
Subassembly Partition of Hull Block Based on Two-Dimensional PSO Algorithm


Abstract
:1. Introduction
2. Assembly Information Modeling
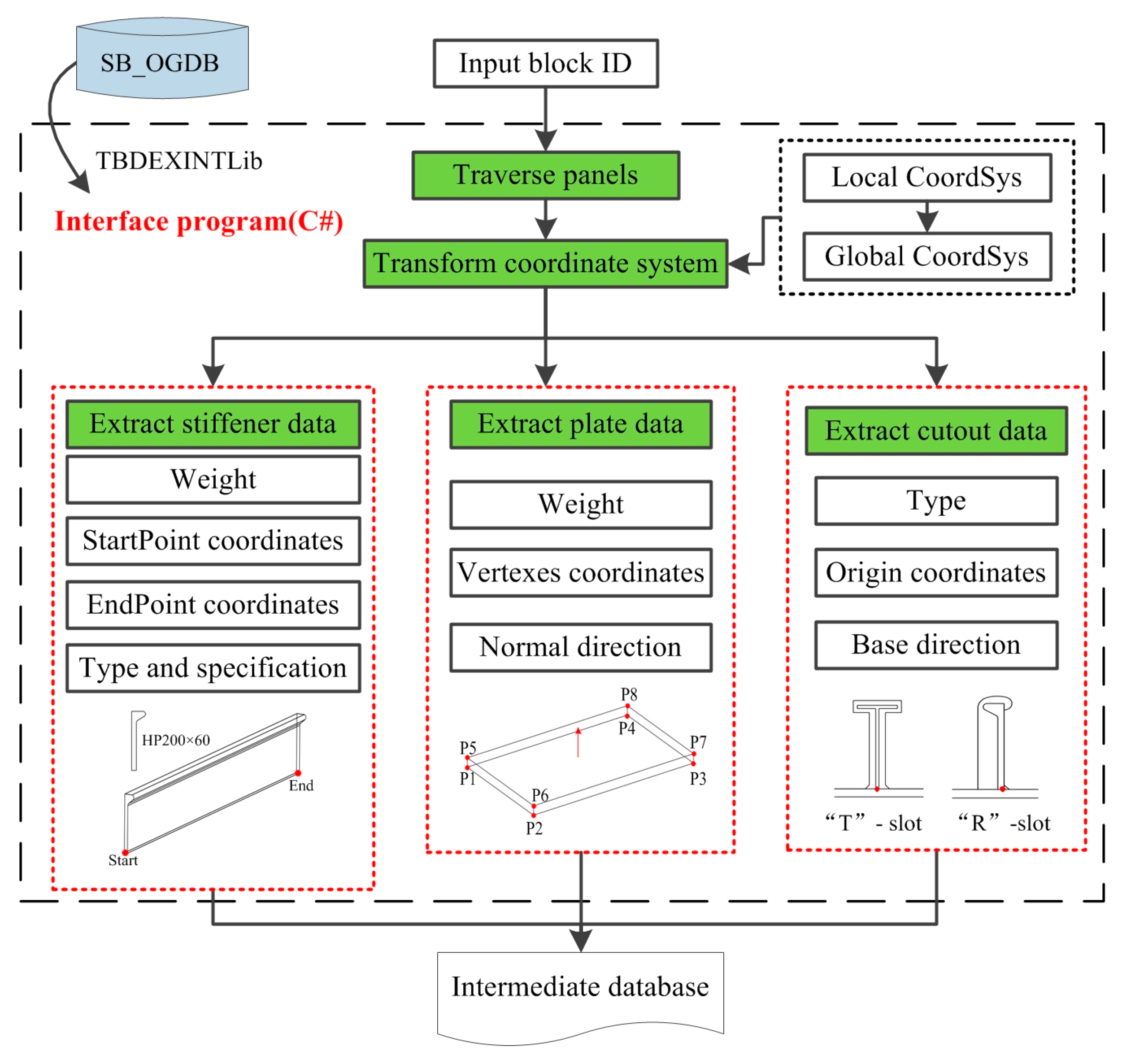
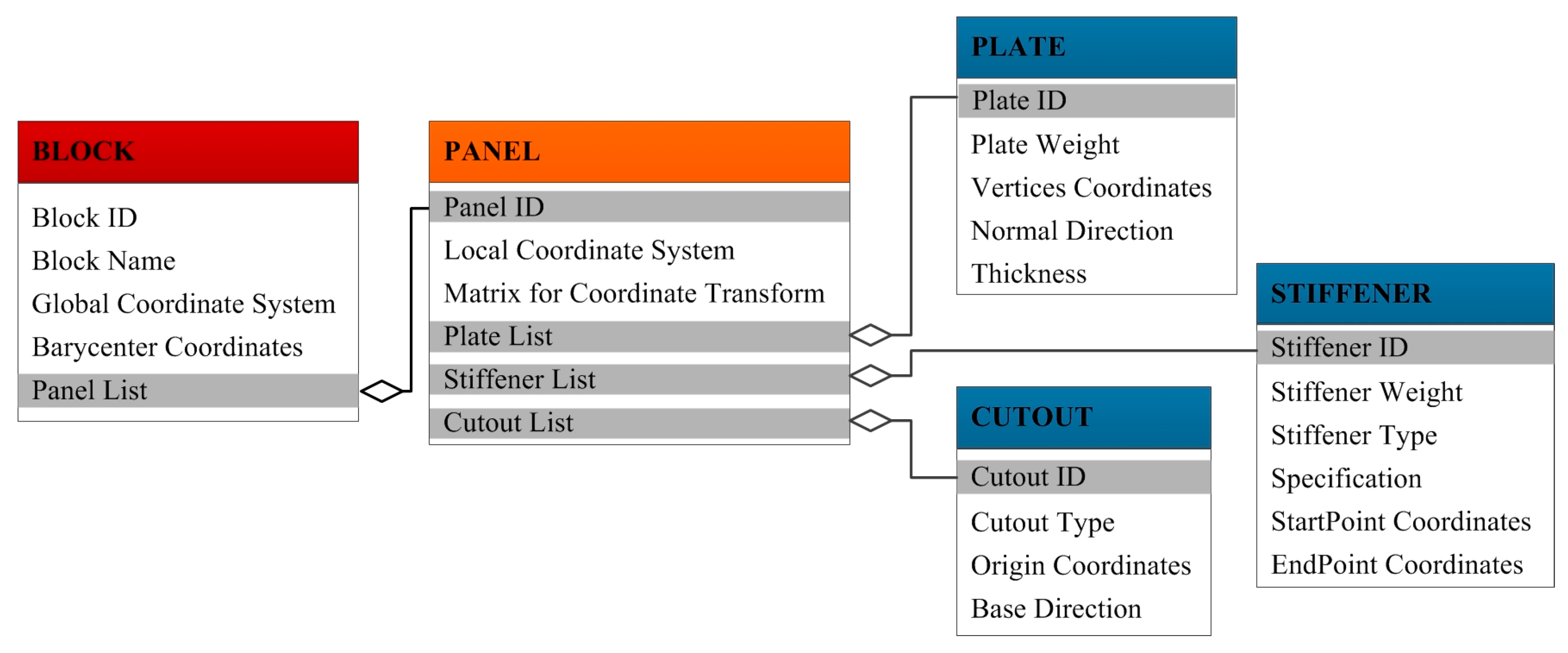
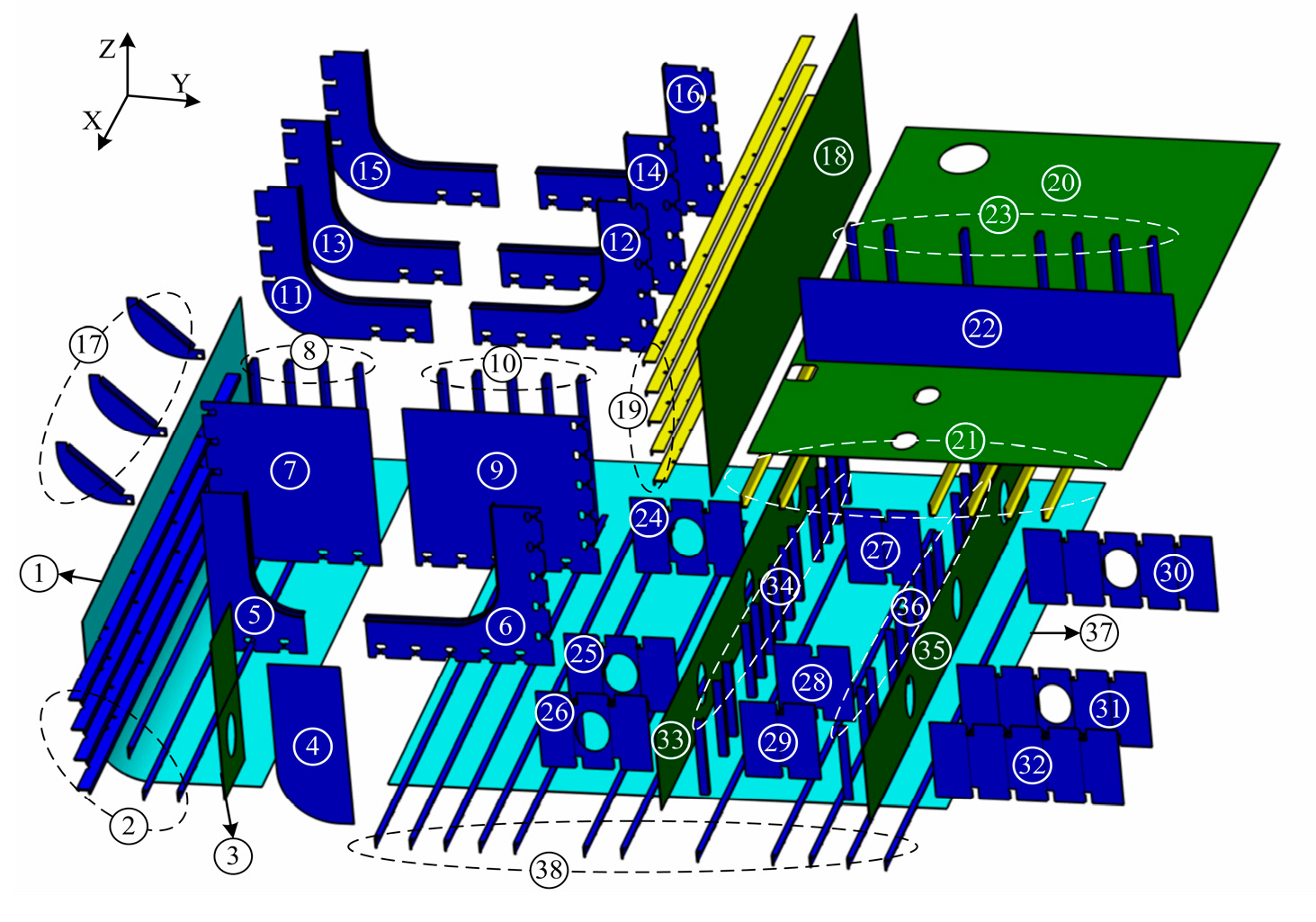
2.1. Data Extraction from CAD Model
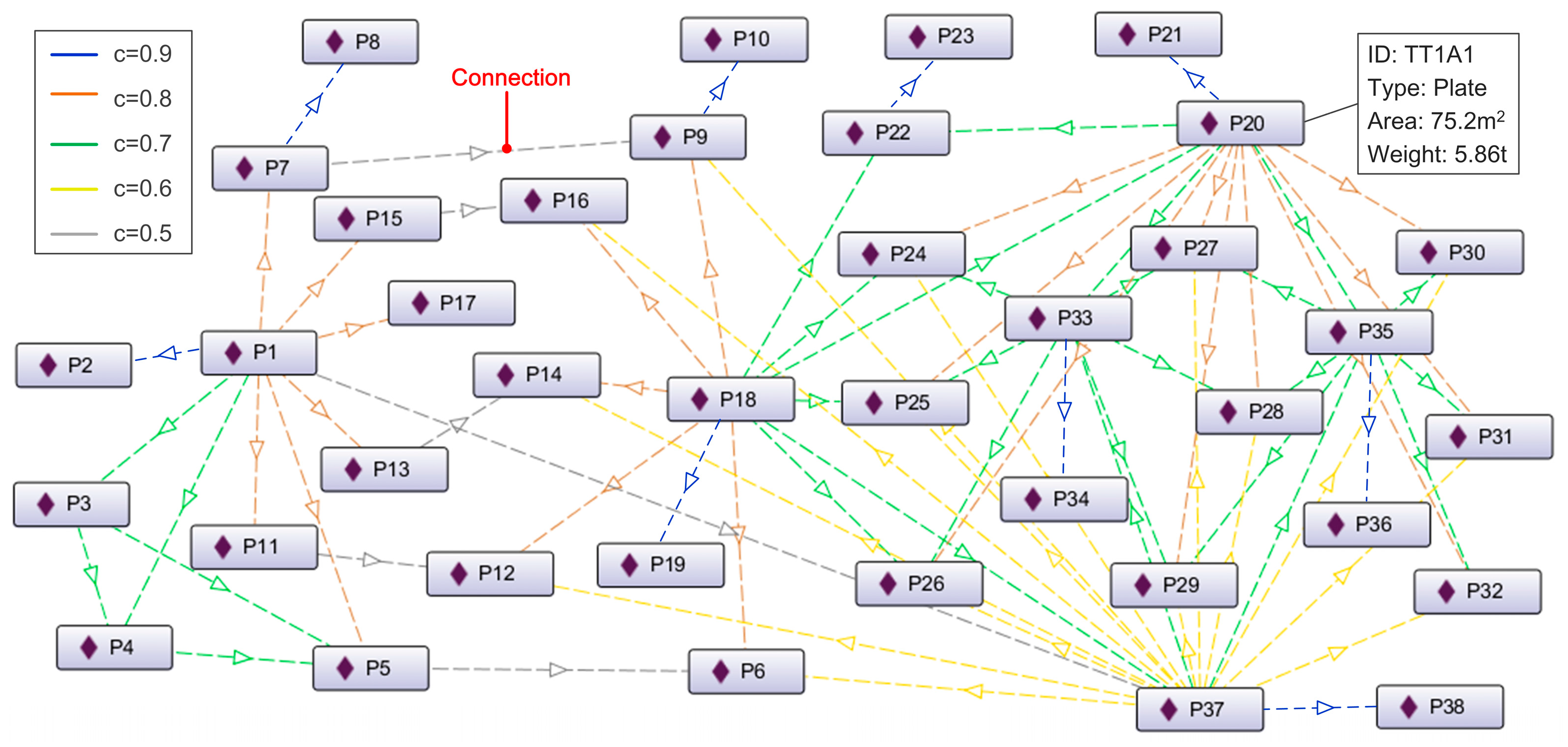
2.2. Connection Tightness
2.3. Indirect Association
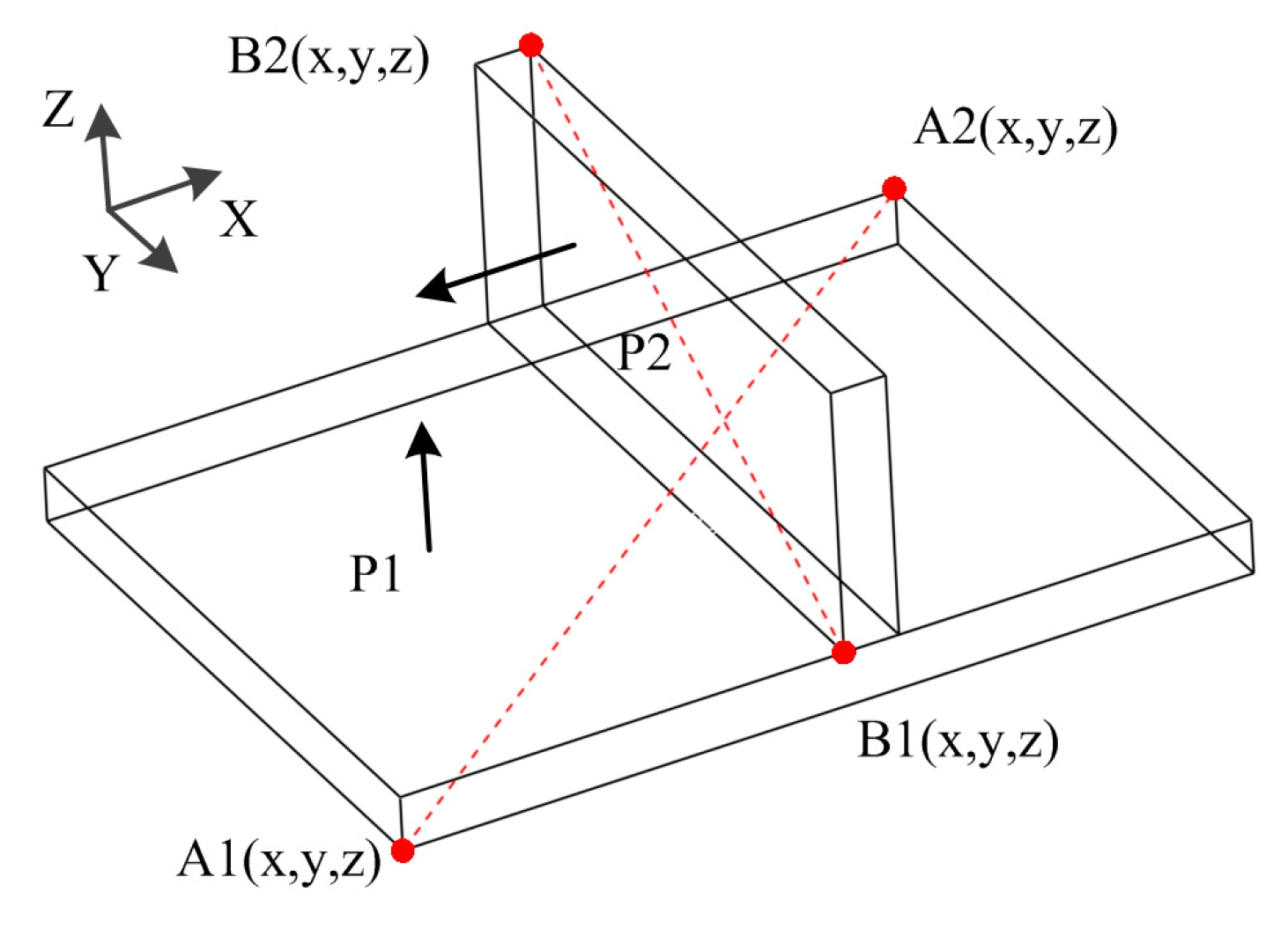
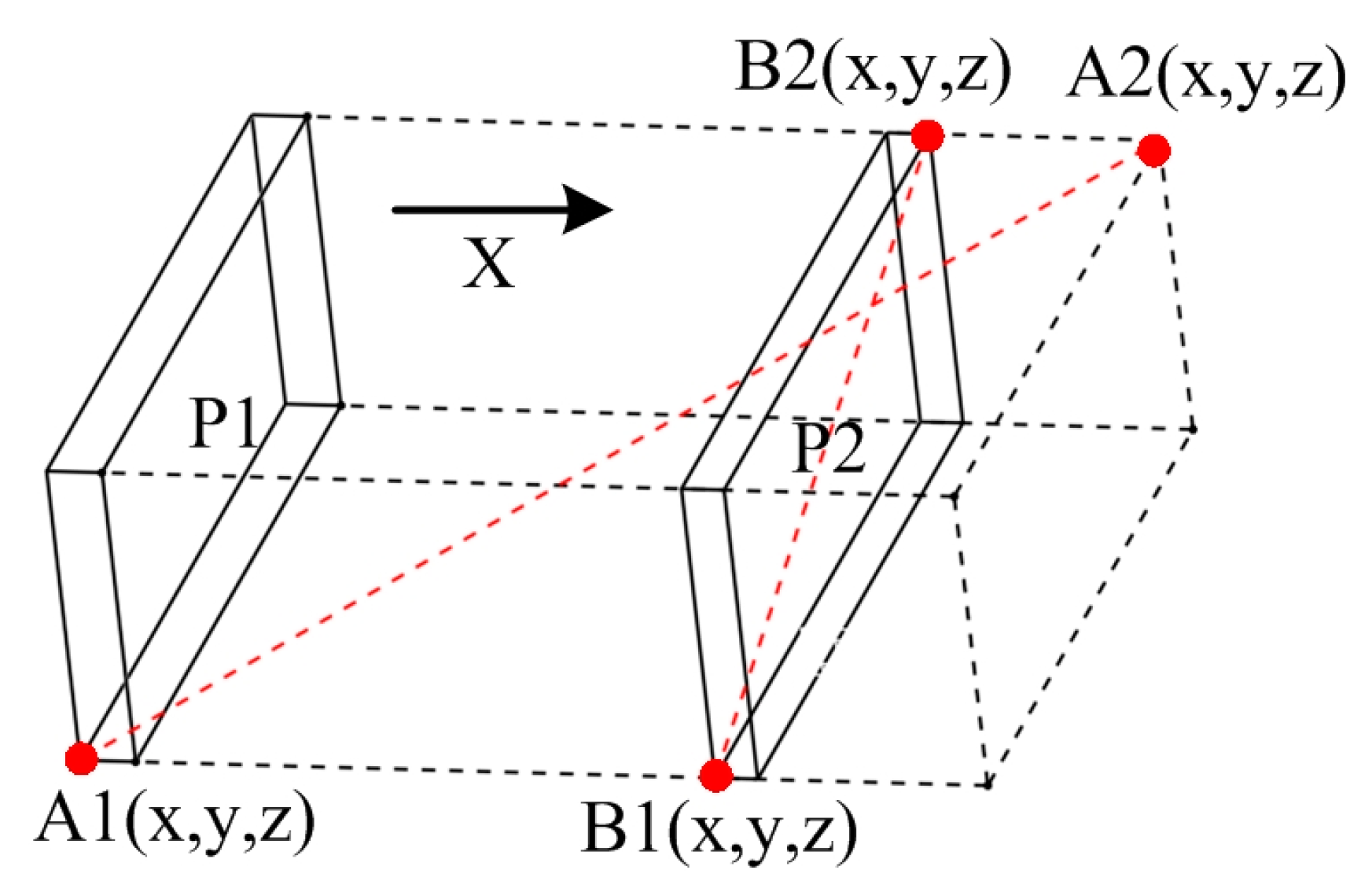
2.4. Interference Relation
3. Optimization Model for SP
4. PSO-Based Method Design
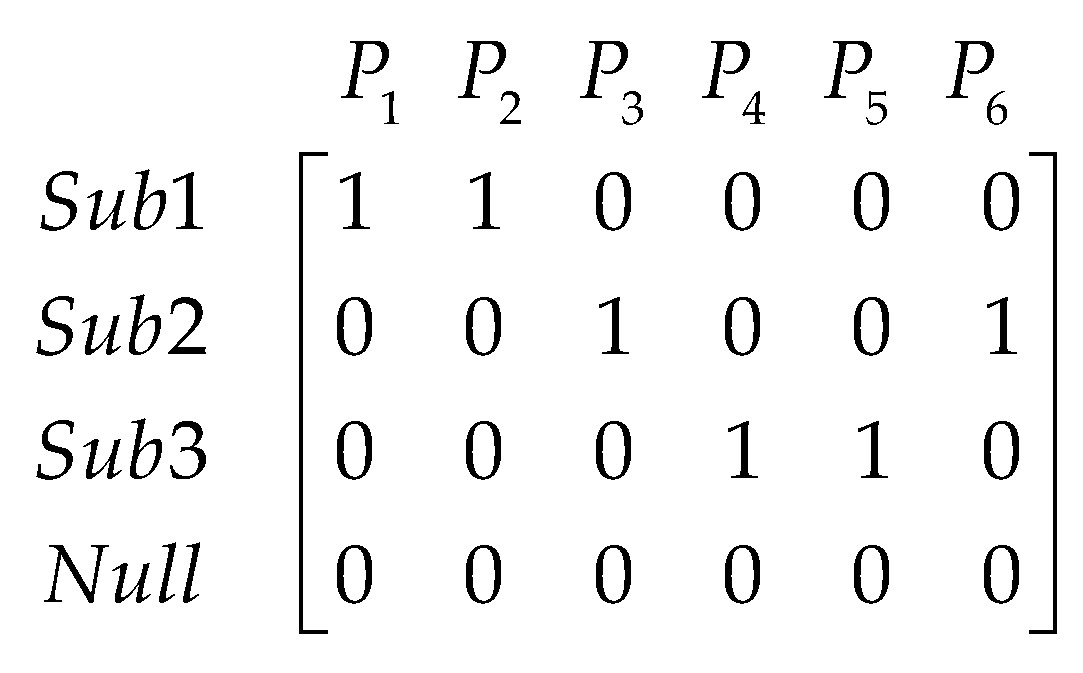
4.1. Position and Velocity of the Particle
4.2. Addition Operator of PSO
4.3. Subtraction Operator of PSO
4.4. Multiplication Operator of PSO
4.5. Iterative Update of PSO
5. Cases Study and Discussion
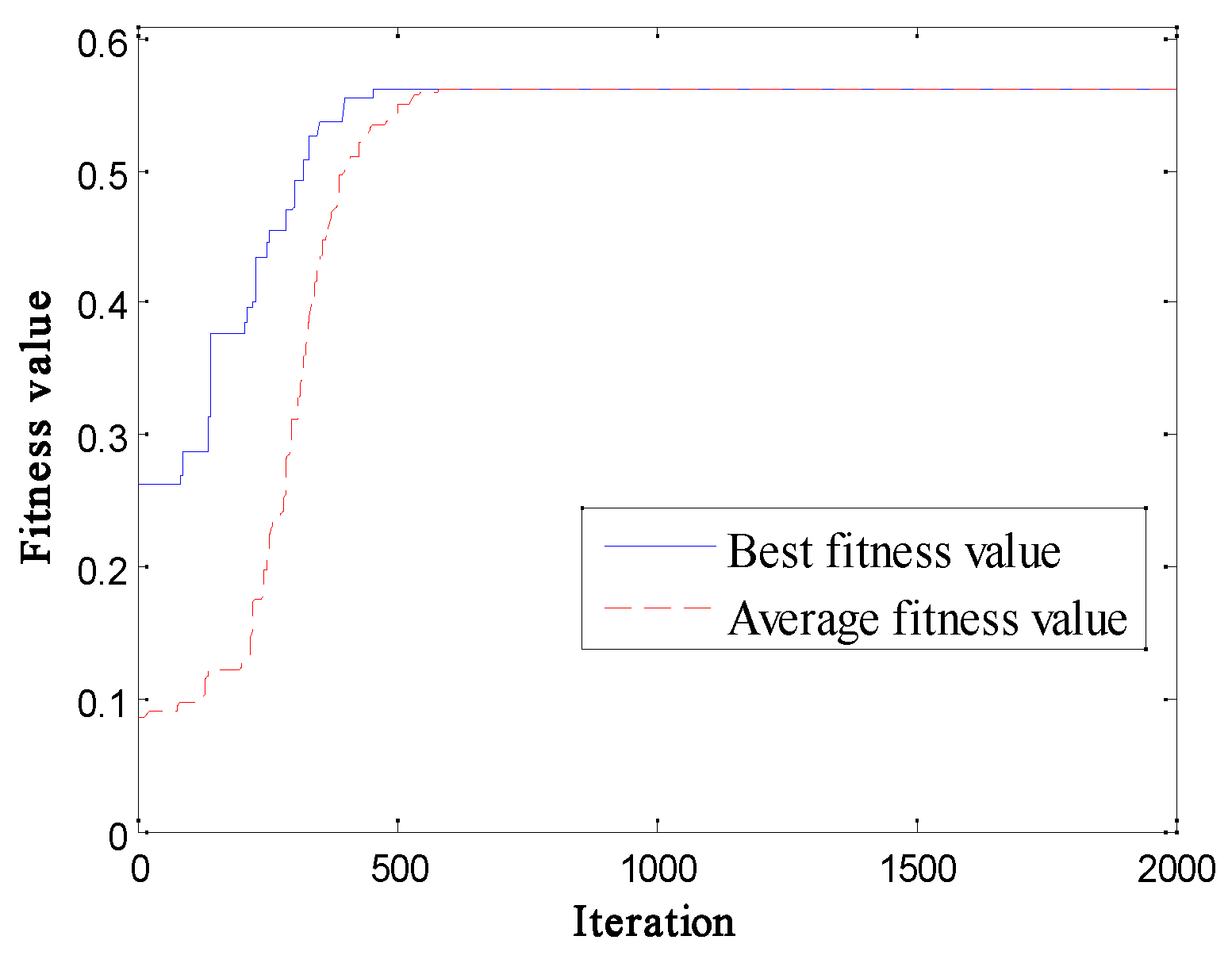
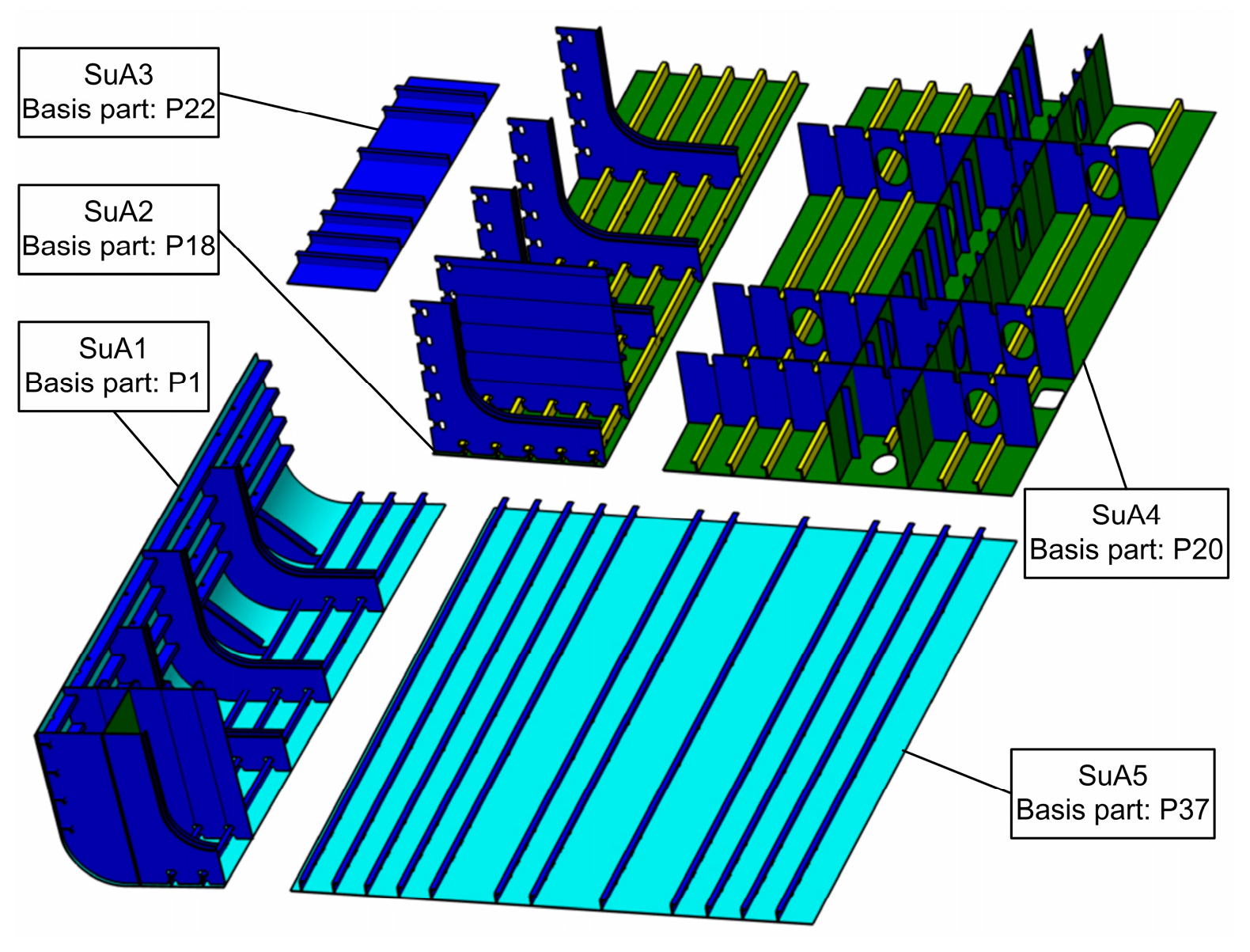
5.1. Case 1
5.2. Case 2
5.3. Discussion
6. Conclusions and Future Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jeong, D.; Kim, D.; Choi, T.; Seo, Y. A Process-Based Modeling Method for Describing Production Processes of Ship Block Assembly Planning. Processes 2020, 8, 880. [Google Scholar] [CrossRef]
