrane fouling: Performance, hydrodynamic mechanism and contribution quantification model. Water Res. 2021, 188. [Google Scholar] [CrossRef]
- Iorhemen, O.T.; Hamza, R.A.; Sheng, Z.; Tay, J.H. Submerged aerobic granular sludge membrane bioreactor (AGMBR): Organics and nutrients (nitrogen and phosphorus) removal. Bioresour. Technol. Rep. 2019, 6, 260–267. [Google Scholar] [CrossRef]
- Pronk, M.; de Kreuk, M.K.; de Bruin, B.; Kamminga, P.; Kleerebezem, R.; van Loosdrecht, M.C.M. Full scale performance of the aerobic granular sludge process for sewage treatment. Water Res. 2015, 84, 207–217. [Google Scholar] [CrossRef]
- Campo, R.; Di Bella, G. Petrochemical slop wastewater treatment by means of aerobic granular sludge: Effect of granulation process on bio-adsorption and hydrocarbons removal. Chem. Eng. J. 2019, 378. [Google Scholar] [CrossRef]
- Campo, R.; Sguanci, S.; Caffaz, S.; Mazzoli, L.; Ramazzotti, M.; Lubello, C.; Lotti, T. Efficient carbon, nitrogen and phosphorus removal from low C/N real domestic wastewater with aerobic granular sludge. Bioresour. Technol. 2020, 305, 122961. [Google Scholar] [CrossRef] [PubMed]
- De Kreuk, M.K.; Heijnen, J.J.; Van Loosdrecht, M.C.M. Simultaneous COD, nitrogen, and phosphate removal by aerobic granular sludge. Biotechnol. Bioeng. 2005, 132, 694–697. [Google Scholar] [CrossRef] [PubMed]
- Lin, Y.; de Kreuk, M.; van Loosdrecht, M.C.M.; Adin, A. Characterization of alginate-like exopolysaccharides isolated from aerobic granular sludge in pilot-plant. Water Res. 2010, 44, 3355–3364. [Google Scholar] [CrossRef] [PubMed]
- Bassin, J.P.; Tavares, D.C.; Borges, R.C.; Dezotti, M. Development of aerobic granular sludge under tropical climate conditions: The key role of inoculum adaptation under reduced sludge washout for stable granulation. J. Environ. Manag. 2019, 230, 168–182. [Google Scholar] [CrossRef]
- Adav, S.S.; Lee, D.J.; Show, K.Y.; Tay, J.H. Aerobic granular sludge: Recent advances. Biotechnol Adv. 2008, 26, 411–423. [Google Scholar] [CrossRef]
- De Kreuk, M.K.; van Loosdrecht, M.C.M. Selection of slow growing organisms as a means for improving aerobic granular sludge stability. Water Sci. Technol. 2004, 49, 9–17. [Google Scholar] [CrossRef]
- Picioreanu, C.; Van Loosdrecht, M.C.M.; Heijnen, J.J. Mathematical modeling of biofilm structure with a hybrid differential- discrete cellular automaton approach. Biotechnol. Bioeng. 1998, 58, 101–116. [Google Scholar] [CrossRef]
- Song, W.; Xu, D.; Bi, X.; Ng, H.Y.; Shi, X. Intertidal wetland sediment as a novel inoculation source for developing aerobic granular sludge in membrane bioreactor treating high-salinity antibiotic manufacturing wastewater. Bioresour. Technol. 2020, 314, 123715. [Google Scholar] [CrossRef]
- Wang, Y.; Zhong, C.; Huang, D.; Wang, Y.; Zhu, J. The membrane fouling characteristics of MBRs with different aerobic granular sludges at high flux. Bioresour. Technol. 2013, 136, 488–495. [Google Scholar] [CrossRef]
- Thanh, B.X.; Visvanathan, C.; Ben Aim, R. Fouling characterization and nitrogen removal in a batch granulation membrane bioreactor. Int. Biodeterior. Biodegrad. 2013, 85, 491–498. [Google Scholar] [CrossRef]
- Liu, H.; Li, Y.; Yang, C.; Pu, W.; He, L.; Bo, F. Stable aerobic granules in continuous-flow bioreactor with self-forming dynamic membrane. Bioresour. Technol. 2012, 121, 111–118. [Google Scholar] [CrossRef]
