
Investigation of the Tribological Characteristics of Aluminum 6061-Reinforced Titanium Carbide Metal Matrix Composites



 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Fabrication of Al6061-TiC MMCs
2.3. Instrumental Analysis
3. Results and Discussion
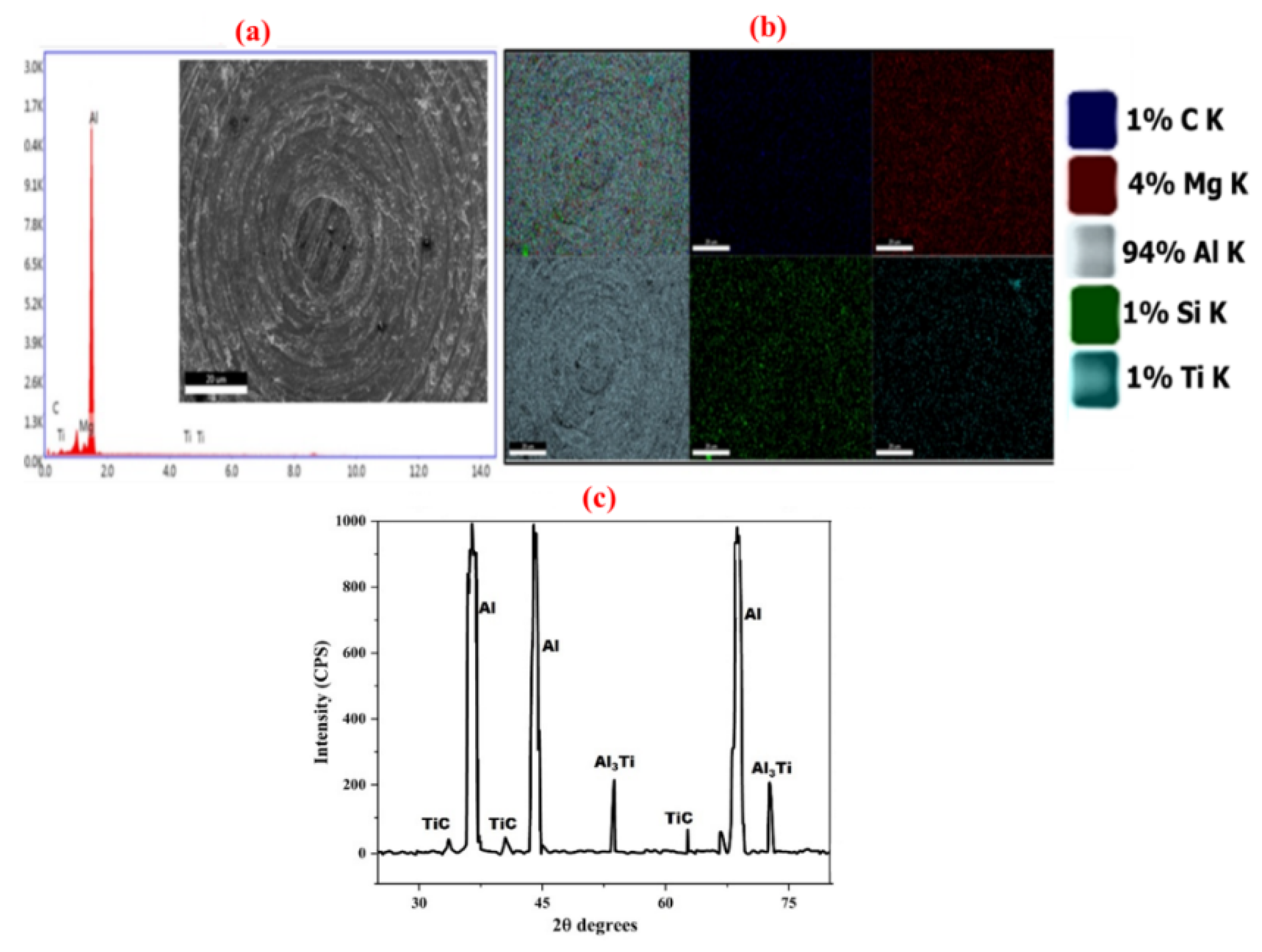
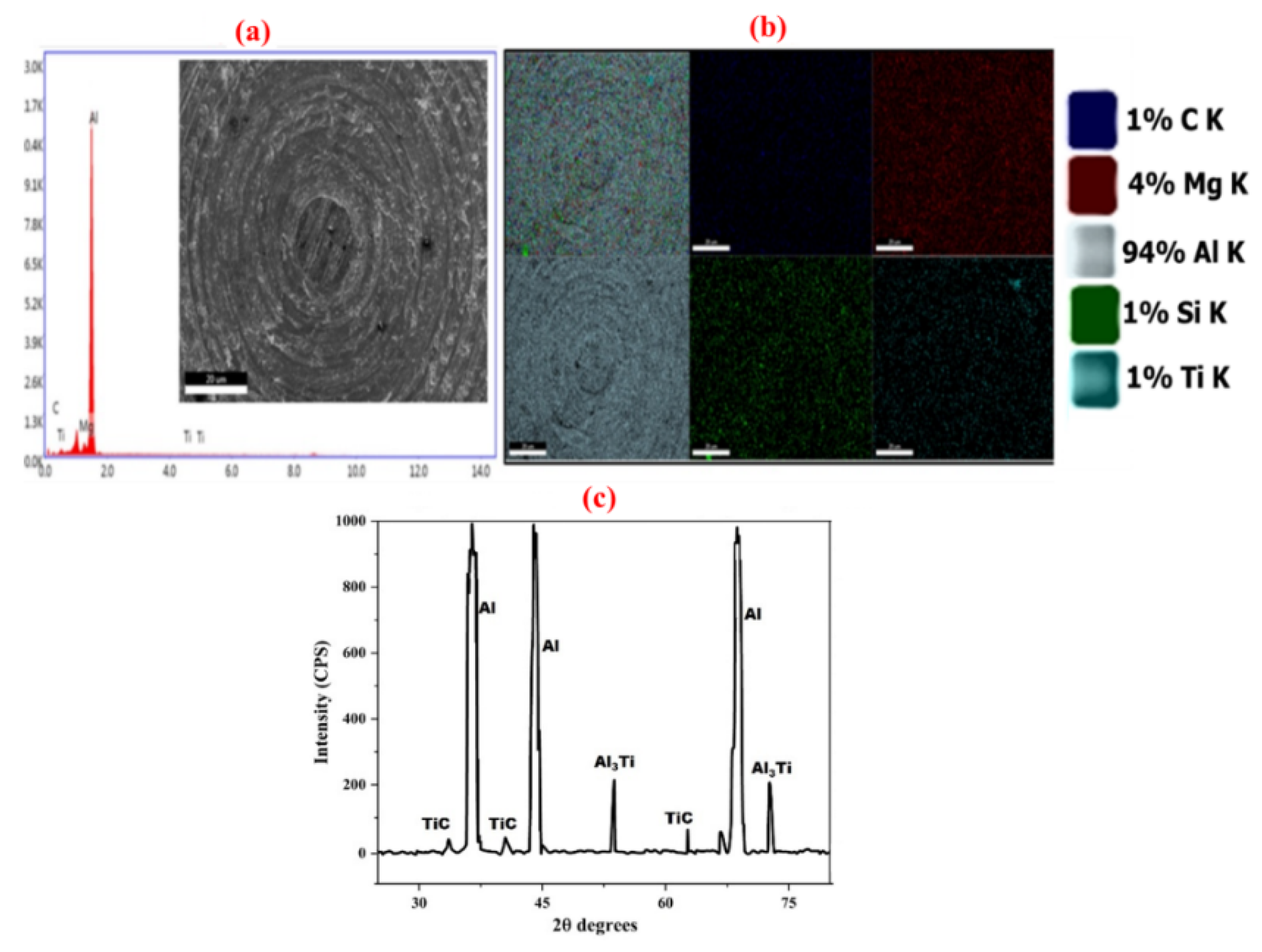
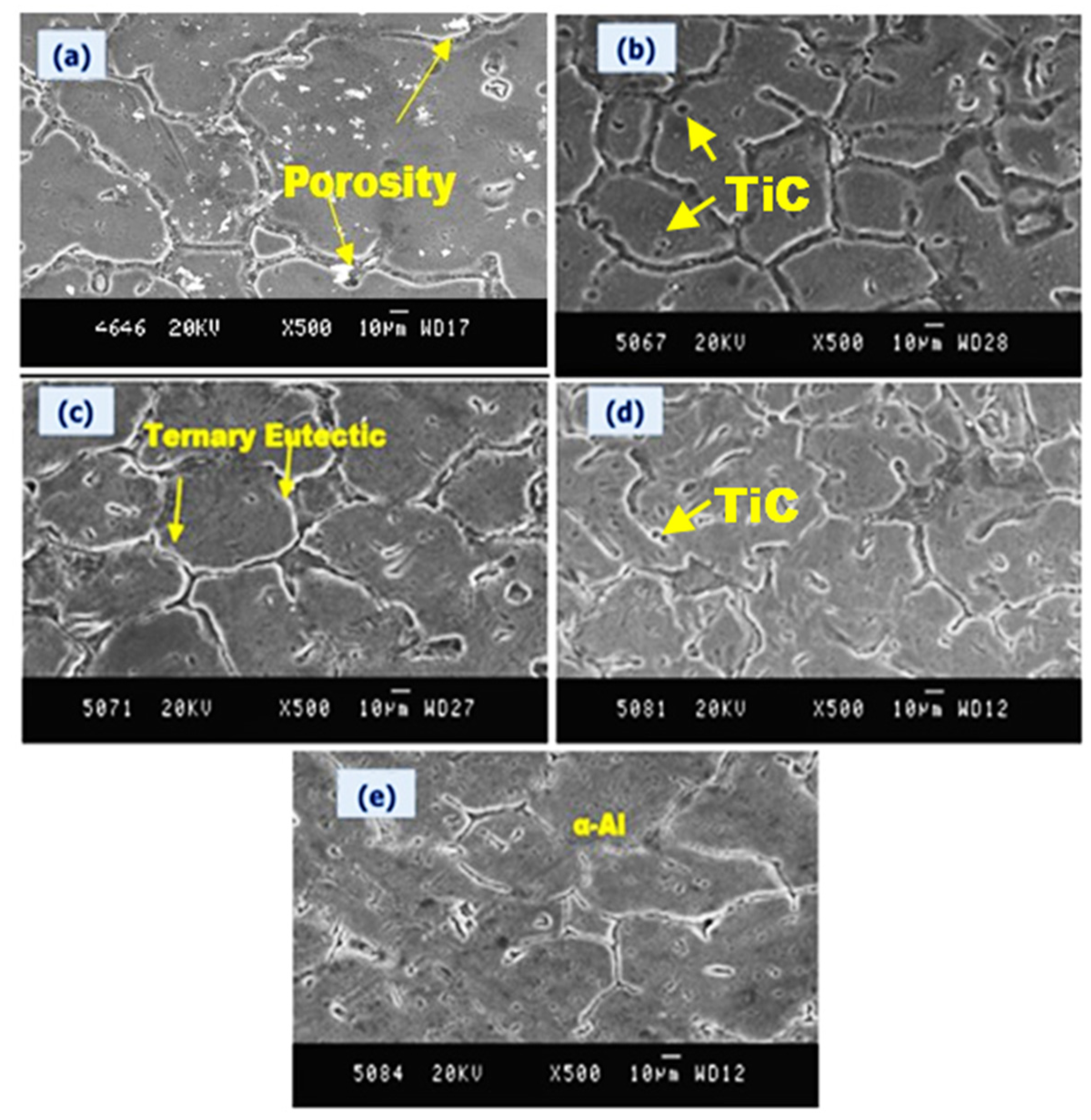
3.1. EDS, SEM, and XRD Studies of Al6061 and Al6061-TiC MMCs
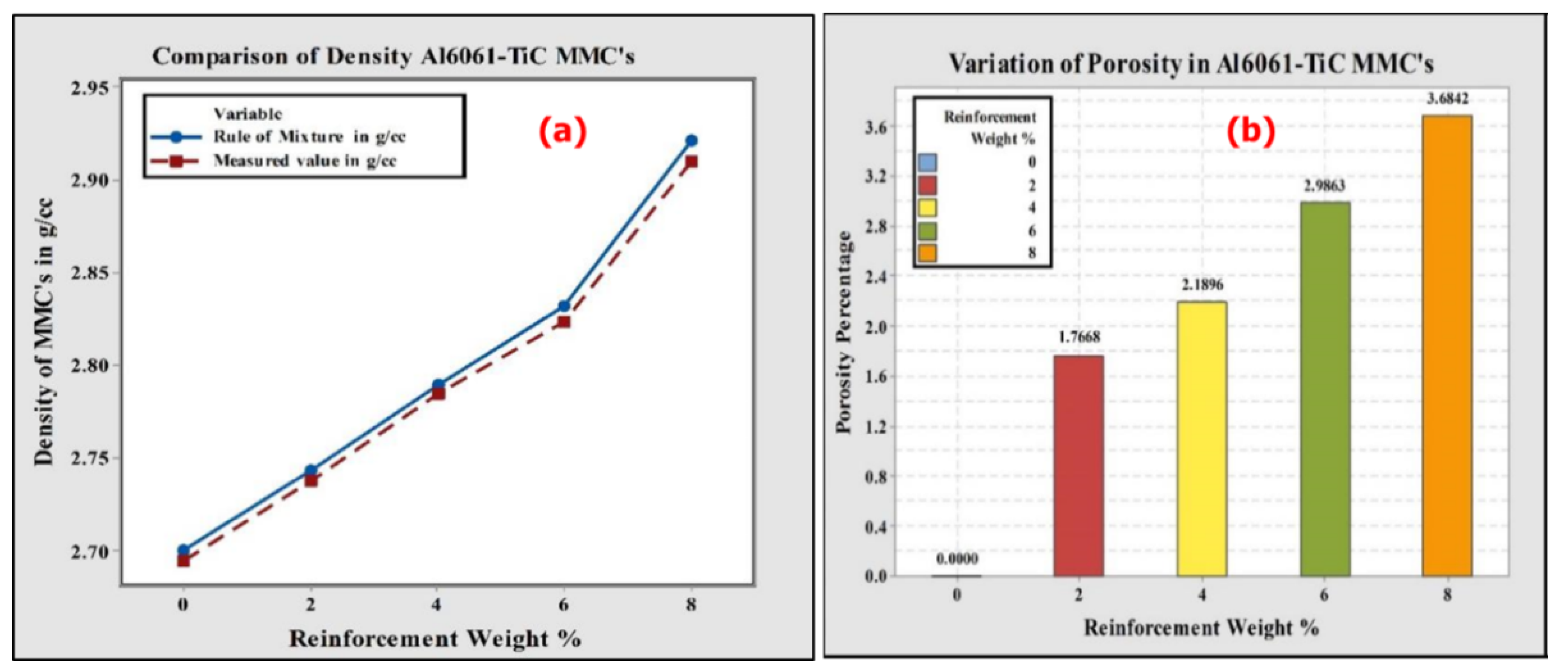
3.2. Density and Porosity of Al6061-TiC MMCs
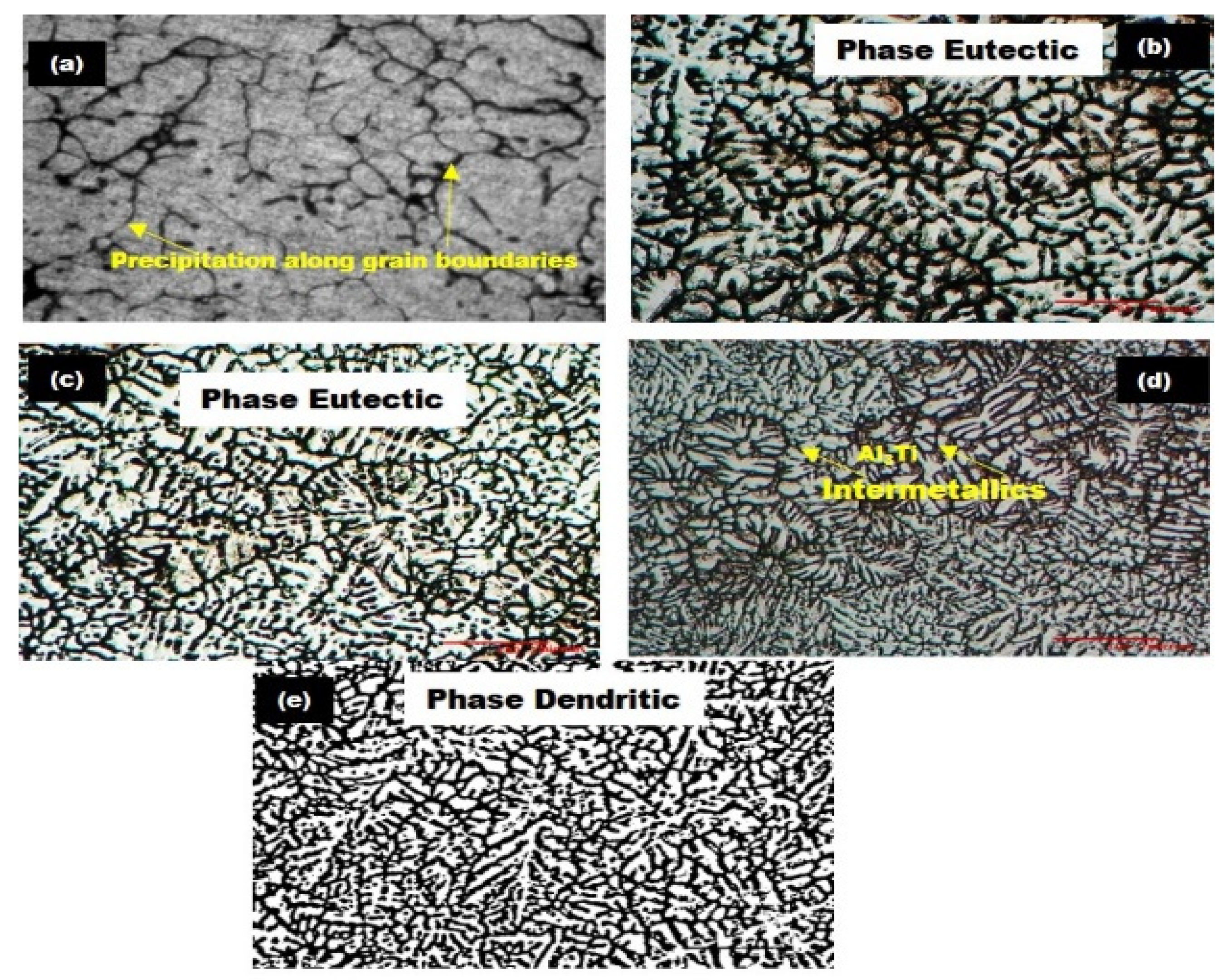
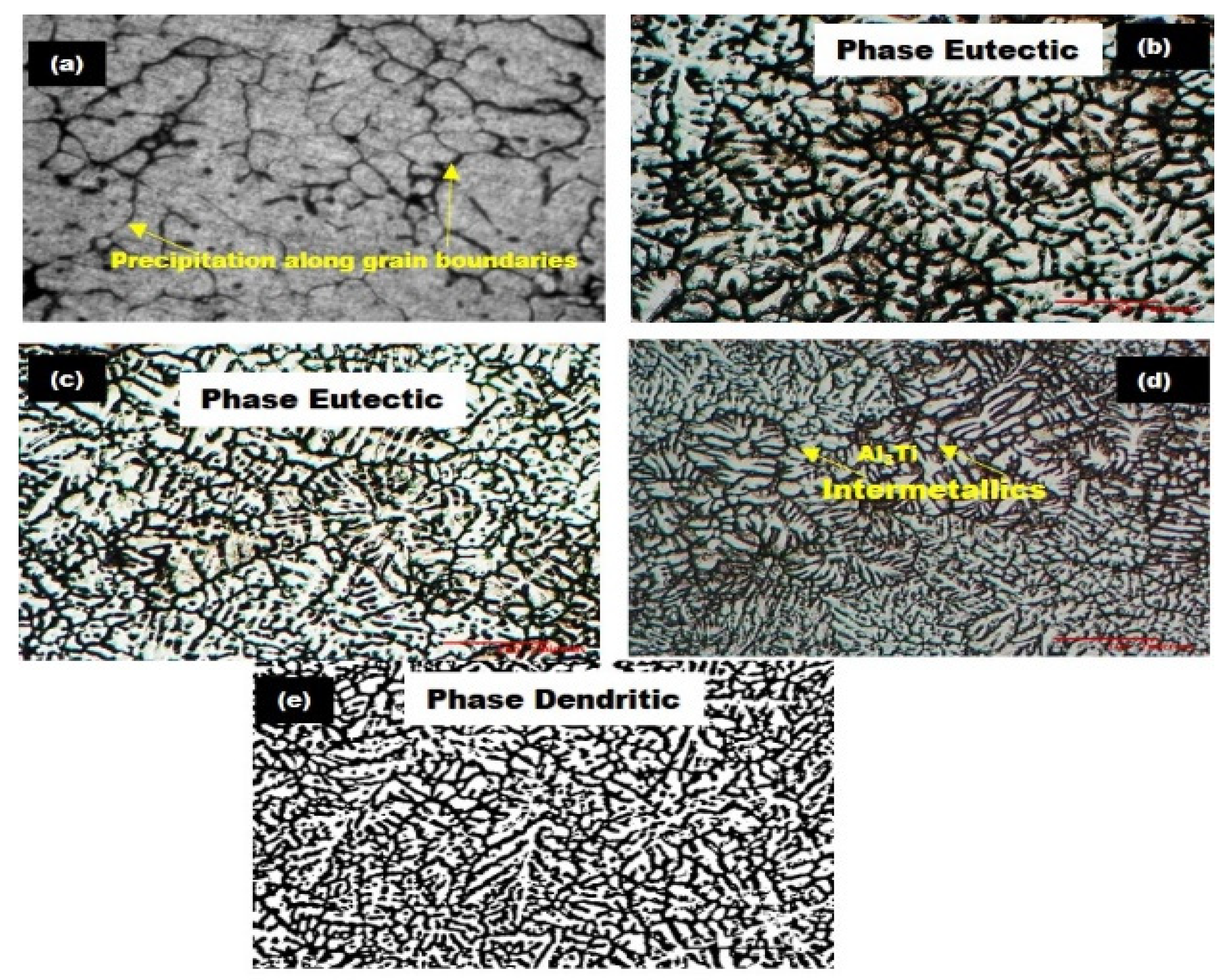
3.3. Microstructure Studies of Al6061-MMCs
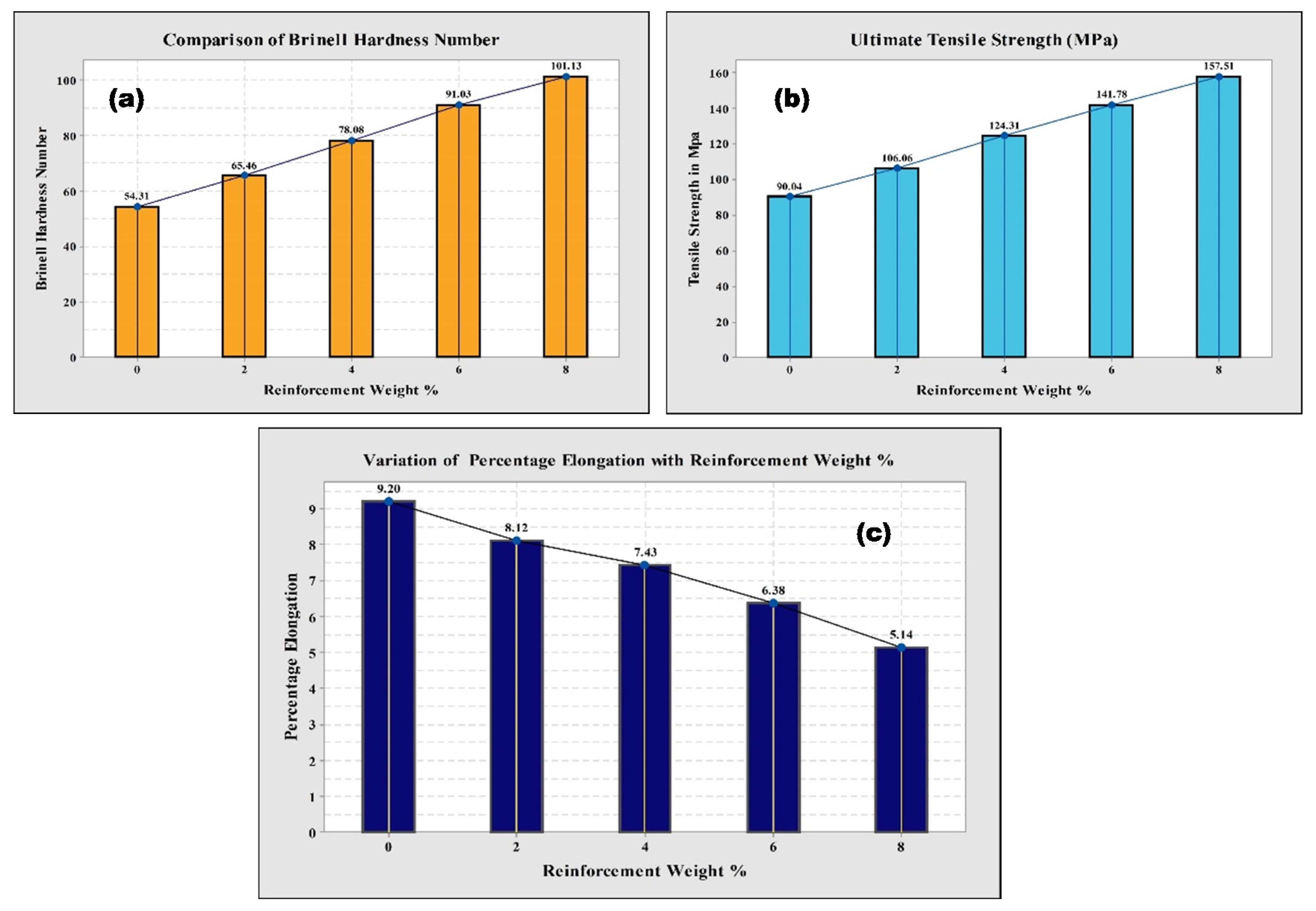
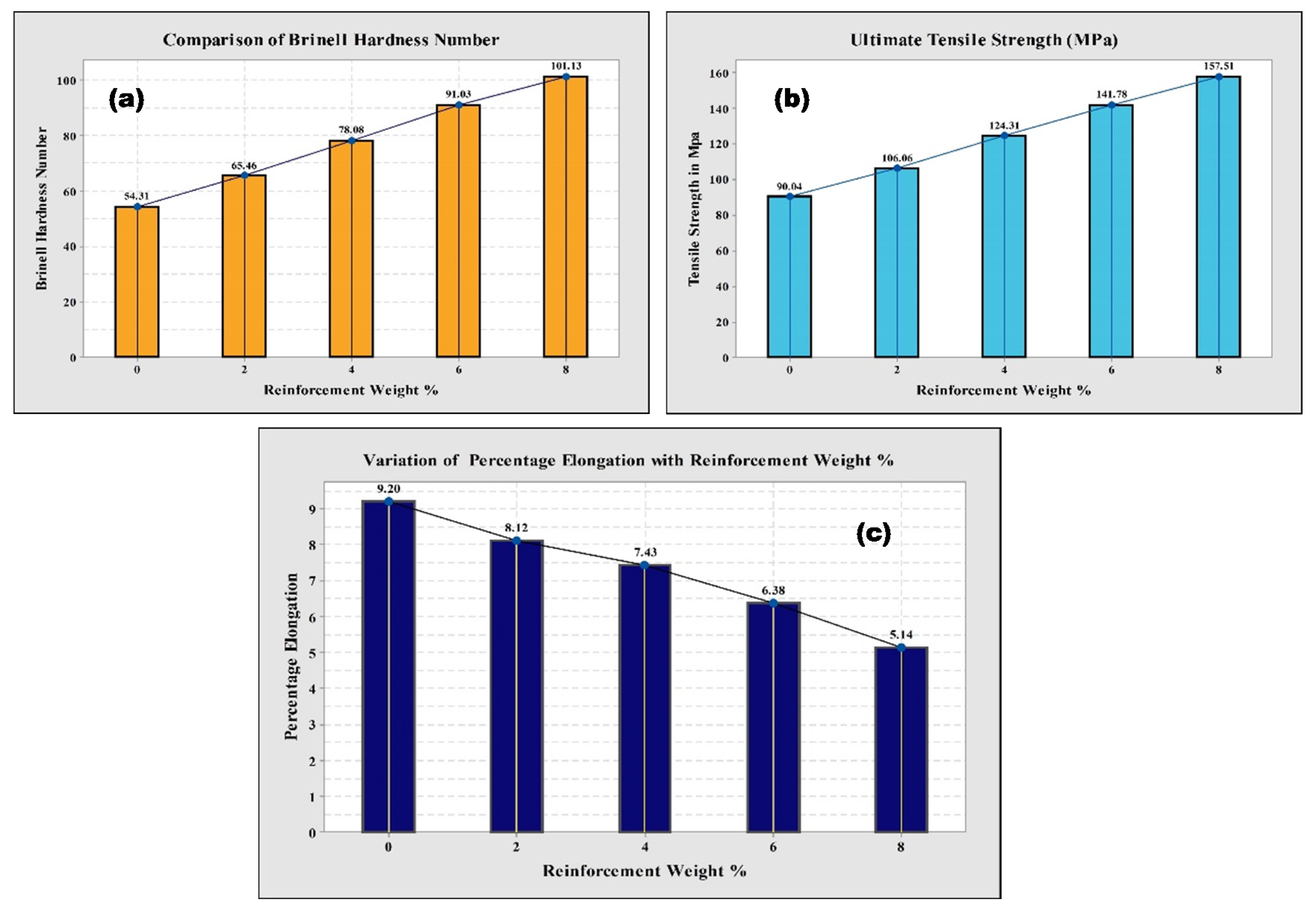
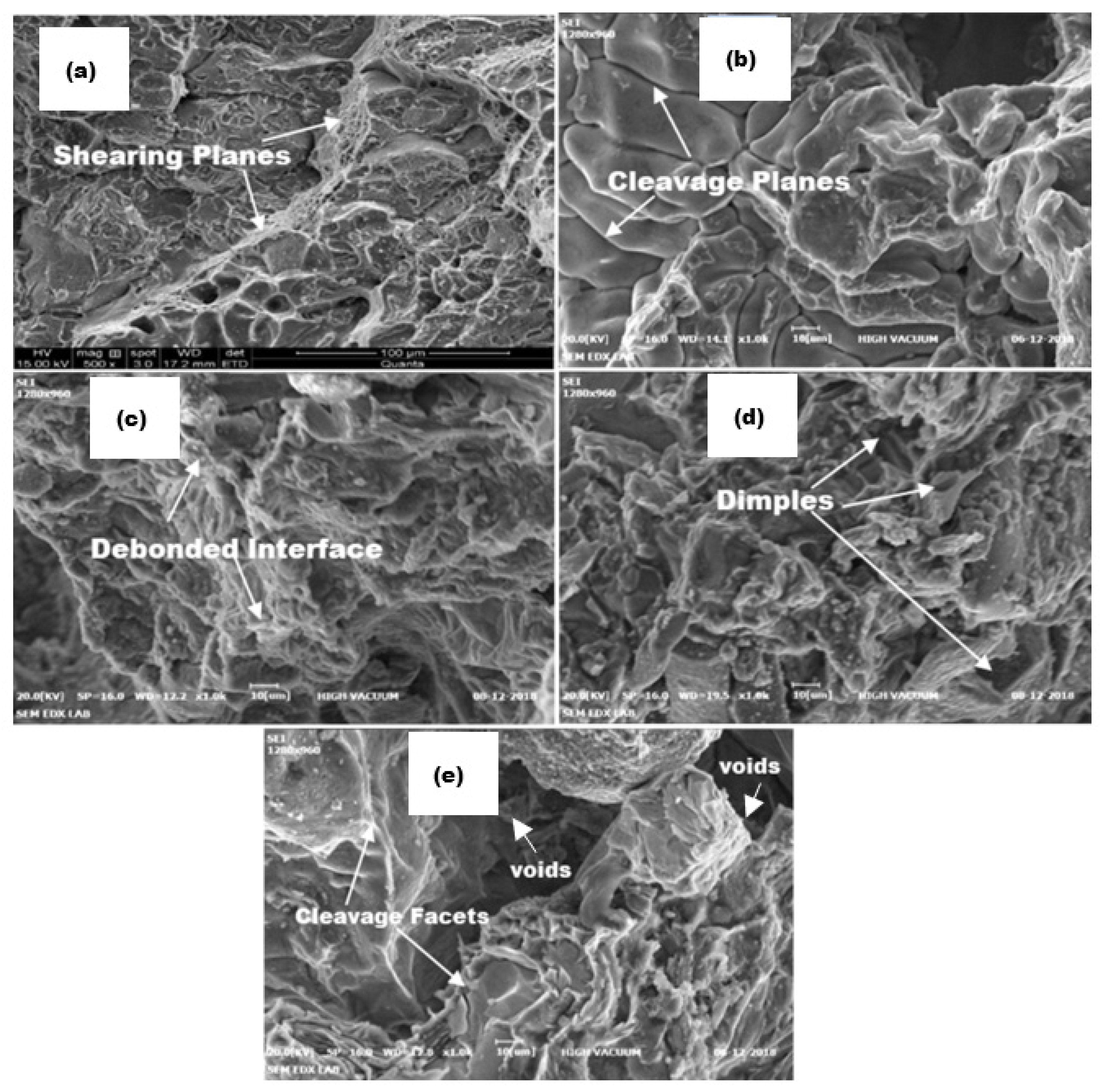
3.4. Hardness, Tensile Strength, and Ductility of Al6061-TiC MMCs
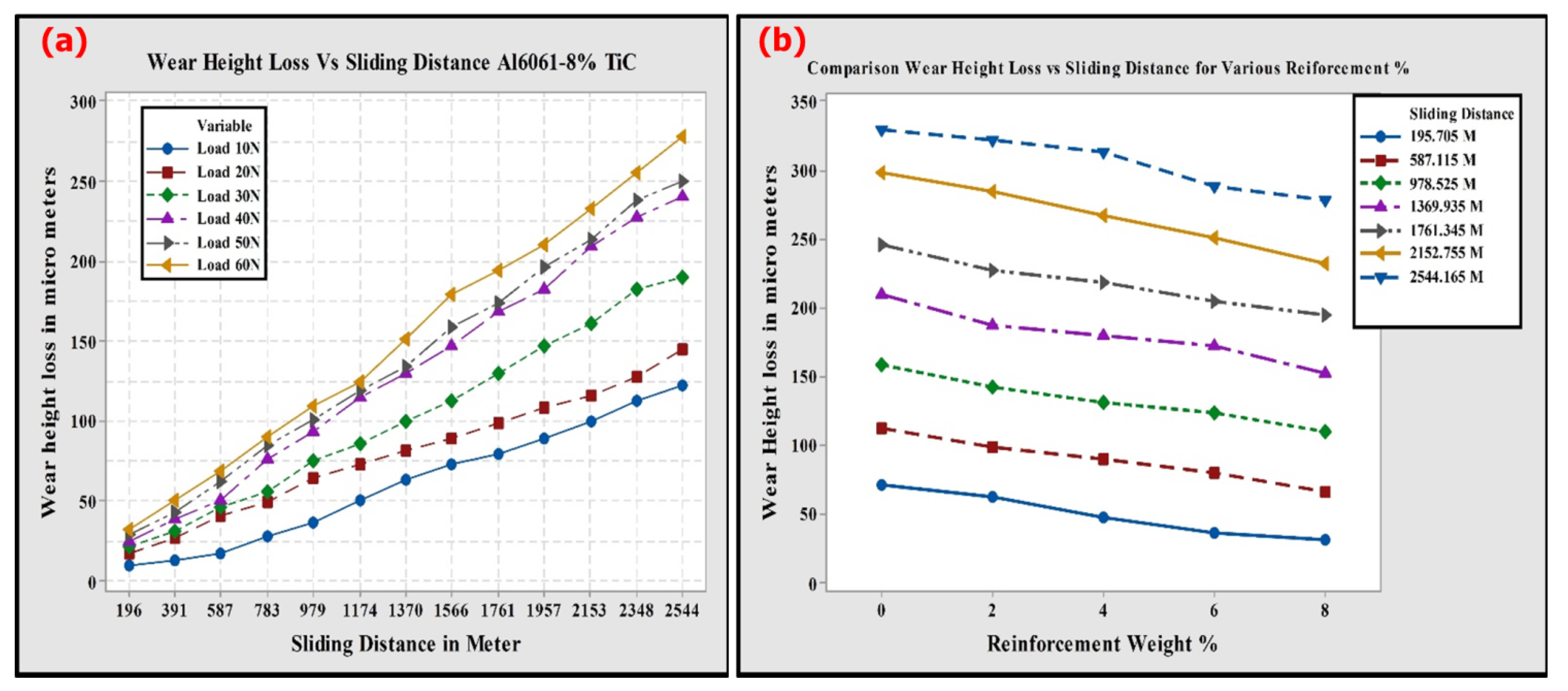
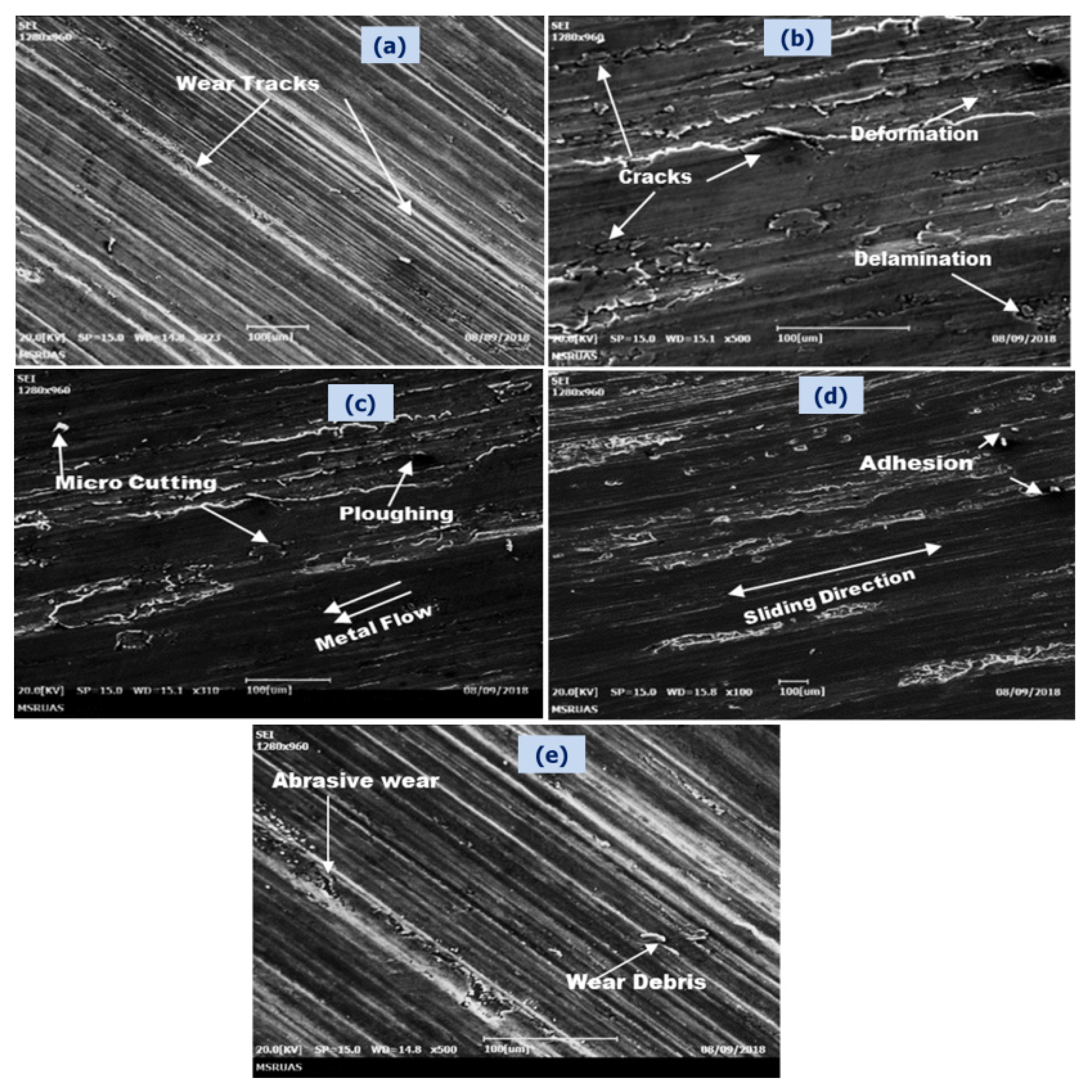
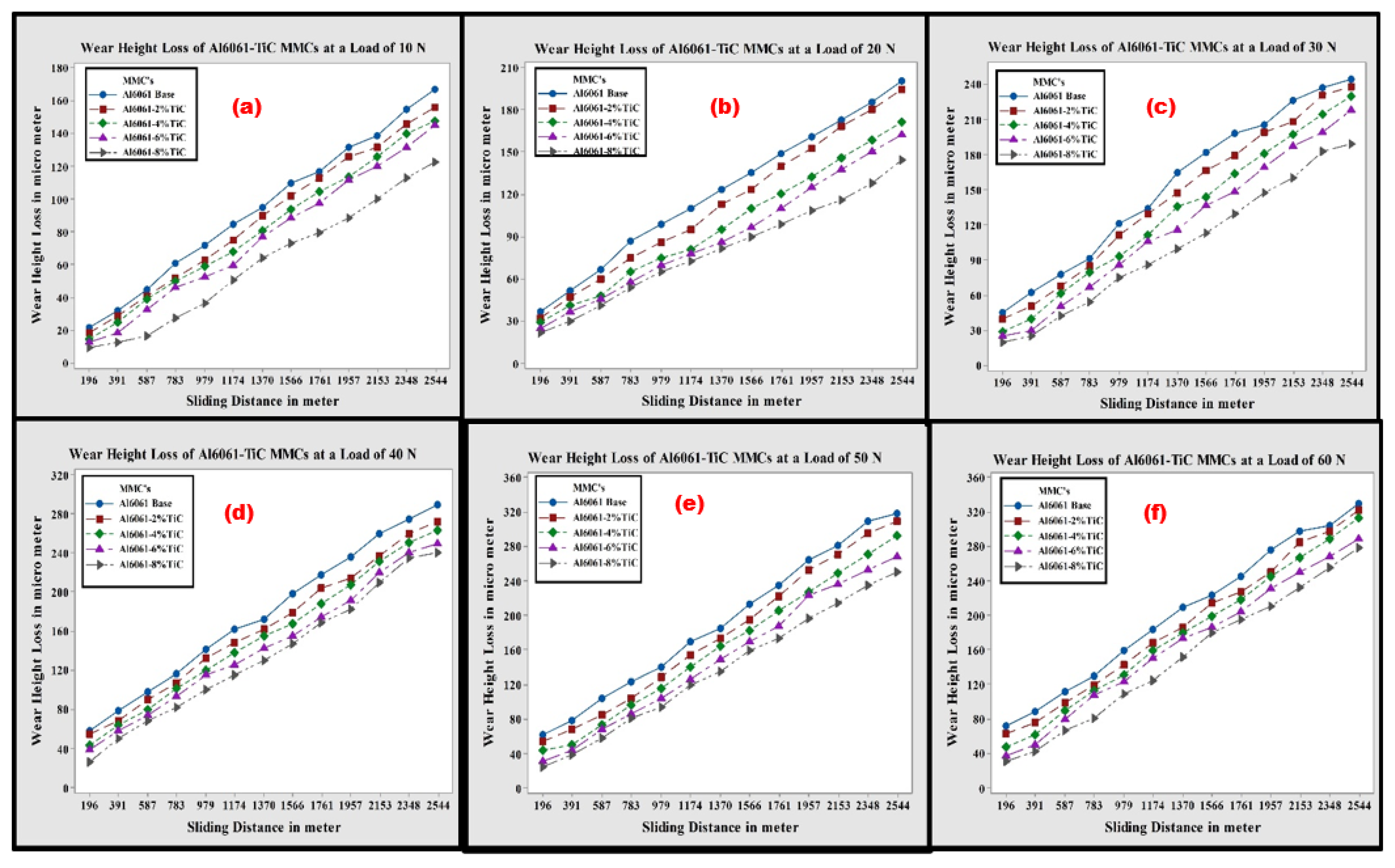
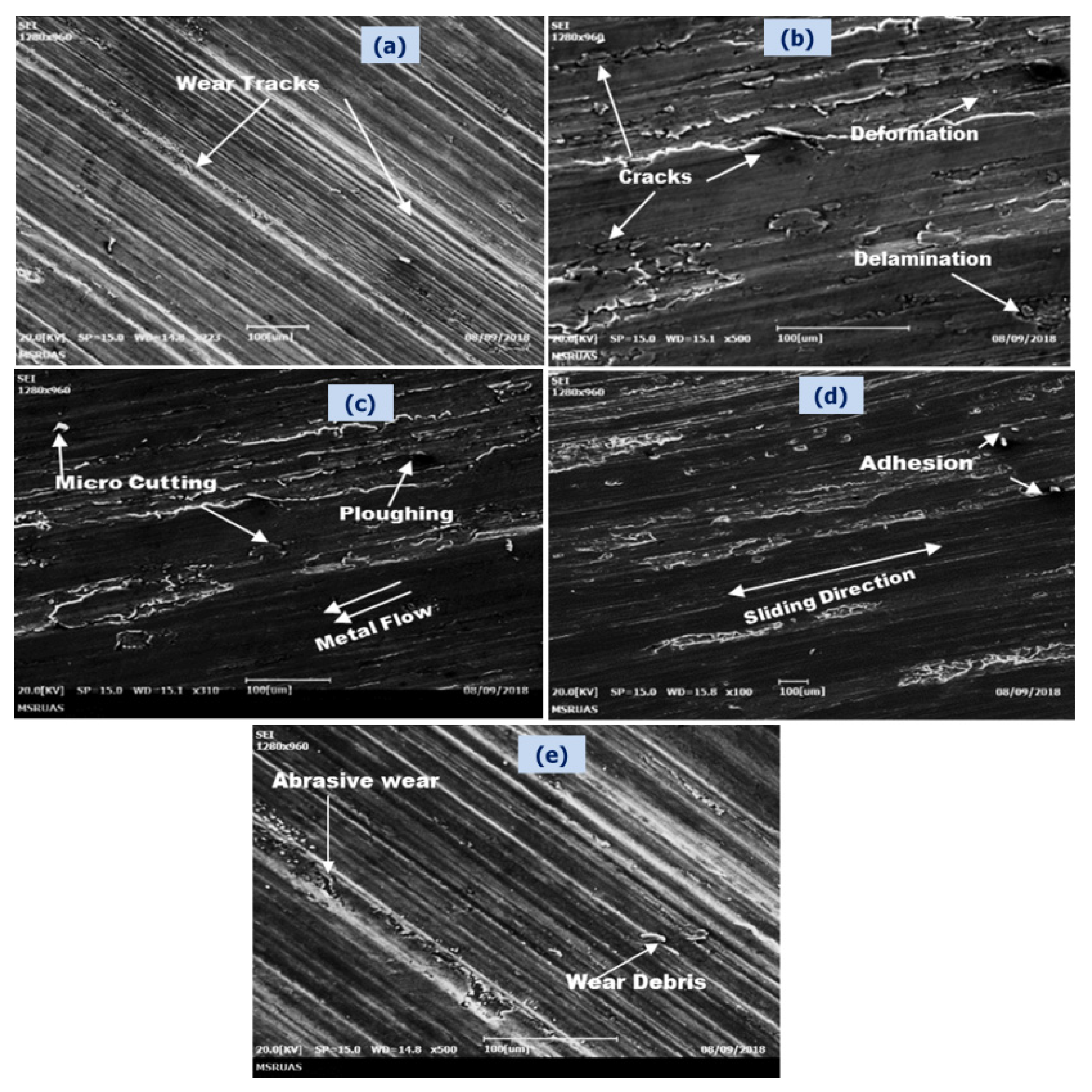
3.5. Wear Studies (Dry Sliding) of Al6061-TiC MMCs
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Surappa, M.K. Aluminium matrix composites: Challenges and opportunities. Sadhana 2003, 28, 319–334. [Google Scholar] [CrossRef]
- Kumar, G.V.; Rao, C.S.P.; Selvaraj, N. Studies on mechanical and dry sliding wear of Al6061–SiC composites. Compos. Part B Eng. 2012, 43, 1185–1191. [Google Scholar] [CrossRef]
- Kumar, G.B.V.; Rao, C.S.P.; Selvaraj, N. Mechanical and Tribological Behavior of Particulate Reinforced Aluminum Metal Matrix Composites—A review. J. Miner. Mater. Charact. Eng. 2011, 10, 59–91. [Google Scholar] [CrossRef]
- Kumar, S.M.; Pramod, R.; Kumar, M.S.; Govindaraju, H. Evaluation of Fracture Toughness and Mechanical Properties of Aluminum Alloy 7075, T6 with Nickel Coating. Procedia Eng. 2014, 97, 178–185. [Google Scholar] [CrossRef] [Green Version]