- Qu, S.; Jiang, Z.; Tao, N. An integrated method for block assembly sequence planning in shipbuilding. Int. J. Adv. Manuf. Technol. 2013, 69, 1123–1135. [Google Scholar] [CrossRef]
- Kang, M.; Seo, J.; Chung, H. Ship block assembly sequence planning considering productivity and welding deformation. Int. J. Nav. Archit. Ocean. Eng. 2018, 10, 450–457. [Google Scholar] [CrossRef]
- Wang, W.; Chen, G.; Lin, Z.; Lai, X. Automated Hierarchical Assembly System Construction in Automobile Body Assembly Planning. J. Mech. Des. 2005, 127, 347–351. [Google Scholar] [CrossRef]
- Cao, H.; Mo, R.; Wan, N.; Shang, F.; Li, C.; Zhang, D. A subassembly identification method for truss structures manufacturing based on community detection. Assem. Autom. 2015, 35, 249–258. [Google Scholar] [CrossRef]
- Seo, Y.; Sheen, D.; Kim, T. Block assembly planning in shipbuilding using case-based reasoning. Expert Syst. Appl. 2007, 32, 245–253. [Google Scholar] [CrossRef]
- Li, C.; Hou, W.; Jafari Navimipour, N. Assembly Sequence Planning Based on Hierarchical Model. Wirel. Commun. Mob. Comput. 2022, 2022, 9461794. [Google Scholar] [CrossRef]
