
Alignment Method for Marine Propulsion Systems with Single Stern Tube Bearing Based on Fine-Tuning a Pre-Trained Model


Abstract
1. Introduction
2. Alignment Requirements and Adjustment Parameters Analysis for Marine Propulsion Systems with Single Stern Tube Bearing
2.1. Alignment Requirements
2.2. Adjustment Parameters Analysis
2.2.1. Analysis of the Adjustment Target
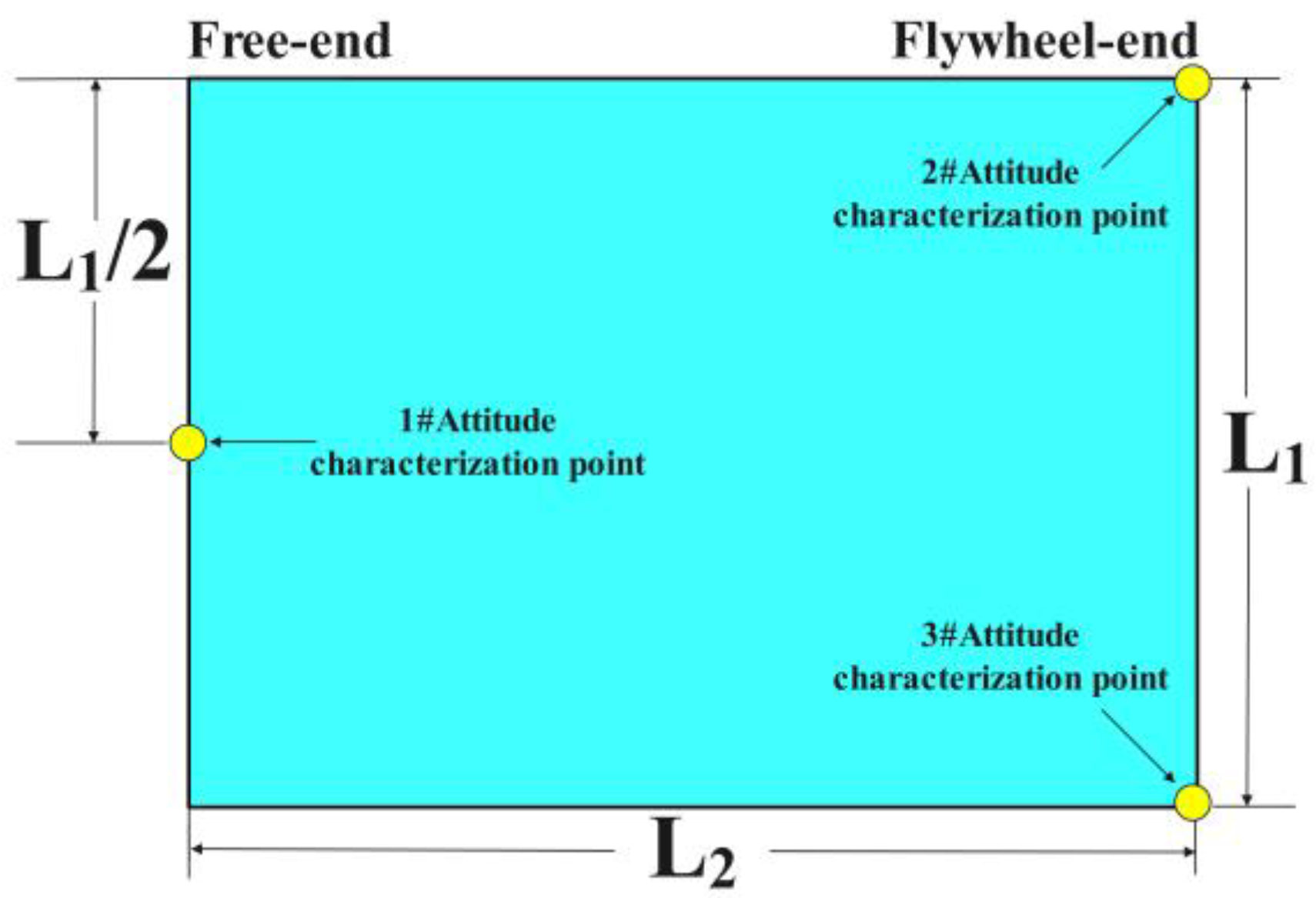
2.2.2. Characterization of the 6-DOF Attitude of the Main Engine
2.2.3. Characterization of the 3-DOF Attitude of the Main Engine
2.2.4. Determination of the Actual Adjustment Parameters