- Dinesh, K.K.; Geeta, A.; Rajesh, P. Advanced Aluminium Matrix Composites: The Critical Need of Automotive and Aerospace Engineering Fields. Mater. Today Proc. 2015, 2, 3032–3041. [Google Scholar]
- Kaufman, J.G. Properties of Aluminum Alloys; Tensile, Creep, and Fatigue Data at High and Low Temperatures; ASM International: Almere, The Netherlands, 2002; ISBN 978-0-87170-632-4. [Google Scholar]
- Straffelini, G.; Bonollo, F.; Tiziani, A. Influence of matrix hardness on the sliding behavior of 20 vol% Al2O3-particulate rein-forced 6061 Al metal matrix composites. Wear 1997, 211, 192–197. [Google Scholar] [CrossRef]
- Veeresh Kumar, G.B.; Pinaki, P.P.; Suresh, N.; Pramod, R.; Rao, C.S.P. Assessment of mechanical and tribo-logical characteristics of Silicon Nitride reinforced aluminum metal matrix composites. Compos. Part B Eng. 2019, 175, 107138. [Google Scholar] [CrossRef]
- Veeresh Kumar, G.B.; Rao, C.S.P.; Selvaraj, N. Mechanical and dry sliding wear behaviour of Al7075 alloy reinforced with SiC particles. J. Compos. Mater. 2012, 46, 1201–1209. [Google Scholar] [CrossRef]
- Kumar, G.V.; Swamy, A.; Ramesha, A. Studies on properties of as-cast Al6061-WC-Gr hybrid MMCs. J. Compos. Mater. 2011, 46, 2111–2122. [Google Scholar] [CrossRef]
- Kumar, G.V.; Pramod, R.; Rao, C.; Gouda, P.S. Artificial Neural Network Prediction on Wear of Al6061 Alloy Metal Matrix Composites Reinforced with -Al2O3. Mater. Today Proc. 2018, 5, 11268–11276. [Google Scholar] [CrossRef]
- Pramod, R.; Kumar, G.V.; Gouda, P.S.; Mathew, A.T. A Study on the Al2O3 reinforced Al7075 Metal Matrix Composites Wear behavior using Artificial Neural Networks. Mater. Today Proc. 2018, 5, 11376–11385. [Google Scholar] [CrossRef]