- Bahubalendruni, M.V.A.R.; Biswal, B.B. A review on assembly sequence generation and its automation. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2015, 230, 824–838. [Google Scholar] [CrossRef]
- Xing, Y.; Karjalainen, I.; Chen, G.; Lai, X.; Jin, S.; Zhou, J. Assembly sequence planning of automobile body components based on liaison graph. Assem. Autom. 2007, 27, 157–164. [Google Scholar] [CrossRef]
- Wang, Y.; Tian, D. A weighted assembly precedence graph for assembly sequence planning. Int. J. Adv. Manuf. Technol. 2015, 83, 99–115. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, J. Subassembly identification for assembly sequence planning. Int. J. Adv. Manuf. Technol. 2013, 68, 781–793. [Google Scholar] [CrossRef]
- Homem de Mello, L.S.; Sanderson, A.C. A correct and complete algorithm for the generation of mechanical assembly sequences. IEEE Trans. Robot. Autom. 1991, 7, 228–240. [Google Scholar] [CrossRef]
- Fan, J.; Ye, Y.; Cai, J.M. Multi-level intelligent assembly sequence planning algorithm supporting virtual assembly. In Proceedings of the IEEE International Conference on Systems, Man, and Cybernetics (SMC), Hague, The Netherlands, 10–13 October 2004; pp. 3494–3499. [Google Scholar]
