2.1. Zeolite-Based Membranes
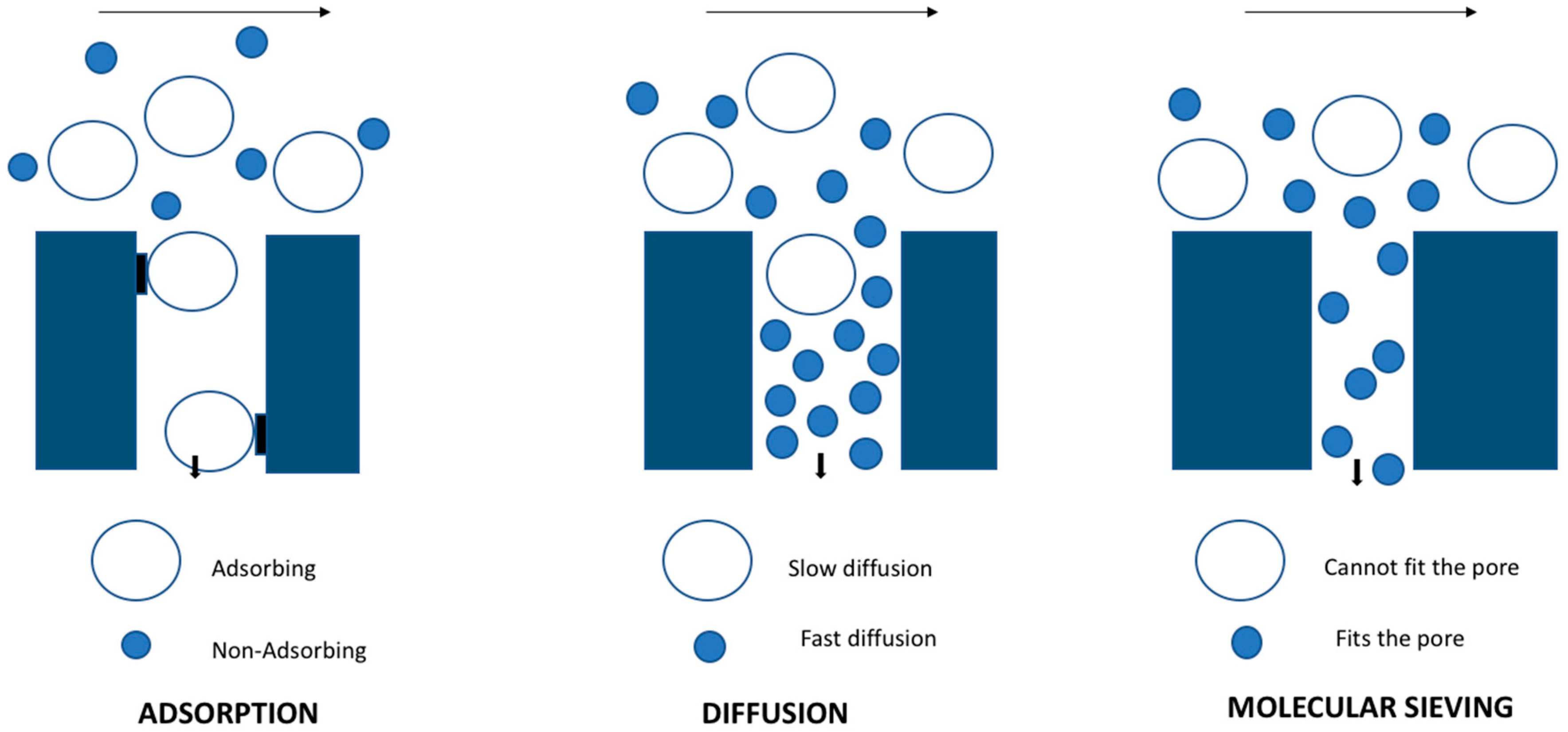
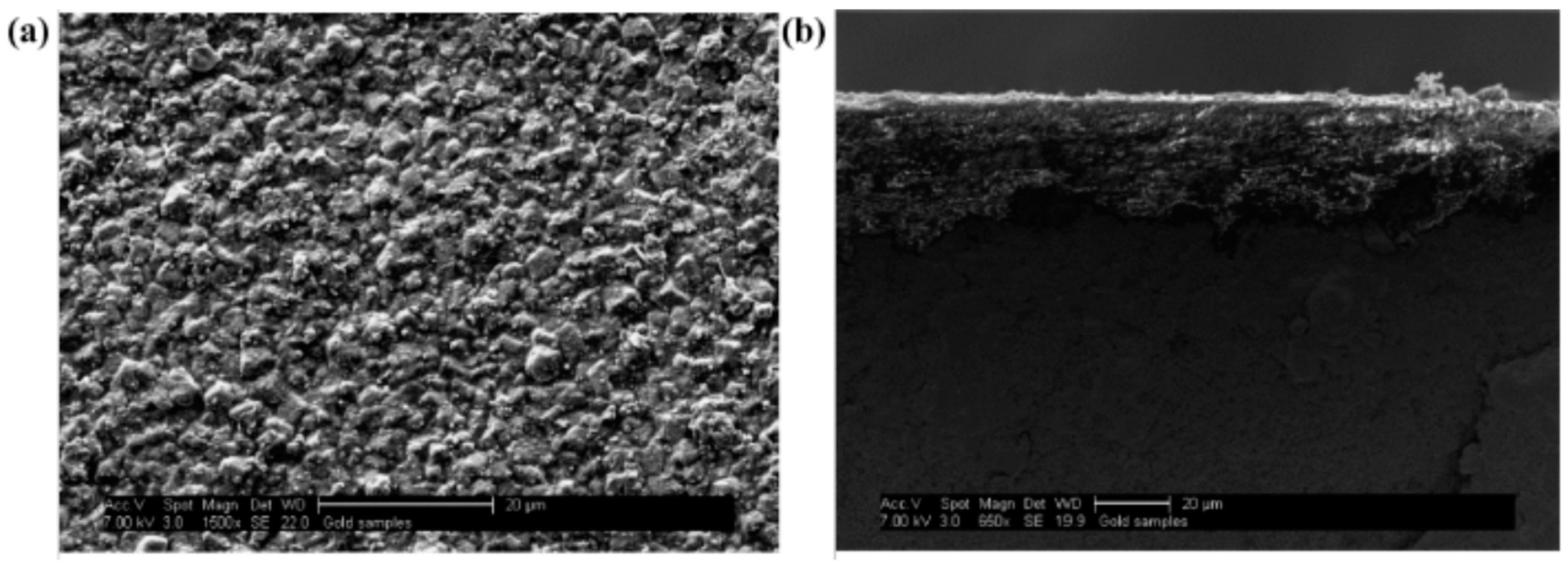
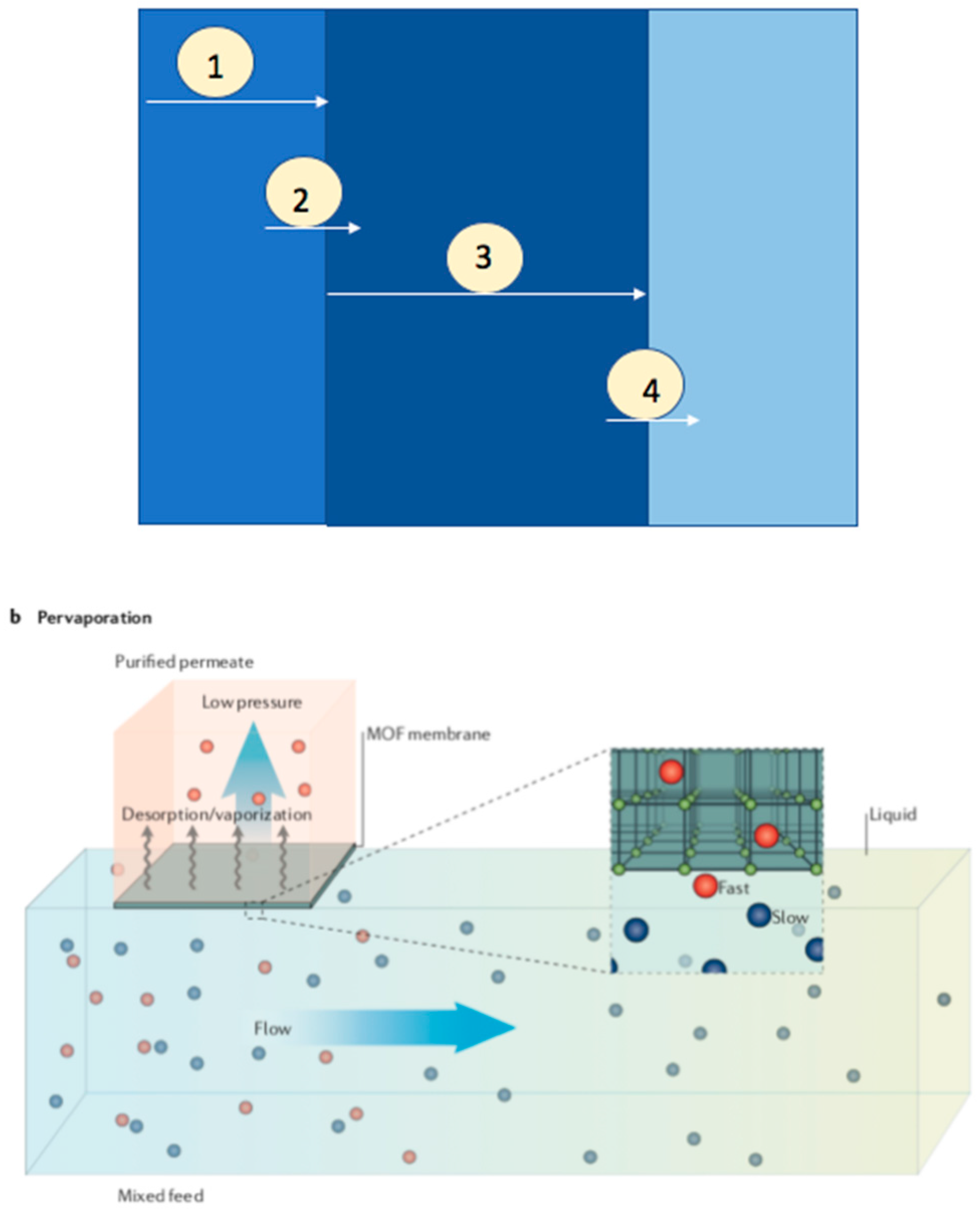
Zeolites are artificially or naturally occurring materials with a uniform and well-defined network of pores. They are crystalline in nature and are composed of materials like silicon, aluminum and oxygen, as well as other cations required for the framework. They have pore sizes varying from 0.3 to 1.3 nm, depending on the type of framework. In case of the synthetic zeolite, the synthesis procedure determines the ratio of materials used (Si/Al), and it simultaneously affects the material properties such as polarity and adsorption. Zeolite membranes are inorganic in nature and have inter grown zeolite crystals on the porous membranes. They have incredible properties like high thermal and chemical stabilities to stand over polymeric membranes, and also possess high flux and selectivity through the well-defined pore size (
Figure 1). During a pervaporation process, the zeolitic and non-zeolitic pores of the Linde type A Sodium (zeolite NaA) membranes strongly adsorb the water vapor and undergo condensation. As a result, the water permeates with high permeance though the capillary condensation mechanism and hinders other molecules permeation by obstructing their entry into the pores. Zeolite membranes have found their application on a pharmaceutical industrial scale for solvent dehydration. Another factor determining the productivity of the membranes are thickness and defects found in them. The permeability of solvents can be diminished with the high film thickness and selectivity due to defects. Hedlund et al. [
20] reported that, in order to obtain high flux, the thickness of membrane should be 1 μm and ideally supported by a substrate. Zeolite films on substrate can be fabricated using in situ synthesis and secondary growth with hydrothermal treatment. Many recent publications show that the secondary growth method favors high reproducibility and good control over the membrane structure [
18,
21].
LTA (Linde type A) zeolite membranes are the first membranes introduced commercially in the market for commercial use. They have a three-dimensional porous structure with pores running perpendicular to all the planes. Zeolite A is synthesized using a sol-gel technique by the reaction of alumina and silica in an alkaline medium. The super cage structure possessed by the zeolite makes the membrane enhance both the selectivity and flux. The presence of alumina in the membrane improves the hydrophilicity of the system.
Zeolite membranes were commercially first developed by the Mitsui Engineering and Shipbuilding Co. (Tokyo, Japan) [