- Li, W.W.; Wang, Y.K.; Sheng, G.P.; Gui, Y.X.; Yu, L.; Xie, T.Q.; Yu, H.Q. Integration of aerobic granular sludge and mesh filter membrane bioreactor for cost-effective wastewater treatment. Bioresour. Technol. 2012, 122, 22–26. [Google Scholar] [CrossRef] [PubMed]
- Juang, Y.C.; Su, A.; Fang, L.H.; Lee, D.J.; Lai, J.Y. Fouling with aerobic granule membrane bioreactor. Water Sci. Technol. 2011, 64, 1870–1875. [Google Scholar] [CrossRef] [PubMed]
- Xuan, W.; Bin, Z.; Zhiqiang, S.; Zhigang, Q.; Zhaoli, C.; Min, J.; Junwen, L.; Jingfeng, W. The EPS characteristics of sludge in an aerobic granule membrane bioreactor. Bioresour. Technol. 2010, 101, 8046–8050. [Google Scholar] [CrossRef] [PubMed]
- Yu, G.-H.; Juang, Y.-C.; Lee, D.-J.; He, P.-J.; Shao, L.-M. Filterability and extracellular polymeric substances of aerobic granules for AGMBR process. J. Taiwan Inst. Chem. Eng. 2009, 40, 479–483. [Google Scholar] [CrossRef]
- Liébana, R.; Modin, O.; Persson, F.; Wilén, B.M. Integration of aerobic granular sludge and membrane bioreactors for wastewater treatment. Crit. Rev. Biotechnol. 2018, 38, 801–816. [Google Scholar] [CrossRef]
- Bengtsson, S.; de Blois, M.; Wilén, B.M.; Gustavsson, D. A comparison of aerobic granular sludge with conventional and compact biological treatment technologies. Environ. Technol. 2019, 40, 2769–2778. [Google Scholar] [CrossRef]
- Thanh, B.X.; Visvanathan, C.; Sprandio, M.; Aim, R. Ben Fouling characterization in aerobic granulation coupled baffled membrane separation unit. J. Memb. Sci. 2008, 318, 334–339. [Google Scholar] [CrossRef]
- Iorhemen, O.T.; Hamza, R.A.; Zaghloul, M.S.; Tay, J.H. Simultaneous organics and nutrients removal in side-stream aerobic granular sludge membrane bioreactor (AGMBR). J. Water Process Eng. 2018, 21, 127–132. [Google Scholar] [CrossRef]
- Di Trapani, D.; Corsino, S.F.; Torregrossa, M.; Viviani, G. Treatment of high strength industrial wastewater with membrane bioreactors for water reuse: Effect of pre-treatment with aerobic granular sludge on system performance and fouling tendency. J. Water Process Eng. 2019, 31, 100859. [Google Scholar] [CrossRef]
- Vijayalayan, P.; Thanh, B.X.; Visvanathan, C. Simultaneous nitrification denitrification in a Batch Granulation Membrane Airlift Bioreactor. Int. Biodeterior. Biodegrad. 2014, 95, 139–143. [Google Scholar] [CrossRef]
- Zhou, J.; Yang, F.-L.; Meng, F.-G.; An, P.; Wang, D. Comparison of membrane fouling during short-term filtration of aerobic granular sludge and activated sludge. J. Environ. Sci. 2007, 19, 1281–1286. [Google Scholar] [CrossRef]
- Tay, J.H.; Yang, P.; Zhuang, W.Q.; Tay, S.T.L.; Pan, Z.H. Reactor performance and membrane filtration in aerobic granular sludge membrane bioreactor. J. Memb. Sci. 2007, 304, 24–32. [Google Scholar] [CrossRef]
- Tu, X.; Zhang, S.; Xu, L.; Zhang, M.; Zhu, J. Performance and fouling characteristics in a membrane sequence batch reactor (MSBR) system coupled with aerobic granular sludge. Desalination 2010, 261, 191–196. [Google Scholar] [CrossRef]
- Zhang, B.; Huang, D.; Shen, Y.; Yin, W.; Gao, X.; Shi, W. Treatment of municipal wastewater with aerobic granular sludge membrane bioreactor (AGMBR): Performance and membrane fouling. J. Clean. Prod. 2020, 273, 123124. [Google Scholar] [CrossRef]
