1. Introduction
In recent years, lithium hydroxide production has increased due to high projections in battery cathode manufacturing [
1] because of high power density, longer life cycle and better lithium battery safety compared to other different chemistry batteries [
2,
3,
4,
5].
In industrial production, lithium hydroxide is obtained from lithium carbonate by reacting with calcium hydroxide according to the reaction
. As a product of this reaction, an aqueous solution is obtained that reaches a concentration close to 3% LiOH by mass, which is later sent to an evaporation and crystallization stage to obtain lithium hydroxide monohydrate. The initial lithium carbonate required for this reaction is obtained mainly from concentrated lithium brines 5.5–6.0% by mass from solar evaporation ponds [
6]. Conventional LiOH production process from brine and intermediate Li
2CO
3 production requires several stages with different degrees of complexity and a significant amount of equipment. The latter involves energy costs, chemical reagents consumption and various solid and liquid waste generation [
7].
Electrochemical processes with ion exchange membranes are a real alternative for value-added compound production, avoiding the use of chemical reagents. They can be coupled to non-conventional renewable energy systems, contributing to the adoption of an energy mix with a lower carbon footprint. Among them, the chlor-alkali process is an electromembrane technology currently used in NaOH production [
8,
9,
10]. It uses a cation exchange membrane between two electrodes and, by electric current application, water reduction at the cathode is achieved to produce NaOH generating H
2 gas through a semi-reaction:
. In lithium recovery and LiOH production, Grageda et al. [
11] have analyzed a membrane electrodialysis process to produce high-purity lithium hydroxide determining the effect of concentration, current density and temperature on process energy performance and product purity, reporting a specific electricity consumption of 7.25 kWh/kg LiOH. Similar work has been conducted by Ryabtsev et al. [
12] in which they obtained an average 45 g/L LiOH concentration by membrane electrolysis from lithium carbonate treated with sulfuric acid taking advantage of Li
2SO
4 high solubility.
Bipolar membrane electrodialysis (BMED) [
13,
14,
15,
16], has been studied for desalination [
17,
18,
19], sodium hydroxide production [
20,
21,
22], acid production [
23,
24,
25,
26], acetates [
27] and boron removal [
28]. BMED main feature is the bipolar membrane's ability to generate H
+ and OH
− protons by water dissociation reducing O
2 and H
2 gas generation and reducing electrodes associated costs [
13,
14,
15,
16]. In recent years, due to the increasing demand for lithium, studies of recovery from waste streams using conventional electrodialysis [
29] and bipolar membrane electrodialysis recovering lithium as LiOH [
30,
31,
32,
33] have emerged. Among the main LiOH production works, Jiang et al. [
34] obtained a LiOH solution with 95% purity and a specific electrical energy consumption of 6.66 kWh/kg from 0.18 M Li
2CO
3 aqueous solutions. On the other hand, Melnikov et al. [
35], applied bipolar membranes electrodialysis at a pilot scale for obtaining LiOH from LiCl solution contaminated with organic solvents reaching a LiOH concentration of 0.3 M, a current efficiency of 60% and a specific energy consumption of 6.6 kWh/kg. Cho et al. [
36] studied LiOH production from aqueous Li
2SO
4 solutions by simultaneously concentrating H
2SO
4. Recently, González et al. [
37] applied bipolar membrane electrodialysis for LiOH production from concentrated lithium chloride solutions (greater than 14% by mass) achieving a LiOH solution of 4.35 mass % (approximately 1.9 M) with a 95.4% purity and a specific 9.45 kWh/kg electricity consumption. In the last years, Tian et al. [
38] succeeded in obtaining LiOH concentrations of 3.57 M by experimenting with initial solutions of 70–130 g/L LiCl. On the other hand, Chen et al. [
39], managed to concentrate LiOH up to 2.2 M from 1.5 M Li
2SO
4 solutions, reporting a specific electricity consumption of 7 kWh/kg and a LiOH solution purity close to 99.75%.
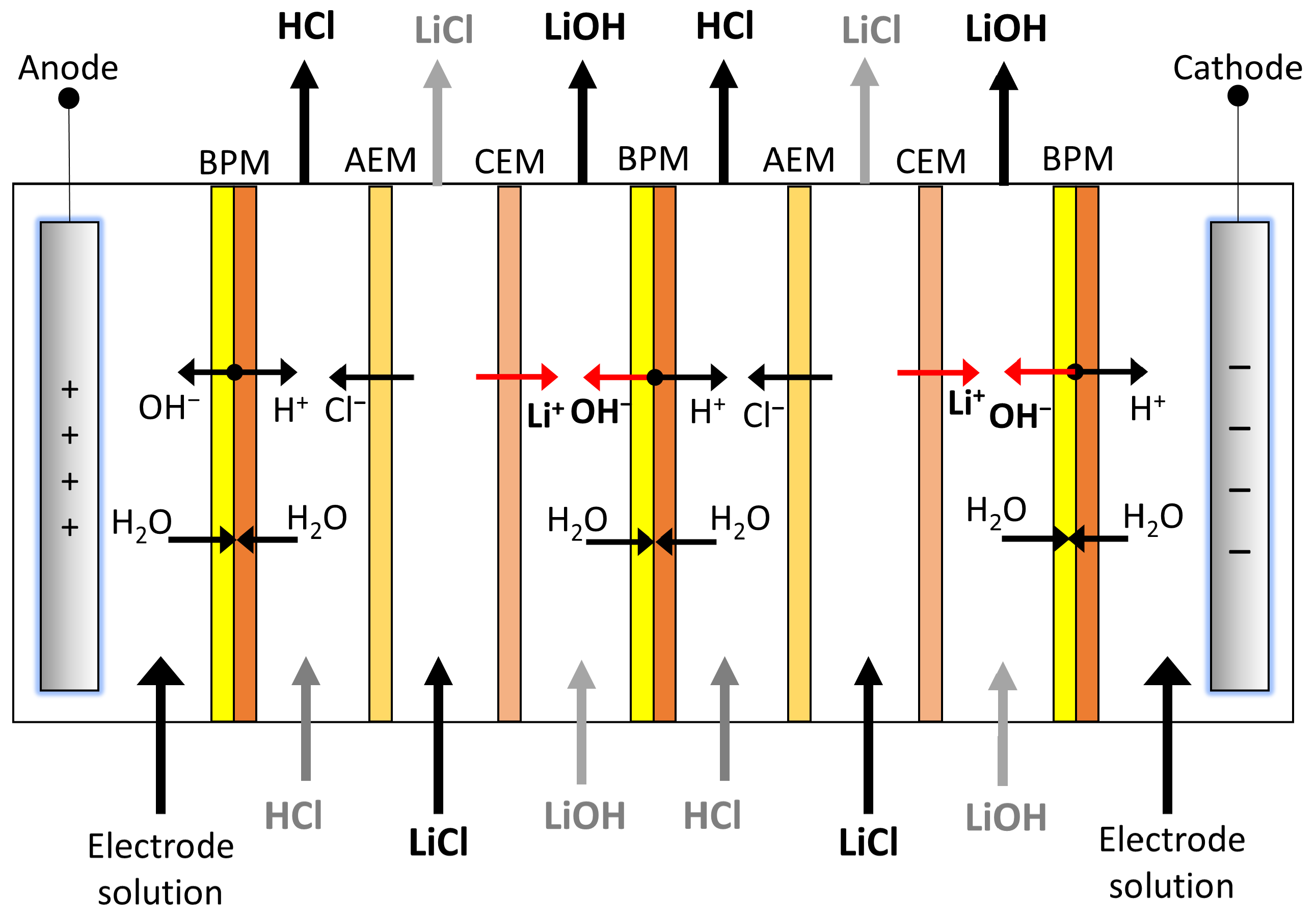
The Main BMED processes components are the bipolar membrane and the cation and anion exchange membranes, where ion transport in each is affected by membranes characteristics and their interaction with different operating conditions such as current density, concentration and electrolytes chemical composition, among others [
13]. In the case of base production by BMED, OH
− ion leakage in cation exchange membranes has been reported to decrease current efficiency and therefore reduce process performance [
40,
41]. On the other hand, bipolar membrane performance is associated with the permselectivity of their anionic and cationic layers. Salt leakage can occur, limiting H
+ protons and OH
− anions production efficiency [
42,
43].
BMED application for lithium hydroxide production from concentrated LiCl brines represents an implementation opportunity for a complementary green process for lithium compounds production due to its potential integration with solar photovoltaic energy [
26]. To obtain LiOH solutions at concentrations higher than 3.0 mass %, it is necessary to overcome existing membrane limitations at high concentrations such as OH
− ion leakage in the cationic membrane and salt leakage in bipolar membranes [
37]. Laboratory experimental study is useful for direct measurement of different parameters effects in the process such as electrolyte concentration and conductivity, electric current and voltage, among others. However, it can be expensive due to the chemical reagents' high consumption to prepare concentrated solutions in addition to the current high costs of commercial bipolar and monopolar membranes. Given demonstrated technical feasibility of LiOH production by BMED [
37], it is necessary to develop tools to estimate process performance under different conditions.
