Towards Ultrahigh Performance Concrete Produced with Aluminum Oxide Nanofibers and Reduced Quantities of Silica Fume


Abstract
:1. Introduction
- First, the effect of nano-Al2O3 fibers with small amounts of supplementary cementitious composites, such as silica fume or metakaolin, in mortars was examined. This was done with both Type I and Type V Portland cement systems. This helped to determine if nano-Al2O3 fibers could be used with Type I Portland cement to form potential UHPC.
- Second, using data from the first part of this research along with data from previous high strength cementitious matrices with Al2O3 nanofibers [26], ultrahigh performance concrete was created by adding synthetic fibers.
2. Experimental Procedures
2.1. Materials
2.2. Experimental Design
2.3. Preparation of Cement-Based Composites
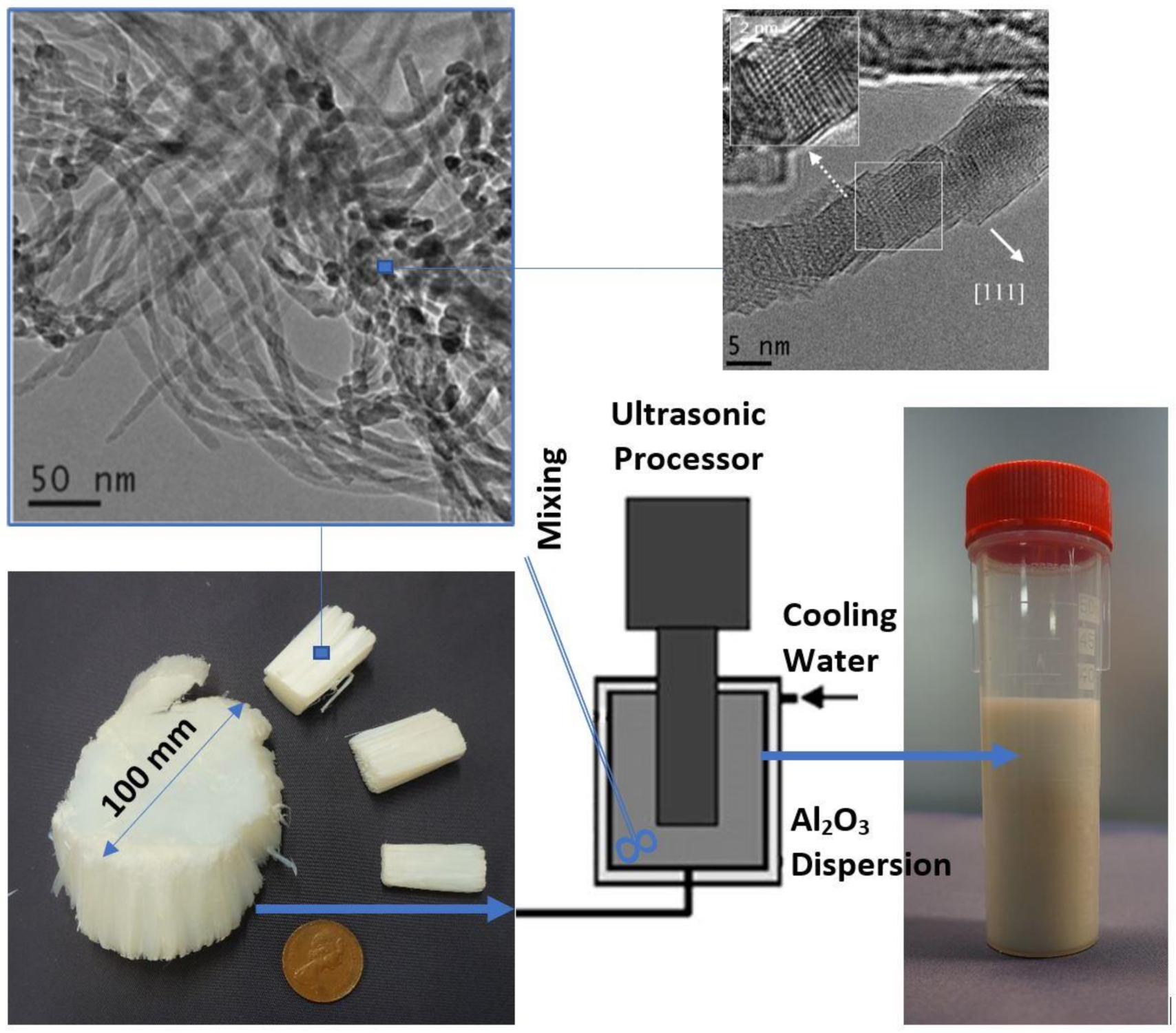
2.3.1. Dispersion of Al2O3 Nanofibers
2.3.2. Cement-Based Composites
2.4. Evaluation of Cement-Based Composites
3. Results and Discussion
3.1. Fresh Properties
3.2. Heat of Hydration
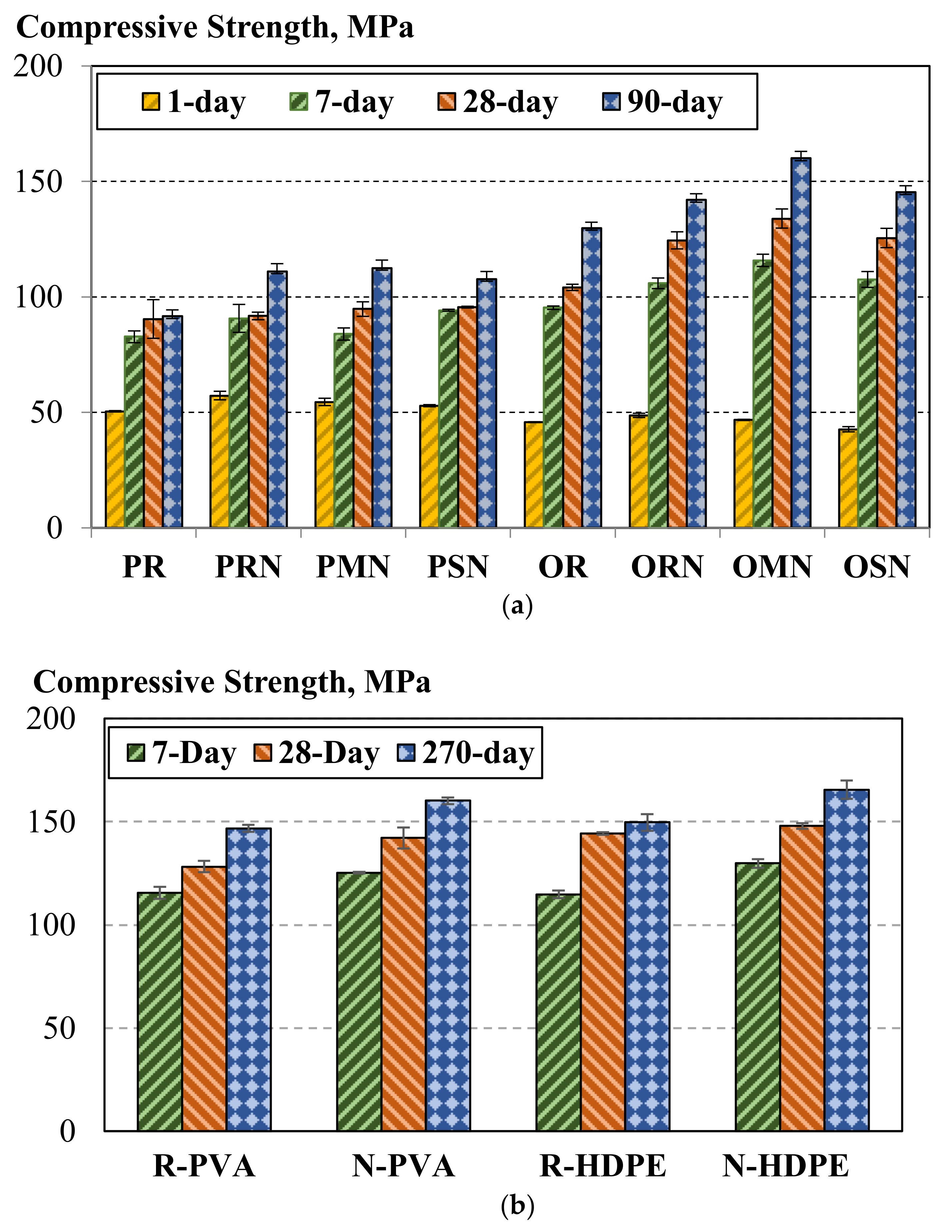
3.3. Mechanical Properties
3.4. Towards Ultrahigh Performance Benchmarks
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Dehghani, N.L.; Shafieezadeh, A. Probabilistic Sustainability Assessment of Bridges Subjected to Multi-Occurrence Hazards. In Proceedings of the International Conference on Sustainable Infrastructure 2019, American Society of Civil Engineers (ASCE), Los Angeles, CA, USA, 6–9 November 2019; pp. 555–565. [Google Scholar]
- Zamanian, S.; Hur, J.; Shafieezadeh, A. Significant variables for leakage and collapse of buried concrete sewer pipes: A global sensitivity analysis via Bayesian additive regression trees and Sobol’ indices. Struct. Infrastruct. Eng. 2020, 1–13. [Google Scholar] [CrossRef]