- Wang, J.; Wang, X.; Zhao, Z.; Li, J. Organics and nitrogen removal and sludge stability in aerobic granular sludge membrane bioreactor. Appl. Microbiol. Biotechnol. 2008, 79, 679–685. [Google Scholar] [CrossRef]
- Juang, Y.C.; Lee, D.J.; Lai, J.Y. Fouling layer on hollow-fibre membrane in aerobic granule membrane bioreactor. J. Chin. Inst. Chem. Eng. 2008, 39, 657–661. [Google Scholar] [CrossRef]
- Zhao, X.; Chen, Z.-L.; Wang, X.-C.; Shen, J.-M.; Xu, H. PPCPs removal by aerobic granular sludge membrane bioreactor. Appl. Microbiol. Biotechnol. 2014, 98, 9843–9848. [Google Scholar] [CrossRef] [PubMed]
- Xia, Z.; Xiao-chun, W.; Zhong-lin, C.; Hao, X.; Qing-fang, Z. Microbial community structure and pharmaceuticals and personal care products removal in a membrane bioreactor seeded with aerobic granular sludge. Appl. Microbiol. Biotechnol. 2015, 99, 425–433. [Google Scholar] [CrossRef] [PubMed]
- Sajjad, M.; Kim, I.S.; Kim, K.S. Development of a novel process to mitigate membrane fouling in a continuous sludge system by seeding aerobic granules at pilot plant. J. Memb. Sci. 2016, 497, 90–98. [Google Scholar] [CrossRef]
- Wang, X.C.; Shen, J.M.; Chen, Z.L.; Zhao, X.; Xu, H. Removal of pharmaceuticals from synthetic wastewater in an aerobic granular sludge membrane bioreactor and determination of the bioreactor microbial diversity. Appl. Microbiol. Biotechnol. 2016, 100, 8213–8223. [Google Scholar] [CrossRef] [PubMed]
- Corsino, S.F.; Campo, R.; Di Bella, G.; Torregrossa, M.; Viviani, G. Study of aerobic granular sludge stability in a continuous-flow membrane bioreactor. Bioresour. Technol. 2016, 200, 1055–1059. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, C.; Bin, L.; Tang, B.; Huang, S.; Fu, F.; Chen, Q.; Wu, L.; Wu, C. Cultivating granular sludge directly in a continuous-flow membrane bioreactor with internal circulation. Chem. Eng. J. 2017, 309, 108–117. [Google Scholar] [CrossRef]
- Zhang, W.; Jiang, F. Membrane fouling in aerobic granular sludge (AGS)-membrane bioreactor (MBR): Effect of AGS size. Water Res. 2019, 157, 445–453. [Google Scholar] [CrossRef]
- Iorhemen, O.T.; Hamza, R.A.; Zaghloul, M.S.; Tay, J.H. Aerobic granular sludge membrane bioreactor (AGMBR): Extracellular polymeric substances (EPS) analysis. Water Res. 2019, 156, 305–314. [Google Scholar] [CrossRef]
- Li, X.; Gao, F.; Hua, Z.; Du, G.; Chen, J. Treatment of synthetic wastewater by a novel MBR with granular sludge developed for controlling membrane fouling. Sep. Purif. Technol. 2005, 46, 19–25. [Google Scholar] [CrossRef]
- Li, X.; Li, Y.; Liu, H.; Hua, Z.; Du, G.; Chen, J. Characteristics of aerobic biogranules from membrane bioreactor system. J. Memb. Sci. 2007, 287, 294–299. [Google Scholar] [CrossRef]
- Li, X.F.; Li, Y.J.; Liu, H.; Hua, Z.Z.; Du, G.C.; Chen, J. Correlation between extracellular polymeric substances and aerobic biogranulation in membrane bioreactor. Sep. Purif. Technol. 2008, 59, 26–33. [Google Scholar] [CrossRef]
- Juang, Y.C.; Adav, S.S.; Lee, D.J.; Tay, J.H. Stable aerobic granules for continuous-flow reactors: Precipitating calcium and iron salts in granular interiors. Bioresour. Technol. 2010, 101, 8051–8057. [Google Scholar] [CrossRef]