11]. In association with Yamaguchi University, for the purpose of organic solvent degradation in an expansive scale, they fabricated the zeolite membrane on the surface of ceramic alumina tube of 1.2 cm OD and 80 cm length for ethanol and solvent dehydration (10 wt% of water content) and tested separation performance by pervaporation experiment The synthesized membranes exhibited high flux rates at different temperatures (water/isopropanol (up to 16 kg/(m
2·h), 120 °C), water/ethanol (4.5 kg/(m
2·h), 105 °С) and water/dioxane (7.8 kg/(m
2·h), 105 °С)) indicating that temperature plays a vital role in governing the permeate flux. The separation factor of more than 1000 was observed, indicating that high selectivity of the separation can be achieved. However, the membranes showed enhancement in solvent flux, but the usage of tubular zeolite membranes seems to be costly [
11]. To overcome this issue, Zhang et al. [
22] introduced thin, porous metal sheets to reinforce the zeolite membrane. The fabrication of these high flux and selective zeolite NaA membrane is formed from the porous metal sheets along with the two-time dip coating–wiping seed deposition procedure. The substrate used has a smooth and uniform porous structure over the surface. Apart from this, the porous metal sheets provide beneficial properties such as high permeability, chemical stability, mechanical strength, membrane packing density and low cost. With increase in separation temperature during the pervaporation process in the setup, the selectivity and permeability of solvents also increase gradually. With an elevation in the separation temperature from 75 °C to 135 °C, there was a uniform increase in the water/ethanol permeation flux and selectivity. The water/ethanol selectivity fluctuated between 10,000 and 70,000 and displayed water permeation flux of above 4kg/(m
2·h) starting at 75 °C with a feed of 10% (w/w) water in ethanol. The selectivity of water/ethanol improved with an increase in water content. However, these membranes fail to possess enough selectivity with high fluxes for potential industrial application. To counter this problem, Mastropietro et al. [
23] modified a procedure for simple synthesis of FAU membranes composed by hierarchically assembled Nano-zeolites. Initially, these membranes demonstrated high water vapor fluxes as well as high selectivity values for water vapor, which are mostly due to the higher rate of diffusion for water with respect to the N
2 molecular probe within the hydrophilic zeolite network. Therefore, the size of crystallites of the membrane was reduced to enhance the affinity of water which leads to stronger interactions with water molecules and permeation by approximately 5 times (8 to 39.9 μmole·m
−2·s
−1·Pa
−1) times at the steady state. The pervaporation permeation of different organic/water liquid mixtures studied by Okamoto et al. is tabulated in
Table 1 [
24].
