Strategies to Improve the Properties of Amaranth Protein Isolate-Based Thin Films for Food Packaging Applications: Nano-Layering through Spin-Coating and Incorporation of Cellulose Nanocrystals




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of the API Solutions
2.3. Nano-Layering through Spin Coating Process
2.4. Solvent Casting
2.5. Characterization
3. Results and Discussion
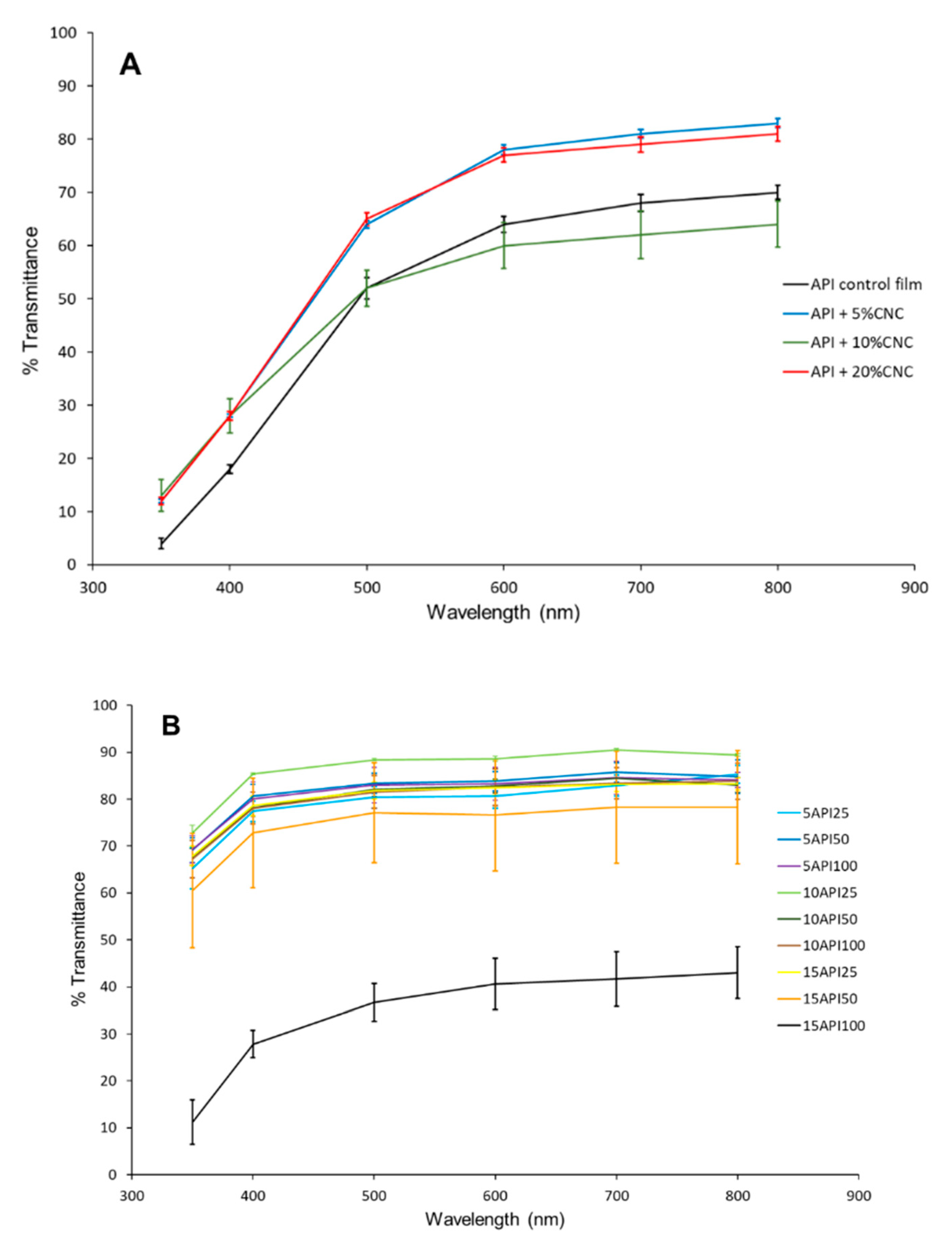
3.1. Optical Properties and Microstructure
3.2. Moisture Sensitivity of the API Films
3.3. Mechanical Properties of API Films
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Vieira, M.G.A.; da Silva, M.A.; dos Santos, L.O.; Beppu, M.M. Natural-Based plasticizers and biopolymer films: A review. Eur. Polym. J. 2011, 47, 254–263. [Google Scholar] [CrossRef] [Green Version]
- Cacciotti, I.; Mori, S.; Cherubini, V.; Nanni, F. Eco-Sustainable systems based on poly(lactic acid), diatomite and coffee grounds extract for food packaging. Int. J. Biol. Macromol. 2018, 112, 567–575. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vahedikia, N.; Garavand, F.; Tajeddin, B.; Cacciotti, I.; Jafari, S.M.; Omidi, T.; Zahedi, Z. Biodegradable zein film composites reinforced with chitosan nanoparticles and cinnamon essential oil: Physical, mechanical, structural and antimicrobial attributes. Colloids Surf. B 2019, 177, 25–32. [Google Scholar] [CrossRef] [PubMed]
- Campos, C.A.; Gerschenson, L.N.; Flores, S.K. Development of edible films and coatings with antimicrobial activity. Food Bioprocess Technol. 2011, 4, 849–875. [Google Scholar] [CrossRef]
- Tang, X.Z.; Kumar, P.; Alavi, S.; Sandeep, K. Recent advances in biopolymers and biopolymer-based nanocomposites for food packaging. Crit. Rev. Food Sci. Nutr. 2015, 52, 426–442. [Google Scholar] [CrossRef]
- Paredes-López, O. Amaranth: Biology, Chemistry, and Technology. In Biochemistry of Amaranth Proteins; Segura-Nieto, M., Barba de la Rosa, A.P., Paredes-López, O., Eds.; CRC Press Inc.: Boca Raton, FL, USA, 1994; pp. 75–106. [Google Scholar]
- Aceituno-Medina, M.; Mendoza, S.; Lagaron, J.M.; Lopez-Rubio, A. Photoprotection of folic acid upon encapsulation in food-grade amaranth (Amaranthus hypochondriacus L.) protein isolate-Pullulan electrospun fibers. LWT-Food Sci. Technol. 2015, 62, 970–975. [Google Scholar] [CrossRef] [Green Version]
- Aceituno-Medina, M.; Mendoza, S.; Rodríguez, B.A.; Lagaron, J.M.; Lopez-Rubio, A. Improved antioxidant capacity of quercetin and ferulic acid during in vitro digestion through encapsulation within food-grade electrospun fibers. J. Funct. Foods 2015, 12, 332–341. [Google Scholar] [CrossRef] [Green Version]
