
Experimental Investigation on the Impact of Sand Particle Size on the Jet Pump Wall Surface Erosion


Abstract
:1. Introduction
2. Materials and Methods
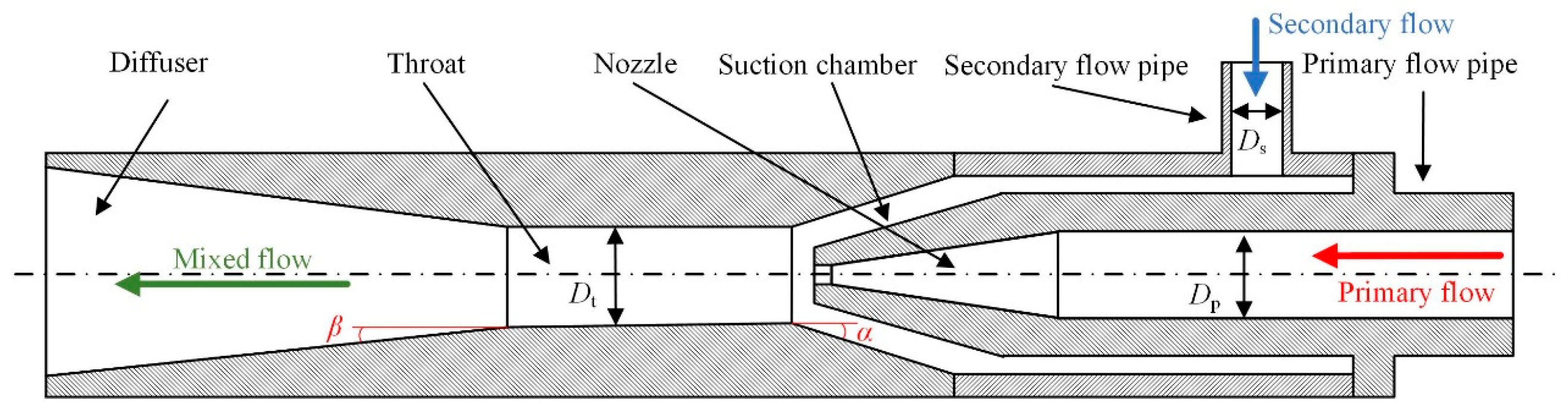
2.1. Jet Pump