The membrane pores are smaller than the size of the small organic molecules for the separation of mixtures. The diffusion rates of water, 2-propanol, methanol, ethanol and acetone through a Ge-ZSM 5 zeolite membrane by using isotopic- transient pervaporation were measured by Bowen et al. [
25]. In the methanol/ethanol mixtures, the presence of methanol increased the rate of the diffusion of ethanol. In the feed of methanol/ethanol mixtures containing 95 wt% of ethanol at 313 K, the fluxes reported for ethanol and methanol are 3.8 and 0.2 mol/m
2·h, respectively.
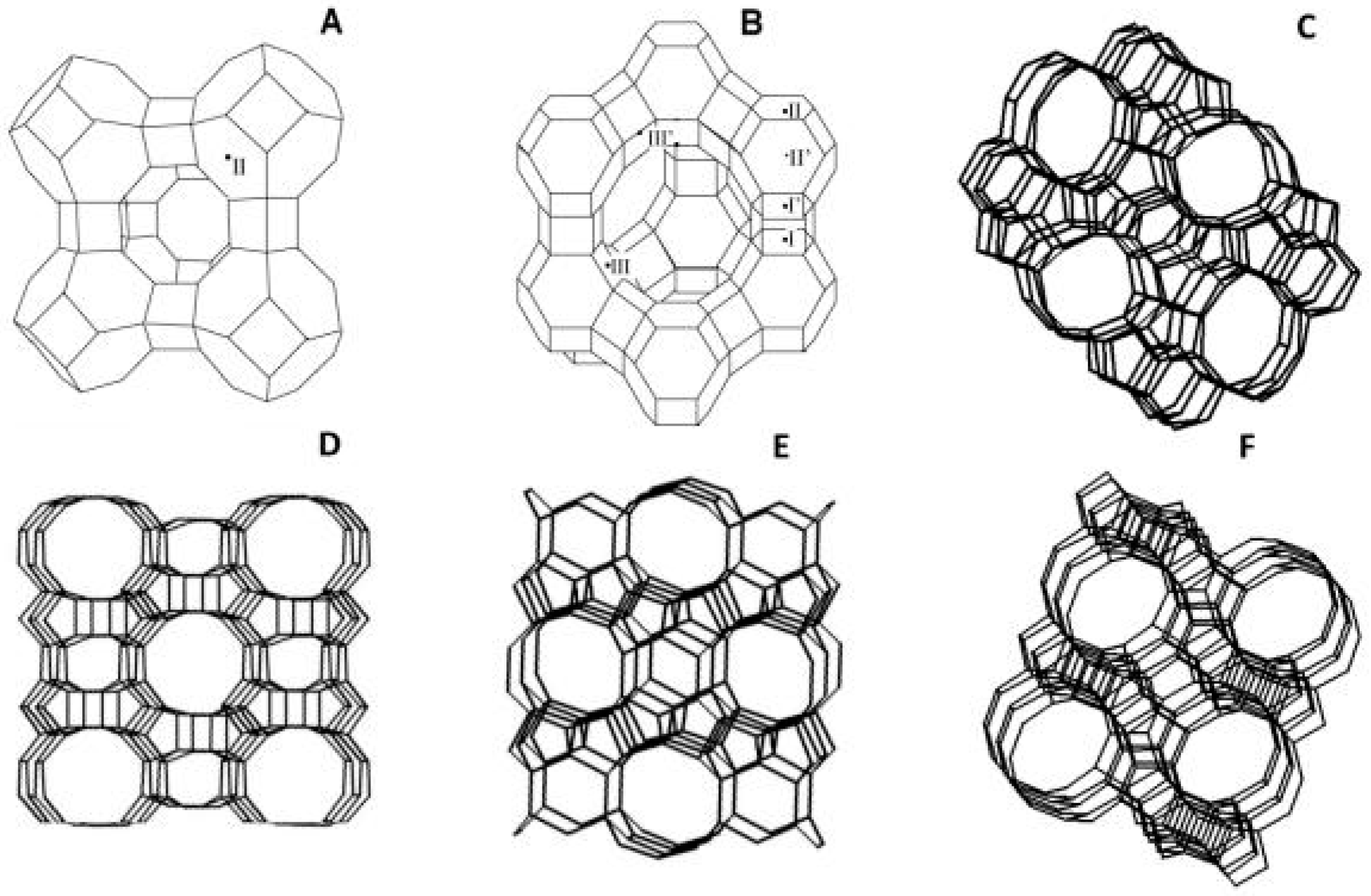
The separation of permeating molecules through zeolite membranes takes place because of the difference in chemical affinities, along with the shape and size with respect to the pores. MFI-type zeolite is a high silica zeolite synthesized using hydroxide of tetra propylammonium as a template. This avenue of research played a remarkable role in the petrochemical industry. For the separation of liquid mixture through pervaporation process, a liquid feed is used and the permeate is a vapor. It is also reported that, with an increase in partial pressure of feeds, the separation factor decreases. In the pervaporation experiments conducted by Algieri et al. [
26], thin MFI zeolite membranes were synthesized by in situ nucleation and secondary growth at 70 °C. They fed 9.4 wt% of ethanol–water mixtures and high fluxes (2.1 kg/m
2·h), and separation factor as low as 1.3 were obtained. They also reported fluxes and separation factor for NaA type zeolite membrane varying from 0.23 to 5.60 kg/m
2·h and 3600 to 10,000, respectively. Kanezashi et al. [
27] reported the usage of MFI type zeolite membrane for the pervaporation of p- and o-xylene binary mixture. At 25 °C and 1.1 kPa partial pressure, the obtained p-xylene flux and p/o-xylene selectivity were 7.6 × 10
−4 and 22 mol/m
2·s, respectively. Wang et al. [