- Szu, Y.Y.; Hitoshi, I.; Keiichiro, T.; Young, T.C.; Dongfeng, D. Temperature dependence of sliding wear behavior in SiC whisker or SiC particulate reinforced 6061 aluminum alloy composite. Wear 1997, 213, 21–28. [Google Scholar]
- Martín, A.; Rodríguez, J.; Llorca, J. Temperature effects on the wear behavior of particulate reinforced Al-based composites. Wear 1999, 225–229, 615–620. [Google Scholar] [CrossRef]
- Mohapatra, S.; Chaubey, A.K.; Mishra, D.K.; Singh, S.K. Fabrication of Al–TiC composites by hot consolidation technique: Its microstructure and mechanical properties. J. Mater. Res. Technol. 2016, 5, 117–122. [Google Scholar] [CrossRef] [Green Version]
- Rajnesh, T. Synthesis and tribological characterization of in situ cast Al–TiC composites. Wear 2005, 259, 569–576. [Google Scholar]
- Morales, R.; López, V.; Kennedy, A.; García, R.; Verduzco, J.A.; Bedolla, E. Microstructure and Mechanical Properties of Al-6061/Tic Metal Matrix Composites. In Proceedings of the 10th International Conference on Composite Science and Technology ICCST, Lisbon, Portugal, 2–4 July 2015; pp. 1–7. [Google Scholar]
- Ghasali, E.; Fazili, A.; Alizadeh, M.; Shirvanimoghaddam, K.; Ebadzadeh, T. Evaluation of Microstructure and Mechanical Properties of Al-TiC Metal Matrix Composite Prepared by Conventional, Microwave and Spark Plasma Sintering Methods. Materials 2017, 10, 1255. [Google Scholar] [CrossRef] [Green Version]
- Utkarsh, P.; Rajesh, P.; Pankaj, A.; Dhakad, S.K.; Ranae, R.S. Effect of TiC particles on the mechanical properties of aluminium alloy metal matrix composites (MMCs). Mater. Today Proc. 2017, 4, 5452–5460. [Google Scholar]
- Contreras, A.; Leon, C.A.; Drew, R.A.L.; Bedolla, E. Wettability and spreading kinetics of Al and Mg on TiC. Scr. Mater. 2003, 48, 1625–1630. [Google Scholar] [CrossRef]
