

Preparation and Characterization of New and Low-Cost Ceramic Flat Membranes Based on Zeolite-Clay for the Removal of Indigo Blue Dye Molecules


 and
and
Abstract
:1. Introduction
2. Experiment
2.1. Membrane Materials
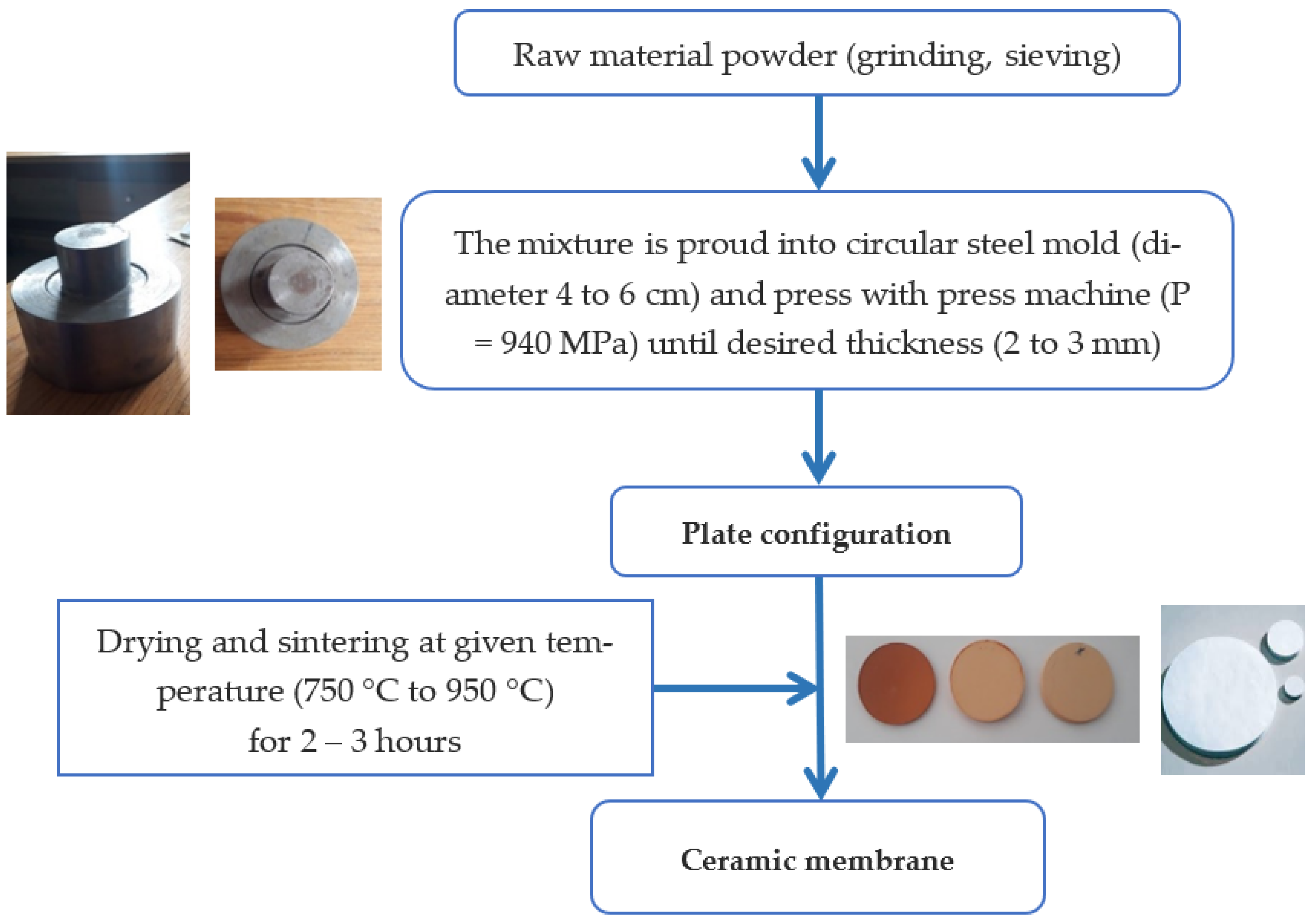
2.2. Elaboration of Flat Composite Membranes
2.3. Ceramic Membrane Characterization
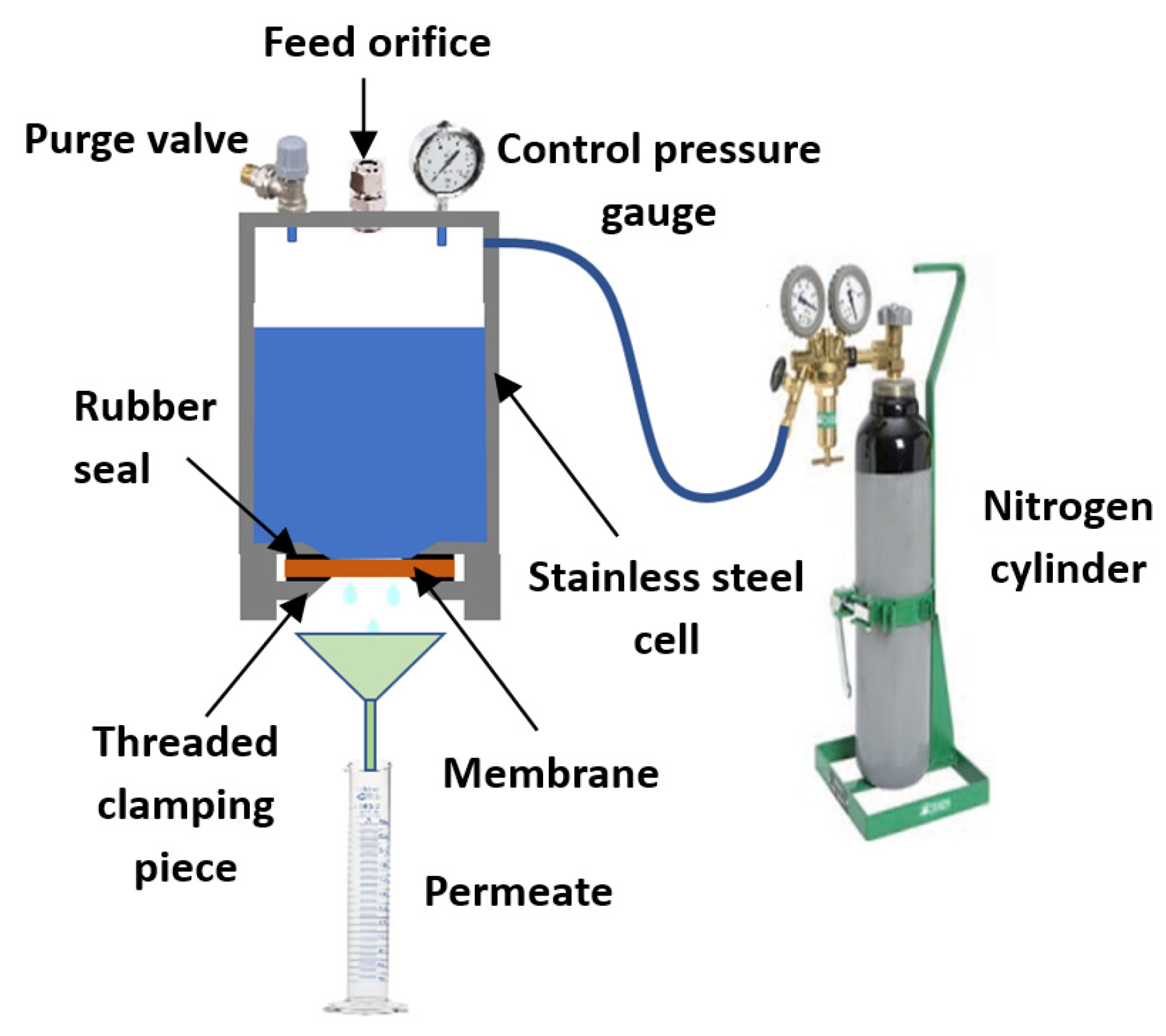
2.4. Filtration Tests

2.5. Separation and Fouling Mechanisms
2.6. Determination of Fouling Resistances and Membrane Regeneration
2.7. Germination Test
3. Results and Discussion
3.1. Characterization of Flat Ceramic Membranes
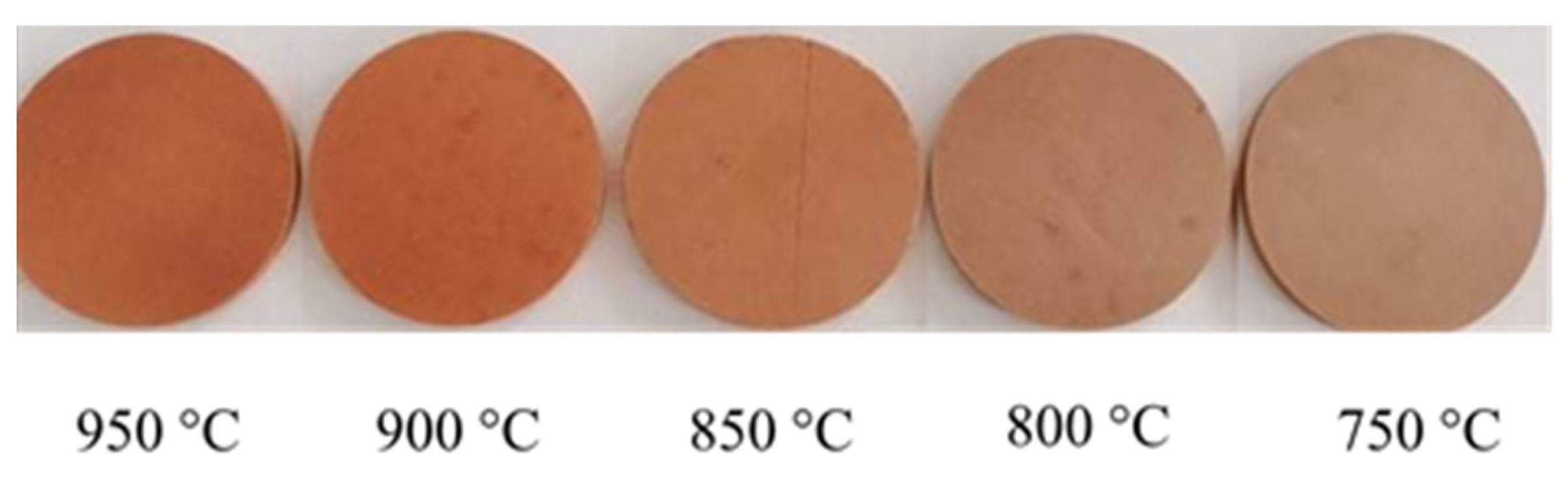
3.1.1. Visual Inspection of the Sintering Temperature
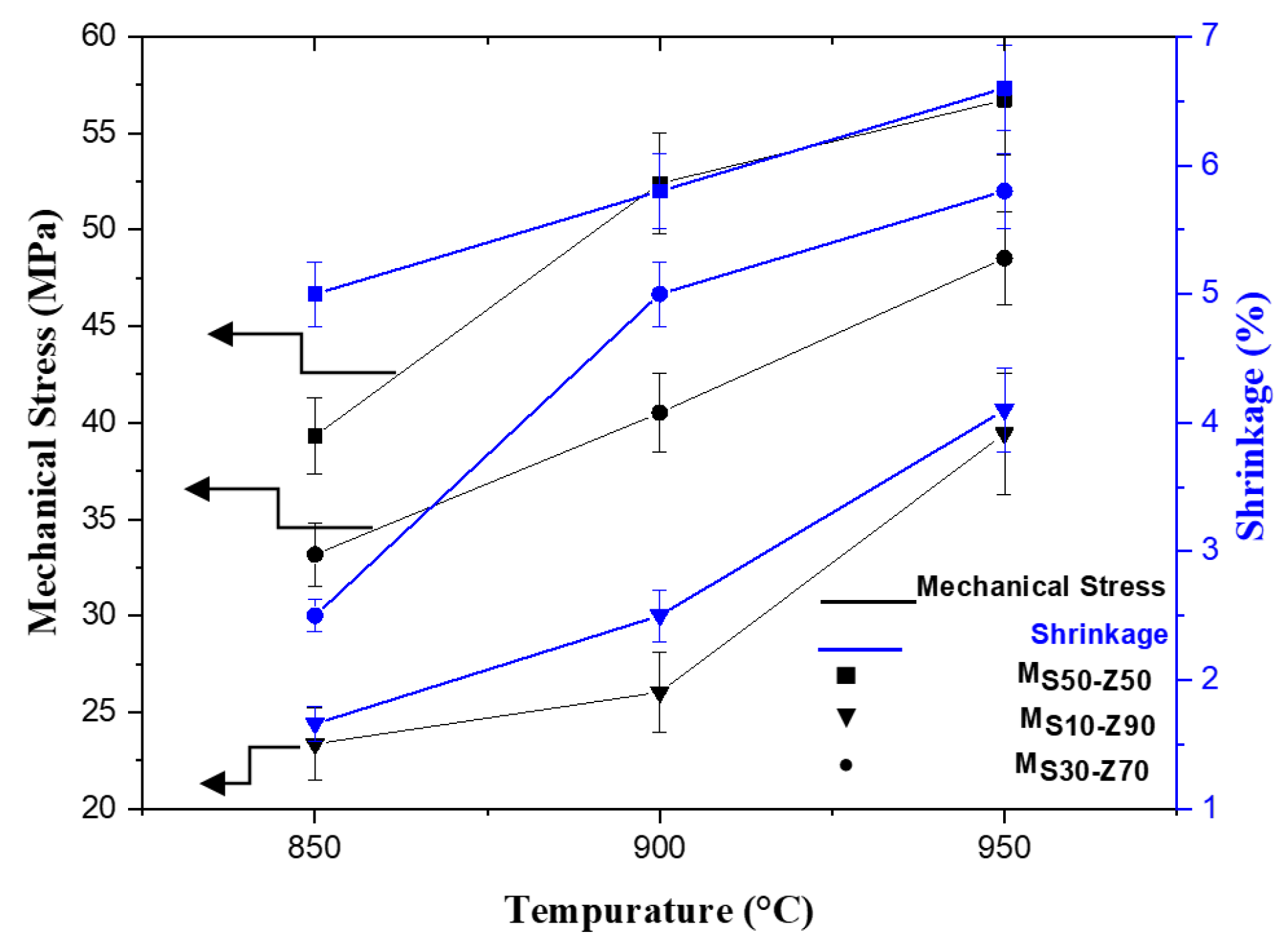
3.1.2. Shrinkage
3.1.3. Mechanical Strength
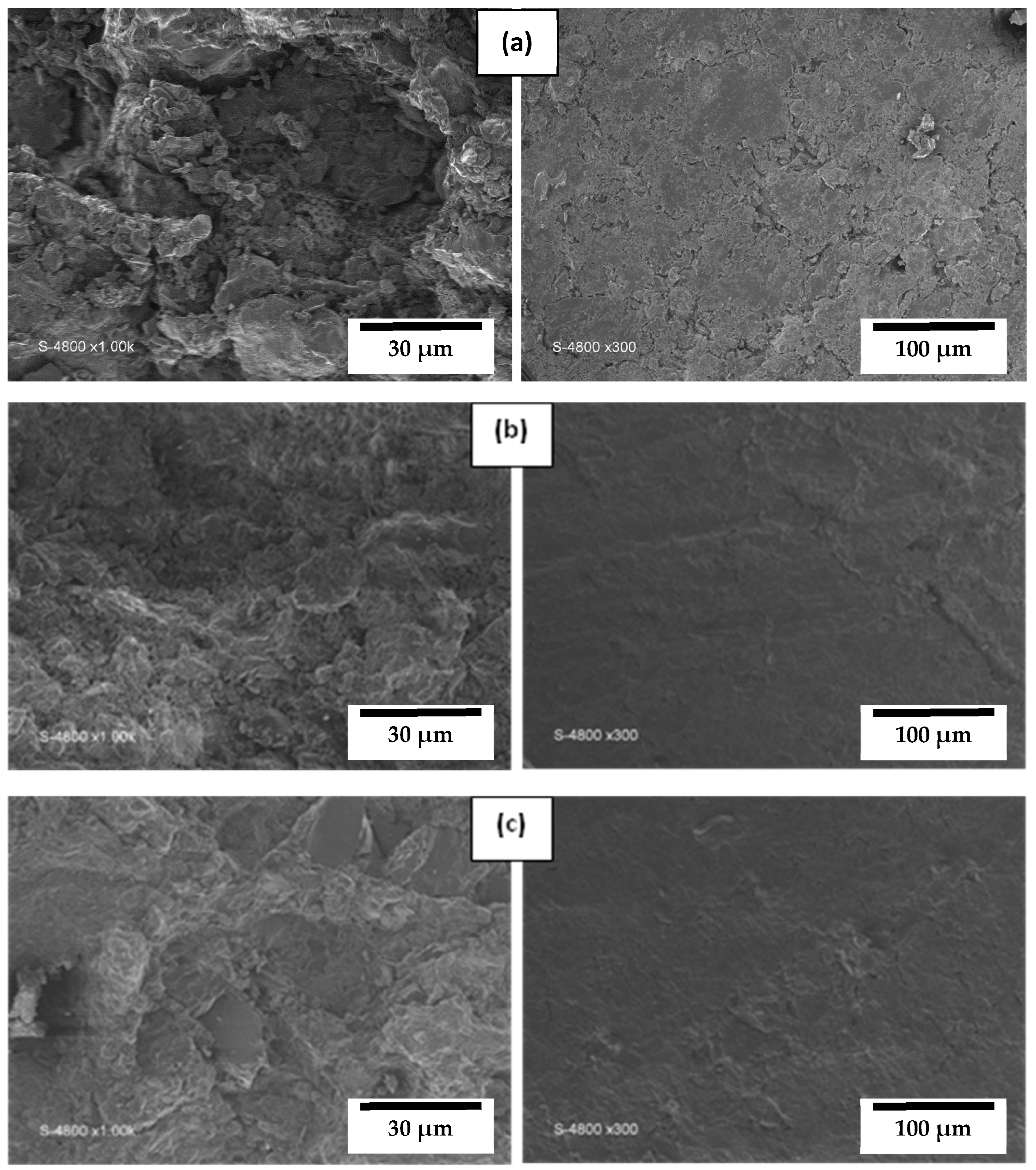
3.1.4. Morphology and Pore Size Analysis
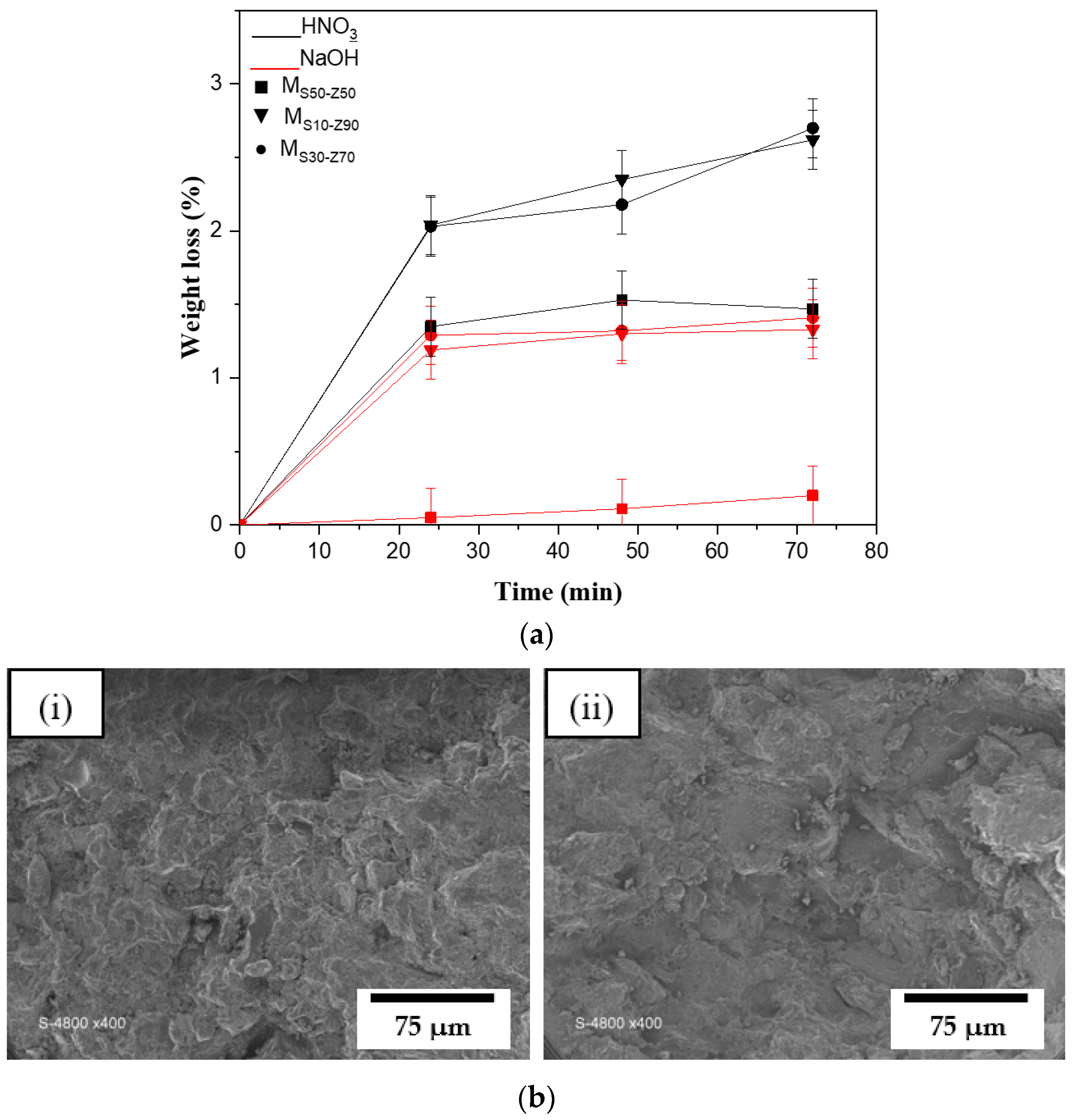
3.1.5. Chemical Resistance
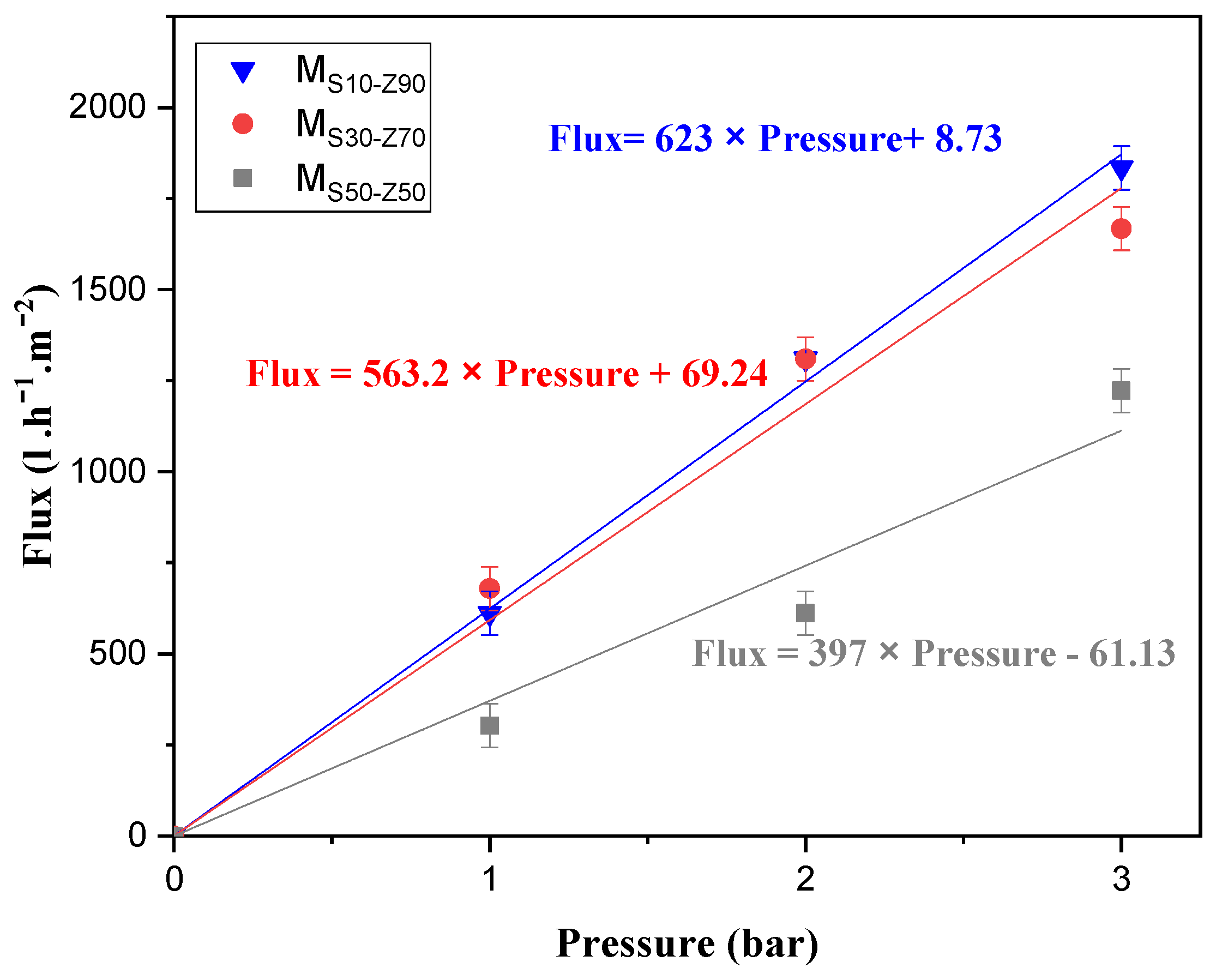
3.1.6. Water Permeability
3.2. Removal of Indigo Blue Dye
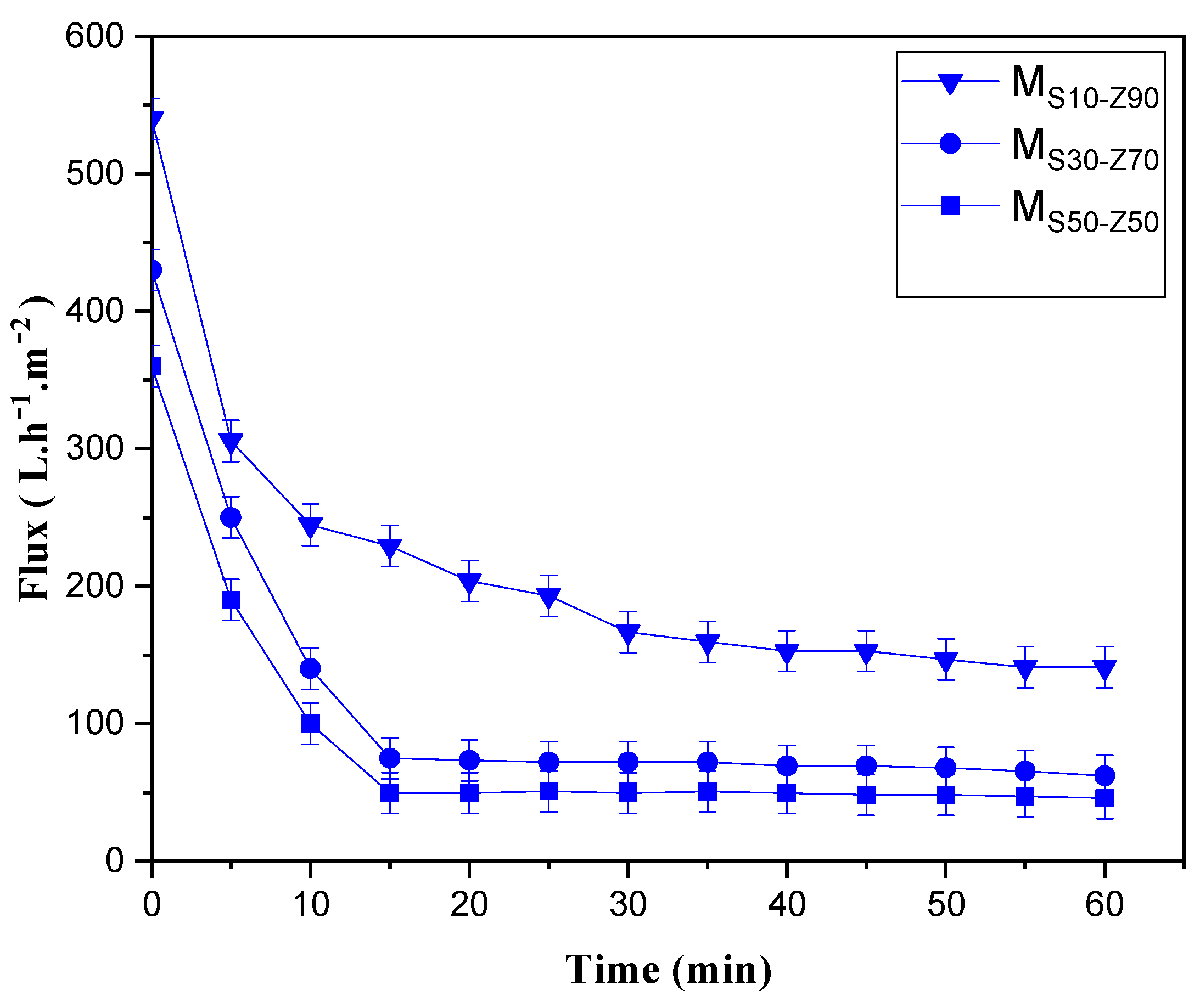
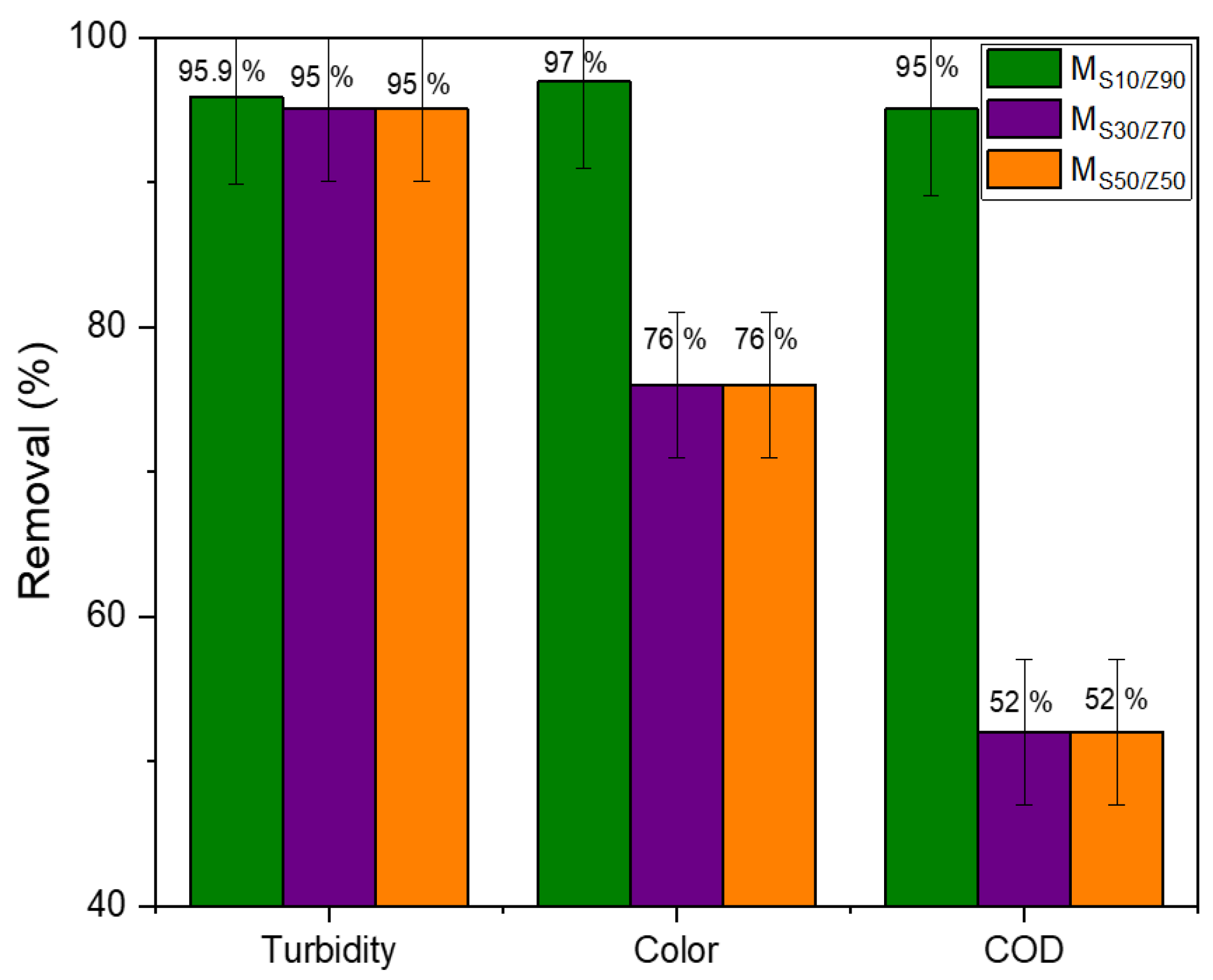
3.2.1. Treatment of Indigo Blue Wastewater by Composite MF Membranes
3.2.2. Separation Mechanisms and Fouling Study
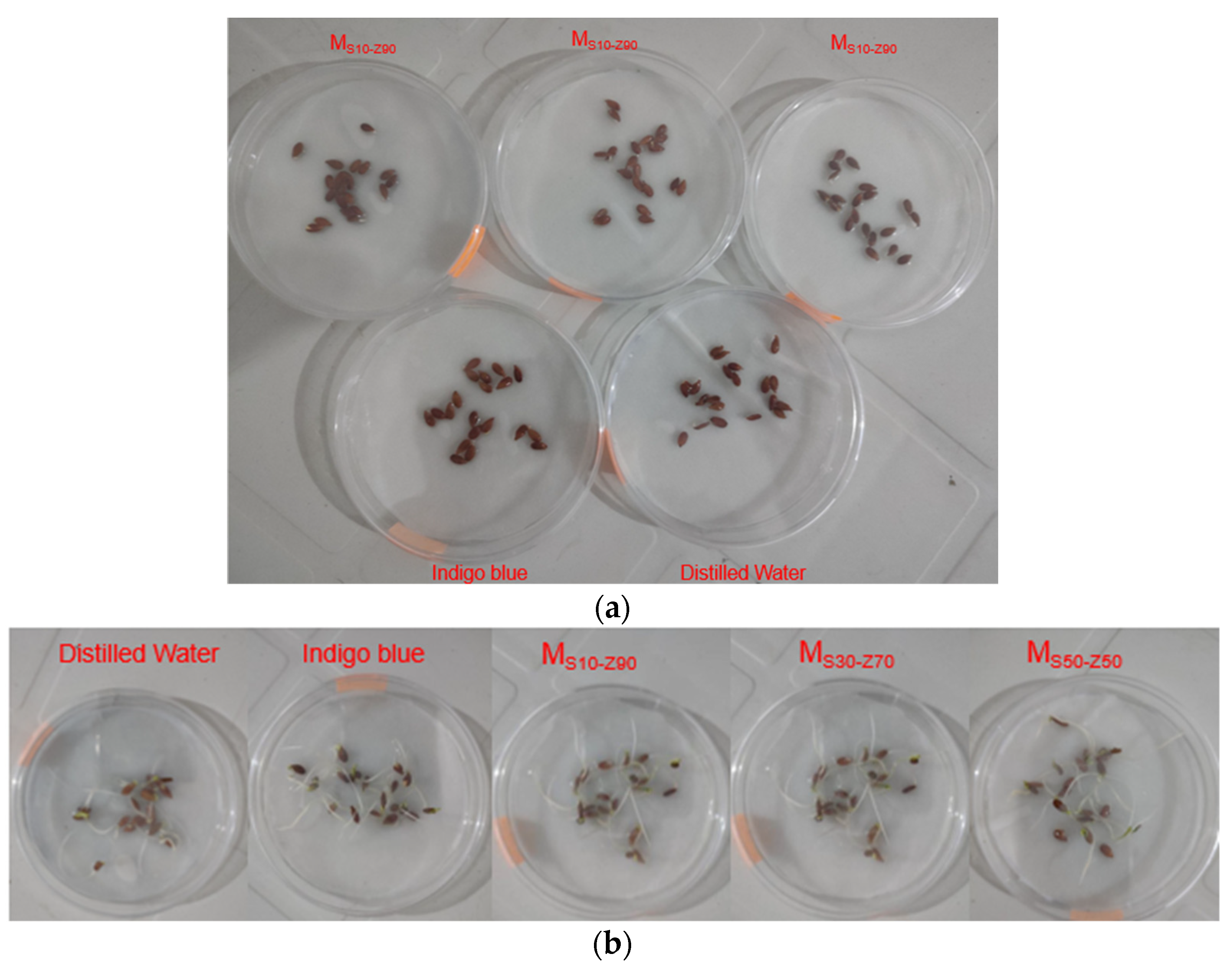
4. Germination Test
5. Comparative Study
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Reddy, C.V.; Reddy, I.N.; Akkinepally, B.; Harish, V.V.N.; Reddy, K.R.; Jaesool, S. Mn-Doped ZrO2 Nanoparticles Prepared by a Template-Free Method for Electrochemical Energy Storage and Abatement of Dye Degradation. Ceram. Int. 2019, 45, 15298–15306. [Google Scholar] [CrossRef]
- Rani, S.L.S.; Kumar, R.V. Insights on Applications of Low-Cost Ceramic Membranes in Wastewater Treatment: A Mini-Review. Case Stud. Chem. Environ. Eng. 2021, 4, 100149. [Google Scholar]