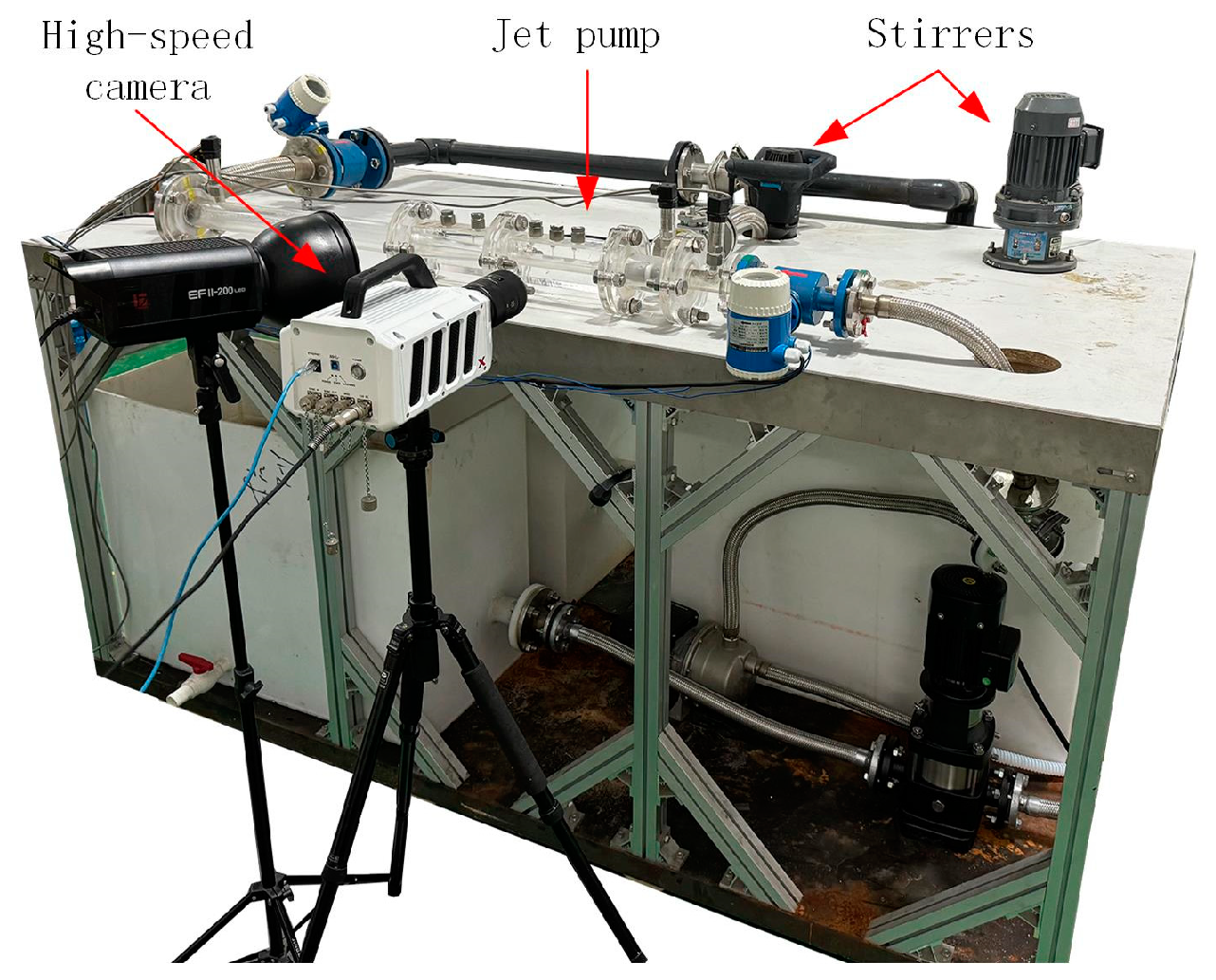
2.2. Experiment Materials and Device
2.3. Experiment Methods
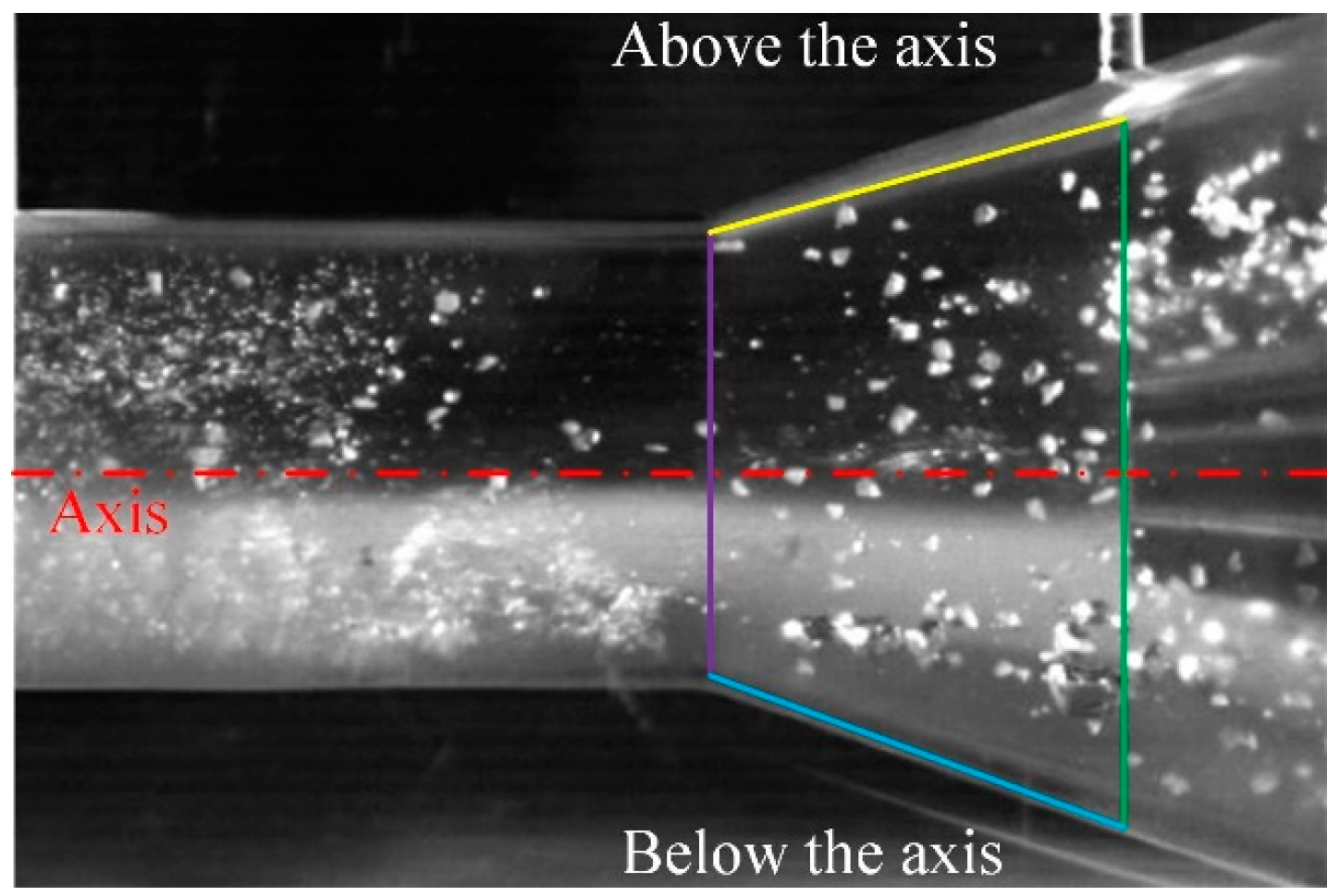
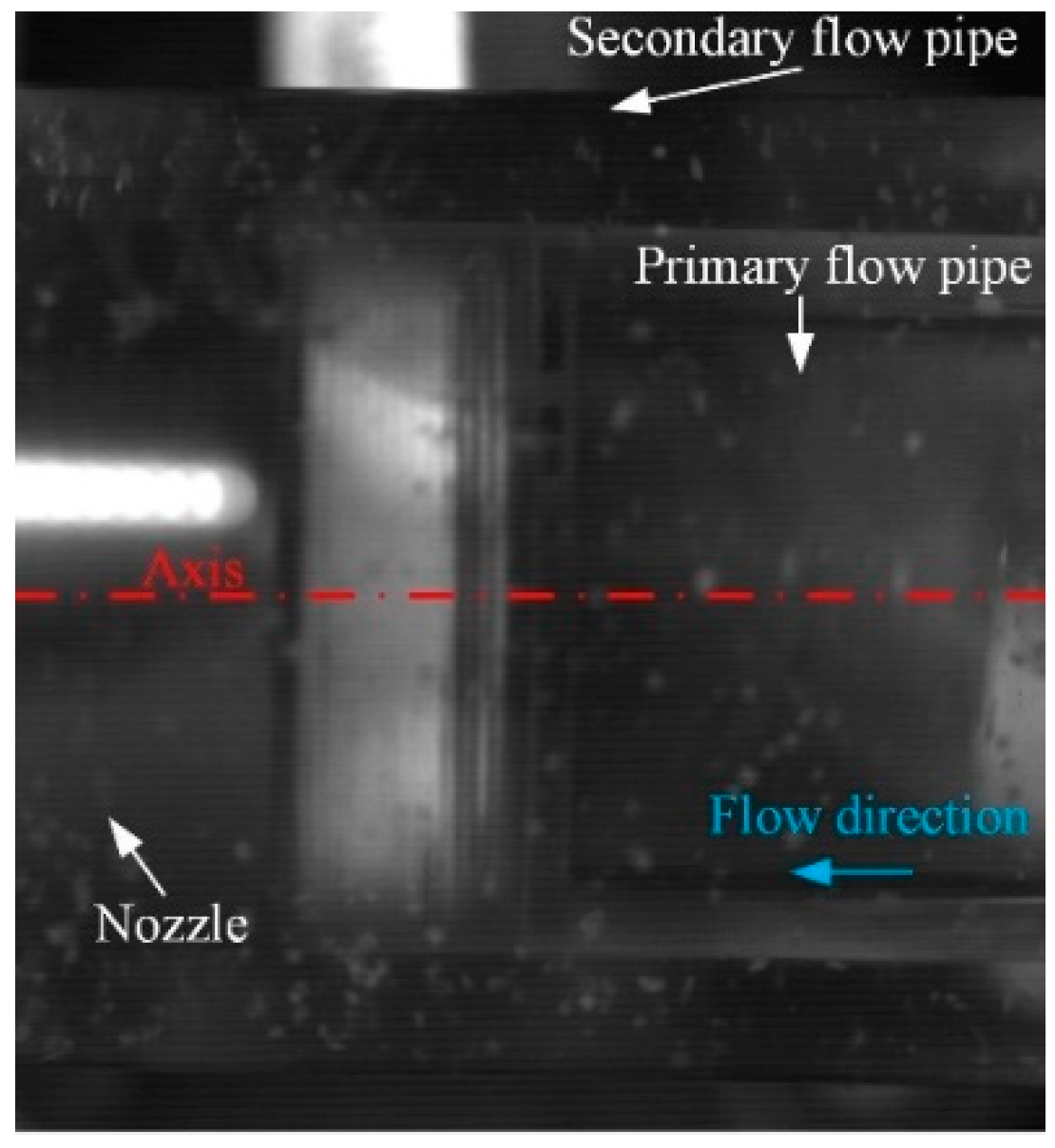
2.3.1. Visualization Experiment of Sand Movement in the Jet Pump