- Wei, S.P.; Stensel, H.D.; Nguyen Quoc, B.; Stahl, D.A.; Huang, X.; Lee, P.H.; Winkler, M.K.H. Flocs in disguise? High granule abundance found in continuous-flow activated sludge treatment plants. Water Res. 2020, 179, 115865. [Google Scholar] [CrossRef] [PubMed]
- Di Bella, G.; Di Trapani, D. A brief review on the resistance-in-series model in membrane bioreactors (MBRs). Membranes 2019, 9, 24. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Iorhemen, O.T.; Hamza, R.A.; Tay, J.H. Membrane bioreactor (Mbr) technology for wastewater treatment and reclamation: Membrane fouling. Membranes 2016, 6, 33. [Google Scholar] [CrossRef] [Green Version]
- Morales, N.; Figueroa, M.; Mosquera-Corral, A.; Campos, J.L.; Méndez, R. Aerobic granular-type biomass development in a continuous stirred tank reactor. Sep. Purif. Technol. 2012, 89, 199–205. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
| Process Configuration | Operation Mode | Wastewater | Granules Size (Average) | SRT | HRT | Biomass Concentration | Organic Matter Removal | P—Removal | N—Removal | TMP or Resistance to Filtration | PN/PS ratio of Bound EPS | Features | Ref. |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| (µm) | (d) | (h) | (g/L) | % | % | % | kPa or m−1 | - | |||||
| Submerged MBR with aerobic granular sludge (AGS) (PVDF—pore size 0.22 µm) | Continuous flow | Synthetic | 590 | n.d. | n.d. | n.d. | >90 | >30 | 45 | Fouling resistance to filtration (Rf) decreased from 5.70 × 1012 m−1, to 1.56 × 1012 m−1 due to the increase of AGS ratio that enhanced the cake permeability on account of AGS scouring effect, AGS structure and hydraulic shear. | n.d. | Membrane-fouling can be evidently mitigated after sludge granulation | [10] |
| Separated Sequencing Batch Reactor (SBR) and Submerged MBR (PVDF and PTFE pore size 0.1 µm) | Batch (SBR)—Continuous (MBR) | Synthetic | 493 ± 36 | 25 | 12 | 6.7 as MLSS; 5.8 as MLVSS | >98 | n.d. | >66 | PTFE membranes had better antifouling performance, compared to PVDF membranes. Pore-blocking was the dominant form of membrane-fouling. Rpore_blocking/Rfouling ratios of the PVDF and PTFE membranes were 59.8% and 56.4%, respectively, which were higher than the corresponding Rcake/Rfouling values. | n.d. | The cake layer formed by the AGS was porous; it could not prevent small foulants from entering the membrane pores, leading to blocking of the membrane pores. PVDF membrane showed a higher PN contents of the EPS and SMP, compared with PTFE membrane, resulting in more serious fouling. | [38] |
| Submerged MBR with AGS inoculated with intertidal wetland sediment (IWS) | Continuous flow | Real saline pharmaceutical wastewater | 3100–3300 | 10 (first 30 days); infinite (the last 90 days) | 12 | 5 as MLSS | 90 | n.d. | 31 | Lower trans-membrane pressure (TMP) development rate, compared to conventional MBR. | n.d. | Granular sludge exhibited significantly lower fouling potential than conventional activated sludge in MBR under high salinity environment. The bigger size of granular sludge induced higher shearinduced transport, which overwhelmed the filtration dragging force and foulant–membrane interaction, consequently leading to less deposition on membrane surface. | [21] |