- Blanco-Padilla, A.; López-Rubio, A.; Loarca-Piña, G.; Gómez-Mascaraque, L.G.; Mendoza, S. Characterization, release and antioxidant activity of curcumin-loaded amaranth–pullulan electrospun fibers. LWT-Food Sci. Technol. 2015, 62, 1–8. [Google Scholar] [CrossRef]
- Condés, M.C.; Añón, M.C.; Mauri, A.N. Amaranth protein films from thermally treated proteins. J. Food Eng. 2013, 119, 573–579. [Google Scholar] [CrossRef]
- Shevkani, K.; Singh, N. Relationship between protein characteristics and film-forming properties of kidney bean, field pea and amaranth protein isolates. Int. J. Food Sci. Technol. 2015, 50, 1033–1043. [Google Scholar] [CrossRef]
- Ghanbarzadeh, B.; Oleyaei, S.A.; Almasi, H. Nanostructured materials utilized in biopolymer-based plastics for food packaging applications. Crit. Rev. Food Sci. Nutr. 2015, 55, 1699–1723. [Google Scholar] [CrossRef]
- Rhim, J.-W.; Park, H.-W.; Ha, C.-S. Bio-Nanocomposites for food packaging applications. Prog. Polym. Sci. 2013, 38, 1629–1652. [Google Scholar] [CrossRef]
- Cacciotti, I.; Fortunati, E.; Puglia, D.; Kenny, J.M.; Nanni, F. Effect of silver nanoparticles and cellulose nanocrystals on electrospun poly(lactic) acid mats: Morphology, thermal properties and mechanical behaviour. Carbohyd. Polym. 2014, 103, 22–31. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lin, N.; Huang, J.; Dufresne, A. Preparation, properties and applications of polysaccharide nanocrystals in advanced functional nanomaterials: A review. Nanoscale 2012, 4, 3274–3294. [Google Scholar] [CrossRef] [PubMed]
- Yadav, M.; Liu, Y.-K.; Chiu, F.-C. Fabrication of cellulose nanocrystal/silver/alginate bionanocomposite films with enhanced mechanical and barrier properties for food packaging applications. Nanomaterials 2020, 9, 1523. [Google Scholar] [CrossRef] [Green Version]
- Naseri, N.; Algan, C.; Jacobs, V.; John, M.; Oksman, K.; Mathew, A.P. Electrospun chitosan-based nanocomposite mats reinforced with chitin nanocrystals for wound dressing. Carbohyd. Polym. 2014, 109, 7–15. [Google Scholar] [CrossRef] [PubMed]
- Mondragon, G.; Peña-Rodríguez, C.; González, A.; Eceiza, A.; Arbelaiz, A. Bionanocomposites based on gelatin matrix and nanocellulose. Eur. Polym. J. 2007, 62, 1–9. [Google Scholar] [CrossRef]
- El-Wakil, N.; Hassan, E.A.; Abou-Zeid, R.E.; Dufresne, A. Development of wheat gluten/nanocellulose/titanium dioxide nanocomposites for active food packaging. Carbohyd. Polym. 2015, 124, 337–346. [Google Scholar] [CrossRef]