- Liu, H.; Guo, W.; Li, Y.; He, S.; He, C. Photocatalytic Degradation of Sixteen Organic Dyes by TiO2/WO3-Coated Magnetic Nanoparticles under Simulated Visible Light and Solar Light. J. Environ. Chem. Eng. 2018, 6, 59–67. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, J.; Gao, W. Reviewing textile wastewater produced by industries: Characteristics, environmental impacts, and treatment strategies. Water Sci. Technol. 2022, 85, 2076. [Google Scholar] [CrossRef]
- Siwińska-Ciesielczyk, K.; Świgoń, D.; Rychtowski, P.; Moszyński, D.; Zgoła-Grześkowiak, A.; Jesionowski, T. The Performance of Multicomponent Oxide Systems Based on TiO2, ZrO2 and SiO2 in the Photocatalytic Degradation of Rhodamine B: Mechanism and Kinetic Studies. Colloids Surf. Physicochemical. Eng. Asp. 2020, 586, 124272. [Google Scholar] [CrossRef]
- Fu, Y.; Viraraghavan, T. Fungal Decolorization of Dye Wastewaters: A Review. Bioresour. Technol. 2001, 793, 251–262. [Google Scholar] [CrossRef]
- Fahoul, Y.; Tanji, K.; Zouheir, M.; Mrabet, I.E.; Naciri, Y.; Hsini, A.; Nahali, L.; Kherbeche, A.A. Novel River Sediment@ZnOCo Nanocomposite for Photocatalytic Degradation and COD Reduction of Crystal Violet under Visible Light. J. Mol. Struct. 2022, 1253, 132298. [Google Scholar] [CrossRef]
- Omwene, P.I.; Can, O.T.; Öz, U.M.; Keyikoğlu, R. Investigating the removal efficiency of different textile dye classes from wastewater by electrocoagulation using aluminum electrode. Int. J. Environ. Sci. Technol. 2023, 2, 13009–13020. [Google Scholar] [CrossRef]
- Maeen, M.d.; Akter, K.; Nasrin Haq, U.; Islam, M.; Abbas Uddin, M. Textile-apparel manufacturing and material waste management in the circular economy: A conceptual model to achieve sustainable development goal (SDG) 12 for Bangladesh. Clean. Environ. Syst. 2022, 4, 100070. [Google Scholar]
- Khatooni, H.; Peighambardoust, S.J.; Foroutan, R.; Mohammadi, R.; Ramavandi, B. Adsorption of methylene blue using sodium carboxymethyl cellulose-g-poly (acrylamide-co-methacrylic acid)/Cloisite 30B nanocomposite hydrogel. J. Polym. Environ. 2023, 31, 297–311. [Google Scholar] [CrossRef]