| Separated Sequencing Batch Airlift Reactor (SBAR) and Submerged MBR (PVDF pore size 0.04 µm) | Batch (SBAR)—Continuous (MBR) | Real industrial citrus wastewater | n.d. | 1.8 (SBAR), 38 (MBR) | 12 (SBAR), 53 (MBR) | 6–8 as MLSS | 95 | n.d. | n.d. | Rapid increase of total resistance to filtration due to cake-layer deposition. Rapid increase of Fouling Rate (close to 10 × 1012 m/d) | n.d. | The AGS + MBR was characterized by higher values of total resistance to filtration and the fouling was characterized by a higher increase of irremovable fouling that can shorten the membrane life. | [31] |
| Submerged AGMBR—PVDF membranes (pore size 0.15 µm) | Continuous flow | Synthetic | n.d. | 25 | 6,8,10 | 7.9 ± 1.7 as MLSS | 96 | 35 | 50 | Gentle TMP rise due to the sloughing of the cake layer through the abrasion by AGS. | 2–16 | The rise in TMP (up to 46 kPa) is due to the high PN content in soluble EPS. TMP rise was low despite the high PN/PS ratio | [11,45] |
| AGS reactor—Side-stream PVDF membrane (pore size 0.15 µm) | Continuous flow | Synthetic | n.d. | n.d | n.d | 4.3 as MLSS | n.d. | n.d. | n.d. | n.d. | n.d. | Critical AGS size (1–1.2 mm) for membrane-fouling. Exceeding 1.2 mm, flux rose and fouling decreased with size, since the loose cake layer formed by larger AGS demonstrated a high permeability. Less than 1 mm, better flux and smaller fouling emerged at lower size, due to less EPS production. As for the critical size, the highest fouling was caused by the dual role of the compact structure of cake-fouling layer and the adhesion of EPS. | [44] |
| AGS reactor—Side-stream PVDF membrane (pore size 0.10 µm) | AGS SBR—continuos flow MBR | Synthetic | n.d. | n.d | n.d | 9.2 as MLSS | 98 | ≥95 | 96–99 | n.d. | n.d. | n.d | [30] |
| Submerged aerobic granular sludge MBR—PVDF membrane (pore size 0.22 µm) | Continuous flow | Synthetic | n.d. | 110 | 5 | 6–8 g/L | >80 | n.d. | >80 | membrane cleaning when TMP reached 30 kPa | always <1– > dominance of PS content | n.d | [43] |
| continue | |||||||||||||
| Submerged aerobic granular sludge MBR—PVDF membrane (pore size 0.04 µm) | Continuous flow | Synthetic | n.d. | 50 | 7.5 | 8 | 90 | very low | very low | Rpb was an order of magnitude lower than the Rcake,irr due to low content of SMP in the bulk. | 4–5 | n.d | [42] |
| Submerged aerobic granular sludge MBR—PVDF membrane (pore size 0.22 µm) | Continuous flow | Synthetic with pharmaceuticals | n.d. | 20 | 4 | 5.1 as MLVSS | 92 | 90 | 88 | n.d. | n.d. | The removal rates of prednisolone, norfloxacin and naproxen reached 98.5, 87.8 and 84%, respectively. The degradation effect in the GMBR system wasrelatively lower for sulphamethoxazole and ibuprofen, withremoval efficiency rates of 79.8 and 63.3%, respectively. | [41] |
| Continuous-flow membrane bioreactor (CFMBR) seeded with aerobic granular sludge (AGS) | Continuous flow | Real wastewater | 550 | n.d. | 8 | 3.5 as MLSS | n.d. | n.d. | n.d. | TMP = 20 kPa after 90 days of continuous filtration. Low fouling rate of 0.25 kPa/d, without any membrane cleaning. | 3.3 | The granular sludge filterability in CFMBR wasnearly three times higher than the flocculant sludge of this reactor. Thegranule formation in CFMBR lessened the concentration of sludge flocs, which resulted in the alleviation of membrane-fouling. The periodic renewal of granulessignificantly delayed the frequency of membrane cleaning. | [40] |