3. Alignment Method for Marine Propulsion Systems with Single Stern Tube Bearing Based on Fine-Tuning a Pre-Trained Model
3.1. Construction of the Functional Relationship Between Verification Parameters and Adjustment Parameters
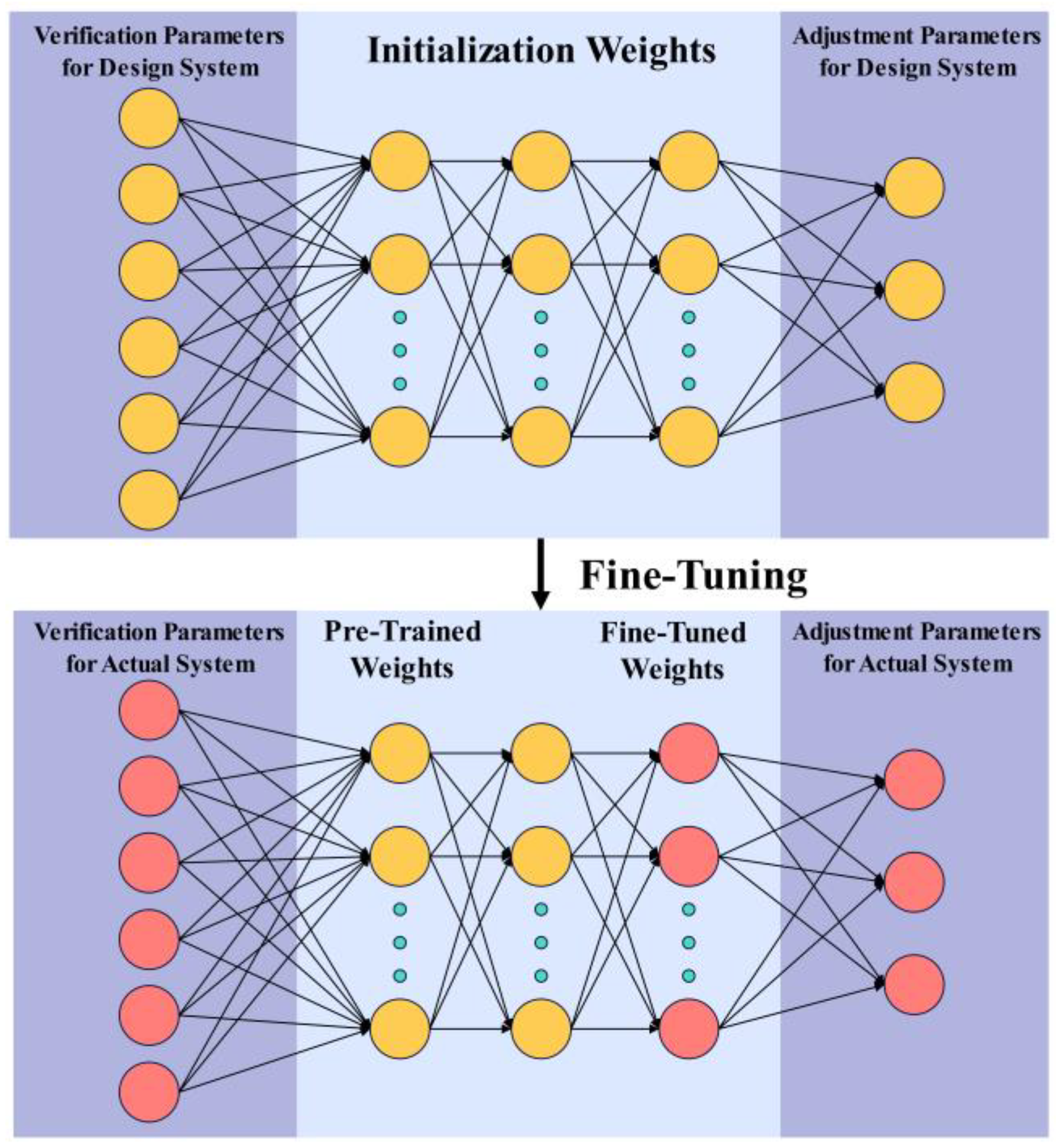
3.2. Pre-Training and Fine-Tuning Learning Paradigm
3.3. Construction of the Pre-Trained Model
3.3.1. Topology of the BP Neural Network
3.3.2. Acquisition of Training Samples
3.3.3. Data Processing of Training Samples
3.4. Construction of the Target Small-Sample Dataset
3.4.1. Target Measured Samples
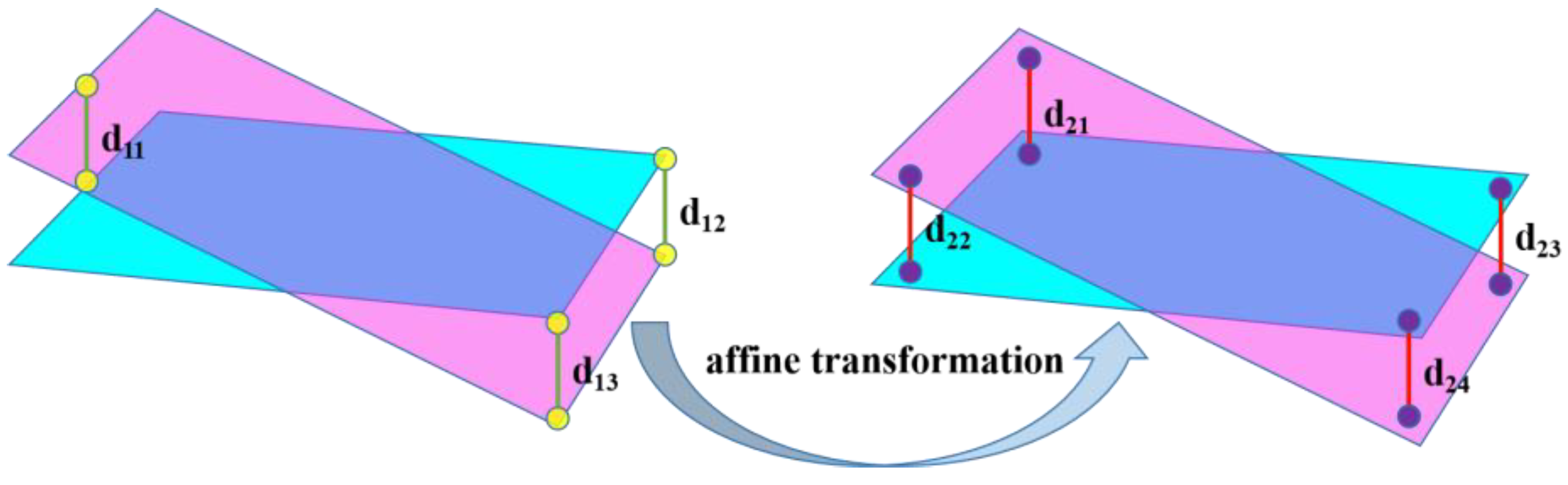