- Dehghani, N.L.; Fereshtehnejad, E.; Shafieezadeh, A. A Markovian approach to infrastructure life-cycle analysis: Modeling the interplay of hazard effects and recovery. Earthq. Eng. Struct. Dyn. 2020. [Google Scholar] [CrossRef]
- Farahi, B.; Esfahani, M.R.; Sabzi, J. Experimental Investigation on the Behavior of Reinforced Concrete Beams Retrofitted with NSM-SMA/FRP. Amirkabir J. Civil Eng. 2020, 51, 421–426. [Google Scholar] [CrossRef]
- Sabzi, J.; Esfahani, M.R.; Ozbakkaloglu, T.; Farahi, B. Effect of Concrete Strength and Longitudinal Reinforcement Arrangement on the Performance of Reinforced Concrete Beams Strengthened Using EBR and EBROG Methods. Eng. Struct. 2020, 205, 110072. [Google Scholar] [CrossRef]
- Zamanian, S.; Terranova, B.; Shafieezadeh, A. Significant variables affecting the performance of concrete panels impacted by wind-borne projectiles: A global sensitivity analysis. Int. J. Impact Eng. 2020, 144, 103650. [Google Scholar] [CrossRef]
- Graybeal, B.A. Behavior of Ultra-High Performance Concrete connections between precast bridge deck elements. In Proceedings of the 2010 Concrete Bridge Conference: Achieving Safe, Smart & Sustainable Bridges, Phoenix, AZ, USA, 24–26 February 2010; Volume 24. [Google Scholar]
- Haber, Z.B.; Munoz, J.F.; Graybeal, B.A. Field Testing of an Ultra-High Performance Concrete Overlay; Federal Highway Administration, Office of Infrastructure: Washington, DC, USA, 2017.