- González, A.; Alvarez-Igarzabal, C. Nanocrystal-reinforced soy protein films and their application as active packaging. Food Hydrocolloids 2015, 43, 777–784. [Google Scholar] [CrossRef]
- Condés, M.A.; Añón, M.A.; Mauri, A.N.; Dufresne, A. Amaranth protein films reinforced with maize starch nanocrystals. Food Hydrocolloids 2015, 47, 146–157. [Google Scholar] [CrossRef]
- Huang, Y.; Mei, L.; Chen, X.; Wang, Q. Recent developments in food packaging based on nanomaterials. Nanomaterials 2018, 8, 830. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pichumani, M.; Bagheri, P.; Poduska, K.M.; Gonzalez-Viñas, W.; Yethiraj, A. Dynamics, crystallization and structures in colloid spin coating. Soft Matter 2013, 9, 3220. [Google Scholar] [CrossRef] [Green Version]
- Liu, C.; Li, Y.; Lee, M.V.; Kumatani, A.; Tsukagoshi, K. Self-Assembly of semiconductor/insulator interfaces in one-step spin-coating: A versatile approach for organic field-effect transistors. Phys. Chem. Chem. Phys. 2013, 15, 7917. [Google Scholar] [CrossRef] [PubMed]
- Rocca-Smith, J.R.; Pasquarelli, R.; Lagorce-Tachon, A.; Rousseau, J.; Fontaine, S.; Aguie-Beghin, V.; Debeaufort, F.; Karbowiak, T. Toward sustainable PLA-based multilayer complexes with improved barrier properties. ACS Sustain. Chem. Eng. 2019, 7, 3759–3771. [Google Scholar] [CrossRef]
- Herrera, M.A.; Sirviö, J.A.; Mathew, A.P.; Oksman, K. Environmental friendly and sustainable gas barrier on porous materials: Nanocellulose coatings prepared using spin- and dip-coating. Mater. Des. 2016, 93, 19–25. [Google Scholar] [CrossRef]
- Aceituno-Medina, M.; Lopez-Rubio, A.; Mendoza, S.; Lagaron, J.M. Development and characterization of food-grade electrospun fibers from amaranth protein pullulan blends. Food Res. Int. 2013, 54, 667–674. [Google Scholar] [CrossRef] [Green Version]
- Karkhanis, S.S.; Stark, N.M.; Sabo, R.C.; Matuana, L.M. Performance of poly(lactic acid)/cellulose nanocrystal composite blown films processed by two different compounding approaches. Polym. Eng. Sci. 2018, 58, 1965–1974. [Google Scholar] [CrossRef]
- Gounga, M.E.; Xu, S.-Y.; Wang, Z. Whey protein isolate-based edible films as affected by protein concentration, glycerol ratio and pullulan addition in film formation. J. Food Eng. 2007, 83, 521–530. [Google Scholar] [CrossRef]
- Herrera, M.A.; Mathew, A.P.; Oksman, K. Gas permeability and selectivity of cellulose nanocrystals films (layers) deposited by spin coating. Carbohyd. Polym. 2014, 112, 494–501. [Google Scholar] [CrossRef]