28] reported the utilization of MFI Zeolite membranes for the separation of CO
2/Xe gas mixtures with a separation factor of 5.6, and separating CO
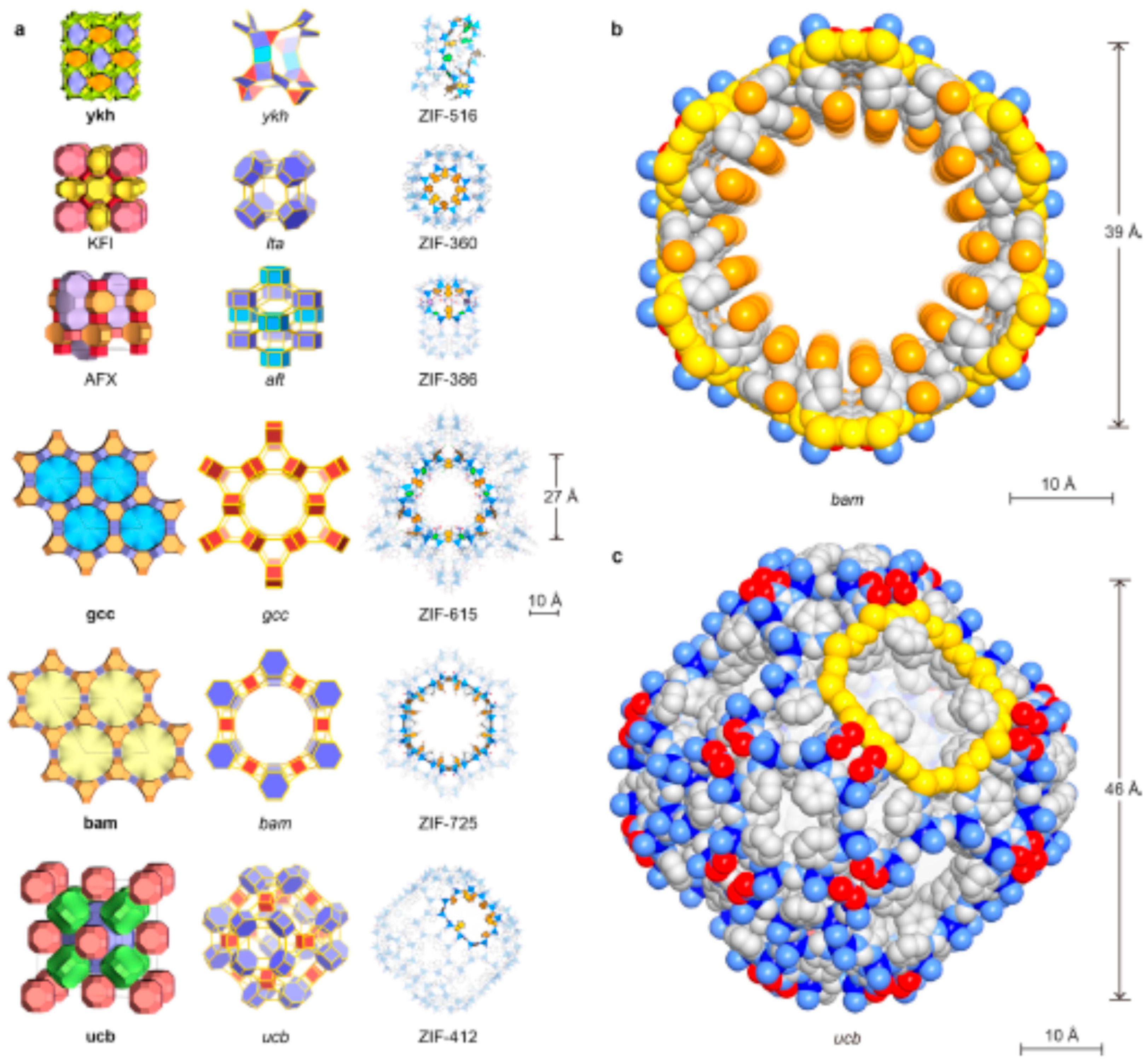
2 molecules of 3.3 Å from Xe molecules of 4.1 Å. The most important industrially explored zeolite structures are given in
Figure 2 [
29].
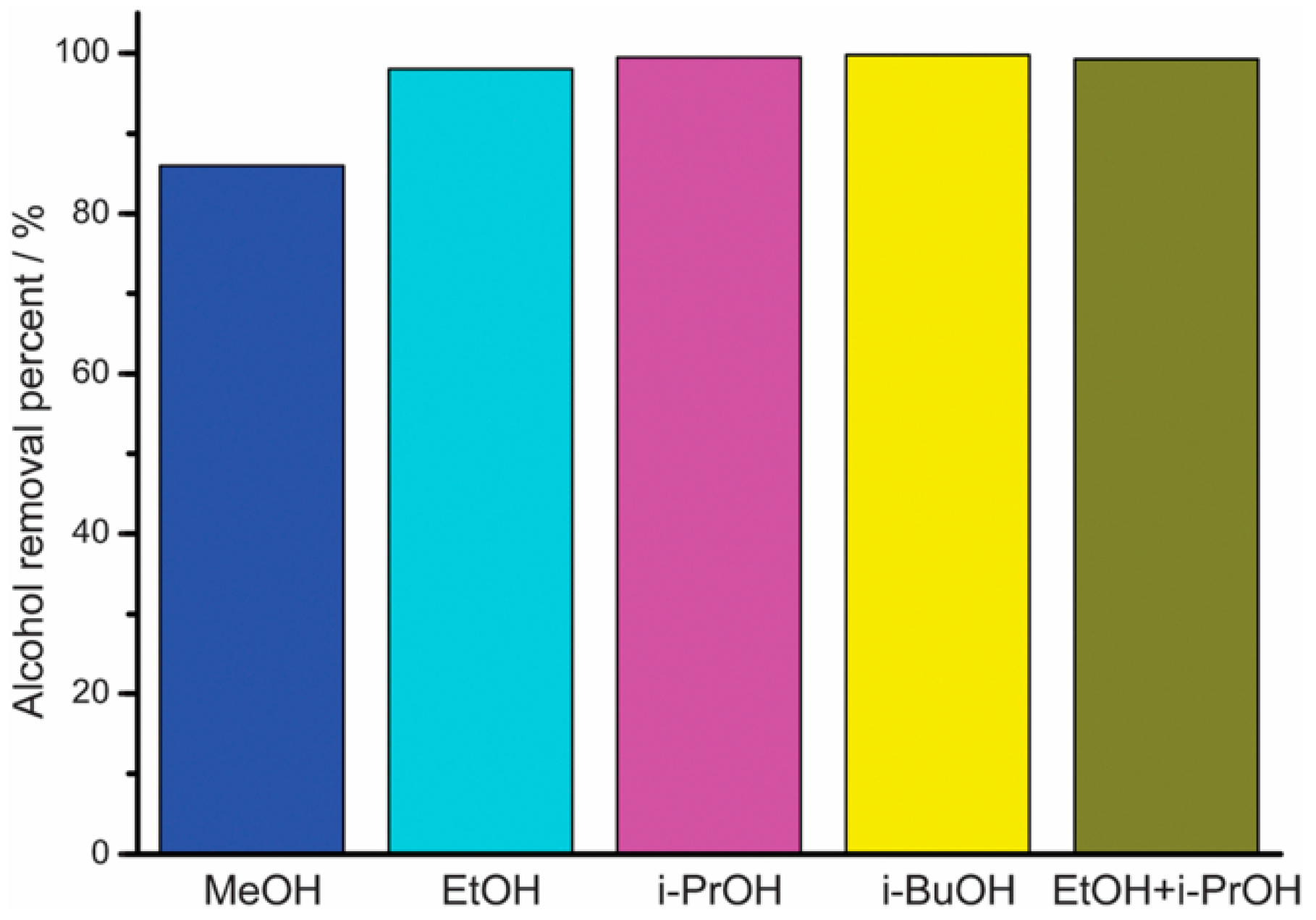
Kumakiri et al. [
30] studied the FAU zeolite membranes to selectively separate the methanol solvent from various feed mixtures such as methanol–MMA–butanol–BMA. When a mixture of 20.2/29.7/9.2/40.9 wt% of butanol–MMA–methanol–BMA, respectively, was fed at 60 °C through a FAU zeolite membrane, the permeate had a composition of 1.60/0.17/98.1/0.17 wt% of butanol–MMA–methanol–BMA, respectively. This study showed that methanol selectivity can be achieved through FAU zeolite membrane in a quaternary mixture with total flux of about 2.0 kg·m
−2·h
−1.
Dip coating, rubbing, and reactive seeding are some of the methods that are applied effectively for seeding the outer surface of the support material [
31,
32,
33]. In the zeolite membrane synthesis, rubbing alone or a rubbing-dip coating technique were applied for seeding the zeolite on support materials such as α-alumina and secondary growth followed by pervaporation study by various authors. Applying the rubbing method, for the ethanol/water (90%) as feed, the obtained separation factors and fluxes were 3603, >10,000, >10,000 and 3.8, 3.17, 3.6 kg·m
−2·h
−1, respectively, by Pina, Ma and Wang et al. [
31,
32,
33]. Similarly, when the rubbing-dip coating method was applied, for the ethylene glycol/water system as feed, the obtained separation factors and fluxes at 80 °C were 10,996, 7.16 kg·m
−2·h
−1, respectively by Jafari et al. [
34], and for ethanol/water (90%) as feed at 70 °C, the obtained separation factors and fluxes were >15,000, 3.26 kg·m
−2·h
−1, respectively, by Liu et al. [
35].
