

Simulation of Multi-Phase Flow to Test the Effectiveness of the Casting Yard Aspiration System

Abstract
1. Introduction
- -
- Initially, the required amount of aspiration air was incorrectly calculated to capture the dust–gas–air mixture released at the points of release.
- -
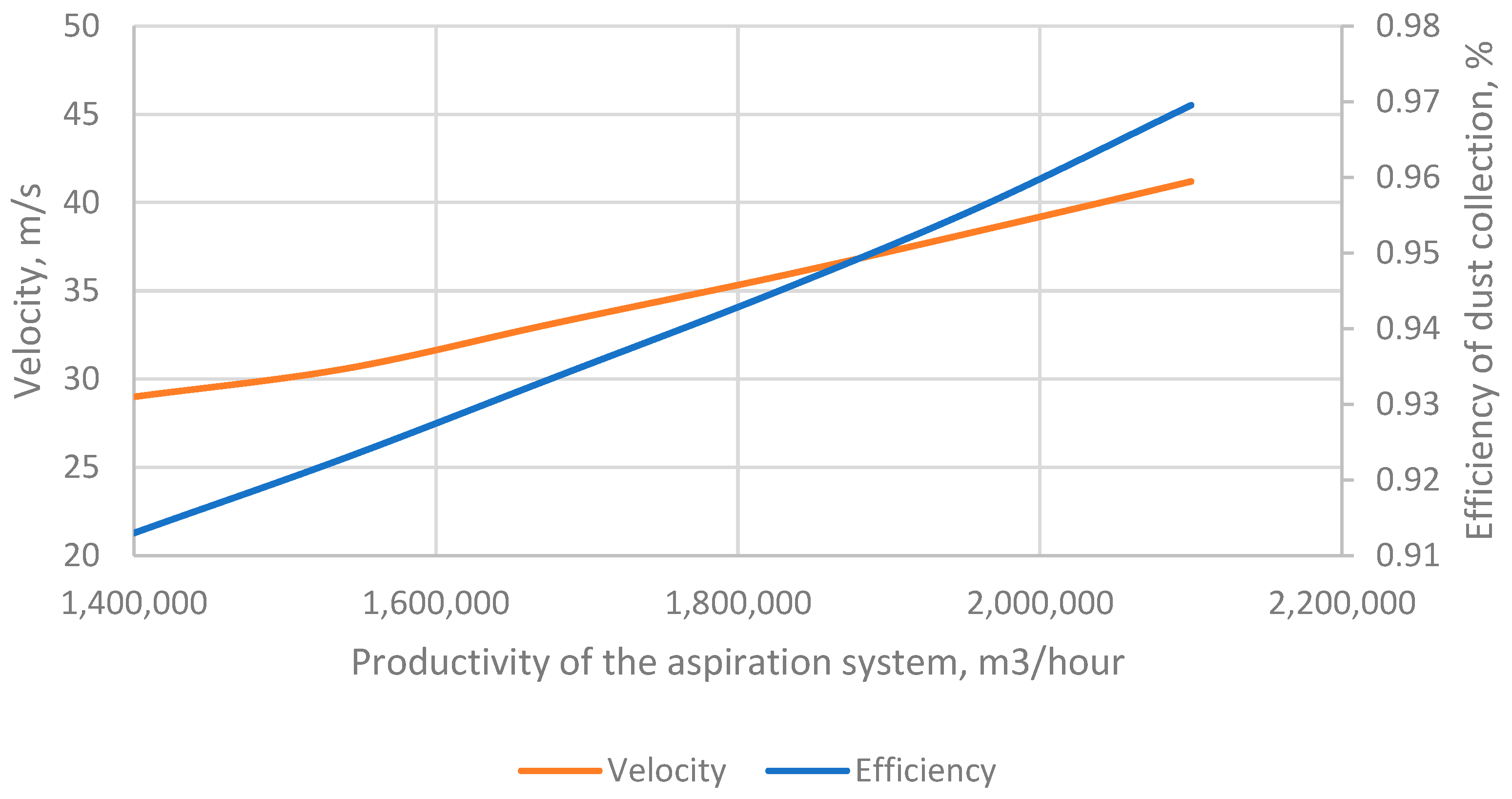
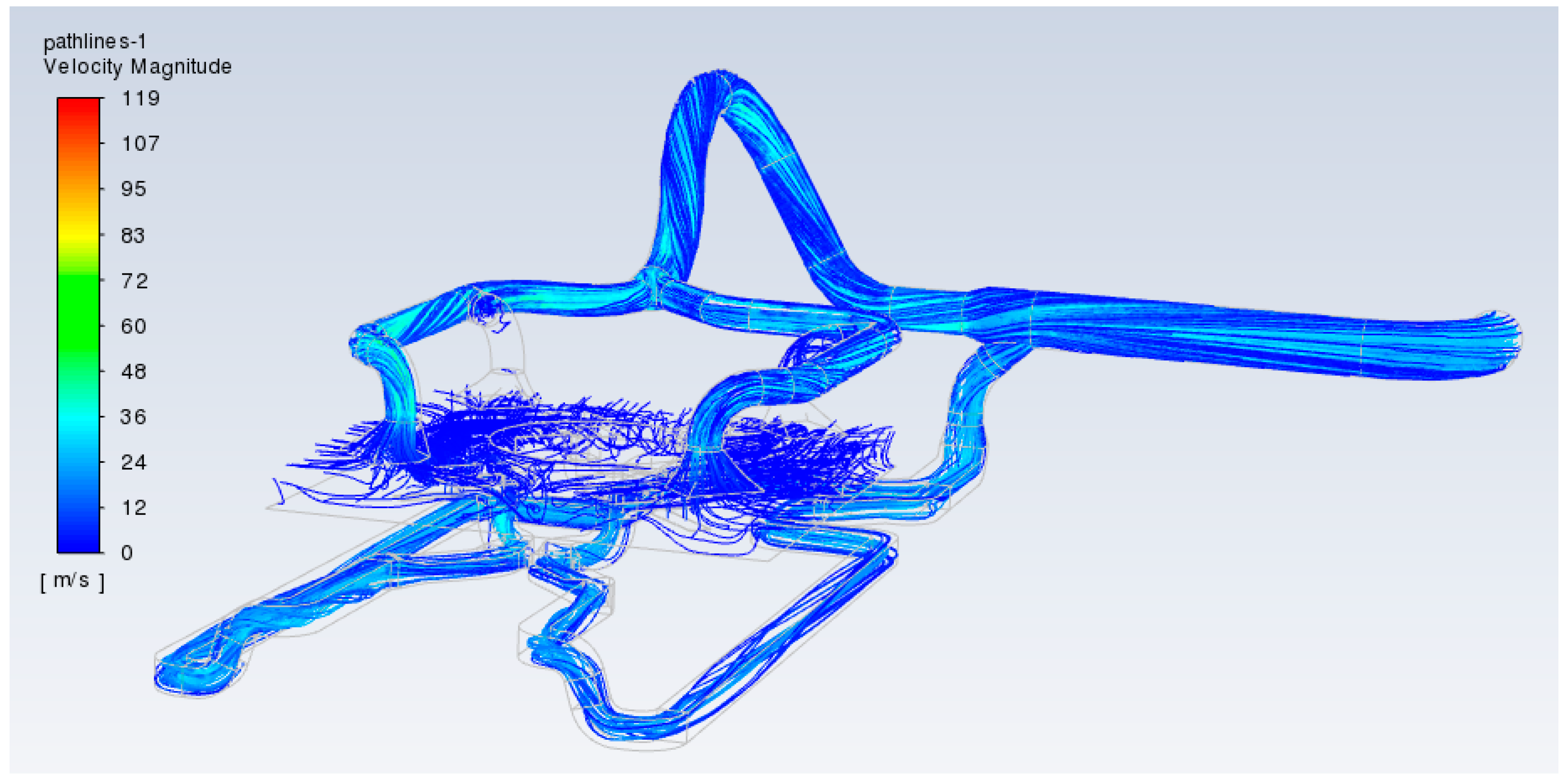
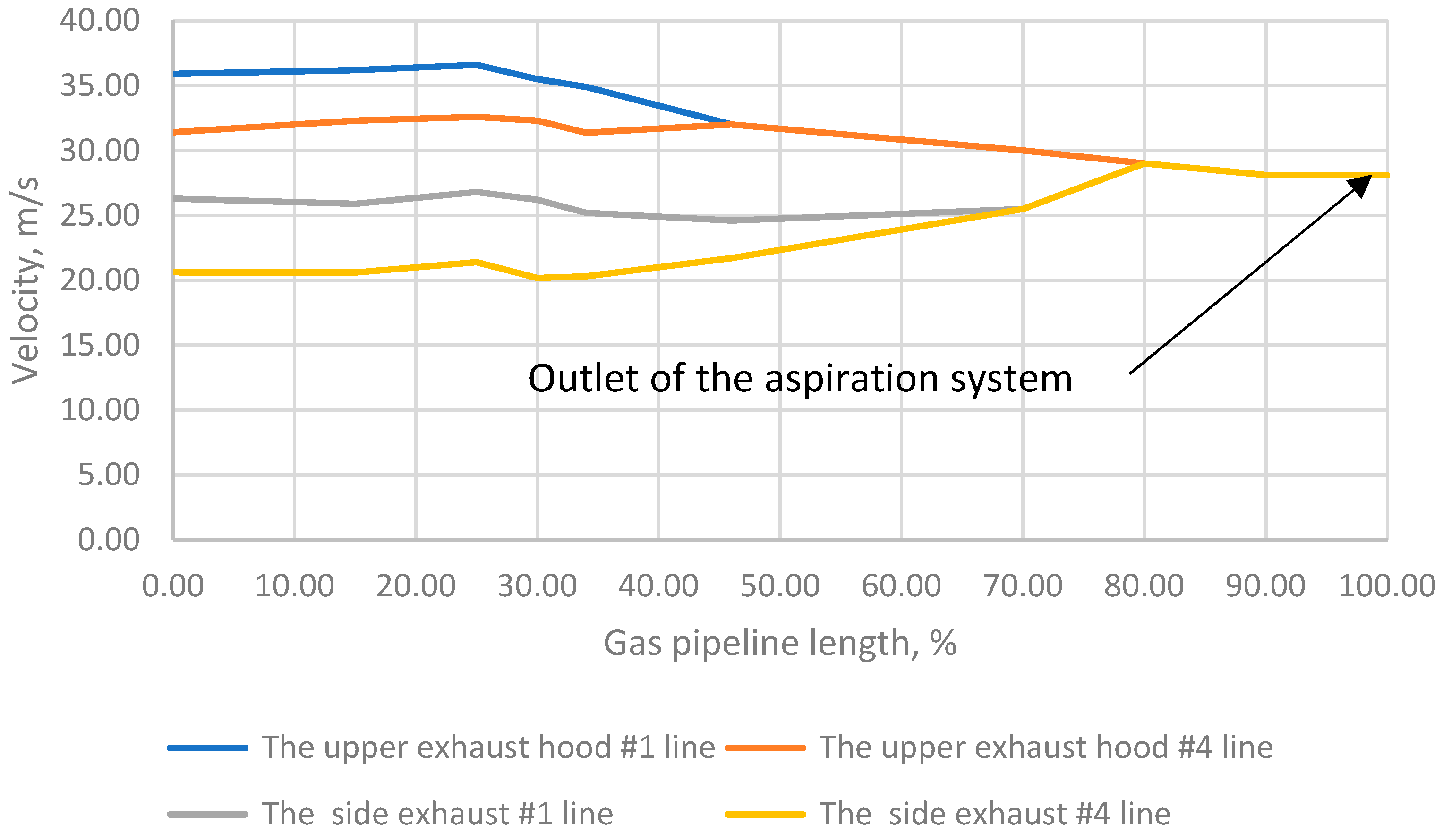
- The cross-sectional area of the gas ducts was chosen incorrectly, and therefore the velocity of the dust–gas–air mixture in some areas has a velocity of less than 20 m/s, while dust particles are accumulated in the gas ducts, and in some cases it is more than 35 m/s, and as a result there is abrasion of the structural elements [14,15,16].
- -
- The main line of gas ducts was laid with a large number of turns, which are not curved along the radius, but at an angle of 90°, forming many stagnant zones in which dust accumulates.
- -
- All existing gas ducts and local exhausters were laid below the marks at which the dust–gas–air mixture was released, which reduced the efficiency of the system as a whole, since the gases had a high temperature and raised sharply from the point of release.