Currently, few mathematical modeling studies of bipolar membrane electrodialysis processes have been covered as simulation tools [
44,
45,
46,
47], most of them being developed in recent years. Recently, the work of Culcasi et al. [
47] stands out for developing a mathematical model of NaOH production according to different operating conditions and process scenarios at different scales. Regarding lithium transport models, Asadi et al. [
48] presented a model of electrodialysis in a three-compartment cell applied to Li
2SO
4 solutions concentrated between 500 and 1000 mol/m
3, simulating the transport of species through cation and anion exchange membranes. As a product, they obtain a LiOH solution concentrated between 813 and 908 mol/m
3. On the other hand, with respect to the bipolar membrane, Panzo et al., [
49] developed a specific two-dimensional steady-state model to describe the behavior of a bipolar membrane in the dissociation of water considering NaCl, HCl and NaOH solutions between 0.25 and 0.50 mol/L. Bipolar membrane properties such as porosity and tortuosity values were considered.
In order to evaluate BMED process performance at high concentrations and under various operating conditions, a BMED mathematical model for LiOH production from concentrated LiCl solutions was developed in this research. Compared to other mathematical models, the one proposed in this work differs in that it combines as input variables operating conditions and membrane characteristics with stack and process design conditions, with the objective of LiOH production from concentrated LiCl solutions (3600 to 9800 mol/m3). As far as the authors are concerned, this is the first specific mathematical model to simulate and estimate the performance of a LiOH production process at high concentrations. The developed model, based on the Nernst–Planck equation, is novel in that it takes into account migration, diffusion and counterion concentration effects on the membrane in contact with concentrated LiOH and LiCl solutions. It allowed estimating LiOH production, Li+ migration, OH− generation and energy yield (current efficiency, Li+ transport number and specific electrical energy consumption), as a function of various operating parameters (concentration, current density, treated volume and stack design) and according to different membrane characteristics (fixed charge density, thickness and diffusion coefficients) for a wide concentration range of LiCl, LiOH and HCl solutions. The transport of species simultaneously on the cationic and bipolar membrane over a wide concentration range is simulated. In addition, by means of LiOH processes simulation by BMED, a parametric analysis is performed in order to determine operational conditions and membrane characteristics that permit a better guide for technology application in obtaining concentrated LiOH solutions with high purity.
3. Results
3.1. OH− Leakage
In the cation exchange membrane, OH
− transport is different from other co-ions due to its high ionic mobility. Therefore, OH
− ion leakage in the cation exchange membrane was simulated by considering different apparent OH
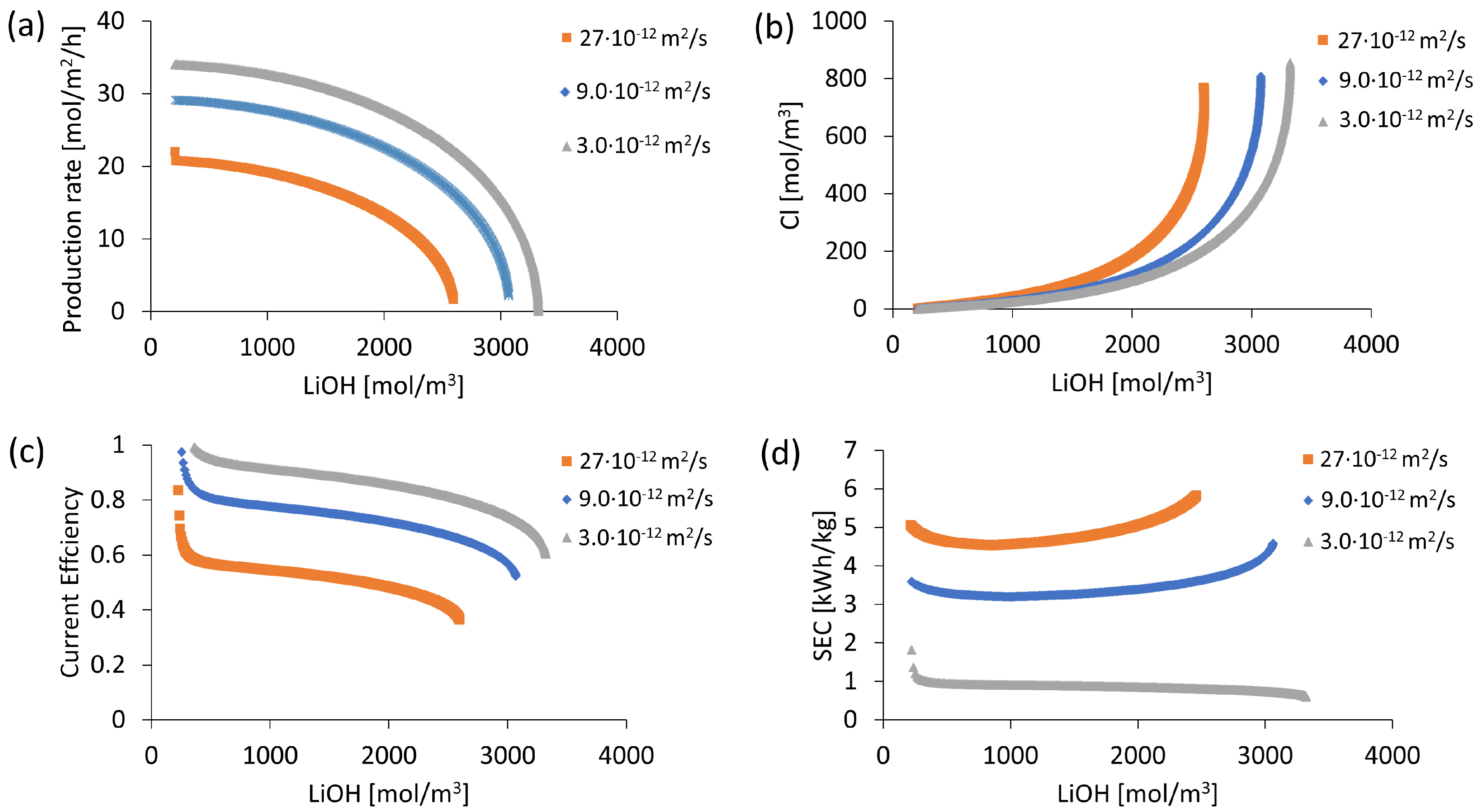
− ion diffusion coefficients. Results in
Figure 3a showed the influence of this parameter on LiOH production capacity, reaching LiOH production process beginning rates of 34, 29 and 22.0 mol/m
2/h when using OH
− diffusion coefficients of 3 × 10
−12, 9 × 10
−12 and 27 × 10
−12 m
2/s, respectively. General process behavior corresponded to gradual LiOH solution concentration at a specific production rate for each diffusion coefficient with decreasing concentration until reaching zero, stopping production. It was also observed in
Figure 3b that when reaching high concentrations of LiOH, there was higher contamination with Cl
− ion due to its leakage in the bipolar membrane. However, a lower OH
− diffusion coefficient allowed the LiOH production rate to be higher than Cl
− leakage rate, reducing Cl
− contamination. That was the case when a concentration of 2500 mol/m
3 of LiOH was reached, where Cl
− concentration for the apparent OH
− diffusion coefficient value of 3 × 10
−12 m
2/s was 58.6% lower than that obtained with a value of 27 × 10
−12 m
2/s, with values of Cl
− concentrations of 183.5 mol/m
3 and 442.2 mol/m
3, respectively.
On the other hand, current efficiency variation and specific electricity consumption were presented in
Figure 3c,d, respectively. It was observed that both parameters highly benefited from lower OH
− leakage. In the best case, with an apparent OH
− diffusion coefficient of 3 × 10
−12 m
2/s, a current efficiency higher than 0.8 and an approximate SEC of 1.0 kWh/kg was achieved up to a 2622 mol/m
3 LiOH concentration without increasing the SEC value. The latter corresponded to an optimistic case in which the use of a hypothetical high-efficiency cation exchange membrane resistant to OH
− ion leakage was assumed. However, when comparing simulation results with experimental data, it was found that actual behavior is best fit by using an apparent diffusion coefficient between 27 × 10
−12 m
2/s and 35 × 10
−12 m
2/s. This value of the apparent diffusion coefficient of OH
−, which was even higher than that of Li
+ ion, better represented actual OH
− ion leakage in the cation exchange membrane. This could be explained by high OH
− ion ionic mobility compared to other anions. Therefore, the process parametric study was performed using a value of 27 × 10
−12 m
2/s for OH
− ion as the apparent diffusion coefficient.