2.3.2. Wall Wear Experiment of the Jet Pump
3. Results and Discussion
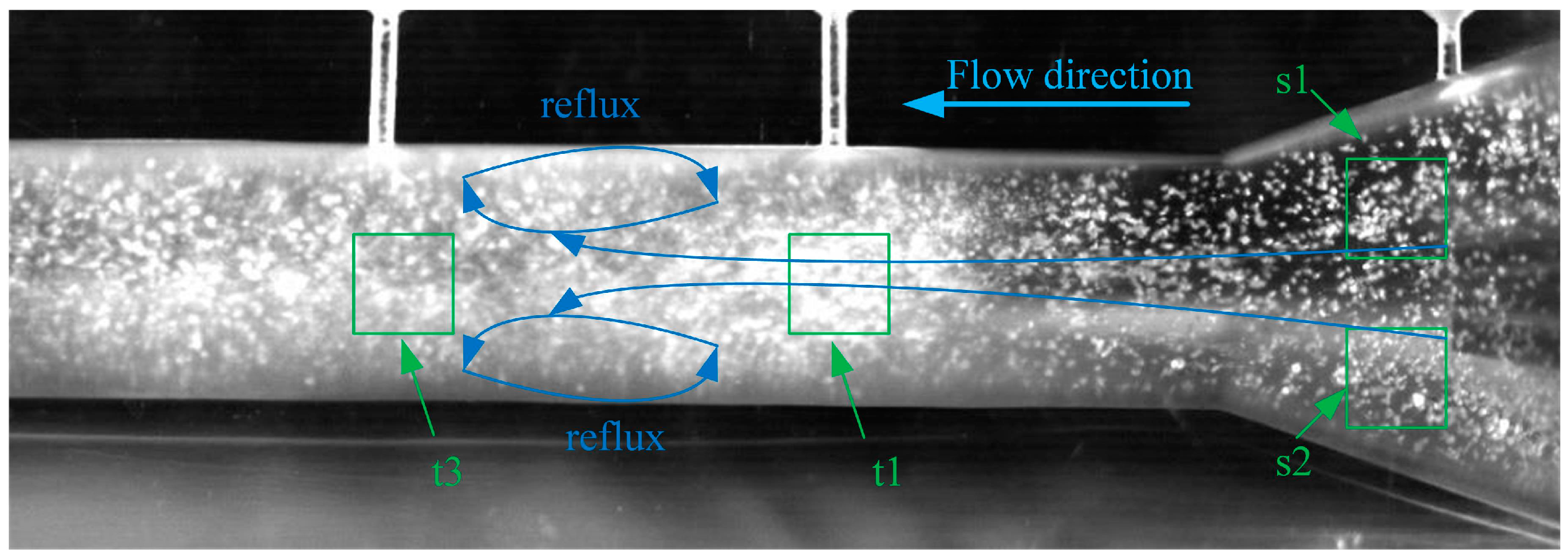
3.1. Sand Distribution and Movement Characteristics
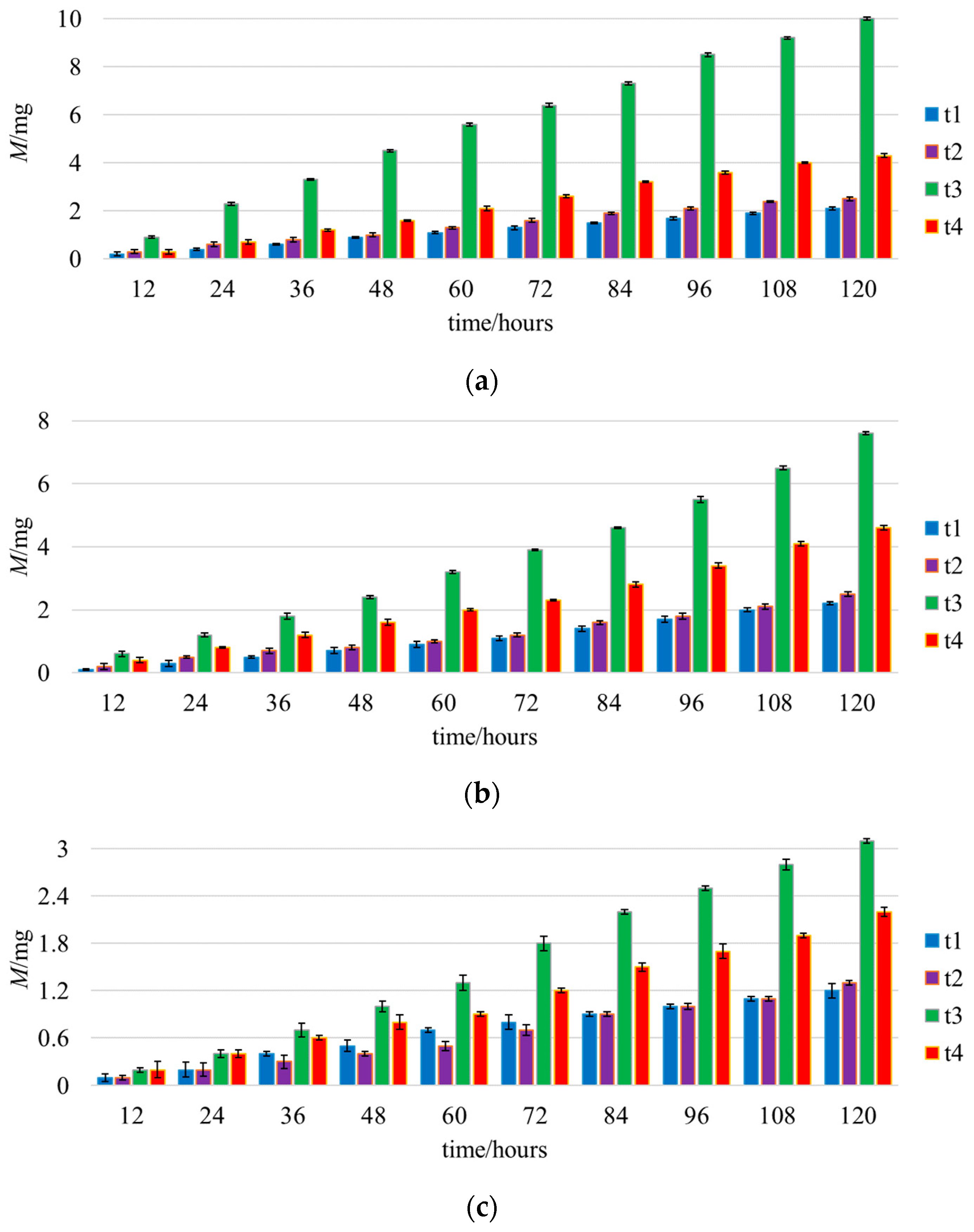