| Submerged aerobic granular sludge MBR -Polyethylene membrane (pore size 0.01 µm) | Continuous flow | Synthetic with pharmaceuticals | 30 | 2 | n.d | 92.7 | 90 (as NH4-N) | n.d. | n.d. | n.d. | The removal rates ofprednisolone, naproxen, and norfloxacin were 98.56, 84.02,and 87.85%, respectively. The removal rates of sulfamethoxazoleand ibuprofen were 77.83 and 63.32%, respectively | [39] | |
| Submerged aerobic granular sludge MBR—PVDF membrane (pore size 0.02 µm) | Continuous flow | Synthetic with pharmaceuticals | n.d. | n.d. | 4.1 as MLVSS | 80–90 | 90 | 95 | n.d. | n.d. | Removal rate of prednisolone (98%), naproxene (84%), ibuprofene (63%), amoxicillin (irrelevant). | [38] | |
| Batch Granulation Membrane Aerated Bioreactor (BG-MABR)—Separated Sequencing Batch Airlift Reactor (SBAR) and Membrane Airlift Bioreactor MABR Polyethylene (pore size 0.1 µm) | Batch | Synthetic | 1700 | 24 (SBAR), 40 (MBR) | 7.6 aa MLVSS (SBAR); 3.9 as MLVSS (MABR) | 99 | n.d. | 61 | Low fouling rate of 0.105 kPa/day | 0.17 | The deflocculation and lysis processes are the main sources for generation of soluble EPS in the system. The advantages of the granular sludge as well as the MABR sludge in terms of good settling when compared to the conventional MBR favors the use of MABR coupling with the granulation reactor. Approximately, 30% and 50% of the soluble PS and PN were retained by the membrane which shows that the remaining PS and PN were deposited on pores and surface of the membrane. This phenomenon has caused irreversible fouling in the membrane. | [32] | |
| Submerged aerobic granular sludge MBR—PVDF membrane (pore size 0.4 µm) | SBR | Synthetic | 1000 | 8 | n.d. | 3–10 as MLSS | n.d. | n.d. | n.d. | Good and stable aerobic granules greatly retarded the membrane-fouling, thus contributing to a gentle TMP rise. The pore-blocking resistance (Rpb) close to 76.21% was the key fouling factor for aerobic granular sludge MBR. | 2.5 | The pore-blocking resistance was the main factor inaerobic granular sludge. The AGMBR allowed 61 days of filtration without the need for cleaning, a higher value if compared with 10, 14, and 19 days for bulking, flocculent, and small granular sludge, respectively. Granules were stable during operation. | [22] |
| Batch Granulation Membrane Bioreactor (BG-MBR)—Separated Sequencing Batch Airlift Reactor (SBAR) and Submerged MBR Polyethylene (pore size 0.1 µm) | Batch (SBAR)—Continuous (MBR) | Synthetic | 4900 | 24 (SBAR), 20 (MBR) | 7.3 (SBAR), 3.4 (MBR) | 12.6 as MLVSS (SBAR); 2.2 as MLVSS (MBR). | 97.3 | n.d. | 59 | Slow TMP rise, low fouling rate of 0.027 kPa/day. | 1.7 | Extended filtration period to 78 days without any need for physical cleaning. Granule were stable during the study period. | [23] |
| Submerged aerobic granular sludge MBR—microfiltration or ultrafiltration membrane widely used in MBR was substituted by a kind of silk with aperture of about 0.1 mm | Continuous flow | Synthetic | complete retention | 13 | 10 as MLSS | 83 | 67 | 60 | After a hard continuous operation of the dynamic membrane for more than a month, the membrane resistance had no obvious increase, thus demonstrating that membrane-fouling could greatly be reduced by introducing granular sludge in the DMBR | n.d. | By combining the technologies of granular sludge and dynamic membrane, membrane-fouling could be greatly relieved. | [24] | |