- Aguilar, E.A.; Leon, C.A.; Contrerasa, A.; Lopez, V.H.; Drew, R.A.L.; Bedolla, E. Wettability and phase formation in TiC/Al-alloys assemblies. Compos. Part A 2002, 33, 1425–1428. [Google Scholar] [CrossRef]
- Siddappa, P.; Shivakumar, B.; Yogesha, K.; Mruthunjaya, M.; Girish, D. The effect of TiC particulate reinforcement on dry sliding wear behaviour of Al based composites. Mater. Today Proc. 2020, 22, 2291–2299. [Google Scholar] [CrossRef]
- Anirudh, V.; Vigneshwaran, M.; Vijay, E.; Pramod, R.; Kumar, G.V. Influence of Titanium Diboride and Graphite Reinforcement on Al6061 Alloy. Mater. Today Proc. 2018, 5, 25341–25349. [Google Scholar] [CrossRef]
- How, H.; Baker, T. Dry sliding wear behaviour of Saffil-reinforced AA6061 composites. Wear 1997, 210, 263–272. [Google Scholar] [CrossRef]
- Liang, Y.N.; Ma, Z.Y.; Li, S.Z.; Li, S.; Bi, J. Effect of particle size on wear behaviour of SiC particulate-reinforced aluminium alloy composites. J. Mater. Sci. Lett. 1995, 14, 114–116. [Google Scholar] [CrossRef]
- Gopalakrishnan, S.; Murugan, N. Production and wear characterisation of AA 6061 matrix titanium carbide particulate re-inforced composite by enhanced stir casting method. Compos. Part B Eng. 2012, 43, 302–308. [Google Scholar] [CrossRef]
- Rajmohan, T.; Palanikumar, K.; Ranganathan, S. Evaluation of mechanical and wear properties of hybrid aluminium matrix composites. Trans. Nonferrous Met. Soc. China 2013, 23, 2509–2517. [Google Scholar] [CrossRef]
- Yang, L. A test methodology for the determination of wear coefficient. Wear 2005, 259, 1453–1461. [Google Scholar] [CrossRef]
- Dora, S.P.; Chintada, S.; Nallu, R. Investigations on mechanical properties of aluminum hybrid composites. J. Mater. Res. Technol. 2014, 3, 79–85. [Google Scholar]