- -
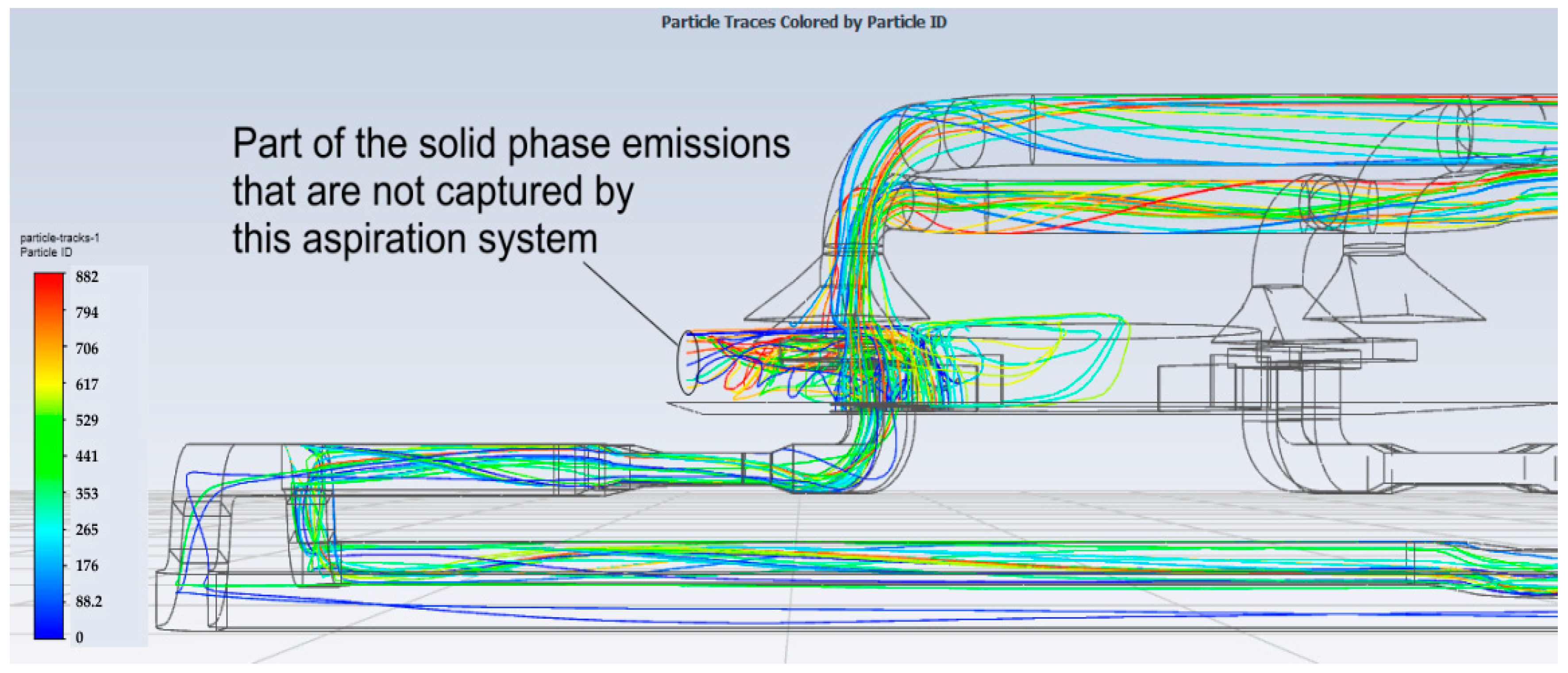
- Local aspiration hoods have a small cross-sectional area, which causes emissions to escape past the hoods.
- -
- The temperature regime of the system was incorrectly determined, which led to errors in the selection of structural materials. As a result, the gas duct walls were deformed and the connections lost their tightness.
- -
- The existing system was designed only for the standard mode of operation—the discharge of cast iron on one taphole. In this case, the maximum release of the dust–gas–air mixture occurs sequentially—at the beginning of the process, when the taphole is opened, and then after some time when the taphole is blown. The non-standard mode of operation with simultaneous