- Li, Y.; Chu, X.; Chu, D.; Liu, Q. An integrated module partition approach for complex products and systems based on weighted complex networks. Int. J. Prod. Res. 2014, 52, 4608–4622. [Google Scholar] [CrossRef]
- Trigui, M.; Belhadj, I.; Benamara, A. Disassembly plan approach based on subassembly concept. Int. J. Adv. Manuf. Technol. 2016, 90, 219–231. [Google Scholar] [CrossRef]
- Gulivindala, A.K.; Bahubalendruni, M.R.; Varupala, S.V.P. A heuristic method with a novel stability concept to perform parallel assembly sequence planning by subassembly detection. Assem. Autom. 2020, 40, 779–787. [Google Scholar] [CrossRef]
- Liu, B.; Li, R.; Wang, J.; Liu, Y.; Li, S. Assembly Unit Partition Method for Ship Block based on Assembly Relationship. J. Huazhong Univ. Sci. Technol. 2019, 47, 118–123. [Google Scholar]
- Zhong, Y.; Xue, K.; Shi, D. Assembly unit partitioning for hull structure in shipbuilding. Comput.-Aided Des. 2013, 45, 1630–1638. [Google Scholar] [CrossRef]
- Kou, X.; Cao, Y.; Wang, Q.; Qiao, H. Sub-assembly recognition algorithm and performance analysis in assembly sequence planning. Int. J. Adv. Manuf. Technol. 2019, 107, 971–981. [Google Scholar] [CrossRef]