- Kumar, G.B.V.; Reddy, D.G.; Reddy, C.V.; Sriteja, C.; Pramod, R. Investigation of Mechanical and Tribological Properties of Al6061–TiB2 Metal Matrix Composites. Mater. Perform. Charact. 2020, 9, 173. [Google Scholar] [CrossRef]
- Vipin, K.S.; Vinod, K.; Ravinder, S.J. Investigation of rare earth particulate on tribological and mechanical properties of Al-6061 alloy composites for aerospace application. J. Mater. Res. Technol. 2019, 8, 3504–3516. [Google Scholar]
- Utkarsh, P.; Rajesh, P.; Pankaj, A.; Swadesh, K.S. Study of Fabrication, Testing and Characterization of Al/TiC Metal Matrix Composites through different Processing Techniques. Mater. Today Proc. 2018, 5, 4106–4117. [Google Scholar]
- Halil, K.; İsmail, O.; Sibel, D.; Ramazan, Ç. Wear and mechanical properties of Al6061/SiC/B4C hybrid composites produced with powder metallurgy. J. Mater. Res. Technol. 2019, 8, 5348–5361. [Google Scholar] [CrossRef]
- Singh, R.; Singh, S.; Nanak, G. Additive Manufacturing: An Overview; Elsevier Ltd.: Amsterdam, The Netherlands, 2017; ISBN 9780128035818. [Google Scholar]
- Das, D.K.; Mishra, P.C.; Singh, S.; Thakur, R.K. Properties of ceramic-reinforced aluminium matrix composites—A review. Int. J. Mech. Mater. Eng. 2014, 9, 1–16. [Google Scholar] [CrossRef] [Green Version]
- Taya, M.; Arsenault, R.J. Metal Matrix Composites: Thermomechanical Behavior; Pergamon Press: Oxford, UK, 1989; p. 274. [Google Scholar]
- Kumar, G.B.V.; Pramod, R.; Gouda, P.S.S.; Rao, C.S.P. Effect of Tungsten Carbide Reinforcement on the Aluminum 6061 Alloy. J. Test. Eval. 2018, 47, 545. [Google Scholar] [CrossRef]
- Veeresh Kumar, G.B.; Pramod, R.; Shivakumar Gouda, S.P.; Rao, C.S.P. Synthesis and Characterization of TiO2 Rein-forced Al6061 Composites. Adv. Compos. Lett. 2017, 26, 18–23. [Google Scholar]