3.4.2. Data Augmentation
4. Application Example
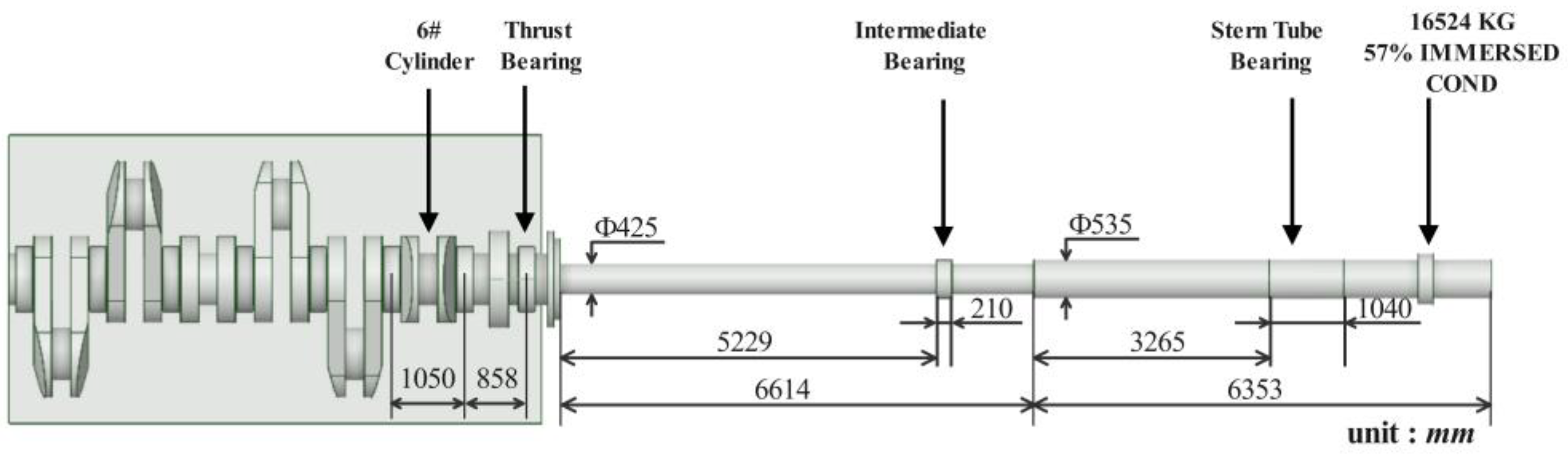
4.1. Research Object
4.2. Application of the Proposed Method in the Actual Object Alignment Process
4.2.1. Fine-Tuning Strategy
4.2.2. Construction of the Pre-Trained Model
4.2.3. Application Effect of the Proposed Method
5. Discussion
- (1)
- Validating the effectiveness of the proposed method with actual measured data.
- (2)
- Validating the effectiveness of the proposed method with finite element simulation.
- (3)
- Validating the superiority of the proposed method through comparison with traditional machine learning.