discharge of cast iron from two tapholes and parallel separation of the dust–gas–air mixture for the existing system was not considered during its development.
- -
- Creation of a 3D mathematical model of the movement of a dust–gas–air mixture when ejected from two zones during the parallel operation of two tapholes when draining cast iron on one and blowing on the other.
- -
- Checking the aerodynamic mode of operation of the aspiration system to identify zones in the gas duct with a reduced flow velocity and structural elements with a large coefficient of local resistance.
- -
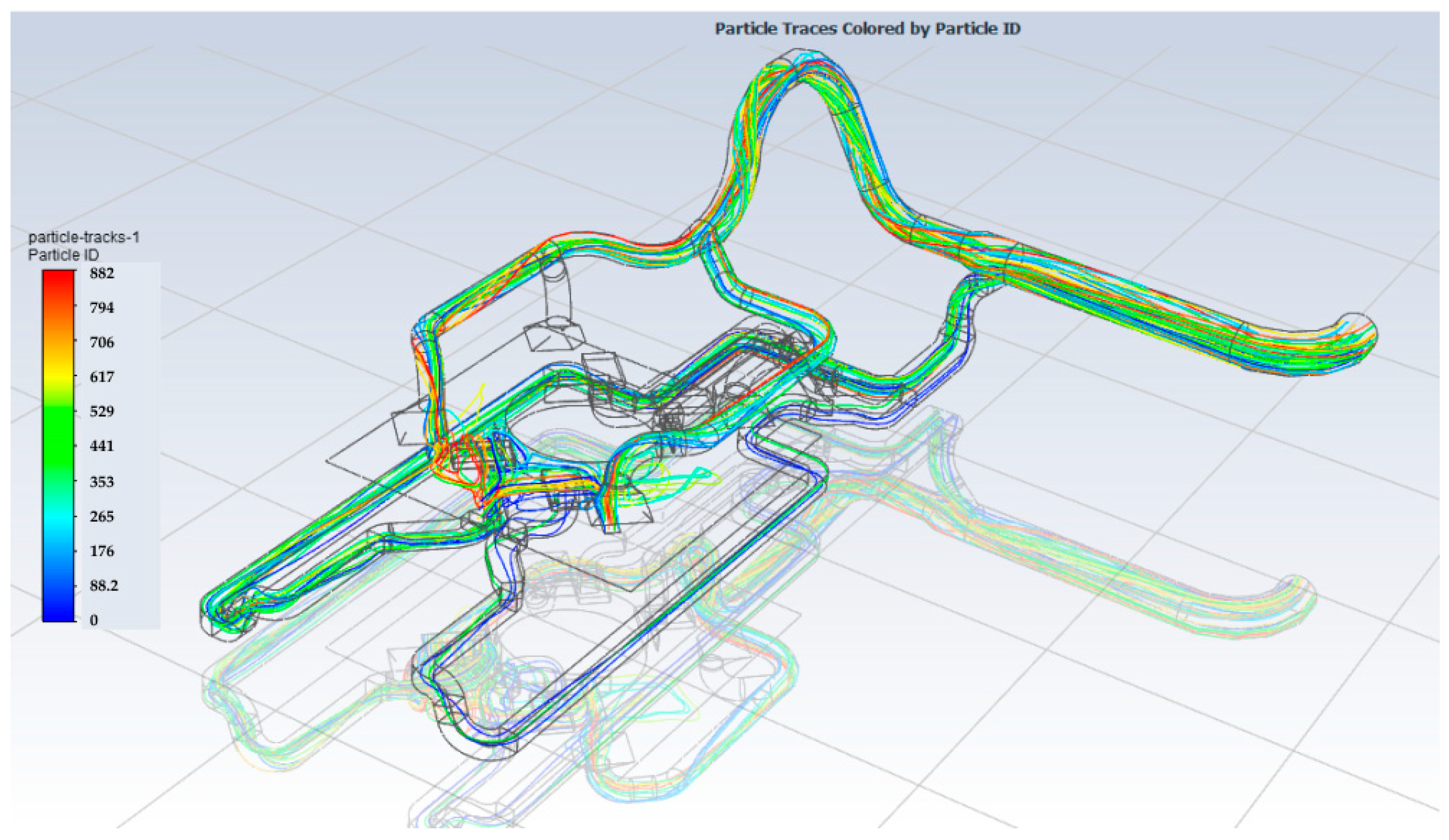
- Determination of the concentration of coarse aerosols in the flow at the inlet to the gas duct and the gas duct itself.
- -