3.2. Process Sensitivity to Bipolar Membrane Performance
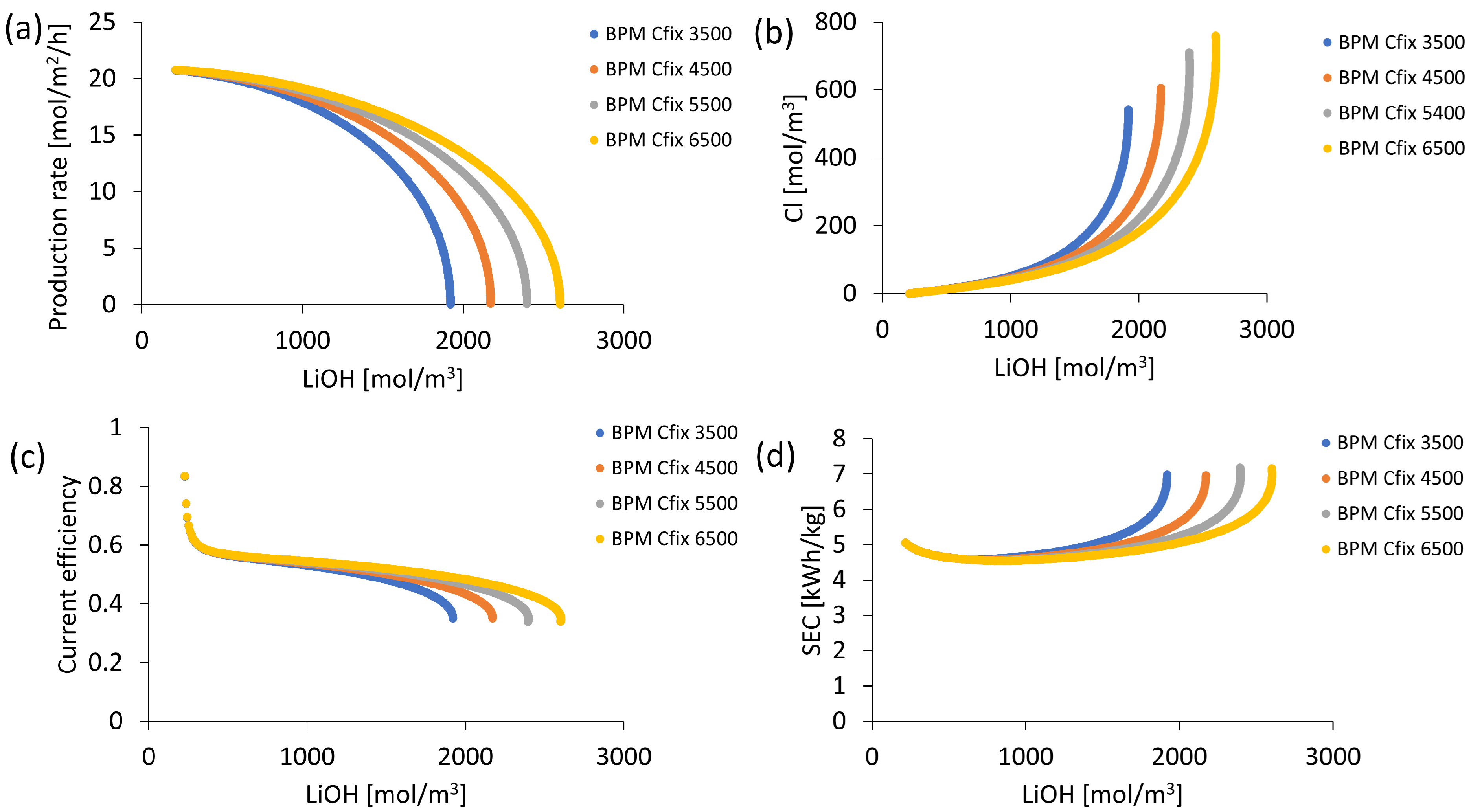
Process sensitivity to bipolar membrane performance was studied by varying its fixed charge density and average diffusion coefficients. Results were presented in
Figure 4 and
Figure 5, respectively. Bipolar membrane performance was mainly determined by limiting current density associated with salt leakage. It could be inferred from Equation (15) that the limiting current density was lower at high values of fixed charge density (
) and low values of the average diffusion coefficient (
). In
Figure 4a, when comparing results for a fixed charge density of 3500 and 6500 mol/m
3, when a LiOH solution concentration of 1800 mol/m
3 (approximately 4.14% by mass) was reached, LiOH production rates of 7.65 and 15.04 mol/m
2/h, respectively, were obtained. For such a LiOH concentration, chloride contamination was 53% lower when a fixed loading density of 6500 mol/m
3 was used (see
Figure 4b). On the other hand, for fixed charge densities between 3500 and 6500 mol/m
3 on the bipolar membrane, maximum LiOH concentrations of 1920 and 2600 mol/m
3 were achieved, equivalent to approximately 4.33% and 5.74% by mass, respectively. Regarding current efficiency and specific electrical energy consumption (SEC) in
Figure 4c,d, respectively, it was observed that below a 1000 mol/m
3 LiOH concentration a similar behavior was observed with an approximate current efficiency of 0.6 and an SEC close to 5 kWh/kg. Above this concentration, process energy efficiency showed differences in performing better for high values of fixed charge density (
). This was related to LiOH production rate variation.
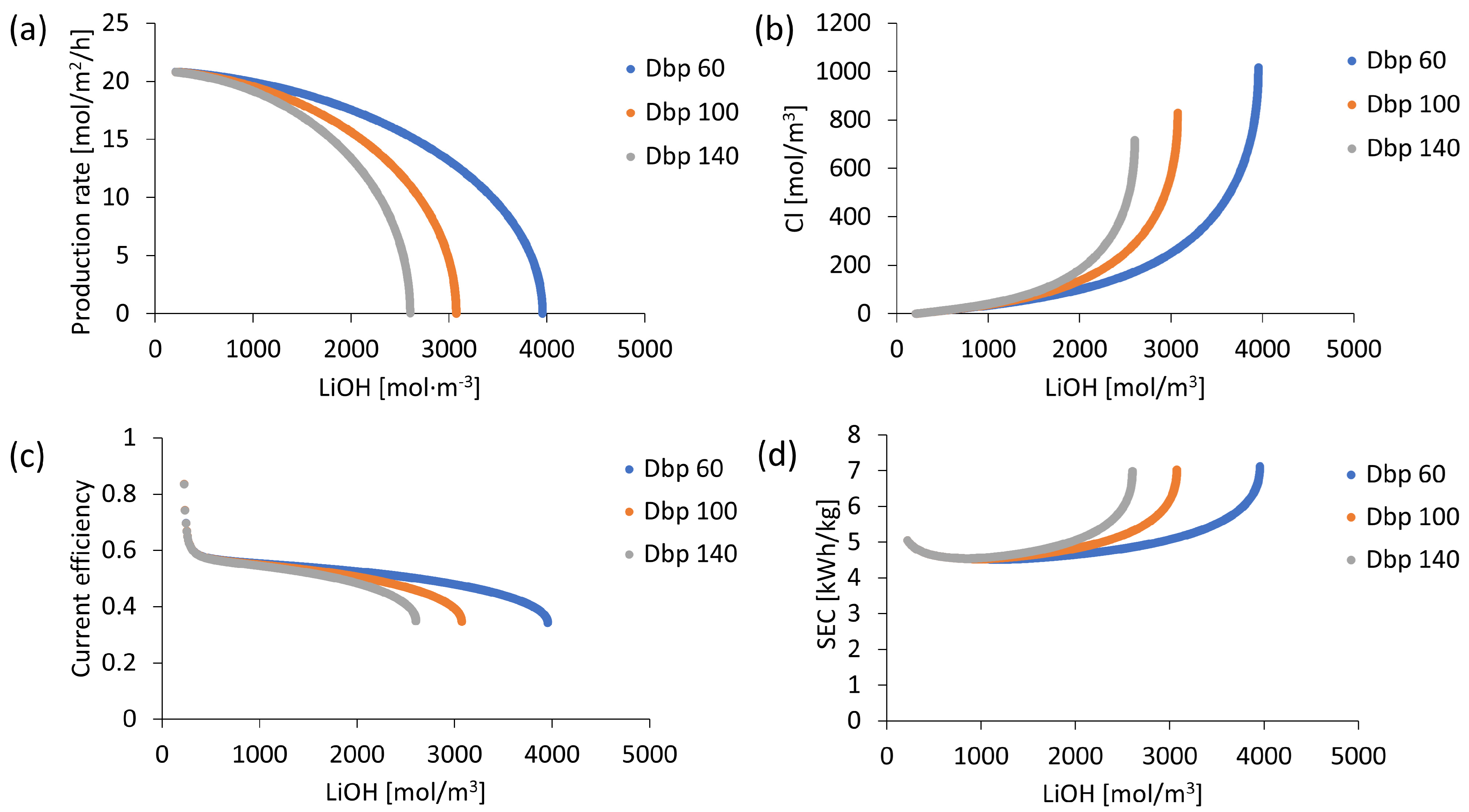
Regarding the average diffusion coefficient of salts in the bipolar membrane (
), a high influence on the maximum LiOH concentration that could be reached was observed in
Figure 5a. By using values of 60 × 10
−12, 100 × 10
−12 and 140 × 10
−12 m
2/s, maximum LiOH concentrations of 3955, 3073 and 2603 mol/m
3, respectively, were achieved. This was equivalent to an approximate mass concentration range between 8.44% and 5.74%. Average diffusion coefficients lower than 140 × 10
−12 m
2/s allowed for reaching LiOH concentrations higher than 2600 mol/m
3 with low Cl
− content (see
Figure 5b), reducing the increase in specific electrical energy consumption at such concentrations. It was observed in
Figure 5c,d, that upon reaching a 1000 mol/m
3 LiOH concentration, in all cases a current efficiency and SEC close to 0.55 (50%) and 4.5 kWh/kg were obtained, respectively.