- Jarvis, P.; Carra, I.; Jafari, M.; Judd, S.J. Ceramic vs polymeric membrane implementation for potable water treatment. Water Res. 2022, 215, 118269. [Google Scholar] [CrossRef] [PubMed]
- Aloulou, W.; Aloulou, H.; Jadda, A.; Chakraborty, S.; Amar, B.R. Characterization of an Asymmetric Ultrafiltration Membrane Prepared from TiO2-Smectite Nanocomposites Doped with Commercial TiO2 and Its Application to the Treatment of Textile Wastewater. Euro-Mediterr. J. Environ. Integr. 2020, 5, 10. [Google Scholar] [CrossRef]
- Achiou, B.; Elomari, H.; Ouammou, M.; Albizane, A.A.; Bennazha, J.S.; Younssi, A.; El Hassani, I.-E.; Aaddane, A. Elaboration and Characterization of Flat Ceramic Microfiltration Membrane Made from Natural Moroccan Pozzolan (Central Middle Atlas). J. Mater. Environ. Sci. 2016, 71, 196–204. [Google Scholar]
- Mouiya, M.; Abourriche, A.; Bouazizi, A.; Benhammou, A.; El Hafiane, Y.; Abouliatim, Y.; Nibou, L.; Oumam, M.; Ouammou, M.; Smith, A.; et al. Flat ceramic microfiltration membrane based on natural clay and Moroccan phosphate for desalination and industrial wastewater treatment. Desalination 2018, 427, 42–50. [Google Scholar] [CrossRef]
- Samhari, O.; Younssi, S.A.; Rabiller-Baudry, M.; Loulergue, P.; Bouhria, M.; Achiou, B.; Ouammou, M. Fabrication of Flat Ceramic Microfiltration Membrane from Natural Kaolinite for Seawater Pretreatment for Desalination and Wastewater Clarification. Desalin. Water Treat. 2020, 194, 59–68. [Google Scholar] [CrossRef]
- Emani, S.; Uppaluri, R.; Purkait, M.K. Preparation and characterization of low-cost ceramic membranes for mosambi juice clarification. Desalination 2013, 317, 32–40. [Google Scholar] [CrossRef]
- Majouli, A.; Tahiri, S.; Younssi, S.A.; Loukili, H.; Albizane, A. Elaboration of new tubular ceramic membrane from local Moroccan Perlite for microfiltration process. Application to treatment of industrial wastewaters. Ceram. Int. 2012, 385, 4295–4303. [Google Scholar] [CrossRef]