- (4)
- Comparison of the proposed method with previous research.
- (5)
- Future research directions.
6. Conclusions
- By using different combinations of vertical heights at the three attitude characterization points on the bottom of the main engine, the different attitudes of the main engine can be characterized when only the vertical heights of the free end and flywheel end of the main engine are adjusted.
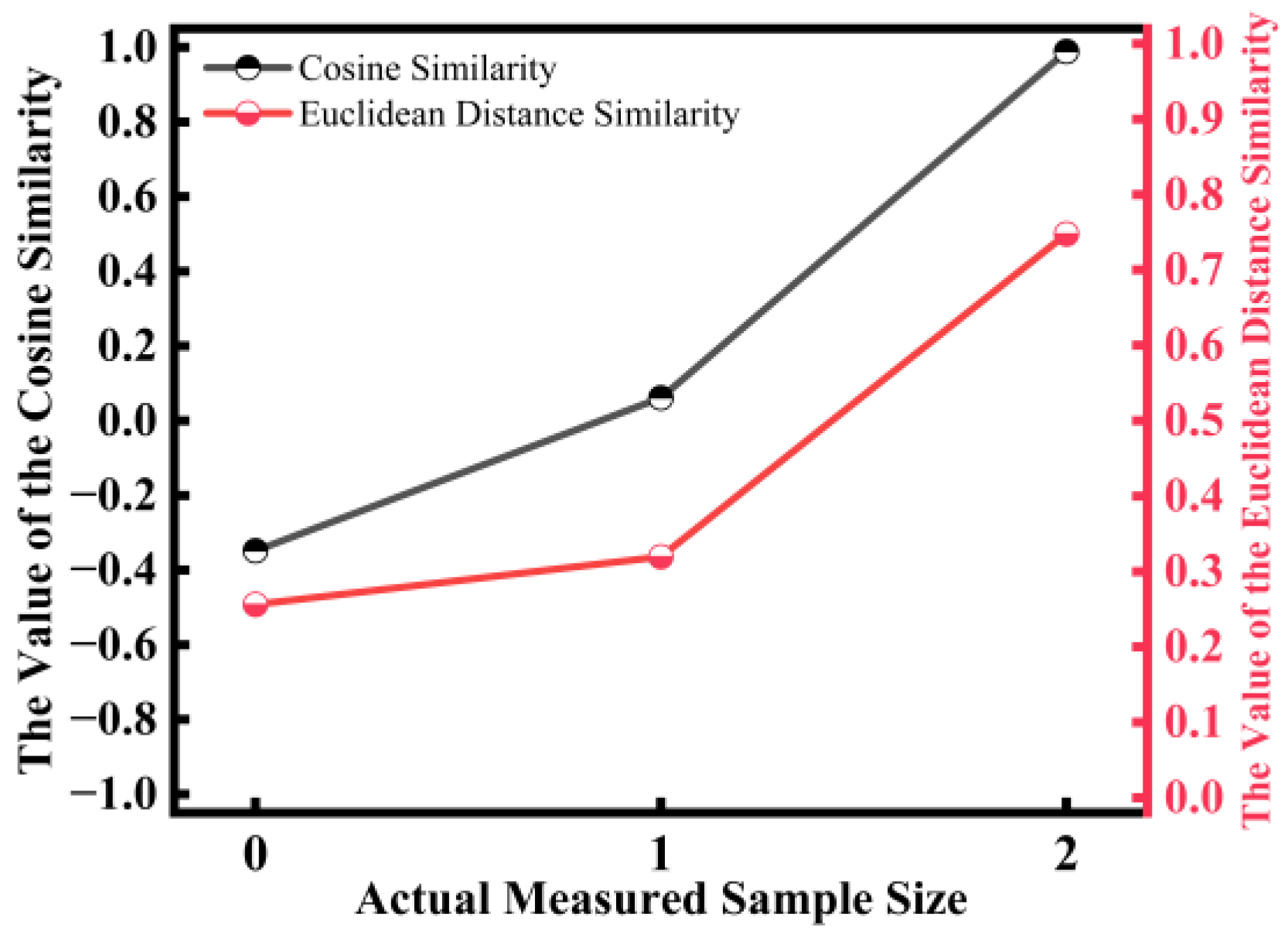
- The proposed method has been proven effective in small-sample scenarios, as validated by actual measured data. As the number of measured data increases, the variation in target models derived from the measured data leads to different predicted adjustment parameter matrices, while the similarity between these matrices and the actual adjustment parameter matrix continuously improves. Specifically, the Cosine Similarity increases from −0.35 to 0.98 and the Euclidean Distance Similarity increases from 0.26 to 0.75.