| continue | |||||||||||||
| Submerged aerobic granular sludge—mesh filter MBR nylon membrane (pore size 70 µm) | Continuous flow | Synthetic | 500 | 32 | 6.7 | 5 as MLSS | 91 | 96 (as NH4-N) | n.d. | Low TMP (0.24 kPa) during the stable operation period. | n.d. | Granules showed a lower fouling propensity than flocs, attributed to the formation of a biocake with more porosity than floc biocake. | [25] |
| Submerged aerobic granular sludge MBR (AGMBR)—Polyethylene membrane (pore size 0.4 µm) | Continuous flow | Synthetic | n.d. | n.d. | n.d. | n.d. | >95 | n.d. | n.d. | Low TMP increase | n.d. | The AGMBR delays the occurrence of membrane-fouling when compared with the MBR tests; however, once fouling occurs, it was mostly contributed by irreversible fouling. | [26] |
| Submerged aerobic granular sludge MBR (GMBR)—PVDF membrane (pore size 0.22 µm) | Continuous flow | Synthetic | 180–900 | n.d. | n.d. | 4 as MLSS | n.d. | n.d. | n.d. | TMP up to 17.8 kPa | Protein was the most predominantcomponent in EPS | Aerobic granules play an important role in reducing membrane pollutant | [27] |
| Submerged membrane sequencing batch reactor (MSBR) with aerobic granular sludge | SBR | Synthetic | 500–1000 | n.d. | n.d. | 4–19 as MLSS | up to 98 | 83–86 | n.d. | TMP below 8 kPa and fouling rate below 0.1 kPa/day | 2–3 | Membrane-fouling developed more slightly after sludge granulation was completed. | [35] |
| Aerobic granular sludge—Membrane bioreactor | Continuous flow | Synthetic | >5000 | n.d. | 24 | TSS = 1.7 g/L; VSS = 1.5 g/L | >85 | n.d. | n.d. | TMP below 70 kPa | n.d. | The quantities of proteins and polysaccharides in AGS increased first during granulation process, then declined owing to occurrence of intra-core anaerobic degradation. | [28] |
| Submerged aerobic granular sludge MBR reactor (GMBR)—PVDF membrane (pore size 0.22 µm) | Continuous flow | Synthetic | 800–1500 | 35–45 | 5.3 | 4.2–5.9 g/L as MLSS | 85–92 | 42–78 | n.d. | n.d. | n.d. | Compared with SBR, the formation and stability of granular sludge are more complex in continuous GMBR than in SBR. | [36] |
| Submerged aerobic granular sludge MBR reactor (AGMBR)—Polyethylene membrane (pore size 0.4 µm) | Continuous flow | Synthetic | n.d. | n.d. | n.d. | n.d. | n.d. | n.d. | n.d. | n.d. | n.d. | The AGMBR exhibited a delayed TMP rise but, once occurred, irreversible fouling dominated the resistance. | [37] |
| Separated Sequencing Batch Airlift Reactor (SBAR) and Submerged MBR Polyethylene (pore size 0.1 µm) | Batch (SBAR)—Continuous (MBR) | Synthetic | 300 | n.d. | 5.8 (SBAR), 12 (MBR) | n.d. | n.d. | n.d. | n.d. | n.d. | Soluble PS fraction (sPS), i.e., 84% of sEPS, as main contributor or membrane fouling. | Shell carrier was found to be an effective method in cultivating aerobic granule. Withstanding high OLR up to 15 kg COD/(m3 d). | [29] |
| Submerged aerobic granular sludge MBR reactor—PVDF membrane (pore size 0.2 µm) | Continuous flow | Synthetic | n.d. | n.d. | 5 | 1.1–1.3 as MLSS | 85–90 | n.d. | n.d. | n.d. | 0.6–1 | The EPS released was closely associated with aerobic biogranulation in MBR system. | [48] |