An ensemble synthesis strategy was applied on hollow fiber supported T-type zeolite membrane modules by the secondary growth method by Ji et al. [
36]. Optimization of seed particles size, seed concentration, coating time and crystallization time were studied. The high-quality membrane modules with membrane areas of 0.03 m
2 showed an average flux of 2.25 kg·m
−2·h
−1 and separation factor of 1348 for the dehydration of 90 wt% ethanol/water solutions at 348 K, whereas a pilot-scale apparatus of two 0.54 m
2 membrane modules connected serially showed pervaporation dehydration of 90 wt% isopropanol/water mixture to 99.3 wt%.
Two different hydrophilic topologies of zeolites such as Faujasite (FAU) and mordenite (MOR) were investigated as membrane layers on tubular mullite and disk-shaped α-alumina supports for PV dehydration of ethanol by Asghari et al. [
37]. Various synthesis parameters such as ceramic support, repetition of coating, seeding method, crystallization time (14 and 18 h), temperature (160, 170 and 180 °C), and Si/Al ratio of the precursor gel formulation (12 and 16) on the membranes structures and their PV performances were studied. Permeation flux (43.43%), separation factor (30.39%) and PSI (62.35%) decrease with increasing ethanol concentration in feed (50–90 wt%) was observed and the MOR layer on α-alumina (MOR_D-II) was reported as the best membrane for ethanol/water PV system. NaA zeolite pervaporation membranes was synthesized on the alumina hollow fiber inner-surface in a continuous flow system by Cao et al. [
38]. The optimal PV performance of up to 19.7 kg/m
2·h for the permeation flux and more than 80,000 for the separation factor at the flow rate of 148 mL/min with 90 wt% ethanol/water solutions at 348 K was reached and yielded an unprecedented performance. High-quality hollow fiber supported Decadodecasil 3R zeolite membranes were prepared on four-channel ceramic hollow fibers and successfully tested in pervaporation dehydration of acetic acid (AcOH) for the first time by Zhang et al. [
39]. The membrane showed a water permeation flux of 0.58 kg·m
−2·h
−1 and a separation factor of 800 for the dehydration of 70 wt% water/AcOH mixture at 368 K and the stable permeation flux and separation factor was observed even in the presence of inorganic acid, thereby showing outstanding acid resistance.
Although various developments in the zeolite synthesis were achieved by giving importance to techno-economic criteria with an aim of industrial scaling, the environmental impact of these processes has not been studied. Normally, aggressive solvents were used, which has resulted in the environmental degradation. A life cycle assessment (LCA) tool has been most widely used to evaluate the environmental impacts of the manufacturing processes, which has been used in gas separation, water treatment, and alcohol purification by pervaporation. Navajas et al. [
40] applied the LCA for the first time to zeolite membrane synthesis and quantified the effect of: (i) seed layers that allow membranes of submicron thickness; (ii) gel-less secondary treatments that avoid the use of large amounts of expensive structure directing agents; and (iii) use of low-cost polymer supports instead of conventional ceramic supports using GaBi 8.7 Pro software. They found that most of the impacts were given by the support layer and progresses in the synthesis of hollow fibers (thinner fibers) and use of less-aggressive solvents could significantly reduce the environmental impacts related with overall membrane synthesis.
The cost of the zeolite membranes are about ten times more expensive than polymeric membranes [
41]. Although the inorganic membranes are costlier, their longer lifetime, high water concentration operating range and high thermal stability are added advantages when compared to the polymeric counterparts. In the early stages of zeolite membranes development, in addition to cost, the membranes developed were of low water flux due to thicker zeolite layers required and low water selectivity due to grain boundary/intercrystalline defects. However, these disadvantages were overcome by the deposition of a thin and uniform layer of zeolite seed crystals onto the porous support followed by secondary crystal growth treatment, which resulted in a thinner defect-free zeolite layer [
42,
43].
2.2. Silica-Based Membranes
Silica has the ability to link together with different amorphous or crystalline solids, to give rise to porous structures. The pore sizes of the material can be fine-tuned by using surfactant micelles (cetyltrimethylammonium bromide (CTAB) and sodium dodecyl sulfate (SDS)) to separate molecules based on their pore size with the property of size specificity through the pervaporation process. Elements like zirconia, alumina and titania are chosen as secondary elements for inclusion in the silica membrane to enhance the hydrothermal stability of membrane. The solvent used determines the rate of rejection. Silica membranes are generally casted using both chemical- and physical routes, where the sol-gel technique contributes to a chemical route and chemical vapour deposition to a physical one. Membranes are required to be used in non-aqueous system for the purpose of regenerating organic solvents. Tsuru et al. [
44] made use of porous silica-zirconia membrane with nanopores in the range of 1–4 nm for the application of separating solvents like ethanol and methanol from non-aqueous solutions such as polyethylene glycol and ethylene glycol.
Silica membranes were synthesized on α-alumina, γ-alumina, alumina, support by various researchers [
45,
46,
47,
48]. Silica MEL membrane was synthesized on a porous α-alumina hollow fiber support by a secondary growth approach. Kosinov et al. [
45] have reported that silicalite-2 membrane showed higher fluxes without compromising selectivity for ethanol/water separation by pervaporation. However, only different selectivity was obtained for n-/i-butane mixture separation, in which MEL structure showed favorable diffusion to branched alkane compared to the MFI one due to the different pore topologies. It further showed that hydrophobic silicalite-2 membranes have the potential for the removal of organics from the aqueous solutions. Similarly, Boutikos et al. [
47] applied silica membranes on γ-alumina for the separation of n-butanol and water mixture with a flux of 196 mol/m
3.hr and separation factor of 150. Cobalt-doped silica was explored on α-alumina support for the separation of ethanol/water mixture with flux of 60 mol/m
3·h and separation factor of 2530 by Wang et al. [
49].
Hydrophobicity was introduced onto alumina and titania micro and meso porous ceramic membranes by grafting of C
6F
13C
2H
4Si(OEt)
3 (C
6) molecules by Kujawa et al. [
50] and tested for the removal of hazardous volatile organic solvents (methyl tert-butyl-ether (MTBE), ethyl acetate (EtAc) and butanol (BuOH)) from binary aqueous solutions by the pervaporation process. They reported that the highest efficiency was achieved using a Titania membrane, which was characterized by the highest value of the pervaporation separation index (PSI) and the highest value of permeate flux of organic compounds in water–EtAc (J
EtAc = 1.1 kg·m
−2·h
−1; PSI
EtAc = 140 kg·m
−2·h
−1) and water–MTBE (J
MTBE = 1.0 kg·m
−2·h
−1; PSI
MTBE = 194 kg·m
−2·h
−1) systems. Tres et al. [
51] have studied the potential applicability of ceramic membrane technology in vegetable oil processing and biodiesel industries in the solvent recovery step, in which separations of mixtures of refined soybean oil/n-hexane, crude soybean oil/n-hexane (industrial miscella) and refined soybean oil/pressurized n-butane were studied. When the commercial ceramic membranes with molecular weight cut-offs between 5 and 10 kDa were investigated, oil rejections up to 100%, total permeate fluxes (oil + solvent) up to 42.97 kg·m
−2·h
−1 with oil permeate fluxes up to 1.4 kg·m
−2·h
−1 were observed.