Both fixed charge density and average diffusion coefficient in the bipolar membrane influence the LiOH production rate. However, their different magnitudes' effects increase at high concentrations. It is then determined that fixed charge density and average diffusion coefficients define bipolar membrane performance at high LiOH concentrations and depend on specific membrane characteristics determined by its functional groups and the polymeric matrix.
3.3. Model Validation
Given process sensitivity results to OH
− leakage and bipolar membrane performance, values of diffusion coefficients and fixed charge density to be used in the validation of the model were defined. Thus, for the cation exchange membrane, an apparent diffusion coefficient of Li
+ and OH
− ion of 9 × 10
−12 and 35 × 10
−12 m
2/s, respectively, was used. An ion exchange capacity of 1.6 and 2.4 meq/gr [
37], respectively, was used for CMX and CMB membranes. While for the bipolar membrane, the best match with experimental data was obtained with an average diffusion coefficient of 140 × 10
−12 m
2/s. According to bipolar membrane water content data [
37], for the Neosepta BP membrane, an average fixed charge density of 6004 mol/m
3 was estimated by fitting. Similarly, for the Fumasep FBM membrane, a value of 5260 mol/m
3 was obtained by fitting.
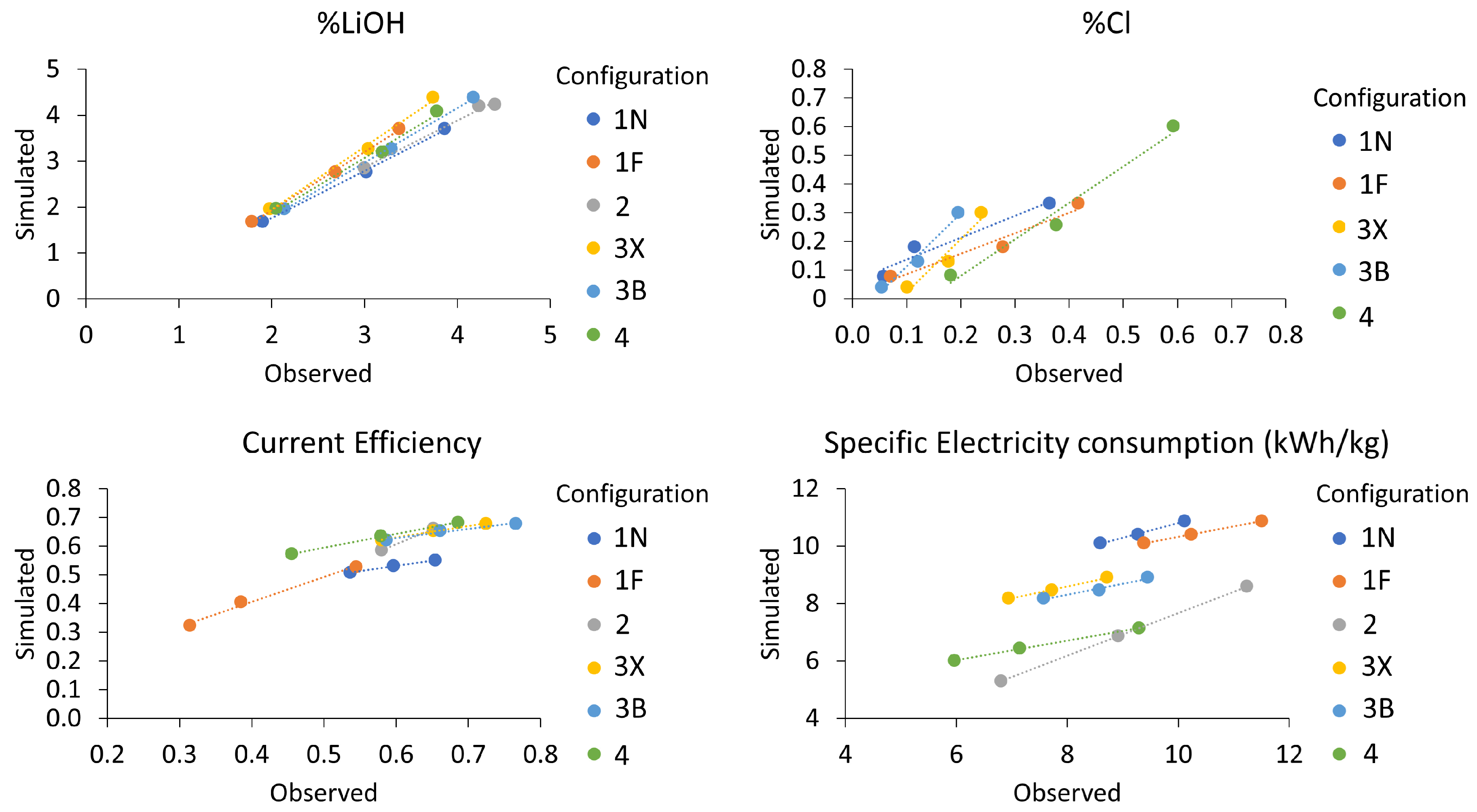
Mathematical model validation considered four configurations which differ mainly in applied current density, initial lithium chloride concentration and the number of cells. Configuration 1 was subdivided into Configuration 1F and Configuration 1N, referring to the use of bipolar membranes Fumasep FBM and Neosepta BP, respectively. Similarly, configuration 3 was subdivided into Configuration 3X and 3B, referring to the use of cationic membranes CMX and CMB, respectively. Configurations 2 and 4 used cationic CMX membranes and bipolar membrane Fumasep FBM.
Figure 6 compares observed and predicted values of LiOH concentration, Cl
− concentration, current efficiency and specific power consumption. Graphs indicate a good qualitative prediction between different configurations. For example, the model correctly predicts that configuration 4 would present the highest Cl
− ion contamination, that configuration 2 would present the lowest current efficiency (CE) and that the highest SEC is presented by configuration 1F, among other similarities. However, it can be seen that when comparing observed and predicted values, not all lines intercept the origin, implying the existence of certain deviations.
Determination coefficients R
2 and associated root-mean-square error (RMSE) values are presented in
Table 4, comparing the correlation between observed and predicted values of different output parameters such as LiOH concentration, Cl
− concentration, current efficiency and purity, among others. Most R
2 coefficients are in the range of 93.116% to 99.9999%. The largest variation in root-mean-square error (RMSE) is presented by SEC and voltage, which can be attributed to changes in membrane electrical resistance not considered in the model (fouling or sudden variations in water content), and deviations associated with solutions electrolytic conductivity calculation in a wide range of concentration or other considered assumptions.
Based on the above, it is determined that the model satisfactorily predicts LiOH production process behavior for purpose of a parametric study.
3.4. LiOH Production According to Electric Current Density
From the stack design and operating conditions defined in
Table 3, the effect of electric current density on the LiOH production process is analyzed.
Figure 7 presents LiOH production rate variation, Cl
− ion contamination, current efficiency and specific electrical power consumption as the LiOH solution is concentrated.