3.2. Macroscopic Wear Characteristics of Sand on Wall Surface
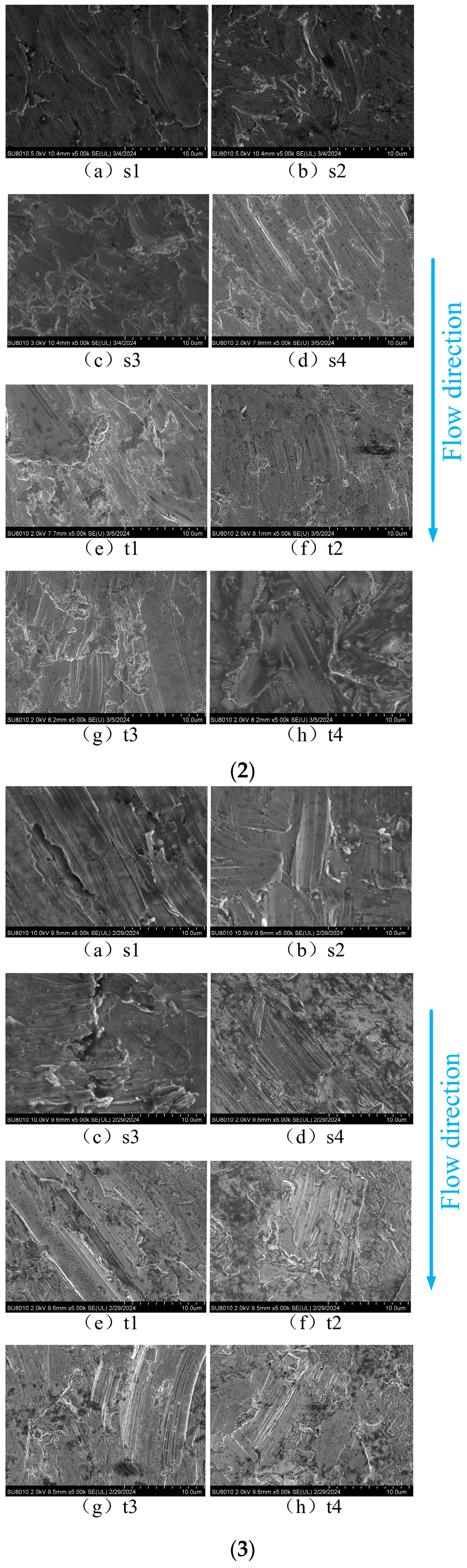
3.3. Microscopic Wear Characteristics of Sand on Wall Surface
4. Conclusions and Outlook
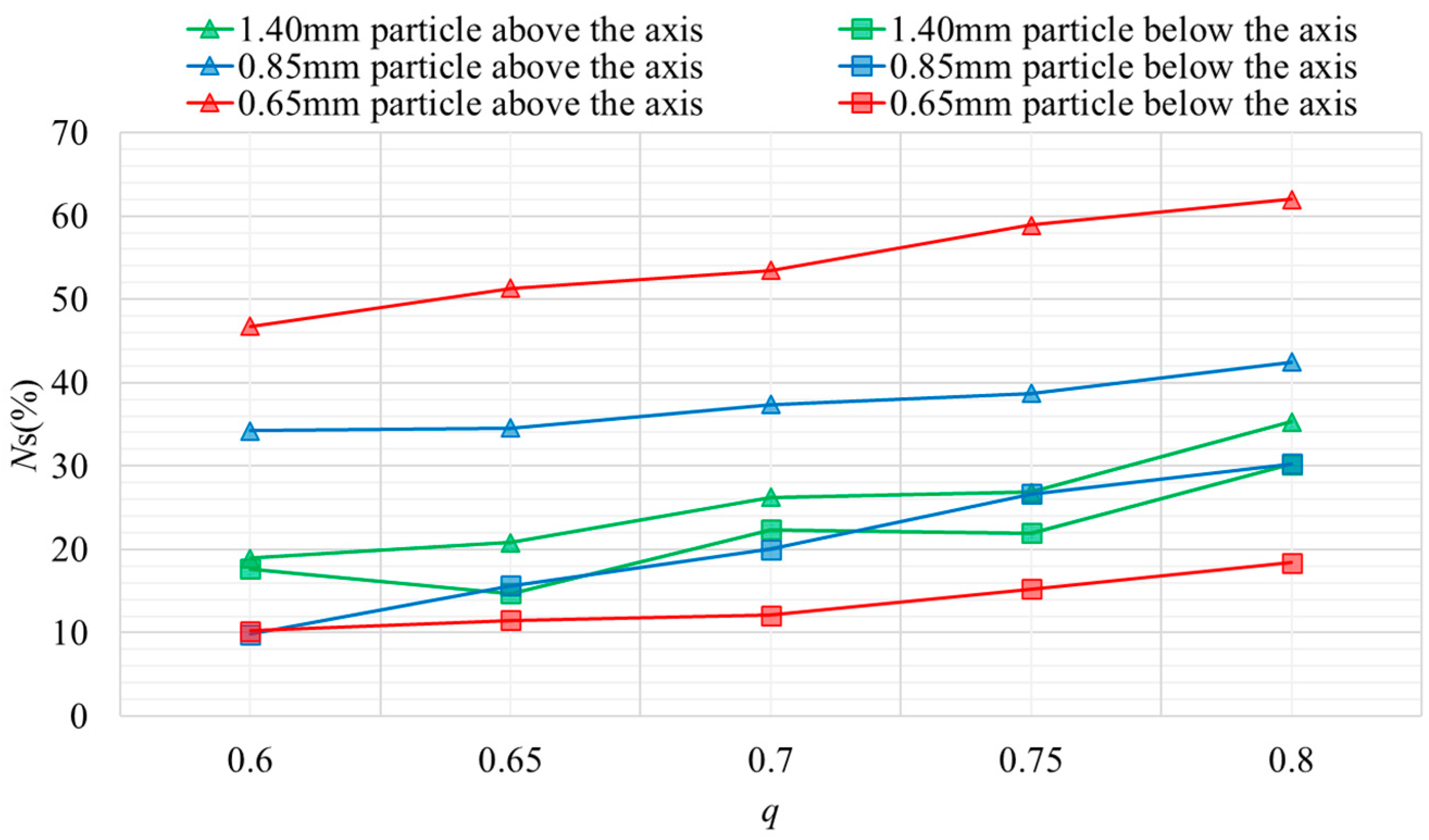
- (1)
- Within the convergent section, the proportion of sand particles increases with the rise in the flow ratio. When sand particles enter the jet pump, they encounter resistance from the working fluid conduit, leading to circumferential flow around the conduit. This causes a higher proportion of sand particles above the axis than below, with the difference in distribution negatively correlated with particle grain size.