Amelio et al. [
52] applied a hybrid process of distillation/pervaporation with the ceramic membrane, hybrid silica (HybSi) and showed that it can give both economic benefit and low environmental impact (with life cycle assessment) in solvent recovery (acetone from water) when compared to conventional waste solvent incineration. Furthermore, this hybrid process will bring an economic benefit of the replacement cost of fresh solvent (about 850 U
$S/ton), which is considered as a credit value. Nagasawa [
53] applied the same HybSi membranes for the water/ isopropyl alcohol (IPA) separation, in which their water fluxes were like that of NaA zeolite membranes, but their separation factors are lower than NaA zeolite membranes. Clay-alumina-based tubular MF membranes were explored as a viable option for solvent separation and possess advantages such as high micronutrient content (1.56% oryzanol) and negligible oil loss (2.6%) by Roy et al. [
54]. When the membranes were operated for 10 h with a 0.7 bar trans-membrane pressure, permeate fluxes of 15 and 8 L/m
2·h were achieved for the degumming-dewaxing and deacidification operations. Maitlo et al. [
55] introduced hydrophobic-oleophilic nature into silica membranes and the membrane showed 100% efficiency for toluene solvent from water within 50 min. All the other membranes tested also showed good efficiency for solvents and no permeability for water, which can be from potential candidates for oil–water and organic solvent–water separation. In recent years, the development of the high-silica zeolite beta (HSZB) membrane has received much attention in the literature due to its high hydrophobicity and excellent mechanical, thermal, and chemical stabilities [
56].
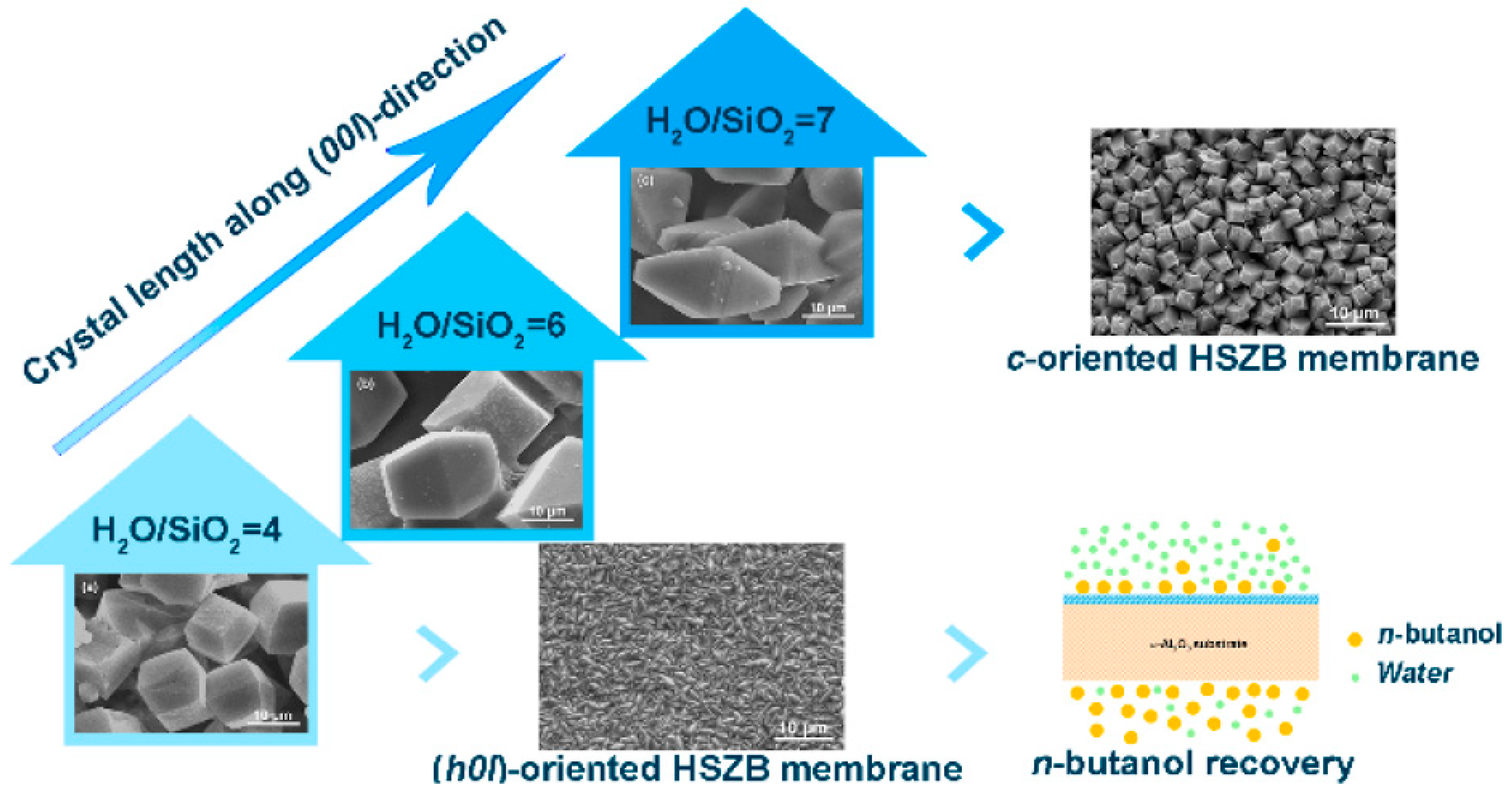
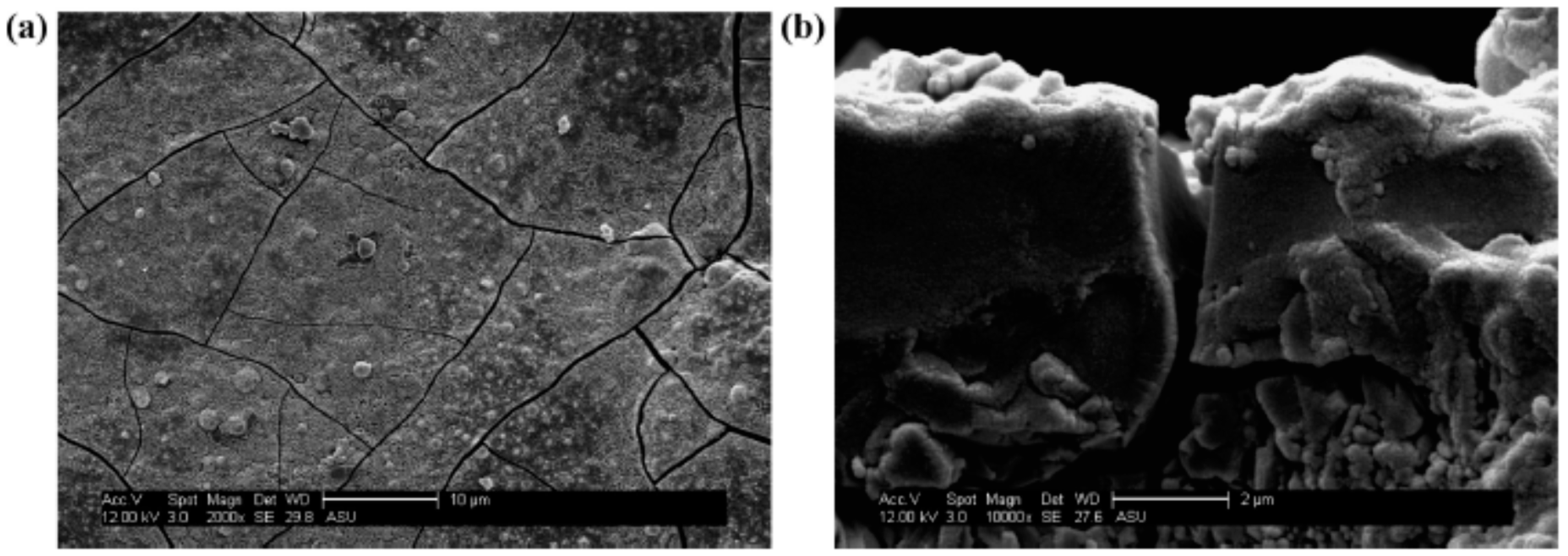
Li et al. [
57] have fabricated HSZB membranes with controllable orientation (higher H
2O/SiO
2 ratio) on randomly oriented seed layers via a secondary growth method. Preferential (h0l)-oriented HSZB membrane was achieved when the H
2O/SiO
2 ratio was 4, whereas the c-oriented was obtained when the H
2O/SiO
2 ratio of 7 (
Figure 3). The (h0l)-oriented HSZB membrane exhibited high fluxes up to 1.45 and 1.05 kg·m
−2·h
−1 with respect to 1 and 5 wt% n-butanol/water mixtures, and the corresponding separation factors were 36.5 and 32.5, respectively. This study indicates that (h00l)-oriented HSZB membranes can be prepared at higher H
2O/SiO
2 ratio and would be more promising for n-butanol recovery from dilute aqueous solution due to high fluxes with relatively high separation factors because of high hydrophobicity.