- Veeresh Kumar, G.B.; Pramod, R.; Guna Sekhar, C.; Pradeep Kumar, G.; Bhanumurthy, T. Investigation of physical, mechanical and tribological properties of Al6061–ZrO2 nano-composites. Heliyon 2019, 5, e02858. [Google Scholar] [CrossRef]
- Beitz, W.; Küttner, K.-H.; Davies, B.J. (Eds.) DUBBEL—Handbook of Mechanical Engineering; Springer: London, UK, 1994; ISBN 978-1-4471-3566-1. [Google Scholar]
- Mohan Kumar, S.; Pramod, R.; Govindaraju, H.K. Evaluation of Mechanical and Wear Properties of Aluminium AA430 Reinforced with SiC and MgO. Mater. Today Proc. 2017, 4, 509–518. [Google Scholar] [CrossRef]
- Mummery, P.; Derby, B.; Scruby, C. Acoustic emission from particulate-reinforced metal matrix composites. Acta Met. Mater. 1993, 41, 1431–1445. [Google Scholar] [CrossRef]
- Ramesh, C.; Khan, A.A.; Ravikumar, N.; Savanprabhu, P. Prediction of wear coefficient of Al6061–TiO2 composites. Wear 2005, 259, 602–608. [Google Scholar] [CrossRef]
- Mondal, D.; Das, S.; Jha, A.; Yegneswaran, A. Abrasive wear of Al alloy–Al2O3 particle composite: A study on the combined effect of load and size of abrasive. Wear 1998, 223, 131–138. [Google Scholar] [CrossRef]
- Abdulhaqq, A.; Hamid, P.K.; Ghosh, S.C.; Jain, S.R. The influence of porosity and particles content on dry sliding wear of cast in situ Al (Ti)–Al2O3 (TiO2) composite. Wear 2008, 265, 14–26. [Google Scholar]
- Yang, L. Wear coefficient equation for aluminium-based matrix composites against steel disc. Wear 2003, 255, 579–592. [Google Scholar] [CrossRef]
- Alidokht, S.; Abdollah-Zadeh, A.; Assadi, H. Effect of applied load on the dry sliding wear behaviour and the subsurface deformation on hybrid metal matrix composite. Wear 2013, 305, 291–298. [Google Scholar] [CrossRef]