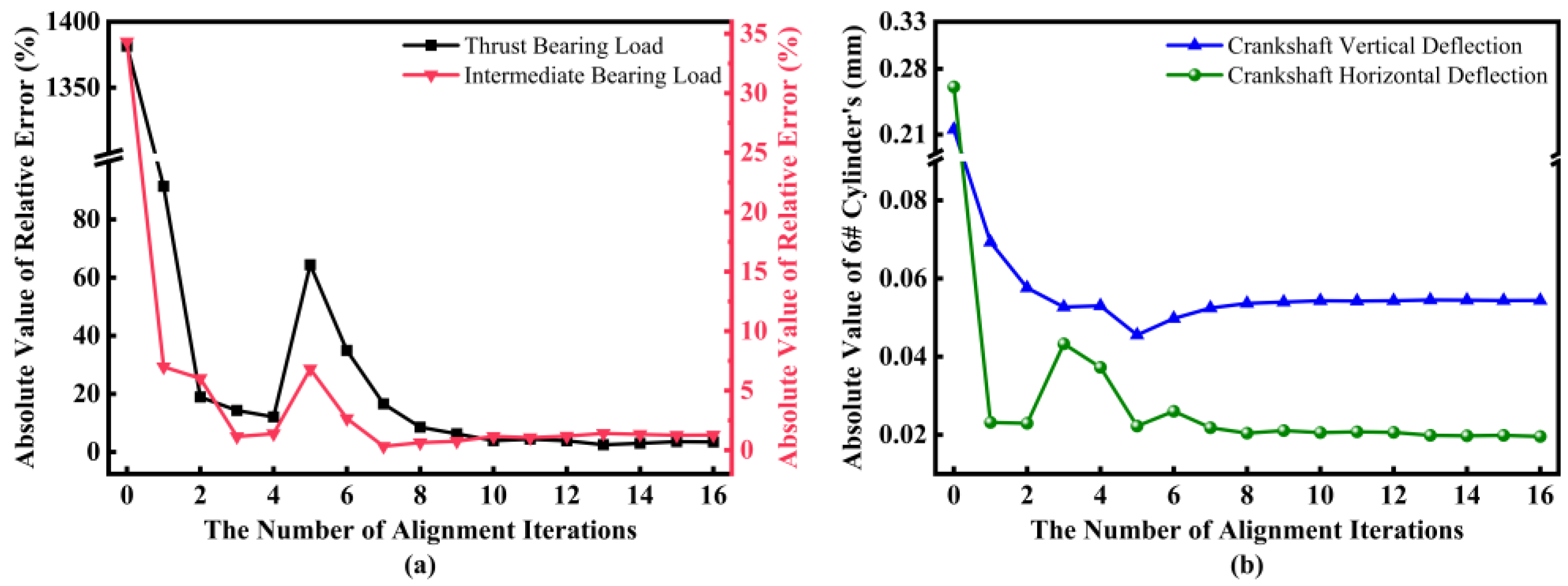
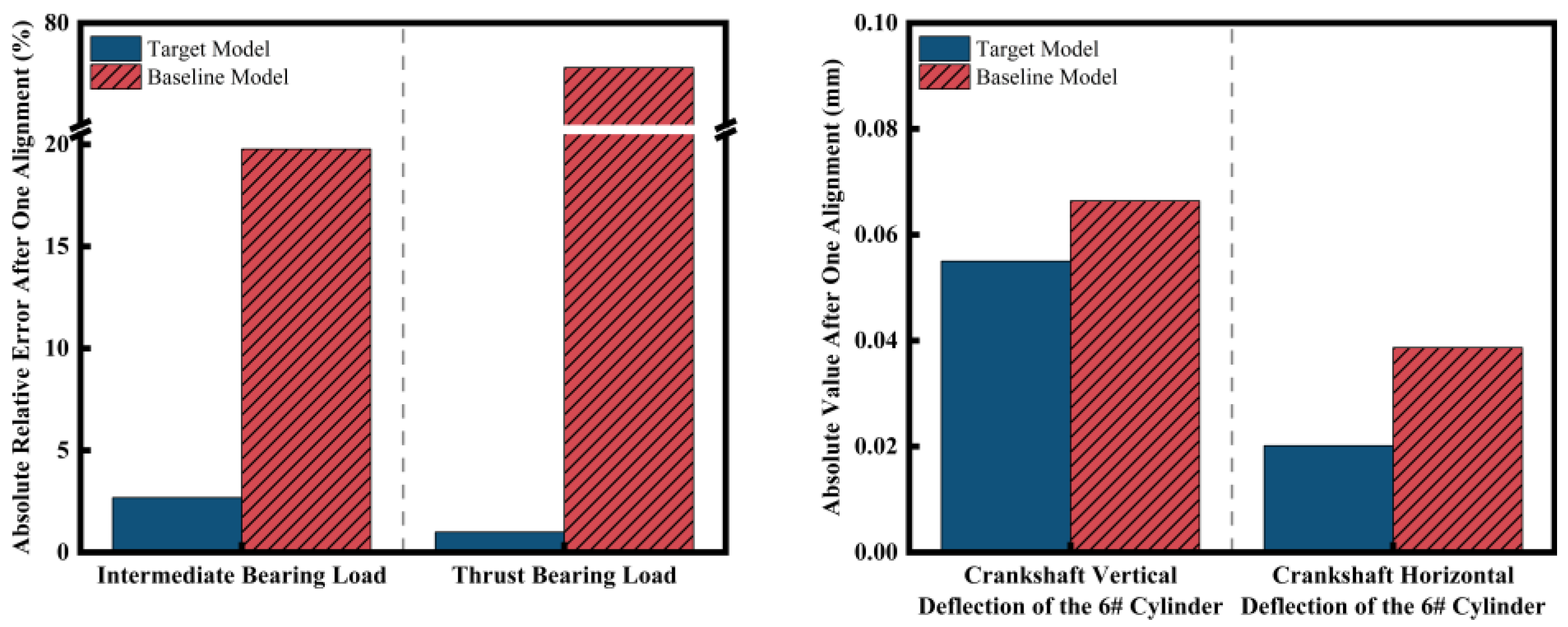
- Considering the uncertainties in propulsion system parameters, we constructed an actual alignment example using finite element simulation which validated the superiority of the proposed method. With only eight alignment iterations, the relative errors of the intermediate bearing load and thrust bearing load were 1.3% and 3.4%, respectively, significantly lower than the maximum error requirement of 20%. Additionally, the absolute values of the crankshaft vertical deflection and crankshaft horizontal deflection for the 6# cylinder were 0.05 mm and 0.02 mm, respectively, significantly lower than the maximum error requirement of 0.33 mm. Compared to manual alignment, where the alignment duration and precision are uncertain, the proposed method can ensure that the alignment precision is sufficiently high after only a few alignment iterations.
- The target model obtained through the proposed method achieved significant improvements over the baseline model obtained through the traditional machine learning method in the actual alignment example constructed in this study. Specifically, under the same alignment task, the relative errors of the intermediate bearing load and thrust bearing load decreased by 17.1% and 76.8%, respectively, while the absolute values of the crankshaft vertical deflection and crankshaft horizontal deflection for the 6# cylinder were reduced by 0.01 mm and 0.02 mm, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lai, G.; Liu, J.; Liu, S.; Zeng, F.; Zhou, R.; Lei, J. Comprehensive optimization for the alignment quality and whirling vibration damping of a motor drive shafting. Ocean. Eng. 2018, 157, 26–34. [Google Scholar] [CrossRef]
- Diego, L.M.; Dionísio, H.C.; Brenno, M.C.; Luiz, A.V.; Ulisses, A.M.; Ricardo, H.R. Machine learning performance comparison for main propulsive shafting systems alignment. Ocean. Eng. 2023, 280, 114556. [Google Scholar]
- Zou, D.; Jiao, C.; Ta, N.; Rao, Z. Forced vibrations of a marine propulsion shafting with geometrical nonlinearity (primary and internal resonances). Mech. Mach. Theory 2016, 105, 304–319. [Google Scholar] [CrossRef]
- Yang, Y.; Tang, W.; Che, C. Shafting Alignment based on Improved Three-moment Method with Hydrodynamic Simulation for Twin Propulsion Systems. J. Ship Mech. 2013, 17, 1038–1053. [Google Scholar]
- Zhou, R.; Yao, S.; Zhang, S.; Li, B. Theoretic studies of the three-moment equation and its application in the vessel’s propulsion shafting alignment. J. Wuhan Univ. Technol. 2005, 27, 77–78. [Google Scholar]
- Kandouci, C.; Adjal, Y. Forced Axial and Torsional Vibrations of a Shaft Line Using the Transfer Matrix Method Related to Solution Coefficients. J. Mar. Sci. Appl. 2014, 13, 200–205. [Google Scholar]