Taleb et al. [
58] has used natural Moroccan clay for the development of a ceramic support for the purpose of microfiltration. This clay mostly consists of Al
2O
3 and SiO
2, and exhibits properties like high mechanical resistance, high chemical and thermal stability. The macroporous tubular support uses an intermediate layer of ZrO
2 material to serve the purpose of microfiltration of methylene blue. The supports are fabricated by extrusion process along with heat treatment and then they are coated with dispersed ZrO
2 and dried. The support displays a permeability of 1926 L/h·m
2·bar for pure distilled water and a maximum rejection rate of 3.8% for the treatment of methylene blue in the microfiltration process.
2.3. Mixed Matrix Membrane
The customization of organic-inorganic polymer hybrids, which involves the combination of properties of both the materials, gives rise to a Mixed Matrix membrane (MMM) or nanocomposite membrane. These membranes consist of two phases: one being the continuous phase acts as the support medium and the other is a filler in a stationary phase. The supporting medium is also known as the matrix. It is usually made of polymers, while the reinforcements provided are in nanoscale dimensions. The addition of nanoparticles to the membranes tends to modify their structure as well as enhance their properties. Incorporation of nanoparticles in the membrane for modification purpose can be done by the following methods: (1) addition of nanoparticles into the polymeric solution before casting, (2) deposition of nanoparticles on the surface of the membrane, and (3) nanoparticles are used to fill the pores on the polymeric membrane.
Livingston et al. [
19] prepared a nanocomposite with TiO
2 nanoparticles incorporated in the crosslinked Polyimide membrane matrix and reported that the addition of reinforcement before the casting process resulted in suppression of macro sized pores on the membrane morphology. The TiO
2 incorporation also enhances the hydrophilicity and mechanical properties of the system, with the water contact angle decreasing from 81° to 54° and steady ethanol flux settling at 128 L·m
−2·h
−1 and 105 L·m
−2·h
−1 for DMF. In the case of Organic Solvent Nanofiltration (OSN) membranes, the rejection and flux rates might not be satisfactory due to the pores in nanoscale, but the embedding of gold nanoparticles in cellulose acetate membranes with the absence of defects on the active layer was approached by Vanherck et al. [
59], with a 15% increment in the water flux and 400% for pure solvents like ethanol and isopropanol. In this case, the reinforcement present in the membrane was 2 wt% and heat was provided to the membrane via light irradiation. Stronger heat treatment for the composite can be given via laser radiation when the gold nanoparticles are well dispersed in the polymer matrix during in situ synthesis with a mean particle size of 5 nm and larger particles with a maximum size of 20 nm. At high pressures of 3.5, 4.5 and 10 bar, the ethanol flux displayed an average of 0.25 L·m
−2·h
−1, 0.4 L·m
−2·h
−1 and 1 L·m
−2·h
−1, respectively. The authors concluded that the membrane flux is improved by photothermal heating, without a major reduction in the rejection. The gradual increase in intensity of radiation determines the increase in permeance.
Functionalization of carbon nanotubes has found its application in various fields of research and is capable of enhancing the separation process, due to their unique properties such as high flexibility, low density and existence of substantial nanochannels. The design of amine functionalized multi walled carbon nanotubes (NH
2-MWCNT) with the matrix of P84 polyimide by Farahani et al. [
60] has led to the formation of cross-linked mixed matrix membrane with enhanced flux for organic solvent nanofiltration (OSN) purposes. The hydrophilic carbon nanotubes not only enhance the liquid sorption and transportation in the membrane, but also increase the porosity and pore size, which in turn elevates the solvent fluxes. Although the higher loading of fillers could decline the rejection, they could also lead to agglomeration. The same group also fabricated MMM with the functionalization of MWCNT consisting of carboxyl group in P84 polyimide matrix for OSN applications. The properties such as transfer, sorption and porosity were enhanced with the hydrophilic functional groups on the MWCNT fillers. With the maximum embedding of 0.075 wt% of the filler, the permeance of solvents such as water, ethanol and isopropanol across the membranes increases, as a higher concentration of carbon nanotubes can lead to agglomeration and reduce separation performance. A similar crosslink of MWCNT-COOH has been introduced for the purpose of organic solvent nanofiltration by Farahani et al. [
61]. He reported the permeance of solvents like pure water, isopropanol and ethanol, and rejection of rose Bengal in ethanol and isopropanol solutions. The permeance of the solvents depend on the MWCNT-COOH loadings, where the permeance increases with an increase in the content of fillers in the membrane from 0 to 0.05 wt% and the permeance decreases with further increase in the filler loading. However, the cross-linked MMM with loading of 0.05 wt% of MWCNT-COOH results in 99% rejection of rose Bengal in isopropanol and 85% in ethanol with a permeance of 9.6 L/m
2·h bar at 5 bar.
Defect free layers of poly(dimethyl siloxane) (PDMS) were incorporated with ZIF-8 nanoparticles for the application of permselective pervaporation. Mao et al. [
15] stated that the uniform dispersion of ZIF-8 nanoparticles enhanced the hydrophobicity, thermal stability and affinity towards ethanol, which results in selectivity of larger content. The MMM was synthesized by in situ fabrication, where the synthesis time played a vital role in regulating the contact angle of the hydrophobic surface of the membrane. With increase in time from 3–10 min, the contact angle varied from 124° to 138°, but, with variation of time from 10–30 min, there was a decline in the contact angle to 127°. The increase in feed flow rate results in a comparative rise in permeation and separation flux of the membrane. Concurrently, the permeability of water and ethanol was enhanced with feed flow rate; at 40 °C, the MMM separating 5 wt% ethanol aqueous solution displayed a flow rate of 90 Lh
−1, along with a separation factor of 12.1 due to the defect free active layer and also achieved a high permeation flux of 1778 g·m
−2·h
−1. As a result, durable membranes with the ability to perform under different conditions were fabricated.