- Mezquita, A.; Monfort, E.; Ferrer, S.; Gabaldón-Estevan, D. How to reduce energy and water consumption in the preparation of raw materials for ceramic tile manufacturing: Dry versus wet route. J. Clean. Prod. 2017, 168, 1566–1570. [Google Scholar] [CrossRef]
- Mosadeghkhah, A.; Alaee, M.A.; Mohammadi, T. Effect of sintering temperature and dwell time and pressing pressure on Ba0.5Sr0.5Co0.8Fe0.2O3−δ perovskite-type membranes. Mater. Des. 2007, 285, 1699–1706. [Google Scholar] [CrossRef]
- Lorente-Ayza, M.M.; Mestre, S.; Menéndez, M.; Sánchez, E. Comparison of extruded and pressed low-cost ceramic supports for microfiltration membranes. J. Eur. Ceram. Soc. 2015, 3513, 3681–3691. [Google Scholar] [CrossRef]
- Lagdali, S.; Miyah, Y.; El-Habacha, M.; Mahmoudy, G.; Benjelloun, M.; Iaich, S.; Zerbet, M.; Chiban, M.; Sinan, F. Performance assessment of a phengite clay-based flat membrane for microfiltration of real-wastewater from clothes washing: Characterization, cost estimation, and regeneration. Case Stud. Chem. Environ. Eng. 2023, 8, 1003881. [Google Scholar] [CrossRef]
- Hussain, I.; Iqbal, M.; Nawaz, M.; Rasheed, R.; Perveen, A.; Mahmood, S.; Yasmeen, A.; Wahid, A. Effect of sugar mill effluent on growth and Antioxidative Potential of Maize Seedling. Int. J. Agric. Biol. 2013, 15, 1227–1235. [Google Scholar]
- Kathirval, P. The effect of dye effluent on growth, yield and biochemical attributes of Bengal Gram (Cicer arietinum L.). Int. J. Appl. Biol. Pharm. 2011, 3, 146–150. [Google Scholar]
- Mahawar, P.; Akhtar, A. Impact of Dye Effluent on Seed Germination, Seedling Growth and Chlorophyll Content of Soybean (Glycine max L.). Int. J. Sci. Res. 2019, 8, 21275/ART20201601. [Google Scholar]
- Aloulou, W.; Hamza, W.; Aloulou, H.; Oun, A.; Khemakhem, S.; Jada, A.; Chakraborty, S.; Curcio, S.; Amar, R.B. Developing of Titania-Smectite Nanocomposites UF Membrane over Zeolite Based Ceramic Support. Appl. Clay Sci. 2018, 155, 20–29. [Google Scholar] [CrossRef]