- Visual modeling of the aerodynamic field of suction plumes of local exhausters, calculated dimensions and geometry to determine their efficiency in terms of the amount of dust–gas–air mixture captured.
- -
- Creation of a flow map of temperature and velocity at the inlet to the gas duct and in the gas duct itself for the selection of structural materials.
2. Initial Data and Method of Modelling and Computing
- Productivity at the outlet of the aspiration system: 1,400,000 m3/h.
- Dust content of aspirated air at the starting point: 5…6 g/m3.
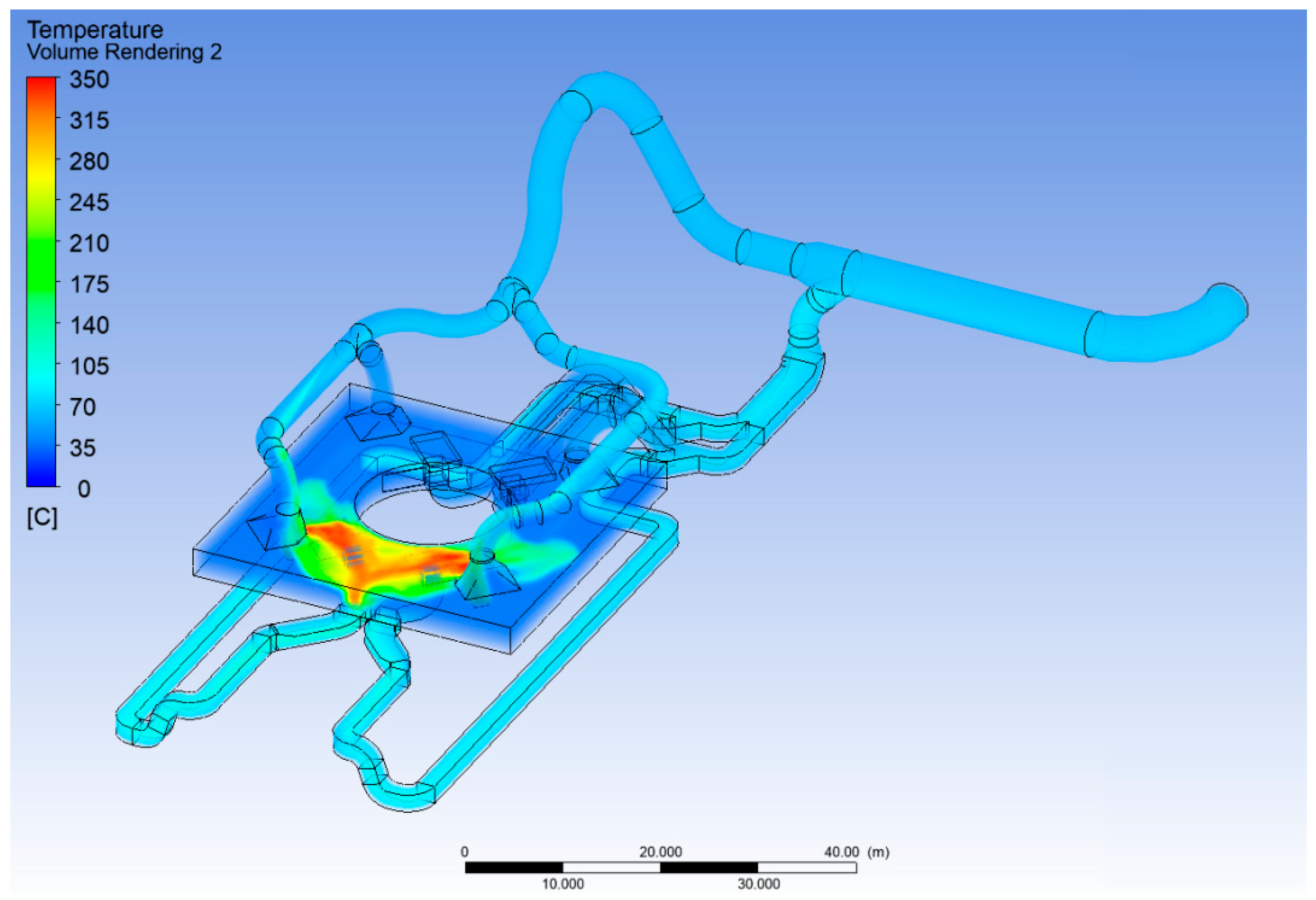
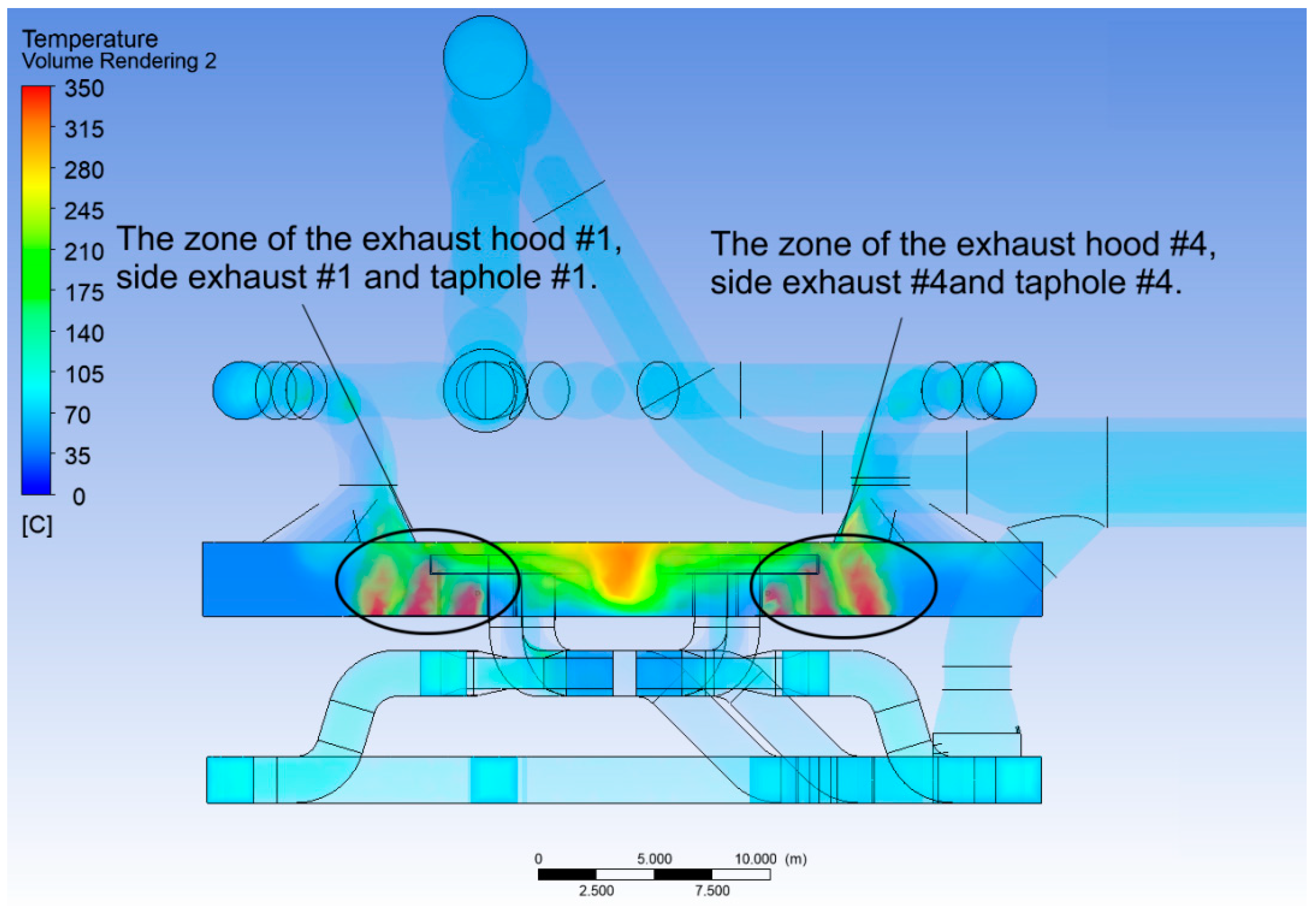
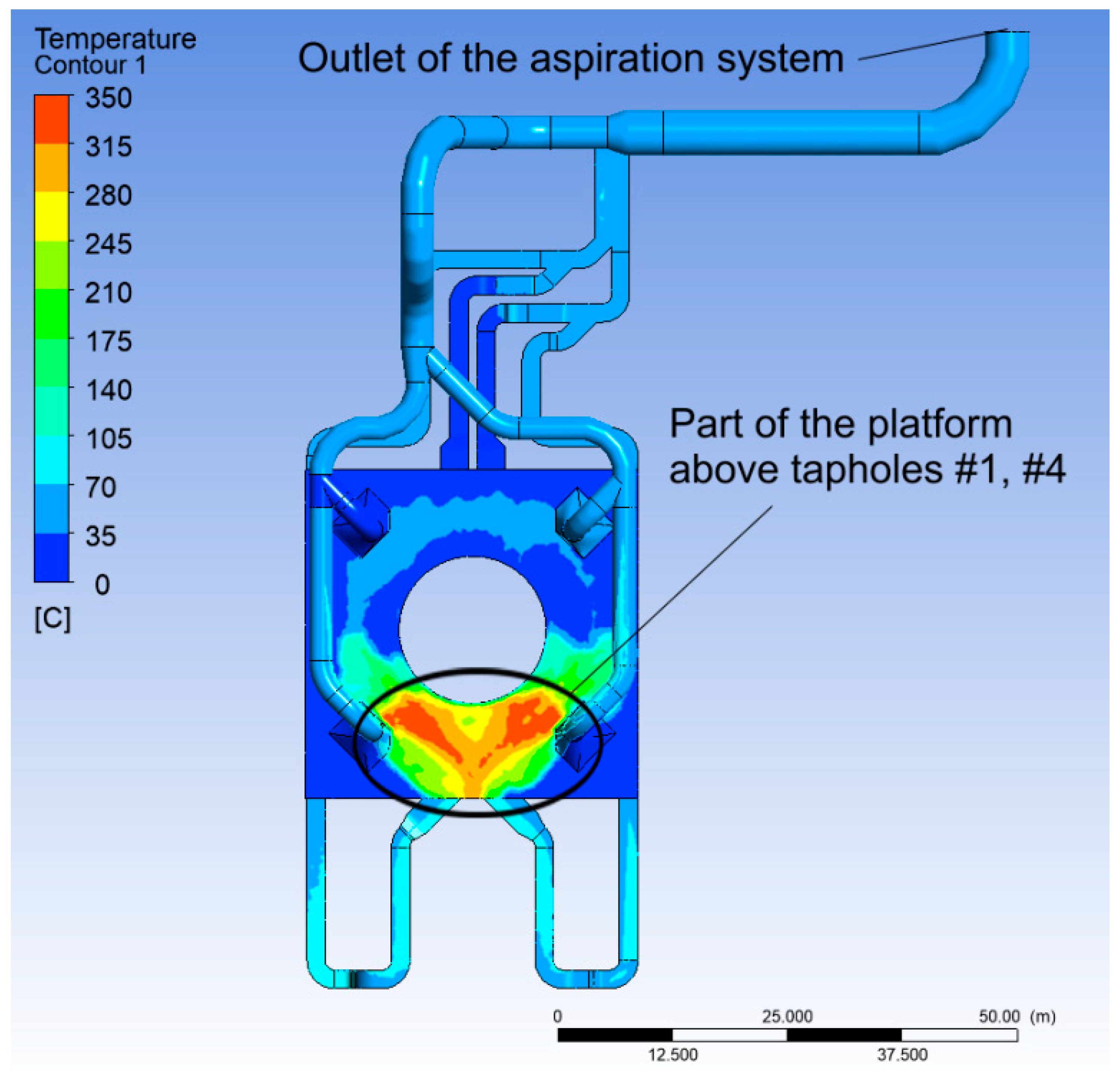
- The temperature of the dust and gas flow at the starting zone is 350 °C.