- Brühwiler, E.; Bastien-Masse, M.; Mühlberg, H.; Houriet, B.; Fleury, B.; Cuennet, S.; Schär, P.; Boudry, F.; Maurer, M. Strengthening the Chillon viaducts deck slabs with reinforced UHPFRC. IABSE Symp. Rep. 2015, 105, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Farhangi, V.; Karakouzian, M.; Geertsema, M. Effect of Micropiles on Clean Sand Liquefaction Risk Based on CPT and SPT. Appl. Sci. 2020, 10, 3111. [Google Scholar] [CrossRef]
- Farhangi, V.; Karakouzian, M. Design of Bridge Foundations Using Reinforced Micropiles. In Proceedings of the International Road Federation Global R2T Conference & Expo, Las Vegas, NV, USA, 7–9 November 2019; pp. 19–22. [Google Scholar]
- Farhangi, V.; Karakouzian, M. Effect of Fiber Reinforced Polymer Tubes Filled with Recycled Materials and Concrete on Structural Capacity of Pile Foundations. Appl. Sci. 2020, 10, 1554. [Google Scholar] [CrossRef] [Green Version]
- Afsharhasani, R.; Karakouzian, M.; Farhangi, V. Effect of Competent Caliche Layers on Measuring the Capacity of Axially Loaded Drilled Shafts Using the Osterberg Test. Appl. Sci. 2020, 10, 6169. [Google Scholar] [CrossRef]
- Sanchez, F.; Sobolev, K. Nanotechnology in concrete—A review. Constr. Build. Mater. 2010, 24, 2060–2071. [Google Scholar] [CrossRef]
- Sobolev, K.; Gutiérrez, M.F. How nanotechnology can change the concrete world. Am. Ceram. Soc. Bull. 2005, 84, 14. [Google Scholar]
- Graybeal, B. FHWA Technote: Ultra High Performance Concrete; FHWA Publ. No FHWA-HRT-11-038; Federal Highway Administration: Washington, DC, USA, 2011.
- Haber, B.; de la Varga, I.; Graybeal, B.A.; Nakashoji, B.; El-Helou, R. Properties and Behavior of UHPC-Class Materials; United States Federal Highway Administration Office of Infrastructure: Washington, DC, USA, 2018.