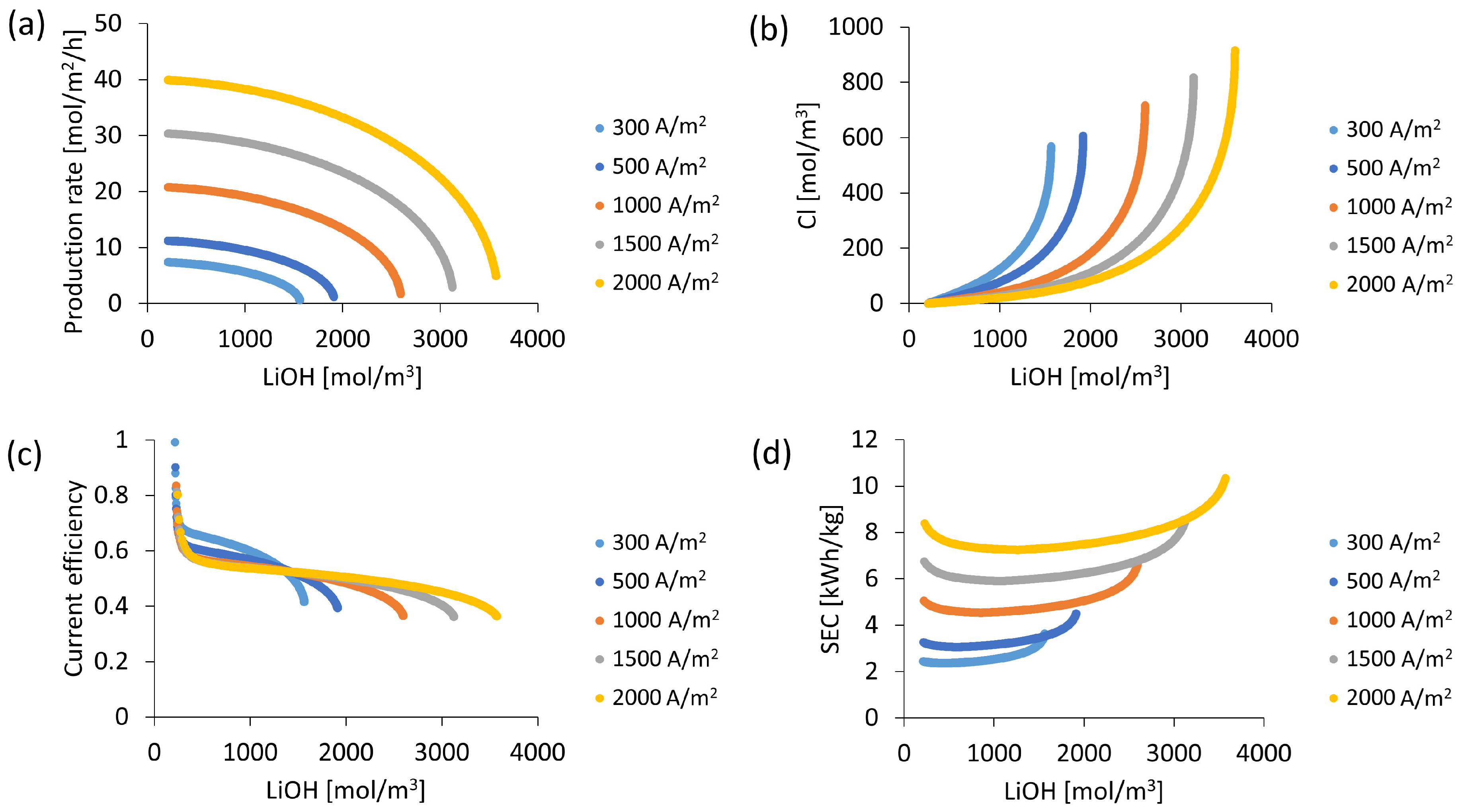
Applied electric current density has a direct effect on the maximum LiOH concentration that can be achieved. It is observed in
Figure 7a that when using current densities between 300 and 2000 A/m
2 the maximum LiOH concentrations achieved vary between 1566 mol/m
3, and 3594 mol/m
3, respectively (approximately 3.6% and 7.7% by LiOH mass).
Regarding Cl
− ion leakage in the bipolar membrane in
Figure 7b, it decreases with increasing applied electric current density as related to a greater difference with limiting current density in the bipolar membrane associated with salt leakage. That is, more electric current is used in the generation of OH
− ions over undesired Cl
− migration. Comparing results at 2000 A/m
2 and 300 A/m
2, a higher current density value allows us to reach approximately twice the LiOH concentration with a similar Cl
− content as the contaminant. Therefore, for the same LiOH concentration, a high current density reduces Cl
− concentration in the final solution.
On the other hand, in relation to energetic parameters, an electrical current density lower than 300 A/m
2 allows us to achieve current efficiencies between 0.6–0.7(60–70%) up to an approximate LiOH concentration of 992 mol/m
3 (approx 2.3% by mass). From this concentration, current efficiency decreases in an accelerated manner to 0.4 (40%) (see
Figure 7c). However, current densities greater than 1000 A/m
22 allow higher LiOH concentrations slowing down current efficiency reduction, for these cases, with current efficiencies in the 0.5–0.6 (50–60%) range.
Specific electricity consumption (SEC) increases with current density (see
Figure 7d). When using values between 300 and 500 A/m
2, SEC remains most of the process between 2 and 4 kWh/kg. Furthermore, for current densities of 1000, 1500 and 2000 A/m
2 the average SEC obtained increases to 5.6, 7.4 and 9.1 kWh/kg, respectively.
In all cases, during LiOH solution concentration the minimum SEC is observed. Then, when approaching maximum concentration, SEC increases rapidly while current efficiency decreases. The minimum SEC value would also depend on other factors such as solution concentration and stack design. Higher current densities would contribute to higher final concentration driving a higher LiOH production rate.
3.5. Initial Concentration Influence
LiCl and LiOH solutions establish a concentration gradient that serves as a driving force in Li
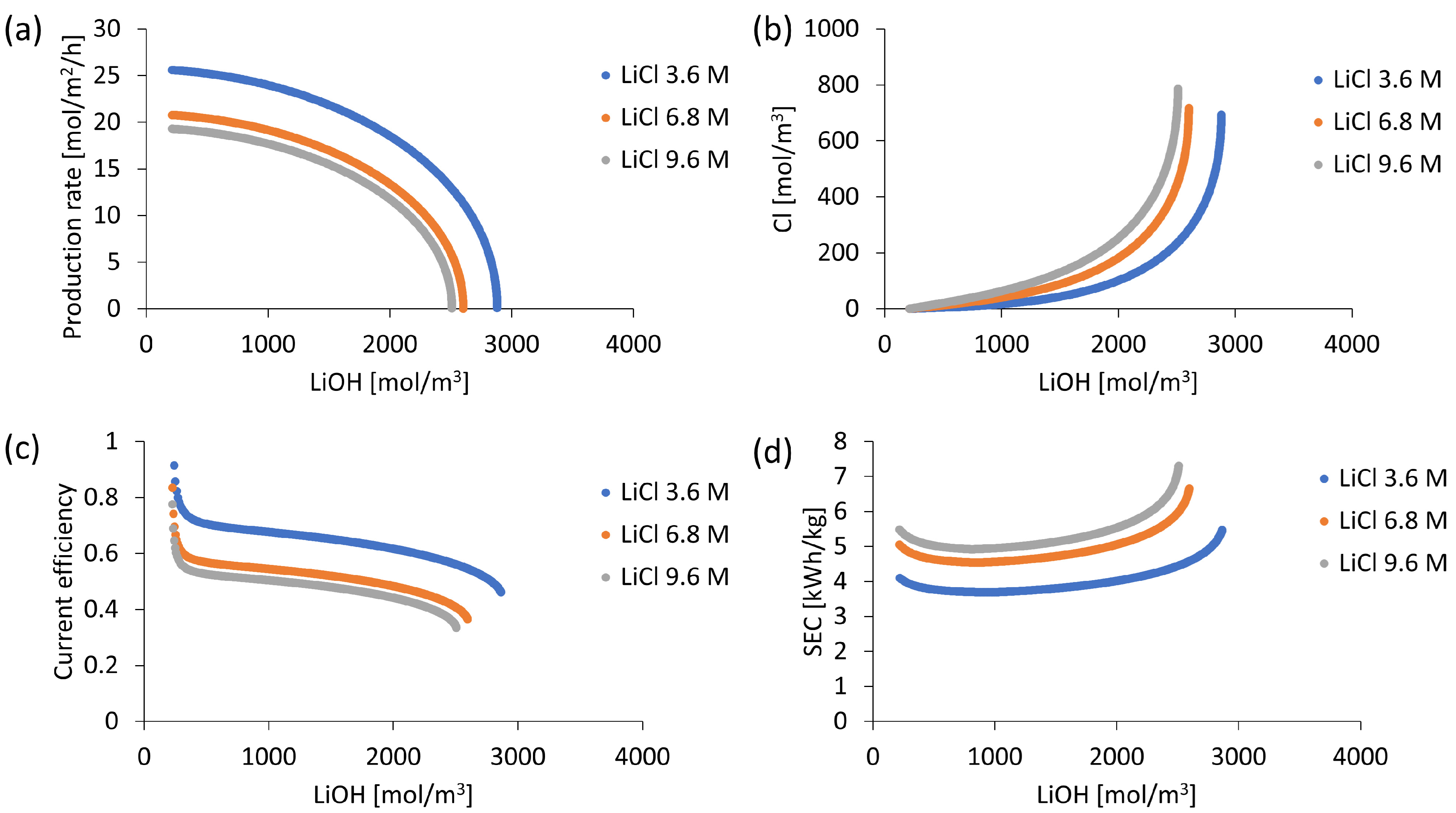
+ transport across the cation exchange membrane. In addition, aqueous solution concentration affects membrane stack electrical conductivity. The effect of such characteristics on the production and energy efficiency of the BMED process is quantified by considering three different initial concentrations of LiCl with corresponding results presented in
Figure 8. While high LiCl concentration causes a higher concentration gradient driving lithium transport, it is observed that the LiOH production rate decreases at higher initial LiCl concentration (see
Figure 8a), which can be explained due to the increase of Li
+ counterions concentration in the cationic membrane. According to the electroneutrality principle, a large difference of Li
+ concentration in the cation exchange membrane with fixed charge density (C
fix) results in a high concentration of co-ions, promoting OH
− leakage according to the Nernst–Planck equation (Equation (2)). Compared to a 3600 mol/m
3 LiCl solution, when using a 6800 mol/m
3 solution, the counterions concentration in the membrane is 16% higher while co-ions concentration is 181% higher. Furthermore, when using a 9600 mol/m
3 solution, counterions and co-ions concentration in the membrane is 33% and 384% higher, respectively. This causes a molar Li
+ flux in the cation exchange membrane to decrease for high LiCl concentrations. The simulation indicates that throughout the LiOH concentration process, for LiCl concentrations 3600, 6800 and 9600 mol/m
3, the average Li
+ transport number in the cation exchange membrane corresponds to 0.66, 0.53 and 0.50, respectively. Thus, during the LiOH concentration process by using an initial concentration of 3600 mol/m
3 LiCl, the LiOH production rate is 23% higher compared to 6800 mol/m
3 and 33% higher compared to 9600 mol/m
3. On the other hand, higher LiCl concentration favors undesired Cl
− ion transport into the LiOH compartment due to its diffusion across the cation exchange membrane in order to reach electrical neutrality in solution (see
Figure 8b). That is, for high LiOH concentrations, the lithium migration rate into the LiOH compartment is higher than OH
− concentration rate (Equation (16)) increasing undesired Cl
− transport from the LiCl compartment.