- Aloulou, H.; Bouhamed, H.; Ghorbel, A.; Ben Amar, R.; Khemakhem, S. Elaboration and Characterization of Ceramic Microfiltration Membranes from Natural Zeolite: Application to the Treatment of Cuttlefish Effluents. Desalination Water Treat. 2017, 59, 1–9. [Google Scholar] [CrossRef]
- Mouratib, R.; Achiou, B.; Krati, M.E.; Younssi, S.A.; Tahiri, S. Low-cost ceramic membrane made from alumina- and silica-rich water treatment sludge and its application to wastewater filtration. J. Eur. Ceram. Soc. 2020, 40, 5942–5950. [Google Scholar] [CrossRef]
- Kaur, H.; Bulasara, V.K.; Gupta, R.K. Effect of carbonates composition on the permeation characteristics of low-cost ceramic membrane supports. J. Ind. Eng. Chem. 2016, 44, 185–194. [Google Scholar] [CrossRef]
- Kumar, R.V.; Ghoshal, A.K.; Pugazhenthi, G. Elaboration of novel tubular ceramic membrane from inexpensive raw materials by extrusion method and its performance in microfiltration of synthetic oily wastewater treatment. J. Membr. Sci. 2015, 490, 92–102. [Google Scholar] [CrossRef]
- Elomari, H.; Achiou, B.; Ouammou, M.; Albizane, A.; Bennazha, J.; Younssi, S.A.; Elamrani, I. Elaboration and characterization of flat membrane supports from Moroccan clays. Application for the treatment of wastewater. Desalination Water Treat. 2016, 5743, 20298–20306. [Google Scholar] [CrossRef]
- Tansel, B.; Bao, W.Y.; Tansel, I.N. Characterization of fouling kinetics in ultrafiltration systems by resistances in series model. Desalination 2000, 129, 7–14. [Google Scholar] [CrossRef]
- Belgada, A.; Achiou, B.; Younssi, S.A.; Charik, F.Z.; Ouammou, M.; Jason, C.A.; Benhida, R.; Khaless, K. Low-cost ceramic microfiltration membrane made from natural phosphate for pretreatment of raw seawater for desalination. J. Eur. Ceram. Soc. 2021, 41, 1613–1621. [Google Scholar] [CrossRef]
- Beqqour, D.; Achiou, B.; Bouazizi, A.; Ouaddari, H.; Elomari, H.; Ouammou, M.; Bennazha, J.; Younssi, S.A. Enhancement of microfiltration performances of pozzolan membrane by incorporation of micronized phosphate and its application for industrial wastewater treatment. J. Environ. Chem. Eng. 2019, 72, 102981. [Google Scholar] [CrossRef]