- Ambient temperature: +30 °C.
- Air temperature of the working area: +30 °C.
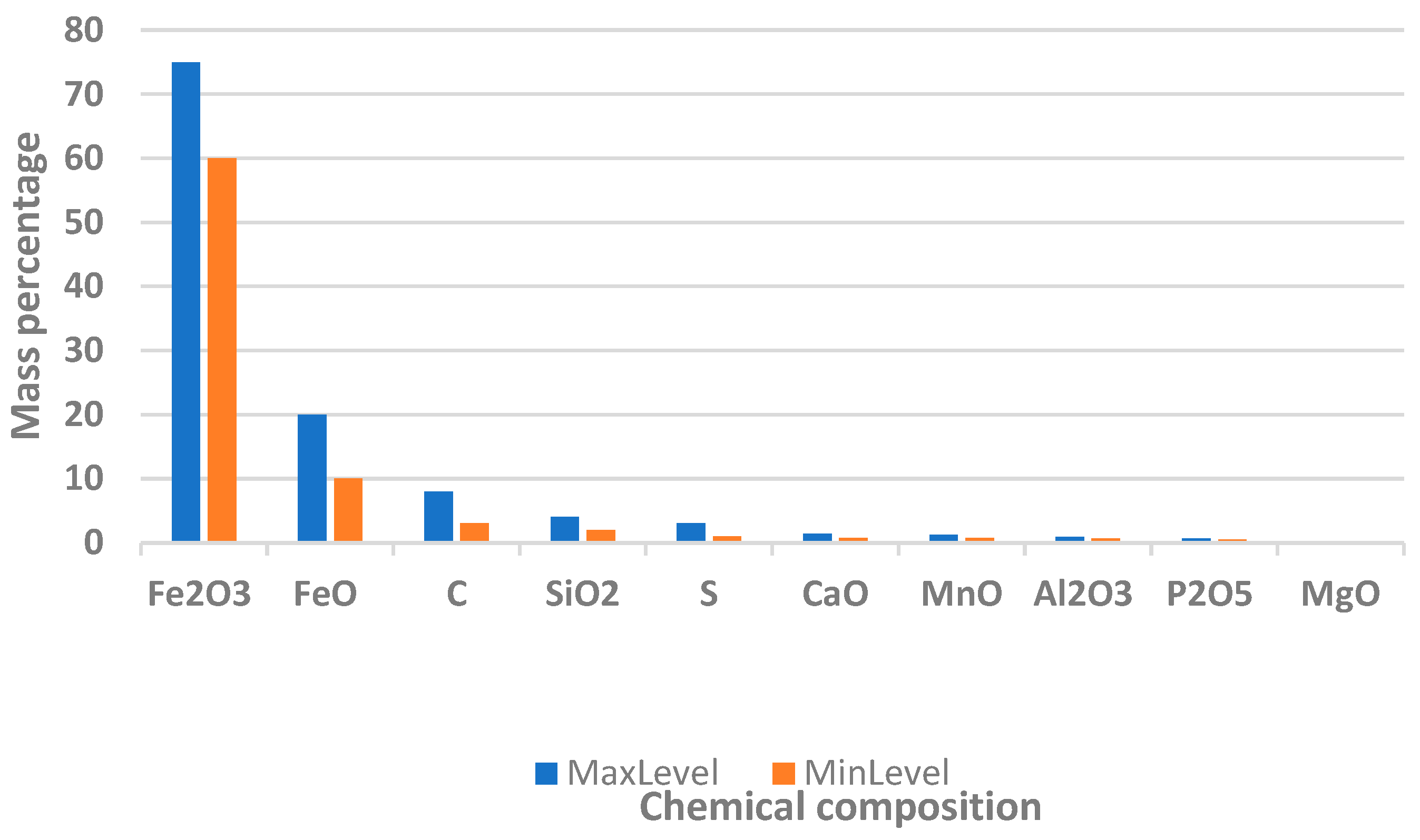
- Figure 4 shows the chemical composition of dust emitted from the taphole by weight. Since dust contains (by mass) most of all Fe2O3, it was decided to carry out the main calculation of the solid phase for the most significant (and heaviest) part of it (Fe2O3).