- Zhang, C.; Zhou, G.; Lu, Q.; Chang, F. Generating significant subassemblies from 3D assembly models for design reuse. Int. J. Prod. Res. 2018, 56, 4744–4761. [Google Scholar] [CrossRef]
- Qiao, L.; Qie, Y.; Zhu, Z.; Zhu, Y.; Zaman, U.K.U.; Anwer, N. An ontology-based modelling and reasoning framework for assembly sequence planning. Int. J. Adv. Manuf. Technol. 2018, 94, 4187–4197. [Google Scholar] [CrossRef]
- Shi, X.; Tian, X.; Wang, G.; Zhao, D.; Zhang, M. Semantic-based subassembly identification considering non-geometric structure attributes and assembly process factors. Int. J. Adv. Manuf. Technol. 2020, 110, 439–455. [Google Scholar] [CrossRef]
- Zhang, L.; Lv, H.; Tan, D.; Xu, F.; Chen, J.; Bao, G.; Cai, S. Adaptive quantum genetic algorithm for task sequence planning of complex assembly systems. Electron. Lett. 2018, 54, 870–871. [Google Scholar] [CrossRef]
- Li, M.; Wu, B.; Hu, Y.; Jin, C.; Shi, T. A hybrid assembly sequence planning approach based on discrete particle swarm optimization and evolutionary direction operation. Int. J. Adv. Manuf. Technol. 2013, 68, 617–630. [Google Scholar] [CrossRef]