- (2)
- From a macroscopic wear perspective, under the same mass concentration conditions, smaller grain size sand particles lead to a greater mass loss of the pump wall material. The mass loss of pump wall material is positively correlated with the duration of the wear experiment. The circumferential flow around the conduit when sand particles enter the pump results in a distribution wherein more particles are on the impact side and fewer on the opposite side, contributing to a greater mass loss on the impact side compared to the opposite side.
- (3)
- The mass loss of slot plates at various locations within the convergent section is relatively consistent, whereas the mass loss of slot plates at different positions in the throat shows significant variation. The diffusion of working fluid in the confined space triggers a pronounced recirculation in the middle of the jet pump throat, causing repeated particle impacts on the wall, manifesting as a significantly greater mass loss of slot plates in the middle of the throat compared to other locations.
- (4)
- From a microscopic perspective, the wear types on the pump wall material are primarily pits and scratches. Sand particles of different grain sizes exhibit distinct wear characteristics on the pump wall material. Smaller grain size sand particles leave multiple layers of fine cutting marks on the slot plate surfaces, while larger grain size sand particles create deeper scratches. Influenced by the low-speed circumferential water flow in the convergent section, the wear structures left on the slot plate surfaces mostly appear flake-like, with fewer micro-pits, and the scratch directions are not entirely aligned with the axial flow direction within the pump. In contrast, the rapid flow and pronounced recirculation characteristics in the throat result in a micro-wear structure dominated by axial scratches, with many pits appearing on the slot plate surfaces in the middle of the throat.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pellegrini, M.; Preda, G.; Saccani, C. Application of an Innovative Jet Pump System for the Sediment Management in a Port Channel: Techno-Economic Assessment based on Experimental Measurements. J. Mar. Sci. Eng. 2020, 8, 686. [Google Scholar] [CrossRef]
- Long, X.; Zuo, D.; Cheng, H.; Ji, B. Large eddy simulation of the transient cavitating vortical flow in a jet pump with special emphasis on the unstable limited operation stage. J. Hydrodyn. 2019, 32, 345–360. [Google Scholar] [CrossRef]
- Chen, S.; Yang, D.; Zhang, Q.; Wang, J. An integrated sand cleanout system by employing jet pumps. J. Can. Pet. Technol. 2009, 48, 17–23. [Google Scholar] [CrossRef]
- Liu, W.; Lai, X.; Zhu, C.; Zhou, Q.; Yang, X. Effect of sand diameter on the performance of annular jet pumps. Journal of Physics: Conference Series. In Proceedings of the 17th Asian International Conference on Fluid Machinery (AICFM 17 2023), Zhenjiang, China, 20–23 October 2023. [Google Scholar]
- Long, X.; Xu, M.; Lyu, Q.; Zou, J. Impact of the internal flow in a jet fish pump on the fish. Ocean Eng. 2016, 126, 313–320. [Google Scholar] [CrossRef]
- Oka, Y.I.; Okamura, K.; Yoshida, T. Practical estimation of erosion damage caused by solid particle impact: Part 1: Effects of impact parameters on a predictive equation. Wear 2005, 259, 95–101. [Google Scholar] [CrossRef]
- Xu, K.; Wang, G.; Zhang, L.; Wang, L.; Yun, F.; Sun, W.; Wang, X.; Chen, X. Multi-objective optimization of jet pump based on RBF neural network model. J. Mar. Sci. Eng. 2021, 9, 236. [Google Scholar] [CrossRef]