- Babu, J.S.S.; Kang, C.G.; Kim, H.H. Dry sliding wear behaviour of aluminium based hybrid composites with graphite nanofiber–alumina fiber. Mater. Des. 2011, 32, 3920–3925. [Google Scholar] [CrossRef]
- Jajneswar, N.; Sankar, N.; Das, A.C.; Layatitdevi, D.; Swadhin, K.P. Ear analysis of aluminium-fly ash hybrid composites. Mater. Today Proc. 2020, 33, 5461–5466. [Google Scholar]
- Kumar, G.V.; Venkatesh Chowdary, G.; Surya Vamsi, M.; Jayarami Reddy, K.; Nagaral, M.; Naresh, K. Effects of addition of Titanium Diboride and Graphite Particulate Reinforcements on physical, mechanical and tribological properties of Al6061 Alloy based Hybrid Metal Matrix Composites. Adv. Mater. Process. Technol. 2021, 1–18. [Google Scholar] [CrossRef]
- Baradeswaran, A.; Elaya Perumal, A. Influence of B4C on the tribological and mechanical properties of Al 7075–B4C composites. Compos. Part B Eng. 2013, 54, 146–152. [Google Scholar] [CrossRef]
- Gowrishankar, T.P.; Manjunatha, L.H.; Sangmesh, B. Mechanical and Wear behaviour of Al6061 reinforced with Graphite and TiC Hybrid MMC’s. Mater. Res. Innov. 2019, 24, 179–185. [Google Scholar] [CrossRef]
- Rao, V.; Ramanaiah, N.; Sarcar, M. Dry sliding wear behavior of TiC–AA7075 metal matrix composites. Int. J. Appl. Sci. Eng. 2016, 14, 27–37. [Google Scholar]
- Annigeri, U.K.; Kumar, G.V. Physical, Mechanical, and Tribological Properties of Al6061-B4C Composites. J. Test. Eval. 2019, 47, 4465–4477. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Elements | Mn | Si | Cu | Fe | Cr | Mg | Ti | Zn | Al |
|---|---|---|---|---|---|---|---|---|---|
| Alloy Al6061 (wt.%) | 0.03 | 0.62 | 0.22 | 0.23 | 0.22 | 0.84 | 0.1 | 0.10 | Bal |
| Material | Density (g/cc) | Hardness (Rockwell) | Yield Strength (MPa) |
|---|---|---|---|
| Al6061 Alloy | 2.7 | 40 | 255 |
| TiC (single crystal) | 4.92 | 92 | 20 × 103 |
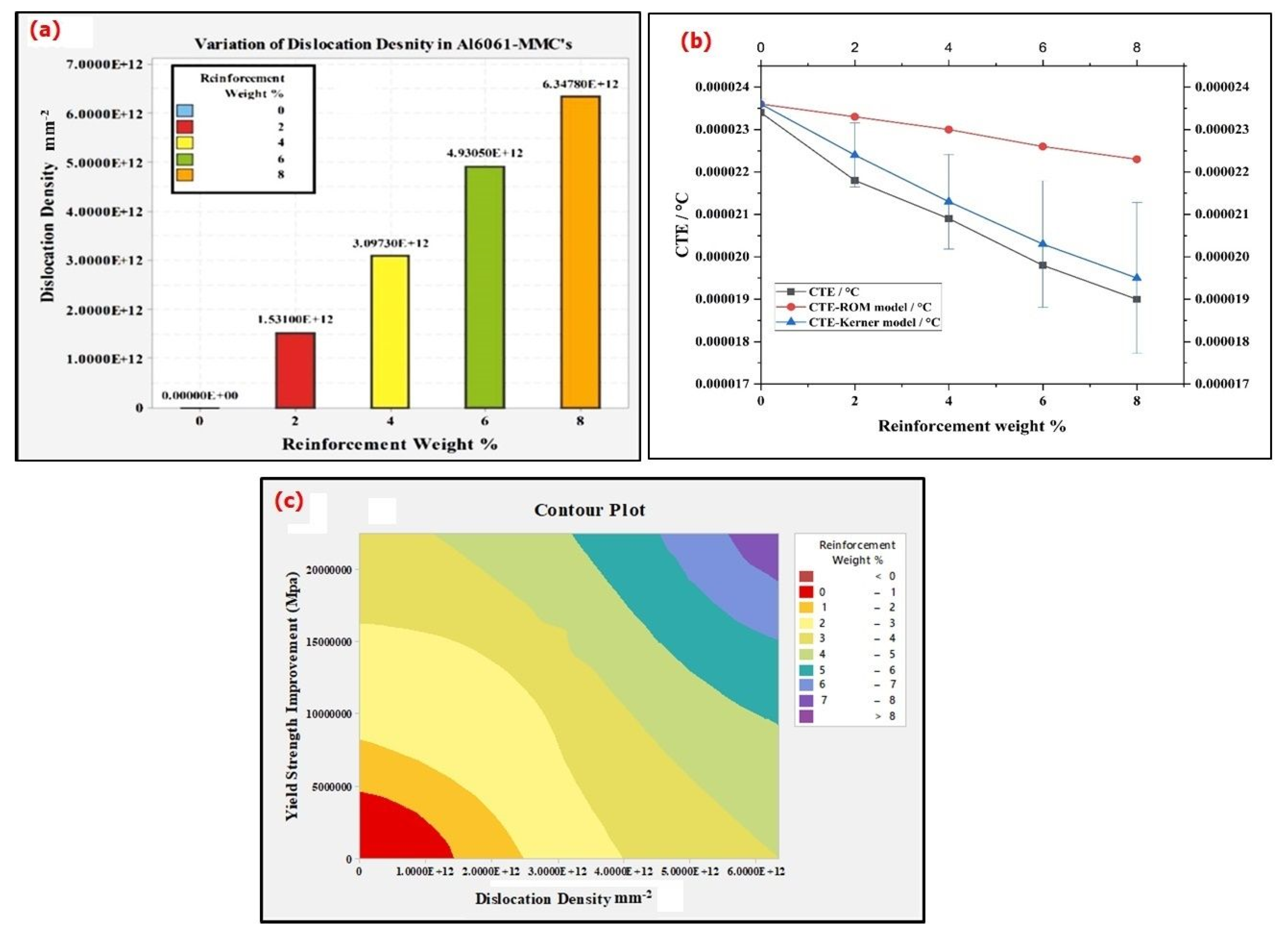