- Ab Rashid, M.F.F. A hybrid Ant-Wolf Algorithm to optimize assembly sequence planning problem. Assem. Autom. 2017, 37, 238–248. [Google Scholar] [CrossRef]
- Li, X.; Qin, K.; Zeng, B.; Gao, L.; Su, J. Assembly sequence planning based on an improved harmony search algorithm. Int. J. Adv. Manuf. Technol. 2015, 84, 2367–2380. [Google Scholar] [CrossRef]
- Li, M.; Wu, B.; Yi, P.; Jin, C.; Hu, Y.; Shi, T. An improved discrete particle swarm optimization algorithm for high-speed trains assembly sequence planning. Assem. Autom. 2013, 33, 360–373. [Google Scholar] [CrossRef]
- Yang, Y.; Yang, M.; Shu, L.; Li, S.; Liu, Z. A Novel Parallel Assembly Sequence Planning Method for Complex Products Based on PSOBC. Math. Probl. Eng. 2020, 2020, 7848329. [Google Scholar] [CrossRef]
- Taraska, M.; Iwankowicz, R.; Urbanski, T.; Graczyk, T. Review of Assembly Sequence Planning Methods in terms of Their Applicability in Shipbuilding Processes. Pol. Marit. Res. 2018, 25, 124–133. [Google Scholar] [CrossRef]
- Tang, J.; Tian, X.; Geng, J. Integrated precision information model of model-based definition. Comput. Integr. Manuf. Syst. 2014, 20, 1827–1833. [Google Scholar]