- Leceta, I.; Guerrero, P.; de la Caba, K. Functional properties of chitosan-based films. Carbohyd. Polym. 2013, 93, 339–346. [Google Scholar] [CrossRef]
- Hall, D.B.; Underhill, P.; Torkelson, J.M. Spin coating of thin and ultrathin polymer films. Polym. Eng. Sci. 1998, 38, 2039–2045. [Google Scholar] [CrossRef]
- Shiku, Y.; Hamaguchi, P.Y.; Tanaka, M. Effect of pH on the preparation of edible films based on fish myofibrillar proteins. Fish. Sci. 2003, 69, 1026–1032. [Google Scholar] [CrossRef]
- Blanco-Pascual, N.; Fernandez-Martin, F.; Montero, M.P. Effect of different protein extracts from Dosidicus gigas muscle co-products on edible films development. Food Hydrocolloids 2013, 33, 118–131. [Google Scholar] [CrossRef]
- Ramos, O.L.; Silva, S.I.; Soares, J.C.; Fernandes, J.C.; Poças, M.F.; Pintado, M.E.; Malcata, F.X. Features and performances of edible films, obtained from whey protein isolate formulated with antimicrobial compounds. Food Res. Int. 2013, 45, 351–361. [Google Scholar] [CrossRef] [Green Version]
- Soradech, S.; Nunthanid, J.; Limmatvapirat, S.; Luangtana-Anan, M. An approach for the enhancement of the mechanical properties of film coating efficiency of shellac by the formation of composite films based on shellac and gelatin. J. Food Eng. 2012, 108, 94–102. [Google Scholar] [CrossRef]
- Silva, S.S.; Goodfellow, B.J.; Benesch, J.; Rocha, J.; Mano, J.F.; Reis, R.L. Morphology and miscibility of chitosan/soy protein blended membranes. Carbohyd. Polym. 2007, 70, 25–31. [Google Scholar] [CrossRef] [Green Version]
- Orliac, O.; Rouilly, A.; Silvestre, F.; Rigal, L. Effects of additives on the mechanical properties, hydrophobicity and water uptake of themo-moulded films produced from sunflower protein isolate. Polymer 2002, 43, 5417–5425. [Google Scholar] [CrossRef]
- Abdollahi, M.; Alboofetileh, M.; Rezaei, M.; Behrooz, R. Comparing physico-mechanical and thermal properties of alginate nanocomposite films reinforced with organic and/or inorganic nanofillers. Food Hydrocolloids 2013, 32, 416–424. [Google Scholar] [CrossRef]
- Atef, M.; Rezaei, M.; Behrooz, R. Preparation and characterization agar-based nanocomposite film reinforced by nanocrystalline cellulose. Int. J. Biol. Macromol. 2014, 70, 537–544. [Google Scholar] [CrossRef]
- Salgado, P.R.; López-Caballero, M.E.; Gómez-Guillén, M.; Mauri, A.N.; Montero, M.P. Sunflower protein films incorporated with clove essential oil have potential application for the preservation of fish patties. Food Hydrocolloids 2013, 33, 74–84. [Google Scholar] [CrossRef]