Regarding current efficiency presented in
Figure 8c, the best result is obtained when working with a LiCl concentration of 3600 mol/m
3, which allowed a current efficiency higher than 0.7 (70%) upon reaching a concentration of 556 mol/m
3 (approximately 1.3% by mass) and higher than 0.6 (60%) up to a LiOH concentration of 2181 mol/m
3 (approximately 5.0% by mass). These current efficiency values relate to a high production rate achieved at 3600 mol/m
3 LiCl concentration.
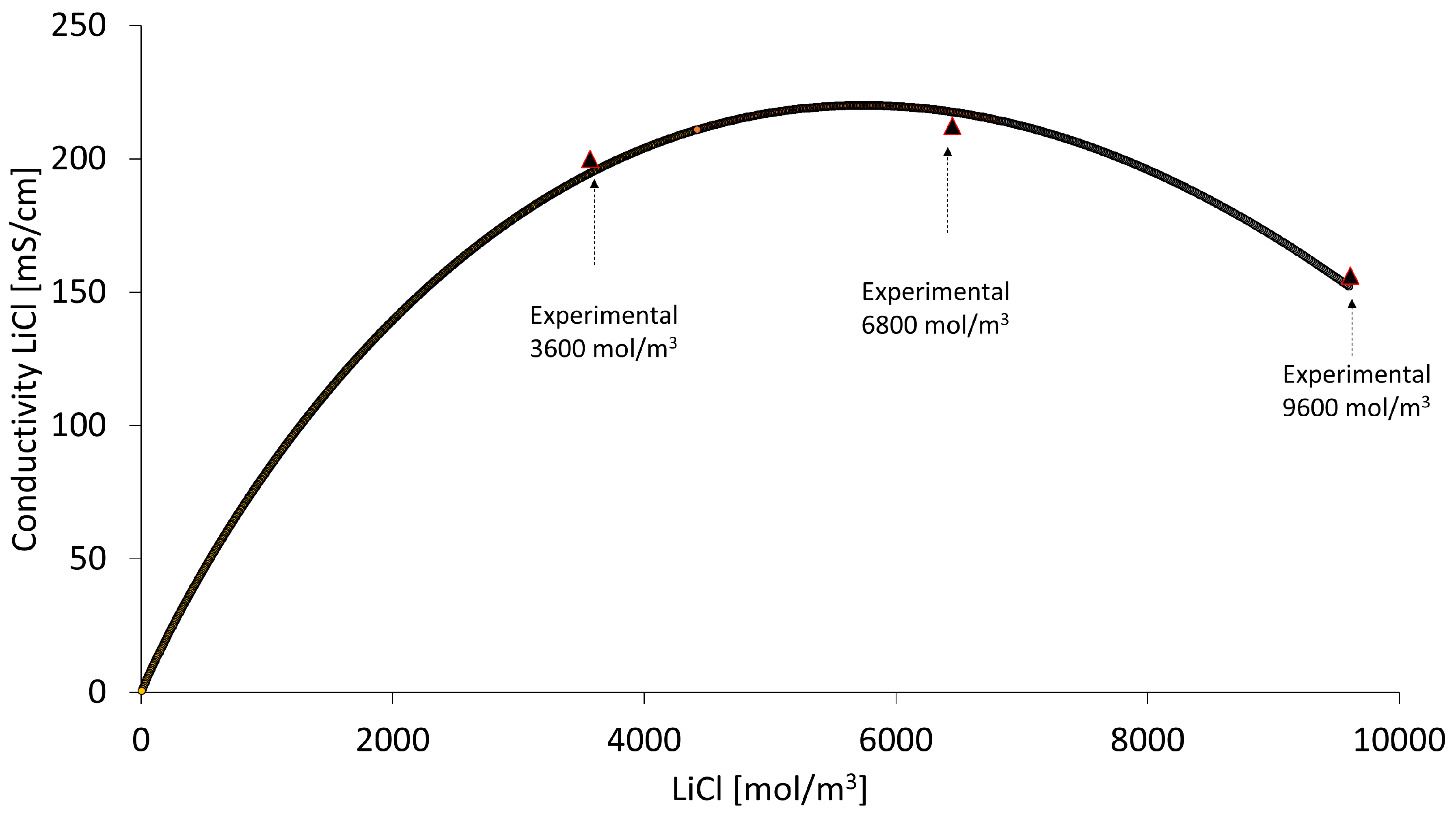
The mathematical model delivers simulated electrolytic conductivity data for solutions used with LiCl solution being particularly influential on total stack voltage.
Figure 9 shows that the highest electrical conductivity of LiCl is achieved when working at a LiCl concentration of 6800 mol/m
3 (approximately 25 % by mass) and is lower as the solution is diluted. Despite this, the resulting high production rate at a concentration of 3600 mol/m
3 allows the lowest specific electrical energy consumption (SEC) to be obtained compared to higher LiCl concentrations, averaging 4.3 kWh/kg over a range of 3.7 to 5.8 kWh/kg (see
Figure 8d).