- Li, S.; Tang, D.; Xue, D.; Wang, Q.; Zhu, H. Assembly sequence planning based on structure cells in open design. Adv. Eng. Inform. 2022, 53, 101685. [Google Scholar] [CrossRef]
- Wu, Z.; Du, J.; Zhu, M.; Fan, X. Survey on Flexible Shipbuilding Technologies for Curved Ship-Blocks. Procedia Eng. 2017, 174, 800–807. [Google Scholar]
- Iwankowicz, R.R. An efficient evolutionary method of assembly sequence planning for shipbuilding industry. Assem. Autom. 2016, 36, 60–71. [Google Scholar] [CrossRef]
- Lei, L.; Di, L.; Pengyu, W.; Honggen, Z. Research on Hull Assembly Process Planning Based on Rule Reasoning. In Proceedings of the 5th International Conference on Mechanical and Aeronautical Engineering (ICMAE), Sanya, China, 12–15 December 2019; p. 012084. [Google Scholar]
- Wang, Y.; Liu, J.H. Chaotic particle swarm optimization for assembly sequence planning. Robot. Comput.-Integr. Manuf. 2010, 26, 212–222. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Index | Contact Mode | Tightness | Diagram |
|---|---|---|---|
| Rule 1 | pi is a plate, pj is a stiffener, and the contact is face-to-edge. | cij = 0.9 |  |