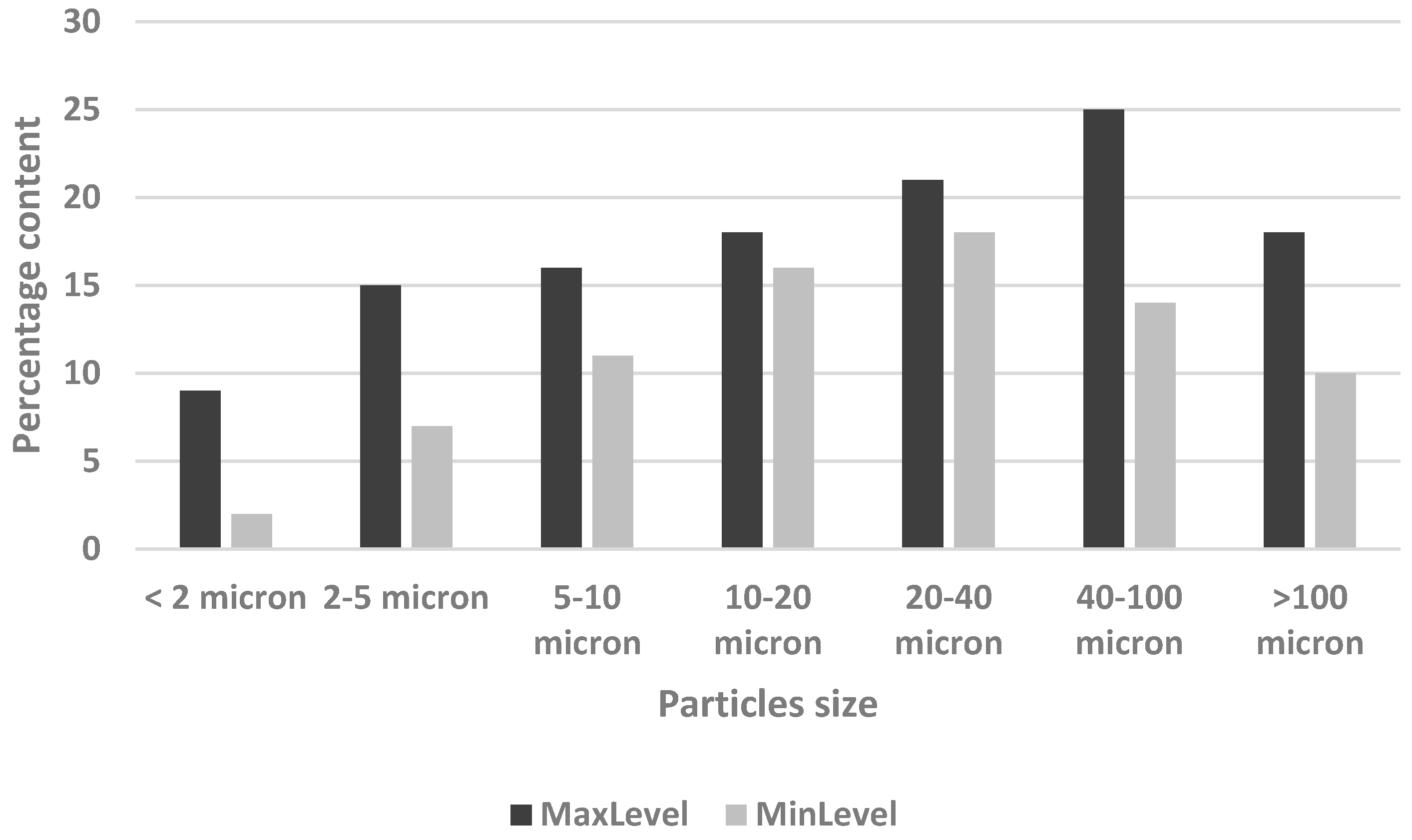
- The particles size distribution of the selected dust component is shown in Figure 5.
- -
- The flow of air, blast furnace gas and gas–dust mixture in the flow part of the system is compressible, turbulent, quasi-stationary.
- -
- The difference in specific heat capacities and molecular weights of blast-furnace gas and air is neglected (kg ≈ kv = 1.4; Rg ≈ Rv = 287 J/kg K).
- Near-wall functions were used to take into account the boundary layers not resolved by the grid.
- In the areas of the computational domain corresponding to the outlet from the aspiration system, zero excess static pressure, total temperature and turbulence parameters of the gas–air mixture were set.
- In the sections of the computational domain corresponding to the inlet of the aspiration system, the total pressure, total temperature, and parameters of air turbulence were set.
- The material of the air duct of the suction system was specified as steel, 10 mm thick. Density = 8030 kg/m3, Specific heat Cp = 502.48 J/(kg∙K) and Thermal conductivity = 16.27 W/(m∙K). Since the solution of the gas–dynamic problem is impossible without taking into account thermodynamic conditions, the wall material is a participant in the heat exchange processes. Since the temperature of the gas–dust mixture initially reaches a temperature of 350 °C, and the ambient temperature is assumed to be 30 °C, then, in addition to thermal conductivity, there will be heat exchange by radiation from the wall surface, which was also taken into account when solving the problem.
3. Main Results
- The average integral mass flow rate of the solid phase (dust) at the outlet from pollution sources is 0.233 kg/s + 0.466 kg/s = 0.699 kg/s.
- The average integral mass flow rate of the solid phase (dust) at the outlet from the aspiration system pollution is 0.638 kg/s.
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Masikevich Yu, G.; Gryn, G.Y.; Sladky, V.D. Technoecology; Chernivtsi: Zelena Bukovyna, Ukraine, 2006; Volume 192. [Google Scholar]
- Apostoliuk, S.O.; Dzhigirei, V.S.; Sokolovsky. Industrial Ecology; Znannia: Kyiv, Ukraine, 2012; Volume 430. [Google Scholar]
- Simonyan, L.M.; Kochetov, A.I. Environmentally Clean Metallurgy; MISiS: Moscow, Russia, 2004; Volume 140. [Google Scholar]
- Christof, L.; Wilfried, P.; Robert, N.; Christoph, F. Emissions and Removal of Gaseous Pollutants from the Top-gas of a Blast Furnace. ISIJ Int. 2019, 59, 590–595. [Google Scholar] [CrossRef]
- Nowak, M.; Paul, A.; Srivastava, R.; Radziwon, A. Coal Conversion. Encycl. Energy 2004, 1, 425–434. [Google Scholar] [CrossRef]
- Hemeon, W.C.L. Air Pollution Problems of the Steel Industry Technical Coordinating Committee T-6 Steel Report. J. Air Pollut. Control. Assoc. 2012, 7, 62–67. [Google Scholar] [CrossRef]
- Boscolo, M.; Padoano, E.; Parussini, L.; Petronelli, N.; Dimastromatteo, V.; Nazzarri, S. CFD Analysis of Low-Cost Solutions to Minimize Gas and Dust Emissions during the Emergency Opening of Blast Furnace Bleeders. Appl. Sci. 2022, 12, 2266. [Google Scholar] [CrossRef]
- Collection of Methods for Calculating Air Emissions of Pollutants by Various Industries. Available online: http://eco.com.ua/content/sbornik-metodik-po-raschetu-vybrosov-v-atmosferu-zagryaznyayushchih-veshchestv-razlichnymi (accessed on 15 September 2021).