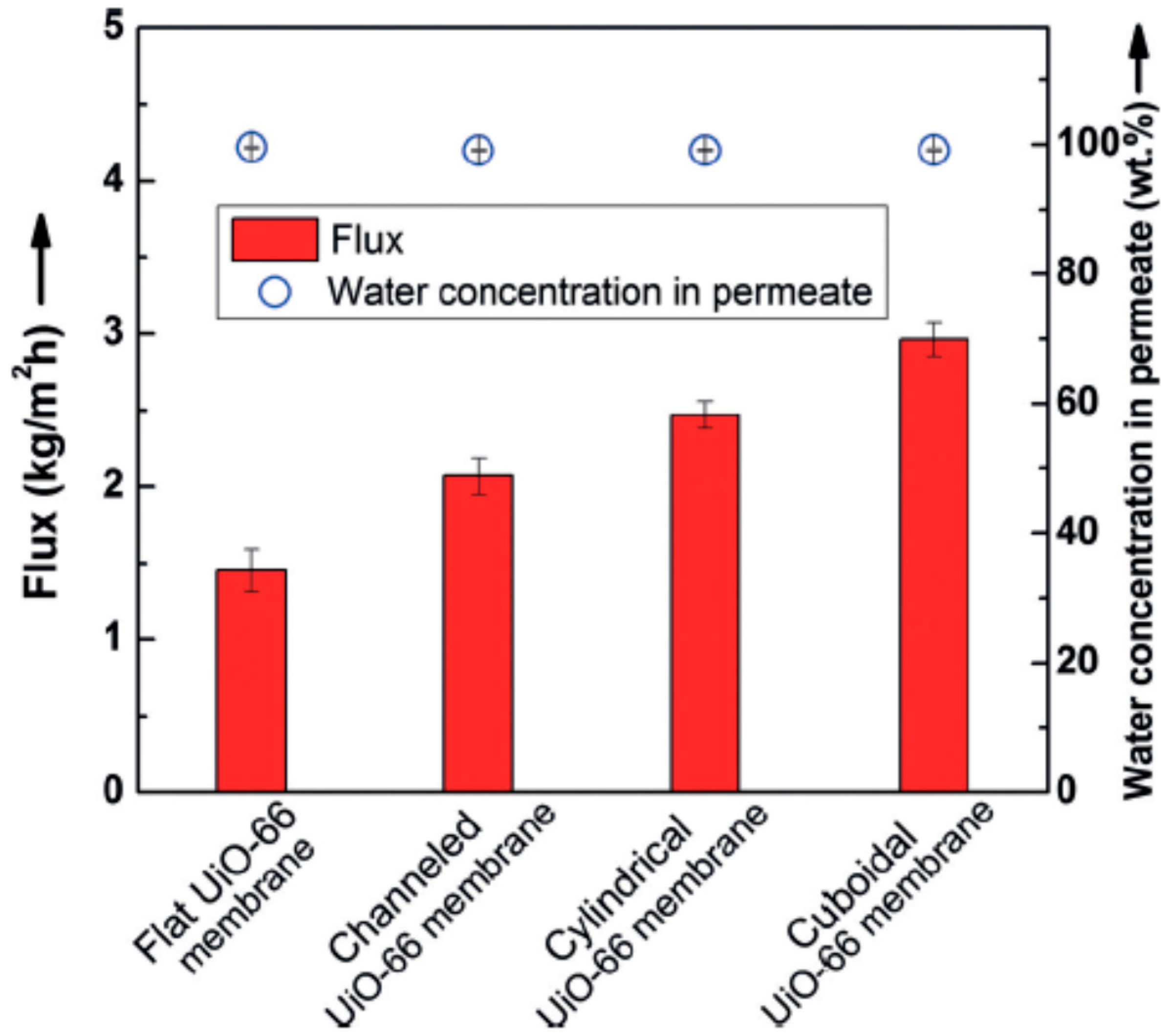
Metal Organic Frameworks (MOFs) are in affinity with the polymeric chains rather than the inorganic ones due to the presence of organic linkers. The embedding of hydrophobic and hydrophilic MOF nanoparticles (MIL-53-Al, MIL-101-Cr, ZIF-8, and NH
2-MIL-53(Al),
Table 2) into polyamide layer in order to form thin film nanocomposite membranes were reported by Sorribas et al. [
62]. Around 0.2 wt% of synthesized MOFs was dispersed in the organic phase to produce thin film nanocomposite membranes (TFN-MOF membrane). ZIF-8 nanoparticles being a hydrophobic MOF displayed an increase in contact angle, while MIL-53 Al, NH
2-MIL-53(Al) and MIL-101-Cr displayed small contact angle values due to the hydrophilic nature. The changes in hydrophilicity can lead to changes in the chemical structure of the thin film, which can either hydrate or release heat when in contact with organic solvents. The observed permeance results indicate that all the membranes exhibited a rejection greater than 90%, with the permeance varying from 1.5 to 3.9 L·m
−2·h
−1·bar
−1 (
Figure 4,
Table 3). The order of increase in permeance of methanol/PS (Polystyrene) in the TFN is NH
2-MIL-53 (Al) < MIL-53(Al) < ZIF-8 < MIL-101(Cr).
Pervaporation can be used for the separation of liquid mixtures when filtration fails to do so. Sorribas et al. [
62] discussed that, in the separation of ethanol/water mixture, HKUST-1 hydrophilic MOF is used in 40 wt% mixed membrane matrices. The incorporation of MOF in the membrane matrix increased the flux by two times and left the selectivity and permeability of water unaltered in the membrane. Su et al. [
64] presented a high separation performance of alcohol/water distillation when ZIF-8 nanoparticles were incorporated into PDMS hollow fiber membrane modules. The ZIF-8 nanoparticles enhanced the permeability of both isopropanol and water molecules through the membrane due to high surface area and porosity; this eventually increased the mass transfer efficiency between the phases from 0.95 cm/s to 1.65 cm/s. This membrane displayed higher IPA concentration of 62.2% (mol/mol) with height mass transfer unit (HTU) value of 4.9 cm, when compared with the pure PDMS membrane module.
The addition of Mesoporous silica sphere (MSS) with ZIF-71 into PDMS matrix was studied by Naik et al. [
65]. The incorporation of composite spheres in PDMS showed relatively improved flux and separation factors for water and ethanol mixtures under pervaporation, in comparison with the pure and MSS filled PDMS membranes. For the separation of 6% aqueous ethanol at 40 ºC for various filler loading (0, 10, 15 and 20 wt%), the normalized flux and separation factor were enhanced by addition of the filler. The reported fluxes and separation factor for the loadings 0, 10, 15 and 20 wt% of the filler are 0.32, 0.91, 0.95 and 1 kg/m
2·h, and 8, 8.2, 11 and 13 ß, respectively. Similarly, for the addition of ZIF-8 along with MSS in the PDMS matrix, the flux and separation factor displayed values of 0.63 kg/m
2·h and 14 ß, respectively, for the loading of 20 wt% of the filler.
Fan et al. [
66] studied the fabrication of ZIF-8-PDMS membrane for the recovery of n-butanol from aqueous solution. The ZIF-8 nanoparticles were added to the membrane surface through the process of simultaneous spray self-assembly. At extremely high loading of 40 wt% of ZIF-8 in PDMS, high total flux of 4846.2 kg/m
2·h and separation factor of 81.6 were obtained at a feed temperature of 80 °C. The flux and separation factor values attained for pure PDMS are 1000 kg/m
2·h and 38 and tend to increase with addition of ZIF-8 up to 40 wt%.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}