| wt.% of Reinforcement | CTE/°C | CTE-ROM Model /°C | Kerner Model /°C | Dislocation Density mm−2 |
|---|---|---|---|---|
| 0 | 0.0000234 | 0.0000236 | 0.0000236 | 0.00000 × 10+00 |
| 2 | 0.0000218 | 0.0000233 | 0.0000224 | 1.53100 × 10+12 |
| 4 | 0.0000209 | 0.0000230 | 0.0000213 | 3.09730 × 10+12 |
| 6 | 0.0000198 | 0.0000226 | 0.0000203 | 4.93050 × 10+12 |
| 8 | 0.0000190 | 0.0000223 | 0.0000195 | 6.34780 × 10+12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Veeresh Kumar, G.B.; Pramod, R.; Hari Kiran Reddy, R.; Ramu, P.; Kunaal Kumar, B.; Madhukar, P.; Chavali, M.; Mohammad, F.; Khiste, S.K. Investigation of the Tribological Characteristics of Aluminum 6061-Reinforced Titanium Carbide Metal Matrix Composites. Nanomaterials 2021, 11, 3039. https://doi.org/10.3390/nano11113039
Veeresh Kumar GB, Pramod R, Hari Kiran Reddy R, Ramu P, Kunaal Kumar B, Madhukar P, Chavali M, Mohammad F, Khiste SK. Investigation of the Tribological Characteristics of Aluminum 6061-Reinforced Titanium Carbide Metal Matrix Composites. Nanomaterials. 2021; 11(11):3039. https://doi.org/10.3390/nano11113039
Chicago/Turabian StyleVeeresh Kumar, G. B., R. Pramod, R. Hari Kiran Reddy, P. Ramu, B. Kunaal Kumar, Pagidi Madhukar, Murthy Chavali, Faruq Mohammad, and Sachin K. Khiste. 2021. "Investigation of the Tribological Characteristics of Aluminum 6061-Reinforced Titanium Carbide Metal Matrix Composites" Nanomaterials 11, no. 11: 3039. https://doi.org/10.3390/nano11113039
APA StyleVeeresh Kumar, G. B., Pramod, R., Hari Kiran Reddy, R., Ramu, P., Kunaal Kumar, B., Madhukar, P., Chavali, M., Mohammad, F., & Khiste, S. K. (2021). Investigation of the Tribological Characteristics of Aluminum 6061-Reinforced Titanium Carbide Metal Matrix Composites. Nanomaterials, 11(11), 3039. https://doi.org/10.3390/nano11113039