| Rule 2 | Both pi and pj are plates, and the contact is face-to-edge and the joint is interrupted with a T-shaped cutout. | cij = 0.8 |  |
| Rule 3 | Both pi and pj are plates, and the contact is face-to-edge and the joint is straight and continuous. | cij = 0.7 |  |
| Rule 4 | Both pi and pj are plates, and the contact is face-to-edge and the joint is interrupted with an R-shaped cutout. | cij = 0.6 |  |
| Rule 5 | Both pi and pj are strakes, and the contact is edge-to-edge. | cij = 0.5 |  |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, B.; Li, R.; Wang, J.; Liu, Y.; Li, S. Subassembly Partition of Hull Block Based on Two-Dimensional PSO Algorithm. J. Mar. Sci. Eng. 2023, 11, 1006. https://doi.org/10.3390/jmse11051006
Liu B, Li R, Wang J, Liu Y, Li S. Subassembly Partition of Hull Block Based on Two-Dimensional PSO Algorithm. Journal of Marine Science and Engineering. 2023; 11(5):1006. https://doi.org/10.3390/jmse11051006
Chicago/Turabian StyleLiu, Bo, Rui Li, Ji Wang, Yujun Liu, and Sheng Li. 2023. "Subassembly Partition of Hull Block Based on Two-Dimensional PSO Algorithm" Journal of Marine Science and Engineering 11, no. 5: 1006. https://doi.org/10.3390/jmse11051006