- Suresh, K.; Katara, N. Design and Development of Circular Ceramic Membrane for Wastewater Treatment. Mater. Today Proc. 2021, 43, 2176–2181. [Google Scholar] [CrossRef]
- Saja, S.; Bouazizi, A.; Achiou, B.; Ouammou, M.; Albizane, A.; Bennazha, J.; Younssi, S.A. Elaboration and Characterization of Low-Cost Ceramic Membrane Made from Natural Moroccan Perlite for Treatment of Industrial Wastewater. J. Environ. Chem. Eng. 2018, 6, 451–458. [Google Scholar] [CrossRef]
- Bouazizi, A.; Saja, S.; Achiou, B.; Ouammou, M.; Calvo, J.I.; Aaddane, A.; Younssi, S.A. Elaboration and characterization of a new flat ceramic MF membrane made from natural Moroccan bentonite. Appl. Treat. Ind. Wastewater Appl. Clay Sci. 2016, 132, 33–40. [Google Scholar] [CrossRef]
- Bousbih, S.; Errais, E.; Darragi, F.; Duplay, J.; Trabelsi-Ayadi, M.; Daramola, M.O.; Amar, R.B. Treatment of textile wastewater using monolayered ultrafiltation ceramic membrane fabricated from natural kaolin clay. Environ. Technol. 2021, 4221, 3348–3359. [Google Scholar] [CrossRef]
- Aloulou, H.; Aloulou, W.; Duplay, J.; Baklouti, L.; Dammak, L.; Amar, B.R. Development of Ultrafiltration Kaolin Membranes over Sand and Zeolite Supports for the Treatment of Electroplating Wastewater. Membranes 2022, 12, 1066. [Google Scholar] [CrossRef]
- Masmoudi, S.; Larbot, A.; Feki, E.H.; Amar, R.B. Elaboration and Characterization of Apatite Based Mineral Supports for Microfiltration and Ultrafiltration Membranes. Ceram. Int. 2007, 33, 337–344. [Google Scholar] [CrossRef]
- Mestre, S.; Gozalbo, A.; Lorente-Ayza, M.M.; Sánchez, E. Low-Cost Ceramic Membranes: A Research Opportunity for Industrial Application. J. Eur. Ceram. Soc. 2019, 39, 3392–3407. [Google Scholar] [CrossRef]
- Hubadillah, S.K.; Othman, M.H.D.; Matsuura, T.; Ismail, A.F.; Rahman, M.A.; Harun, Z.; Jaafar, J.; Nomura, M. Fabrications and applications of low-cost ceramic membrane from kaolin: A comprehensive review. Ceram. Int. 2018, 44, 4538–4560. [Google Scholar] [CrossRef]