- Wang, J.; Lou, J.; Li, X.; Chen, R. Research on the shafting alignment calculation based on differential equations for beam deformation and singularity functions. Ship Sci. Technol. 2019, 41, 71–75. [Google Scholar]
- Deng, Y.; Yang, X.; Huang, Y.; Pan, T.; Zhu, H. Calculation Method of Intermediate Bearing Displacement Value for Multi-supported Shafting Based on Neural Network. J. Ship Res. 2021, 65, 286–292. [Google Scholar]
- Zhang, Z.; Ma, X.; Yu, H.; Hua, H. Stochastic dynamics and sensitivity analysis of a multistage marine shafting system with uncertainties. Ocean Eng. 2020, 219, 108388. [Google Scholar] [CrossRef]
- Lu, L.; Li, G.; Xing, P.; Gao, H.; Song, Y. A review of stochastic finite element and nonparametric modelling for ship propulsion shaft dynamic alignment. Ocean Eng. 2023, 286, 115656. [Google Scholar] [CrossRef]
- Gong, T. Process Control for Long Shafting Construction Quality and Period on High-Tech New Naval Ship. Master’s Thesis, Shanghai Jiao Tong University, Shanghai, China, 2014. [Google Scholar]
- Kavak, H.; Padilla, J.J.; Lynch, C.J.; Diallo, S.Y. Big data, agents, and machine learning: Towards a data-driven agent-based modeling approach. In Proceedings of the Annual Simulation Symposium, Baltimore, MD, USA, 15–18 April 2018; Society for Computer Simulation International: San Diego, CA, USA, 2018; pp. 1–12. [Google Scholar]
- Yaqing, W.; Quanming, Y.; James, T. Generalizing from a Few Examples: A Survey on Few-shot Learning. ACM Comput. Surv. 2020, 53, 1–34. [Google Scholar]
- Kejie, L.; Lingyun, C.; Zengwei, L. Reliability assessment based on time waveform characteristics with small sample: A practice inspired by few-shot learnings in metric space. Appl. Soft Comput. 2022, 115, 108148. [Google Scholar]
- Lee, J.-U.; Jeong, B.; An, T.-H. Investigation on effective support point of single stern tube bearing for marine propulsion shaft alignment. Mar. Struct. 2019, 64, 1–17. [Google Scholar] [CrossRef]
- Intellectual Maritime Technologies. 2020. Available online: https://shaftsoftware.com/snow-dragons-bearing-failure-investigation-the-case-study/ (accessed on 1 November 2024).
- Wang, J. Research and Application of New Technology in Ship Shafting Alignment. Master’s Thesis, Dalian University of Technology, Dalian, China, 2020. [Google Scholar]
- Ma, N.; Qian, H.; Chai, H.; Zhao, C. Analysis of the shaft alignment and host installation of large bulk carriers. Mar. Technol. 2007, 5, 28–30. [Google Scholar]
- Zang, J.; Li, X. Base on single bearing of stern tube for shafting alignment investigation. Guangdong Shipbuild. 2013, 4, 45–46. [Google Scholar]
- Guo, K. Optimization of the shafting alignment process of ships. Jiangsu. Ship. 2008, 25, 22–23. [Google Scholar]
- Zhao, S. Analysis of Shafting Alignment for 205,000 dwt Bulk Carrier. Ship. Ocean Eng. 2012, 41, 78–81. [Google Scholar]