3.6. Influence of Number of Compartments
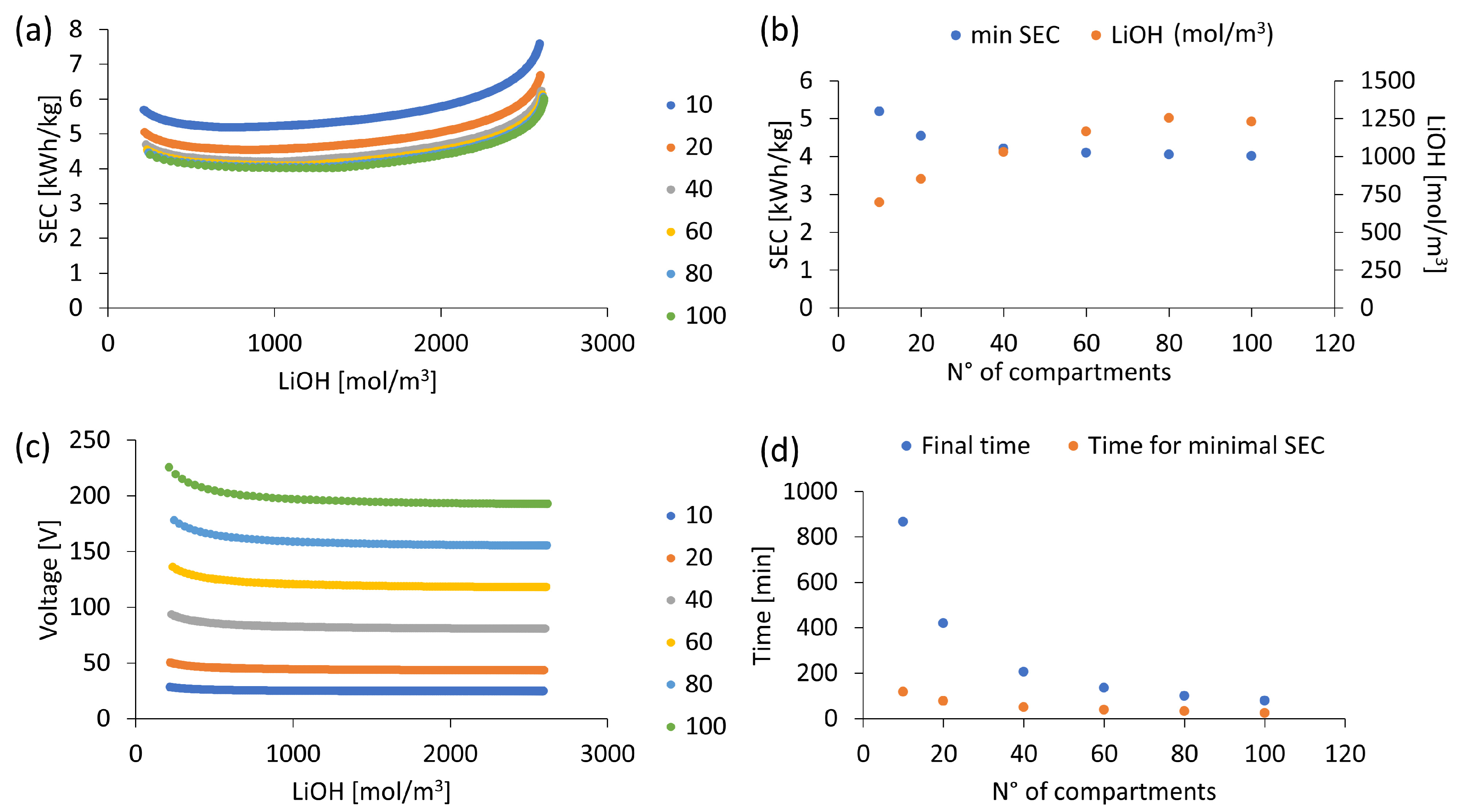
Increasing the number of compartments in an electrodialysis stack has direct effects on electrical resistance and total voltage drop.
Figure 10a,c present specific electrical energy consumption (SEC) variation and total voltage drop in the stack according to the number of compartments in a range from 10 to 100 basic units three-cell compartments, respectively. It is observed that voltage increases and SEC decreases with the number of compartments. More compartments imply a larger total effective membrane area available for Li
+ transport and LiOH formation. This higher production rate causes a tendency to reach a minimum SEC close to 4 kWh/kg when using 100 compartments. Increasing from 20 to 40 compartments reduces SEC by 7.3% while increasing from 80 to 100 compartments implies a reduction of SEC by 0.8%. Therefore, the average specific electrical energy consumption (SEC) decreases with the number of compartments. However, beyond 80 compartments, the decrease in SEC is less than 1%.
Figure 10b shows that for each compartment number configuration, a specific minimum SEC is obtained for a corresponding LiOH concentration. As the compartment number increases, the minimum SEC decreases, and its corresponding LiOH concentration increases. Likewise, as the effective membrane area is increased, it is possible to achieve the desired LiOH concentration levels in less time.
Figure 10d shows that for a target LiOH concentration close to 2570 mol/m
3 (approx. 5.8% by mass), increasing from 40 to 60 compartments allows a reduction in process time by 34.5% (from 206 to 135 min). Then, increasing from 60 to 80 and from 80 to 100 compartments reduces time by 25.9% and 21%, respectively.
In conclusion, increasing the number of compartments reduces process time and specific electrical energy consumption (SEC) and increases the LiOH concentration at which the minimum SEC is obtained. However, these advantages are reduced beyond 80 compartments. Regarding LiOH production rate and Cl− leakage in the bipolar membrane, results show no significant differences with the number of compartments, these parameters being mainly dependent on concentration, current density and membrane characteristics.
3.7. Initial Solution Volume Variation
It has been observed that LiCl concentration affects cation exchange membrane performance and HCl concentration affects limiting current density associated with salt leakage in the bipolar membrane (according to Equation (15)). Therefore, it follows that keeping LiCl and HCl concentrations within certain ranges can contribute to controlling unwanted phenomena such as Cl
− ion leakage and improve process performance, which could be conducted by controlling volumes used in each batch.
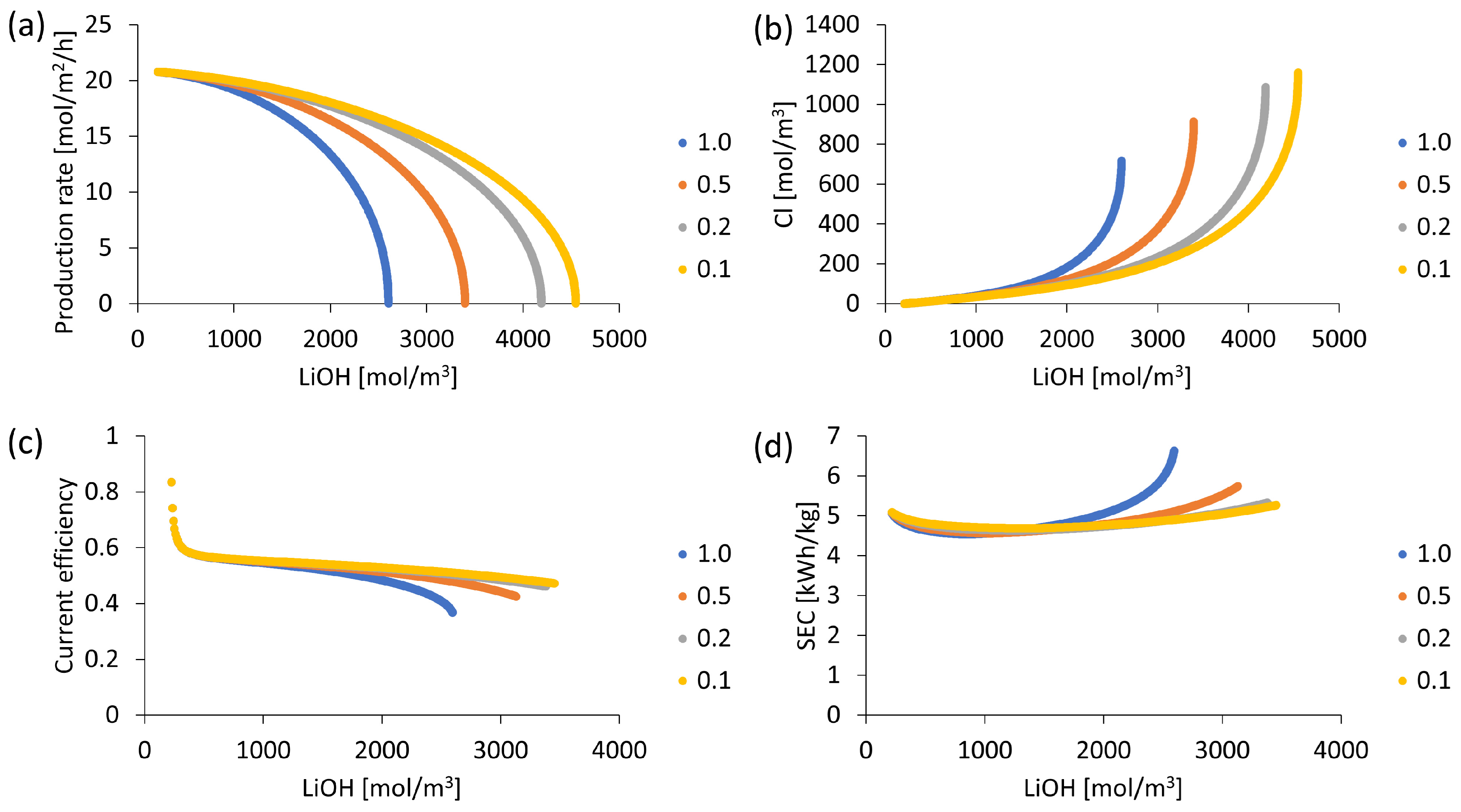
Figure 11 shows the performance results of BMED process for different volume ratios
in a range from 0.1 to 1.0. It is observed from
Figure 11b that a lower value of
ratio helps to reduce Cl
− ion leakage in the bipolar membrane, and, as a consequence, a higher LiOH production rate is obtained. This is attributable to the dependence of salt leakage limiting current density on solution concentration in contact with bipolar membrane (Equation (15)).
Figure 11a,b show that by using a
the ratio of 0.1, it would be possible to obtain a LiOH concentration between 29–30% higher compared to a 1.0 ratio, with a Cl
− concentration less than 100 mol/m
3 (0.33% by mass) in both cases.