- Rad, L.R.; Anbia, M.M. Zeolite-Based Composites for the Adsorption of Toxic Matters from Water: A Review. J. Environ. Chem. Eng. 2021, 9, 106088. [Google Scholar]
- Manni, A.; Achiou, B.; Karim, A.; Harrati, A.; Sadik, C.; Ouammou, M.; Younssi, S.A.; Bouari, A. New low-cost ceramic microfiltration membrane made from natural magnesite for industrial wastewater treatment. J. Environ. Chem. Eng. 2020, 8, 103906. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | LOI * | SiO2 | TiO2 | Al2O3 | Fe2O3 | CaO | CaCO3 | MgO | ZnO | K2O | SO3 | Na2O | P2O5 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Smectite (wt.%) | 16.33 | 49.90 | --- | 19.77 | 6.49 | 1.01 | --- | 1.61 | --- | 1.57 | 0.76 | 0.81 | 0.44 |
| Zeolite (wt.%) | --- | 73.3 | 0.03 | 11.75 | 1.53 | 3.79 | 6.8 | 1.19 | 0.01 | 1.44 | --- | 0.36 | --- |
| Membrane | Smectite (wt.%) | Zeolite (wt.%) |
|---|---|---|
| MS10-Z90 | 10 | 90 |
| MS30-Z70 | 30 | 70 |
| MS50-Z50 | 50 | 50 |
| CiVi | CpVp + CrVr | Error (%) | |
|---|---|---|---|
| MS10-Z90 | 54.4 | 52.1 | 4.20 |
| MS30-Z70 | 54.4 | 54.0 | 0.63 |
| MS50-Z50 | 54.4 | 54.1 | 0.60 |
| Blocking Model | MS10-Z90 | MS30-Z70 | MS50-Z50 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| K | J0 | R2 | K | J0 | R2 | K | J0 | R2 | |
| Complete pore-blocking | 1.04 × 10−2 | 246.3 | 0.89 | 3.6 × 10−3 | 79.3 | 0.93 | 1.7 × 10−3 | 51.94 | 0.72 |
| Standard pore-blocking | 4 × 10−4 | 252.7 | 0.91 | 2 × 10−4 | 79.6 | 0.94 | 1 × 10−4 | 52.00 | 0.72 |
| Intermediate pore-blocking | 6 × 10−5 | 263.2 | 0.92 | 5 × 10−5 | 80.0 | 0.93 | 4 × 10−5 | 50.54 | 0.72 |
| Cake filtration | 7 × 10−7 | 316.2 | 0.95 | 2 × 10−6 | 70.7 | 0.91 | 1 × 10−6 | 50.00 | 0.72 |
| Samples | IB | Distilled Water | MS10-Z90 | MS30-Z70 | MS50-Z50 |
|---|---|---|---|---|---|
| Percentage of germination (%) | 80 | 100 | 100 | 95 | 85 |