- Xu, Z.; Yang, R.; Zhang, J. High temperature analysis of the stem tube bearing of the H2531 ship. China Ship Repair. 2020, 33, 5–7. [Google Scholar]
- Shen, K.; Yu, C.; Guo, Y.; Zhong, Y.; Cao, J.; Xiang, X.; Lian, L. Hybrid-tracked finite-time path following control of underactuated underwater vehicles with 6-DOF. Ocean Eng. 2024, 312, 119023. [Google Scholar] [CrossRef]
- Lin, G. Research on the Key Technology of Marine Main Engine Crankshaft Deflection Difference Adjustment. Master’s Thesis, Dalian University of Technology, Dalian, China, 2017. [Google Scholar]
- Lan, C.; Tao, Z.; Wu, Y.; Cui, G.; Liu, Z.; Zhou, C. Local parallel free generation and dynamic affine transformation method for soil three-dimensional pore structure information model. Geoderma 2024, 448, 116975. [Google Scholar] [CrossRef]
- Wang, H.; Chen, B.; Sun, H.; Zhang, Y. Carbon-based molecular properties efficiently predicted by deep learning-based quantum chemical simulation with large language models. Comput. Biol. Med. 2024, 176, 108531. [Google Scholar] [CrossRef] [PubMed]
- Fuzhen, Z.; Zhiyuan, Q.; Keyu, D. A comprehensive survey on transfer learning. Proc. IEEE 2020, 109, 43–76. [Google Scholar]
- Yang, D.; Peng, X.; Wu, X.; Huang, H.; Li, L.; Zhong, W. Domain perceptive-pruning and fine-tuning the pre-trained model for heterogeneous transfer learning in cross domain prediction. Expert Syst. Appl. 2025, 260, 125215. [Google Scholar] [CrossRef]
- Yu, Z.; Liang, C.; Xiangyu, B.; Fei, Z.; Jingshu, Z.; Chenhan, W. Prediction model optimization of gas turbine remaining useful life based on transfer learning and simultaneous distillation pruning algorithm. Reliab. Eng. Syst. Saf. 2025, 253, 110562. [Google Scholar]
- Deng, Y.; Yang, X.; Fan, S.; Jin, H.; Su, T.; Zhu, H. Research on the installation and alignment method of ship multi-support bearings based on different confidence-level training samples. J. Ship Res. 2022, 66, 326–334. [Google Scholar] [CrossRef]
- Ioannis, I.; Christos, K.; Iliana, S. On the efficacy of conditioned and progressive Latin hypercube sampling in supervised machine learning. Appl. Numer. Math. 2024, 208, 256–270. [Google Scholar]
- Wang, L. Study on Marine Main Diesel Engine Crankshaft Deflection. Ship Eng. 2013, 35, 59–61. [Google Scholar]
- Feng, Y.; Yu, Z.; Lu, J.; Xu, X. Thermal Conductivity Model-based Transfer Learning for Prediction of Multi-factor Wood. J. Eng. Thermop. 2024, 45, 865–872. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number of Alignments | Adjustment Parameters | Verification Parameters | Target Measured Samples |
|---|---|---|---|
| 0 | \ | [f11,f21,f31,f41] | \ |
| 1 | [d11,d21,d31] | [f12,f22,f32,f42] | [f11,f21,f31,f41,f12,f22,f32,f42;d11,d21,d31] |
| 2 | [d12,d22,d32] | [f13,f23,f33,f43] | [f12,f22,f32,f42,f13,f23,f33,f43;d12,d22,d32] |