- Reis, L.B.; dos Santos Gioria, R. Optimization of liquid jet ejector geometry and its impact on flow fields. Appl. Therm. Eng. 2021, 194, 117132. [Google Scholar] [CrossRef]
- Hill, P.G. Turbulent jets in ducted streams. J. Fluid Mech. 1965, 22, 161–186. [Google Scholar] [CrossRef]
- Zhdanov, V.; Kornev, N.; Hassel, E.; Chorny, A. Mixing of confined coaxial flows. Int. J. Heat Mass Transf. 2006, 49, 3942–3956. [Google Scholar] [CrossRef]
- Song, X.; Park, J.; Kim, S.; Park, Y. Performance comparison and erosion prediction of jet pumps by using a numerical method. Math. Comput. Modell. 2013, 57, 245–253. [Google Scholar] [CrossRef]
- Xu, M.; Yang, X.; Long, X.; Lyu, Q.; Ji, B. Numerical investigation of turbulent flow coherent structures in annular jet pumps using the LES method. Sci. China Technol. Sci. 2018, 61, 86–97. [Google Scholar] [CrossRef]
- Xu, K.; Wang, G.; Wang, L.; Yun, F.; Sun, W.; Wang, X.; Chen, X. Parameter analysis and optimization of annular jet pump based on kriging model. Appl. Sci. 2020, 10, 7860. [Google Scholar] [CrossRef]
- Gant, A.; Gee, M.; Plint, G. A new concept in liquid jet erosion: Commissioning and proving trials. Wear 2007, 263, 284–288. [Google Scholar] [CrossRef]
- Oka, Y.; Yoshida, T. Practical estimation of erosion damage caused by solid particle impact: Part 2: Mechanical properties of materials directly associated with erosion damage. Wear 2005, 259, 102–109. [Google Scholar] [CrossRef]
- Noon, A.A.; Kim, M.H. Erosion wear on centrifugal pump casing due to slurry flow. Wear 2016, 364, 103–111. [Google Scholar] [CrossRef]
- Zou, C.; Li, H.; Xiang, Q. Integrated method of optimizing jet pump anti-wear performance. J. Drain. Irrig. Mach. Engin 2020, 38, 109–114. [Google Scholar]
- Khalil, M.F.; Kassab, S.Z.; Naby, A.A.A.; Azouz, A. Performance characteristics of centrifugal pump conveying soft slurry. Am. J. Mech. Eng. 2013, 1, 103–112. [Google Scholar] [CrossRef]
- Tarodiya, R.; Gandhi, B.K. Experimental investigation of centrifugal slurry pump casing wear handling solid-liquid mixtures. Wear 2019, 434, 202972. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Structure | Diameter of Primary Flow Pipe Dp | Diameter of Secondary Flow Pipe Ds | Diameter of Throat Dt | Area Ratio m | Half Angle of Contraction α | Half Angle of Diffusion β |
|---|---|---|---|---|---|---|
| Size | 25 mm | 25 mm | 25 mm | 6.25 | 20° | 4° |
| Physical Characteristics | Particle Density | Percentage of Breakage | Attrition Rate | Mohs Hardness |
|---|---|---|---|---|
| Data | 2.66 g/cm3 | 0.51% | 0.35% | 7.5 |
| Case | q | Qp (m3/h) | Qs (m3/h) |
|---|---|---|---|
| 1 | 0.6 | 4.38 | 2.63 |
| 2 | 0.65 | 4.38 | 2.85 |
| 3 | 0.7 | 4.37 | 3.06 |
| 4 | 0.75 | 4.38 | 3.29 |
| 5 | 0.8 | 4.36 | 3.49 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qian, H.; Liu, J.; Xu, M.; Fan, C.; Duan, Z. Experimental Investigation on the Impact of Sand Particle Size on the Jet Pump Wall Surface Erosion. J. Mar. Sci. Eng. 2024, 12, 1390. https://doi.org/10.3390/jmse12081390
Qian H, Liu J, Xu M, Fan C, Duan Z. Experimental Investigation on the Impact of Sand Particle Size on the Jet Pump Wall Surface Erosion. Journal of Marine Science and Engineering. 2024; 12(8):1390. https://doi.org/10.3390/jmse12081390
Chicago/Turabian StyleQian, Heng, Jian Liu, Maosen Xu, Chuanhao Fan, and Zhenhua Duan. 2024. "Experimental Investigation on the Impact of Sand Particle Size on the Jet Pump Wall Surface Erosion" Journal of Marine Science and Engineering 12, no. 8: 1390. https://doi.org/10.3390/jmse12081390