- Cho, S.-Y.; Rhee, C. Sorption characteristics of soy protein films and their relation to mechanical properties. LWT-Food Sci. Technol. 2002, 35, 151–157. [Google Scholar] [CrossRef]
- Hanani, Z.A.; Roos, Y.H.; Kerry, J.P. Use of beef, pork and fish gelatin sources in the manufacture of films and assessment of their composition and mechanical properties. Food Hydrocolloids 2012, 29, 144–151. [Google Scholar] [CrossRef]
- Echeverría, I.; Eisenberg, P.; Mauri, A. Nanocomposite films based on soy proteins and montmorrillonite processed by casting. J. Membr. Sci. 2013, 449, 15–26. [Google Scholar] [CrossRef]
- LeCorre, D.; Bras, J.; Dufresne, A. Influence of native starch’s properties on starch nanocrystals thermal properties. Carbohyd. Polym. 2012, 87, 658–666. [Google Scholar] [CrossRef]
- Fabra, M.J.; Lopez-Rubio, A.; Ambrosio-Martin, J.; Lagaron, J.M. Improving the barrier properties of thermoplastic corn starch-based films containing bacterial cellulose nanowhiskers by means of PHA electrospun coatings of interest in food packaging. Food Hydrocolloids 2016, 61, 261–268. [Google Scholar] [CrossRef] [Green Version]
- Auras, R.A.; Singh, S.P.; Singh, J.J. Evaluation of oriented poly (lactide) polymers vs. existing PET and oriented PS for fresh food service containers. Packag. Technol. Sci. Int. J. 2005, 18, 207–216. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
| Factor Symbol | Control Factors | Units | Level 1 | Level 2 | Level 3 |
|---|---|---|---|---|---|
| A | Protein concentration | wt% | 5 | 10 | 15 |
| B | Rotational speed | rpm | 1000 | 2500 | 4000 |
| C | Number of layers | 25 | 50 | 100 |
| Sample Name | Protein Content (%) | Spinning Rate (rpm) | Number of Layers |
|---|---|---|---|
| 5API25 | 5 | 1000 | 25 |
| 5API50 | 5 | 2500 | 50 |
| 5API100 | 5 | 4000 | 100 |
| 10API50 | 10 | 1000 | 50 |
| 10API100 | 10 | 2500 | 100 |
| 10API25 | 10 | 4000 | 25 |
| 15API100 | 15 | 100 | |
| 15API25 | 15 | 25 | |
| 15API50 | 15 | 50 |
| Materials | Thickness (µm) | Transparency | Water Contact Angle (°) | Moisture Content (%) | Water Solubility (%) |
|---|---|---|---|---|---|
| API cast film | 94.1 ± 5.5 a | 2.1 ± 0.3 b,c | 35.1 ± 1.5 c,d | 20.8 ± 0.2 a | 42.6 ± 1.9 a |
| API + 5%CNC | 76.3 ± 1.2 b | 1.4 ± 0.4 c | 31.2 ± 0.8 d | 16.9 ± 0.3 b | 21.6 ± 0.6 c |
| API + 10%CNC | 80.7 ± 1.6 b | 2.7 ± 0.3 b | 55.7 ± 2.5 b | 14.9 ± 0.1 c | 31.4 ± 2.4 b |