| Submerged aerobic granular sludge MBR (AGMBR)—membrane pore size 0.1 µm | SBR | Synthetic | 690–700 | complete retention | 8 | 6.5 as MLSS | 99 | n.d. | n.d. | TMP 3–6 kPa—No physical cleaning required. | n.d. | In AGMBR, membrane TMP of 3–6 kPa was maintained and no physical cleaning was required. The much better filtration characteristics of AGMBR mixed liquor was due to the low compressibility of its biomass, which was dominated by aerobic granular sludge. Membrane permeability loss (34.5%) in AGMBR was twice as low as the loss in the submerged MBR | [34] |
| Submerged aerobic granular sludge reactor MBR—Polyethylene membrane (pore size 0.1 µm) | Batch (SBAR)—Continuous (MBR) | Synthetic | 500–1000 | n.d. | n.d. | 4.5 as MLSS | 90 | n.d. | Rpb is 44.2% of the membrane total resistance, which is higher than RC proportion. Therefore, the membrane-fouling in the aerobic granular sludge was mainly due to the membrane pore-blocking during membrane filtration of granular sludge. | n.d. | The aerobic granular sludge could mitigate membrane-fouling significantly during short-term membrane filtration. However, the aerobic granular sludge could result in severe irreversible membrane-fouling. | [33] | |
| continue | |||||||||||||
| Submerged aerobic granular sludge MBR (MGSBR)—Polypropylene membrane (pore size 0.1 µm) | Continuous flow | Synthetic | 3000 | 60 | 5 | 15 as MLSS | n.d. | n.d. | n.d. | n.d. | n.d. | The introduction of aerobic granular sludge into MBR could alleviate membrane-fouling and the membrane permeability of MGSBR was more 50% higher than that of a membrane bioreactor with floc sludge. | [47] |
| Submerged aerobic granular sludge MBR (MGSBR)—Polypropylene membrane (pore size 0.1 µm) | Continuous flow | Synthetic | 1000 | complete retention | 5 | 15 as MLSS | 80–95% | n.d. | n.d. | TMP = 0.1 MPa | n.d. | During the period of operation, the membrane permeability of MGSBR was more 50% higher than that of a conventional MBR. The introduction of aerobic granules into the MBR system benefited for controlling membrane-fouling. | [46] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Campo, R.; Lubello, C.; Lotti, T.; Di Bella, G. Aerobic Granular Sludge–Membrane BioReactor (AGS–MBR) as a Novel Configuration for Wastewater Treatment and Fouling Mitigation: A Mini-Review. Membranes 2021, 11, 261. https://doi.org/10.3390/membranes11040261
Campo R, Lubello C, Lotti T, Di Bella G. Aerobic Granular Sludge–Membrane BioReactor (AGS–MBR) as a Novel Configuration for Wastewater Treatment and Fouling Mitigation: A Mini-Review. Membranes. 2021; 11(4):261. https://doi.org/10.3390/membranes11040261
Chicago/Turabian StyleCampo, Riccardo, Claudio Lubello, Tommaso Lotti, and Gaetano Di Bella. 2021. "Aerobic Granular Sludge–Membrane BioReactor (AGS–MBR) as a Novel Configuration for Wastewater Treatment and Fouling Mitigation: A Mini-Review" Membranes 11, no. 4: 261. https://doi.org/10.3390/membranes11040261
APA StyleCampo, R., Lubello, C., Lotti, T., & Di Bella, G. (2021). Aerobic Granular Sludge–Membrane BioReactor (AGS–MBR) as a Novel Configuration for Wastewater Treatment and Fouling Mitigation: A Mini-Review. Membranes, 11(4), 261. https://doi.org/10.3390/membranes11040261