| Raw Materials | Sintering T (°C) | Pore Size (μm) | Mechanical Strength (MPa) | Permeate Flux (L·h−1·m−2) | COD * (%) | Reference |
|---|---|---|---|---|---|---|
| Pozzolan + phosphate | 1050 | 1.33 | 15.6 | 20 | - | [33] |
| phosphate/kaolinite | 1000 | 0.35 | 40.2 | 40 | 74 | [32] |
| Clay of Meknes (CM) | 950 | 1.80 | 14.80 | 90 | - | [30] |
| Clay of Fez (FCF) | 1.5 | 16.13 | 50 | - | ||
| Granular clay of Fez (GCF) | 2.84 | 14.42 | 30 | - | ||
| Natural magnesite | 1100 | 1.12 | 6.1 | 61 | 69.7 | [43] |
| Sludge + natural clay | 1050 | 0.92 | 14.5 | 35 | 67.9 | [27] |
| Bentonite | 950 | 1.70 | 22.00 | 40 | 99 | [36] |
| MS10-Z90 | 850 | 0.983 | 23.36 | 170 | 95.08 | This Work |
| MS30-Z70 | 0.958 | 33.10 | 70 | 78.68 | ||
| MS50-Z50 | 0.750 | 39.44 | 50 | 52.45 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khmiri, Y.; Attia, A.; Aloulou, H.; Dammak, L.; Baklouti, L.; Ben Amar, R. Preparation and Characterization of New and Low-Cost Ceramic Flat Membranes Based on Zeolite-Clay for the Removal of Indigo Blue Dye Molecules. Membranes 2023, 13, 865. https://doi.org/10.3390/membranes13110865
Khmiri Y, Attia A, Aloulou H, Dammak L, Baklouti L, Ben Amar R. Preparation and Characterization of New and Low-Cost Ceramic Flat Membranes Based on Zeolite-Clay for the Removal of Indigo Blue Dye Molecules. Membranes. 2023; 13(11):865. https://doi.org/10.3390/membranes13110865
Chicago/Turabian StyleKhmiri, Yassine, Afef Attia, Hajer Aloulou, Lasâad Dammak, Lassaad Baklouti, and Raja Ben Amar. 2023. "Preparation and Characterization of New and Low-Cost Ceramic Flat Membranes Based on Zeolite-Clay for the Removal of Indigo Blue Dye Molecules" Membranes 13, no. 11: 865. https://doi.org/10.3390/membranes13110865
APA StyleKhmiri, Y., Attia, A., Aloulou, H., Dammak, L., Baklouti, L., & Ben Amar, R. (2023). Preparation and Characterization of New and Low-Cost Ceramic Flat Membranes Based on Zeolite-Clay for the Removal of Indigo Blue Dye Molecules. Membranes, 13(11), 865. https://doi.org/10.3390/membranes13110865