| API + 20%CNC 5API25 | 85.1 ± 1.2 a,b 13.2 ± 2.3 c,d | 1.3 ± 0.2 c 7.1 ± 0.8 a | 69.9 ± 1.7 a 56.4 ± 1.8 b | 16.1 ± 0.7 b,c 0.2 ± 0.02 h | 37.8 ± 2.7 a,b 3.4 ± 0.5 f |
| 5API50 | 7.7 ± 2.2 c | 9.9 ± 0.8 a | 52.1 ± 1.8 b | 1.6 ± 0.35 f | 2.2 ± 0.1 g |
| 5API100 | 9.5 ± 2.4 c | 8.4 ± 0.9 a | 44.8 ± 2.3 c | 0.2 ± 0.03 h | 4.3 ± 0.5 e |
| 10API25 | 18.0 ± 2.9 d | 2.9 ± 0.6 b | 30.4 ± 2.7 d | 0.9 ± 0.06 g | 2.7 ± 0.5 g |
| 10API50 | 29.2 ± 4.1 e | 2.8 ± 0.4 b | 42.1 ± 1.5 c | 0.1 ± 0.06 h | 4.0 ± 0.6 e,f |
| 10API100 | 28.5 ± 2.3 d | 2.9 ± 0.7 b | 46.8 ± 1.2 c | 1.8 ± 0.35 e,f | 1.4 ± 0.1 h |
| 15API25 | 29.3 ± 3.1 c | 2.9 ± 0.9 b | 35.5 ± 2.6 c,d | 2.4 ± 0.71 e | 3.3 ± 0.4 f,g |
| 15API50 | 42.2 ± 5.5 f | 2.7 ± 1.5 b | 26.9 ± 2.4 e | 0.8 ± 0.06 g | 4.3 ± 0.2 e |
| 15API100 | 547.4 ± 21.0 g | 0.7 ± 0.5 c | 28.9 ± 1.2 e | 6.4 ± 0.71 d | 16.8 ± 1.7 d |
| Samples | E-Modulus (MPa) | Tensile Strength (MPa) | Elongation at Break (%) |
|---|---|---|---|
| API cast film | 2.8 ± 0.5 a | 0.5 ± 0.1 a | 45.7 ± 1.5 a |
| API + 5%CNC | 19.1 ± 2.8 b | 2.8 ± 0.5 b | 26.8 ± 1.3 b |
| API + 10%CNC | 55.1 ± 1.8 c | 4.1 ± 0.6 c | 22.9 ± 0.8 c |
| API + 20%CNC | 79.9 ± 6.0 d | 5.3 ± 0.1 d | 13.9 ± 0.7 d |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
López-Rubio, A.; Blanco-Padilla, A.; Oksman, K.; Mendoza, S. Strategies to Improve the Properties of Amaranth Protein Isolate-Based Thin Films for Food Packaging Applications: Nano-Layering through Spin-Coating and Incorporation of Cellulose Nanocrystals. Nanomaterials 2020, 10, 2564. https://doi.org/10.3390/nano10122564
López-Rubio A, Blanco-Padilla A, Oksman K, Mendoza S. Strategies to Improve the Properties of Amaranth Protein Isolate-Based Thin Films for Food Packaging Applications: Nano-Layering through Spin-Coating and Incorporation of Cellulose Nanocrystals. Nanomaterials. 2020; 10(12):2564. https://doi.org/10.3390/nano10122564
Chicago/Turabian StyleLópez-Rubio, Amparo, Adriana Blanco-Padilla, Kristiina Oksman, and Sandra Mendoza. 2020. "Strategies to Improve the Properties of Amaranth Protein Isolate-Based Thin Films for Food Packaging Applications: Nano-Layering through Spin-Coating and Incorporation of Cellulose Nanocrystals" Nanomaterials 10, no. 12: 2564. https://doi.org/10.3390/nano10122564
APA StyleLópez-Rubio, A., Blanco-Padilla, A., Oksman, K., & Mendoza, S. (2020). Strategies to Improve the Properties of Amaranth Protein Isolate-Based Thin Films for Food Packaging Applications: Nano-Layering through Spin-Coating and Incorporation of Cellulose Nanocrystals. Nanomaterials, 10(12), 2564. https://doi.org/10.3390/nano10122564