| Number of Alignments | Before Data Augmentation | After Data Augmentation |
|---|---|---|
| 1 | (1) [f11,f21,f31,f41,f12,f22,f32,f42;d11,d21,d31] | (1) [f11,f21,f31,f41,f12,f22,f32,f42;d11,d21,d31] (2) [f12,f22,f32,f42,f11,f21,f31,f41;−d11,−d21,−d31] |
| 2 | (1) [f11,f21,f31,f41,f12,f22,f32,f42;d11,d21,d31] (2) [f12,f22,f32,f42,f13,f23,f33,f43;d12,d22,d32] | (1) [f11,f21,f31,f41,f12,f22,f32,f42;d11,d21,d31] (2) [f12,f22,f32,f42,f13,f23,f33,f43;d12,d22,d32] (3) [f11,f21,f31,f41,f13,f23,f33,f43;d11+d12,d21+d22,d31+d32] (4) [f12,f22,f32,f42,f11,f21,f31,f41;−d11,−d21,−d31] (5) [f13,f23,f33,f43,f12,f22,f32,f42;−d12,−d22,−d32] (6) [f13,f23,f33,f43,f11,f21,f31,f41;−(d11+d12),−(d21+d22),−(d31+d32)] |
| Deviation Type | Deviation Factors |
|---|---|
| Main Engine Deviation | Main engine weight + 2% Main engine material stiffness − 10% |
| Shafting Deviation | The relative slope between the stern tube bearing and the shaft + 0.1 mm/m |
| Network Parameters | Parameter Values | Network Parameters | Parameter Values |
|---|---|---|---|
| Number of Network Layers | 5 | Training/Test/Validation | 0.8/0.1/0.1 |
| Number of Input Neurons | 8 | Epoch | 5000 |
| Number of Output Neurons | 3 | Activation Function | ReLU |
| Number of Hidden Layers | 3 | Optimization Algorithm | Adam |
| Model Performance Evaluation Metrics | MAE | RMSE | |
|---|---|---|---|
| Convergence Value | 0.99 | 0.0021 | 0.0039 |
| Model Type | Training Data | Training Method | Source of Knowledge |
|---|---|---|---|
| Target Model | D16 | Fine-tuning pre-trained model method | (1) Prior knowledge from the pre-trained model (2) Feature knowledge from the target small samples |
| Baseline Model | D16 | Traditional BP neural network training method | Feature knowledge from the target small samples |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Du, J.; Deng, Y.; Xu, D. Alignment Method for Marine Propulsion Systems with Single Stern Tube Bearing Based on Fine-Tuning a Pre-Trained Model. J. Mar. Sci. Eng. 2025, 13, 209. https://doi.org/10.3390/jmse13020209
Du J, Deng Y, Xu D. Alignment Method for Marine Propulsion Systems with Single Stern Tube Bearing Based on Fine-Tuning a Pre-Trained Model. Journal of Marine Science and Engineering. 2025; 13(2):209. https://doi.org/10.3390/jmse13020209
Chicago/Turabian StyleDu, Jiahui, Yibin Deng, and Dongfang Xu. 2025. "Alignment Method for Marine Propulsion Systems with Single Stern Tube Bearing Based on Fine-Tuning a Pre-Trained Model" Journal of Marine Science and Engineering 13, no. 2: 209. https://doi.org/10.3390/jmse13020209
APA StyleDu, J., Deng, Y., & Xu, D. (2025). Alignment Method for Marine Propulsion Systems with Single Stern Tube Bearing Based on Fine-Tuning a Pre-Trained Model. Journal of Marine Science and Engineering, 13(2), 209. https://doi.org/10.3390/jmse13020209