- Graybeal, B.; Crane, C.K.; Perry, V.; Corvez, D.; Ahlborn, T.M. Advancing ultra-high-performance concrete. Concr. Int. 2019, 41, 41–45. [Google Scholar]
- Khayat, K.H.; Khayat, K.H. Ultra-High Performance Concrete. In Kirk-Othmer Encyclopedia of Chemical; Wiley: Hoboken, NJ, USA, 2000. [Google Scholar]
- prSIA 2052 Swiss Society of Engineers and Architects (SIA). UHPC: Material, Design and Construction (Béton fibré Ultra-Performant [BFUP]: Matériaux, Dimensionnement et Exécution); SIA: Lausanne, Switzerland, 2014. [Google Scholar]
- CSA Group. CSA A23.1/A23.2. In Concrete Materials and Methods of Concrete Construction/Methods of Test and Standard Practices for Concrete; CSA Group: Toronto, ON, Canada, 2019. [Google Scholar]
- NF P 18-470. Bétons Fibrés à ultra-Hautes Performances—Spécification, Performance, Production et Conformité; AFNOR: Paris, France, 2016. [Google Scholar]
- Graybeal, B.A. Development of Non-Proprietary Ultra-High Performance Concrete for Use in the Highway Bridge Sector: TechBrief; Federal Highway Administration: Washington, DC, USA, 2013.
- Graybeal, B.A.; Hartmann, J.L. Strength and durability of ultra-high performance concrete. In Proceedings of the Concrete Bridge Conference, Orlando, FL, USA, 19–22 October 2003; p. 20. [Google Scholar]
- Wille, K.; Naaman, A.E.; El-Tawil, S.; Parra-Montesinos, G.J. Ultra-high performance concrete and fiber reinforced concrete: Achieving strength and ductility without heat curing. Mater. Struct. 2011, 45, 309–324. [Google Scholar] [CrossRef]
- Muzenski, S.; Flores-Vivian, I.; Sobolev, K. Ultra-high strength cement-based composites designed with aluminum oxide nano-fibers. Constr. Build. Mater. 2019, 220, 177–186. [Google Scholar] [CrossRef]
- Nili, M.; Ehsani, A. Investigating the effect of the cement paste and transition zone on strength development of concrete containing nanosilica and silica fume. Mater. Des. 2015, 75, 174–183. [Google Scholar] [CrossRef]
- Ji, T. Preliminary study on the water permeability and microstructure of concrete incorporating nano-SiO2. Cem. Concr. Res. 2005, 35, 1943–1947. [Google Scholar] [CrossRef]
- Flores-Vivian, I.; Pradoto, R.; Moini, M.; Sobolev, K. The use of nanoparticles to improve the performance of concrete. In Proceedings of the Nano Conference, Brno, Czech Republic, 16–18 October 2013. [Google Scholar]
- Li, H.; Xiao, H.-G.; Ou, J.-P. A study on mechanical and pressure-sensitive properties of cement mortar with nanophase materials. Cem. Concr. Res. 2004, 34, 435–438. [Google Scholar] [CrossRef]
- Jo, B.-W.; Kim, C.-H.; Tae, G.-H.; Park, J.-B. Characteristics of cement mortar with nano-SiO2 particles. Constr. Build. Mater. 2007, 21, 1351–1355. [Google Scholar] [CrossRef]
- Gutteridge, W.A.; Dalziel, J.A. Filler cement: The effect of the secondary component on the hydration of Portland cement. Cem. Concr. Res. 1990, 20, 778–782. [Google Scholar] [CrossRef]
- Li, V.C. On Engineered Cementitious Composites (ECC). J. Adv. Concr. Technol. 2003, 1, 215–230. [Google Scholar] [CrossRef] [Green Version]
- Kobayashi, K.; Cho, R. Flexural behaviour of polyethylene fibre reinforced concrete. Int. J. Cem. Compos. Light. Concr. 1981, 3, 19–25. [Google Scholar] [CrossRef]
- ASTM C109/C109M-20b. Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50 mm] Cube Specimens); ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar]
- ASTM C778-17. Standard Specification for Standard Sand; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Flores, I.; Sobolev, K.; Torres-Martínez, L.M.; Cuéllar, E.M.L.; Valdez-Tamez, P.; Zarazua, E. Performance of Cement Systems with Nano-SiO2 Particles Produced by Using the Sol–Gel Method. Transp. Res. Rec. J. Transp. Res. Board 2010, 2141, 10–14. [Google Scholar] [CrossRef]