Unwanted phenomena such as OH
− leakage into the LiCl compartment and Cl
− leakage from the HCl solution to the LiOH compartment limit LiOH production and final concentration in the solution. Cl
− ion leakage consumes electrical energy by reducing OH
− formation in the catalytic region of the bipolar membrane. Maintaining a low HCl concentration helps to reduce Cl
− ion leakage into the bipolar membrane and consequently increases process efficiency. Thus, it is observed in
Figure 11d that when working with a
the ratio of 0.1, specific electrical energy consumption (SEC) is maintained between 4.68 and 5.04 kWh/kg up to LiOH concentrations close to 3000 mol/m
3 (approximately 6.7% by mass). In addition, electric current efficiency presents higher stability (always higher than 0.5) (see
Figure 11c).
Regarding the most optimal case, when comparing a the ratio of 0.1 and 0.2 for a target concentration of 2000 mol/m3 LiOH, energy efficiency curves (SEC and CE) almost overlap presenting very close values. The use of a ratio of 0.2 allows a 1.9% lower LiOH production rate compared to a 0.1 ratio.
The use of a larger volume of HCl solution allows for reducing Cl− leakage in the LiOH concentration process. However, its impacts on other stages of the overall process on a larger scale, related to its water consumption and costs, should be investigated.
4. Discussion and Application Potential
The mathematical model developed allows for estimating LiOH production and its performance parameters for different operating conditions, stack design and process design. The influence of phenomena such as OH− leakage in the cation exchange membrane and Cl− leakage in the bipolar membrane at high concentrations has been quantified for different operating conditions. The presented model provides important information through process performance estimates, validated over a wide range of concentration and operating conditions.
Efficient production requires low salt leakage in the bipolar membrane and low OH
− leakage in the cation exchange membrane. For the application of this technology in LiOH production, this efficiency would depend on the characteristics of the ion exchange membranes used. It is determined that the use of improved hypothetical ion exchange membranes with a low OH
− ion leakage increases production efficiency by approximately 20%, improving product solution purity. Given the scope of current technology, both the experimental results presented in
Table 5 and the results obtained in this mathematical model show that it is possible to obtain a purity of LiOH in a solution of 95% by mass. This solution purity allows for obtaining high-purity LiOH·H
2O crystals by evaporative crystallization processes.
A comparison of LiOH production yield results using Chlor-Alkali/Membrane electrolysis and BMED technologies is presented in
Table 5. Experimental results found in the literature show that depending on initial feed concentration and final LiOH solution concentration the specific electricity consumption varies between 3.4 and 14.6 kWh/kg of LiOH, while the current efficiency varies between 14% and 77%. These values are within the ranges obtained in the different simulations performed in the present study.
In this work, the mathematical model shows that it is possible to reduce the specific electricity consumption by developing better membranes, resistant to salt leakage. Simulations performed suggest that LiOH production by BMED should focus on obtaining LiOH concentrations between 1700 and 2000 mol/m
3 (approx 4.0–4.5% by mass) of LiOH, which implies a specific electricity consumption between 3.9 and 4.0 kWh/kg. This value is lower compared to what has been reported experimentally [
37,
38,
39]. This occurs when using an initial LiCl concentration of 3600 mol/m
3 and an electric current density no greater than 1000 A/m
2 (see
Figure 8). Above these LiOH concentrations, process efficiency and solution purity decrease. On the other hand, specific electricity consumption decreases with decreasing LiCl feed concentration. It has been shown that for a LiCl concentration range of 70–130 g/L (approximately 7–12% by mass), specific electricity consumption is less at 130 g/L [
38]. The latter, in conjunction with the results of this work, suggests an optimal initial LiCl concentration between 12 and 14%, which can be explained by electrolytic conductivity variation (see
Figure 9).
In practice, limiting current densities that promote concentration polarization in monopolar membranes and damage to the bipolar membrane associated with low water diffusion into the catalytic intermediate zone should be avoided [
54]. The bipolar membrane must be stable during the operating conditions used. Damage to the catalytic intermediate zone at high current densities must be avoided by ensuring diffusive water transport in membrane layers [
43]. Regarding the cation exchange membrane, depending on its structure and composition, these can be affected by contact with OH
− ions. It has been reported that they may suffer a loss of functional groups and damage to the polymeric matrix or their backing textile structure [
42,
55,
56]. For the concentration of bases, the use of membranes manufactured on the basis of perfluorinated base polymers is suggested, which carry sulfonic acid groups and a layer with carboxylic acid groups in contact with the alkaline solution, reducing water transport by limiting OH
− leakage [
42,
57].
Regarding the effect of impurities present in brines on process performance, prior purification of brines is always necessary in order to reduce cations concentration of other than lithium to a minimum. Specifically, multivalent cations such as calcium and magnesium must be removed, as they can cause complex formation in the fixed charge resulting in membrane scaling and poisoning [
58,
59]. The mathematical model presented assumes an initial lithium chloride brine free of impurities. Calcium and magnesium removal can be achieved by combining chemical precipitation and ion exchange technologies, reducing these cations to trace levels in concentrated LiCl solutions greater than 29% by mass [
60]. Other direct lithium extraction technologies would allow obtaining LiCl solutions at low concentrations free of impurities that would be suitable for application to a BMED process [
61,
62]. Other monovalent cations such as Na
+ and K
+ should be reduced to the minimum possible because they compete with Li
+ in migration across the cation exchange membrane, reducing their transport number, process efficiency and product solution purity. These cations exhibit higher diffusion in cation exchange membranes compared to lithium due to their lower hydration energy [
63]. However, their transport across membranes can be reduced if they are at low concentrations compared to other cations [
64]. For high process performance, it is necessary to ensure an initial feed brine in a suitable concentration range (12–14% by mass) low in impurities, which in addition to affecting membranes could require modifications to overall process design demanding post-removal, or increased purge or water consumption.
Table 5.
Comparison of LiOH production yield results using Chlor-Alkali/Membrane electrolysis and BMED technologies.
Table 5.
Comparison of LiOH production yield results using Chlor-Alkali/Membrane electrolysis and BMED technologies.
| Technology | Initial Concentration | Final LiOH Concentration | Final LiOH Solution Purity | SEC (kWh/kg of LiOH) | Current Efficiency | Ref. |
|---|
| Chlor-Alcali/Membrane electrolysis | 13.4% by mass LiCl | - | - | 7.25 | 70% | [11] |
| 19.1% by mass Li2SO4 | 3% by mass | - | 6.1–14.6 | 45–70% | [65] |
| BMED | 14% by mass LiCl | 4.05–4.35% | 95.4% | 8.71–9.45 | 77–59% | [37] |
| 70–130 g/L LiCl (approx 6.7–12.0% by mass) | 1.50–1.75 M (approx 3.5–4.0% by mass) | - | Approx 3.4–4.0 | Approx 50–60% | [38] |
| 1.5 M Li2SO4 | 2.2 M (approx 5.0% by mass) | - | 10 | 55% | [39] |
| 0.05 M Li2SO4 | 0.9 M (approx 2.1% by mass) | 99.75% | 7 | 74% |
| 60–120 g/L LiCl (approx 5.8–11.3% by mass) | 1.73–2.69 M (approx 3.99–6.07% by mass) | - | 5.51–8.96 | 24.01–14.07% | [66] |
| Simulated BMED | 14% by mass | Approx 4.0–4.5% by mass | >95% | 3.9–4.0 | 60–80% | This work |
5. Conclusions
Through the mathematical model, LiOH production by BMED was simulated at high concentrations of LiCl by testing the effect of various parameters on the LiOH concentration process. Given the current characteristics of ion exchange membranes, working with high electrolyte concentrations favors the undesired transport of salts. The current scope of technology allows the best result to obtain LiOH solutions greater than 4% by mass with a purity of 95% without compromising a high purity of the LiOH·H2O obtained after a crystallization step.
According to the simulations performed, a high current density allows a higher LiOH production rate and lower Cl− ion leakage in the bipolar membrane. The best energy efficiency is obtained with an electric current density of less than 1000 A/m2 and when working with a LiCl concentration of 3600 mol/m3, corresponding to approximately 14% LiCl. Higher concentrations affect permselectivity in the cation exchange membrane, increasing undesired co-ion transport and reducing LiOH product purity.
Regarding process design, it has been found that for the batch process, a low ratio allows for control of concentration variation in LiOH solutions, thereby contributing to the reduction of Cl− ion leakage in the bipolar membrane. On the other hand, the number of compartments of the electrodialysis stack influences specific electrical energy consumption (SEC) according to the LiOH concentration reached. It has been determined that from 80 compartments the decrease of SEC is less than 1%.
Work carried out permits obtaining a proper approximation of the actual production range of LiOH by BMED at high concentrations according to ion exchange membranes characteristics, operating conditions and phenomena that affect their performance. It has been determined that the use of improved hypothetical ion exchange membranes with low OH− ion leakage increases production efficiency by about 20%, further improving product solution purity. The performed parametric analysis provides key information on process sensitivity to operating conditions, stack and process design. This information can be used for experimental research at the pilot scale.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}