- Wu, Q.; Gao, W.; Wang, S.; Hao, J. Updated atmospheric speciated mercury emissions from iron and steel production in China during 2000–2015. Atmos. Chem. Phys. 2017, 17, 10423–10433. [Google Scholar] [CrossRef]
- Arens, M.; Worrell, E.; Eichhammer, W.; Hasanbeigi, A.; Zhang, Q. Pathways to a low-carbon iron and steel industry in the medium-term—The case of Germany. J. Clean. Prod. 2017, 163, 84–98. [Google Scholar] [CrossRef]
- Adrian, T. Reducing Blast Furnace Use to Save the Planet. AZoM. 2021. Available online: https://www.azom.com/news.aspx?newsID=57209 (accessed on 11 June 2023).
- Suer, J.; Ahrenhold, F.; Traverso, M. Carbon Footprint and Energy Transformation Analysis of Steel Produced via a Direct Reduction Plant with an Integrated Electric Melting Unit. J. Sustain. Metall. 2022, 8, 1532–1545. [Google Scholar] [CrossRef]
- Stefanenko, V.T.; Stefanenko, A.V.; Popova, N.P. Technical solutions for efficiency increasing of blast furnace casting yards aspiration. Ferrous Metallurgy. Bull. Sci. Tech. Econ. Inf. 2018, 10, 82–87. [Google Scholar] [CrossRef]
- SHushlyakov, D.A.; Kubyshkin, A.V.; Soldatov, D.A. The examination of the aspiration system of the casting yard, bunker overpass, receiving device with transshipment units of the blast furnace «Rossiyanka». Ekol. I Stroit. 2019, 3, 20–27. [Google Scholar] [CrossRef]
- Matarneh, M.I.; Al Quran, F.M.; Andilakhay, A.A.; Haddad, J.S. Speed of abrasive particles in the process of abrasive blasting by submerged jets. Int. J. Acad. Res. Part A 2014, 6, 240–245. [Google Scholar] [CrossRef]
- Recommendations on the Design of Aspiration Systems for the Capture and Purification of Dust and Gas Emissions from Foundries of Blast Furnaces with a Volume of 2700–5500 m3; Ministry of Ferrous Metallurgy CHERMETENERGOOCISTKA: Kharkiv, Ukraine, 1977; Volume 7.
- Romanenko, I.; Martseniuk, Y.; Bilohub, O. Modeling the Meshing Procedure of the External Gear Fuel Pump Using a CFD Tool. Computation 2022, 10, 114. [Google Scholar] [CrossRef]
- Kim, J.-G.; Lee, I.-B.; Lee, S.-Y.; Park, S.-J.; Jeong, D.-Y.; Choi, Y.-B.; Decano-Valentin, C.; Yeo, U.-H. Development of an Air-Recirculated Ventilation System for a Piglet House, Part 1: Analysis of Representative Problems through Field Experiment and Aerodynamic Analysis Using CFD Simulation for Evaluating Applicability of System. Agriculture 2022, 12, 1139. [Google Scholar]
- Fletcher, C.A.J. Fletcher Computational Techniques for Fluid Dynamics; Springer: Sydney, Australia, 1991. [Google Scholar]
- Shih, T.-H. A New Eddy-Viscosity Model for High Reynolds Number Turbulent Flows Model Development and Validation. Comput. Fluids 1995, 24, 227–238. [Google Scholar] [CrossRef]
- Prikhodko, A.A. Computer Technologies in Aerohydrodynamic and Heat-Mass Transfer; Naukova dumka: Kyiv, Ukraine, 2003; Volume 379. [Google Scholar]
- Nikushchenko, D.V. Investigation of Viscous Incompressible Fluid Flows based on the FLUENT Computational Complex; St. Petersburg State Marine Technical University: St. Petersburg, Russia, 2006; Volume 94. [Google Scholar]
- Shin, D.; Chergui, J.; Juric, D. Direct Simulation of Multiphase Flows with Modeling of Dynamic Interface Contact Angle. Theoretical and Computational Fluid Dynamics; Springer: Berlin/Heidelberg, Germany, 2018; Volume 32, pp. 655–687. [Google Scholar]
- Comtet, J.; Keshavarz, B.; Bush, J.W.M. Drop impact and capture on a thin flexible fiber. Soft. Matter. 2016, 12, 149–156. [Google Scholar] [PubMed]
- Yamamoto, Y.; Tokeida, K.; Wakimoto, T.; Ito, T.; Katoh, K. Modeling of the dynamic wetting behavior in a capillary tube considering the macroscopic-microscopic contact angle relation and generalized Navier boundary condition. Int. J. Multiph. Flow 2014, 59, 106–112. [Google Scholar]
- Tryggvason, G.; Scardovelli, R.; Zaleski, S. Direct Numerical Simulations of Gas-Liquid Multiphase Flows; Cambridge University Press: Cambridge, UK, 2011. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Computed Value |
|---|---|
| Mass flow, kg/s | 361.1 |
| Flow velocity, m/s | 29.5 |
| Flow temperature, 0 °C | 80.5 |
| Mass flow rate of the dust, kg/s | 0.638 |
| Density, kg/m3 | 0.986 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lobov, S.; Pylypko, Y.; Kruchyna, V.; Bereshko, I. Simulation of Multi-Phase Flow to Test the Effectiveness of the Casting Yard Aspiration System. Computation 2023, 11, 121. https://doi.org/10.3390/computation11060121
Lobov S, Pylypko Y, Kruchyna V, Bereshko I. Simulation of Multi-Phase Flow to Test the Effectiveness of the Casting Yard Aspiration System. Computation. 2023; 11(6):121. https://doi.org/10.3390/computation11060121
Chicago/Turabian StyleLobov, Serghii, Yevhen Pylypko, Viktoriya Kruchyna, and Ihor Bereshko. 2023. "Simulation of Multi-Phase Flow to Test the Effectiveness of the Casting Yard Aspiration System" Computation 11, no. 6: 121. https://doi.org/10.3390/computation11060121
APA StyleLobov, S., Pylypko, Y., Kruchyna, V., & Bereshko, I. (2023). Simulation of Multi-Phase Flow to Test the Effectiveness of the Casting Yard Aspiration System. Computation, 11(6), 121. https://doi.org/10.3390/computation11060121