- ASTM C305-20. Standard Practice for Mechanical Mixing of Hydraulic Cement Pastes and Mortars of Plastic Consistency; ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar]
- ASTM C192/C192M-19. Standard Practice for Making and Curing Concrete Test Specimens in the Laboratory; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- ASTM C230/C230M-20. Standard Specification for Flow Table for Use in Tests of Hydraulic Cement; ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar]
- ASTM C1679-17. Standard Practice for Measuring Hydration Kinetics of Hydraulic Cementitious Mixtures Using Isothermal Calorimetry; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM D7264/D7264M-15. Standard Test Method for Flexural Properties of Polymer Matrix Composite Materials; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Antoni, M.; Rossen, J.; Martirena, F.; Scrivener, K.L. Cement substitution by a combination of metakaolin and limestone. Cem. Concr. Res. 2012, 42, 1579–1589. [Google Scholar] [CrossRef]
- Munoz, J.F.; Li, E.; Liu, R.; Youtcheff, J. Effect of the SI to AL Ratio of Amorphous Nanoaluminosilicates on the Hydration Reaction of Portland Cement. J. Mater. Civ. Eng. 2018, 30, 04018133. [Google Scholar] [CrossRef]
- Sobolev, K.; Arikan, M. High volume mineral additive for eco-cement. Am. Ceram. Soc. Bull. 2002, 81, 39–43. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Type I | Type V-A | Type V-H |
|---|---|---|---|
| SiO2, % | 19.6 | 21.4 | 21.8 |
| Al2O3, % | 4.6 | 3.0 | 3.1 |
| Fe2O3, % | 3.0 | 4.5 | 4.5 |
| CaO, % | 64.2 | 64.4 | 64.3 |
| MgO, % | 2.5 | 2.9 | 2.7 |
| SO3, % | 2.7 | 2.8 | 1.6 |
| Na2O, % | 0.2 | 0.1 | 0.2 |
| K2O, % | 0.5 | 0.2 | 0.2 |
| C3S, % | 69.5 | 65.0 | 64.3 |
| C2S, % | 3.8 | 12.3 | 14.0 |
| C3A, % | 7.1 | 0.3 | 0.6 |
| C4AF, % | 9.1 | 13.7 | 13.7 |
| Sample ID | Cement Type | W/CM Ratio | S/CM Ratio | SP, % of CM | MK, % of CM | SF, % of CM | Nano-Al2O3, % of CM | % Fiber Volume | Flow, % |
|---|---|---|---|---|---|---|---|---|---|
| PR | Type I | 0.3 | 1 | 0.15 | 0 | 0 | 0 | - | 98 |
| PRN | Type I | 0.3 | 1 | 0.15 | 0 | 0 | 0.25 * | - | >110 |
| PMN | Type I | 0.3 | 1 | 0.15 | 1 | 0 | 0.25 * | - | >110 |
| PSN | Type I | 0.3 | 1 | 0.15 | 0 | 1 | 0.25 * | - | >110 |
| OR | Type V-A | 0.225 | 1 | 0.15 | 0 | 0 | 0 | - | >110 |
| ORN | Type V-A | 0.225 | 1 | 0.15 | 0 | 0 | 0.25 * | - | >110 |
| OMN | Type V-A | 0.225 | 1 | 0.15 | 1 | 0 | 0.25 * | - | >110 |
| OSN | Type V-A | 0.225 | 1 | 0.15 | 0 | 1 | 0.25 * | - | >110 |
| R-PVA | Type V-H | 0.173 | 0.5 | 0.1 | 0 | 1 | 0 | 2% PVA | 57 |
| N-PVA | Type V-H | 0.173 | 0.5 | 0.1 ** | 0 | 1 | 0.5 | 2% PVA | 56 |
| R-HDPE | Type V-H | 0.173 | 0.5 | 0.1 | 0 | 1 | 0 | 2% HDPE | 44 |
| N-HDPE | Type V-H | 0.173 | 0.5 | 0.1 ** | 0 | 1 | 0.5 | 2% HDPE | 53 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Muzenski, S.; Flores-Vivian, I.; Farahi, B.; Sobolev, K. Towards Ultrahigh Performance Concrete Produced with Aluminum Oxide Nanofibers and Reduced Quantities of Silica Fume. Nanomaterials 2020, 10, 2291. https://doi.org/10.3390/nano10112291
Muzenski S, Flores-Vivian I, Farahi B, Sobolev K. Towards Ultrahigh Performance Concrete Produced with Aluminum Oxide Nanofibers and Reduced Quantities of Silica Fume. Nanomaterials. 2020; 10(11):2291. https://doi.org/10.3390/nano10112291
Chicago/Turabian StyleMuzenski, Scott, Ismael Flores-Vivian, Behrouz Farahi, and Konstantin Sobolev. 2020. "Towards Ultrahigh Performance Concrete Produced with Aluminum Oxide Nanofibers and Reduced Quantities of Silica Fume" Nanomaterials 10, no. 11: 2291. https://doi.org/10.3390/nano10112291