
Orientation of Polylactic Acid–Chitin Nanocomposite Films via Combined Calendering and Uniaxial Drawing: Effect on Structure, Mechanical, and Thermal Properties

 ,
,  , , , and
, , , and 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
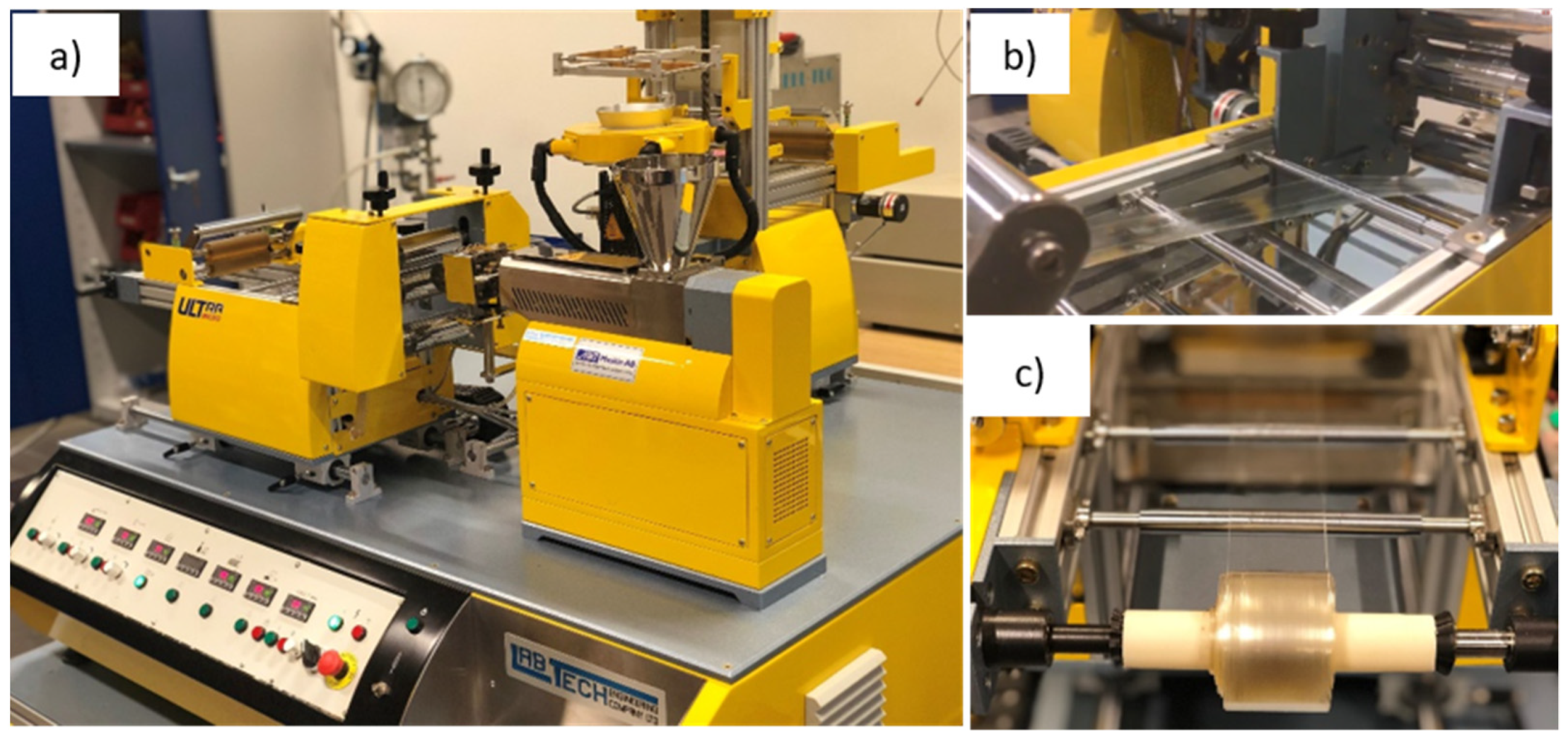
2.2. Methods
2.3. Characterization
3. Results
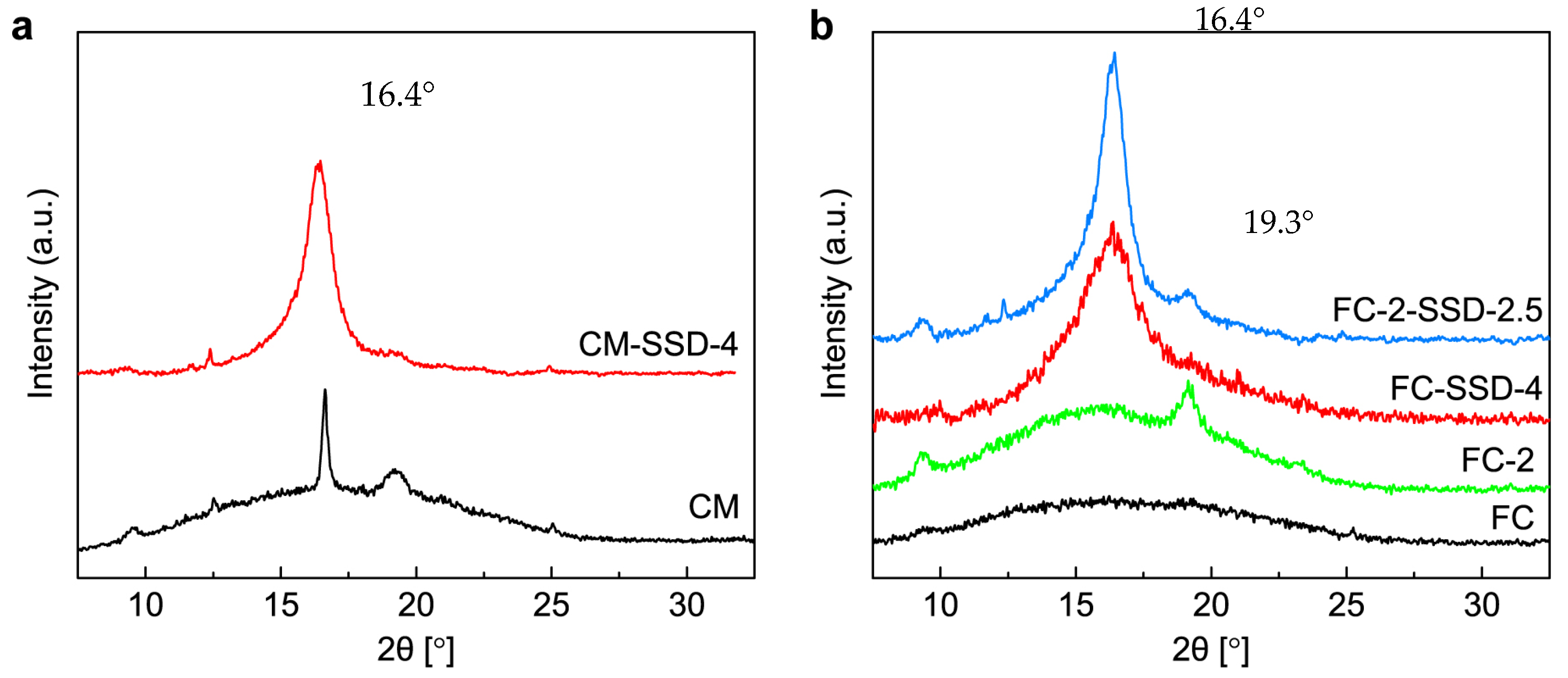
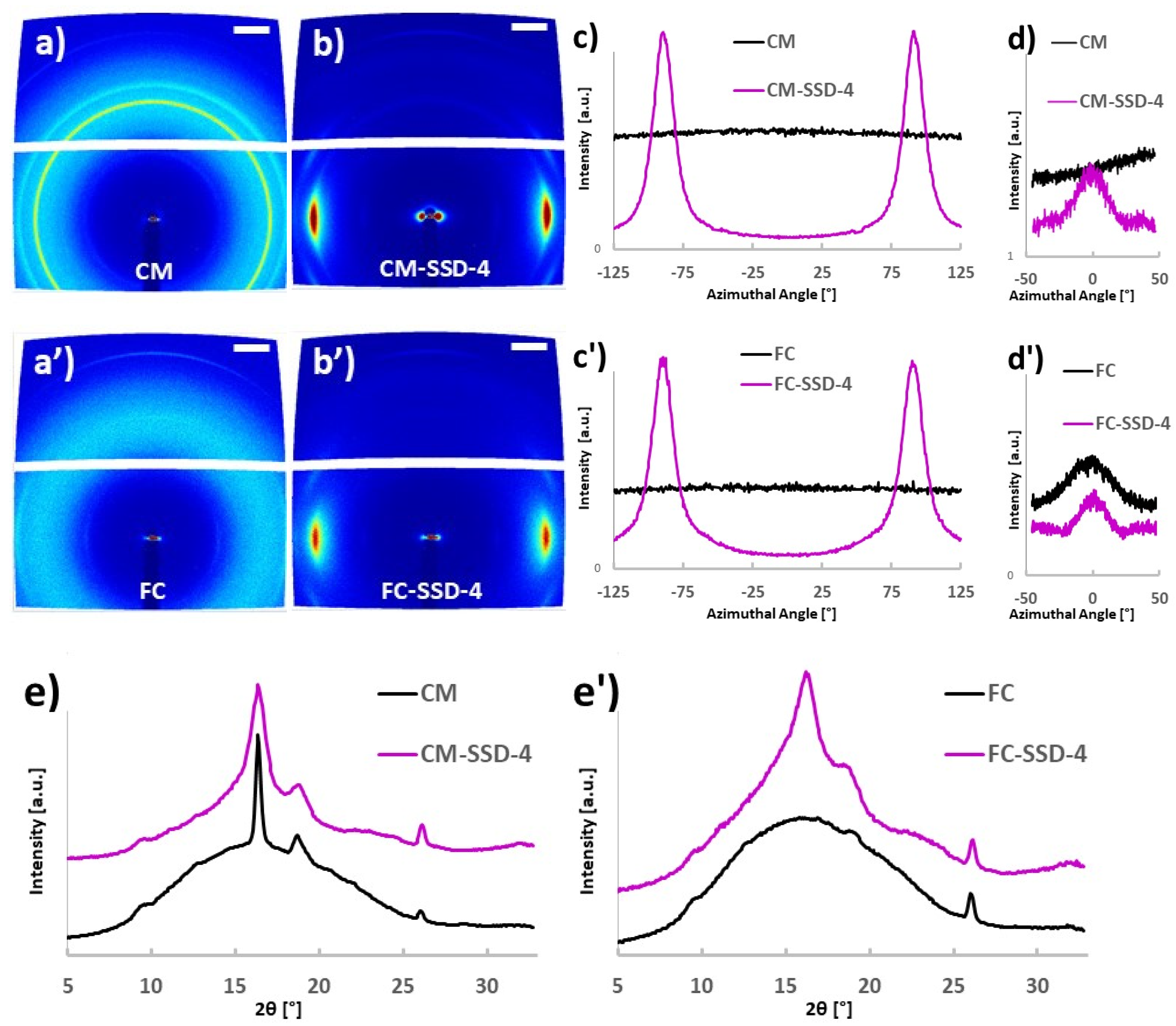
3.1. Crystal Structure and Orientation of the PLA–ChNC Nanocomposite Films
3.2. Effect of Orientation on Transparency
3.3. Effect of Orientation on Thermal Properties
3.4. Effect of Orientation on Mechanical Properties
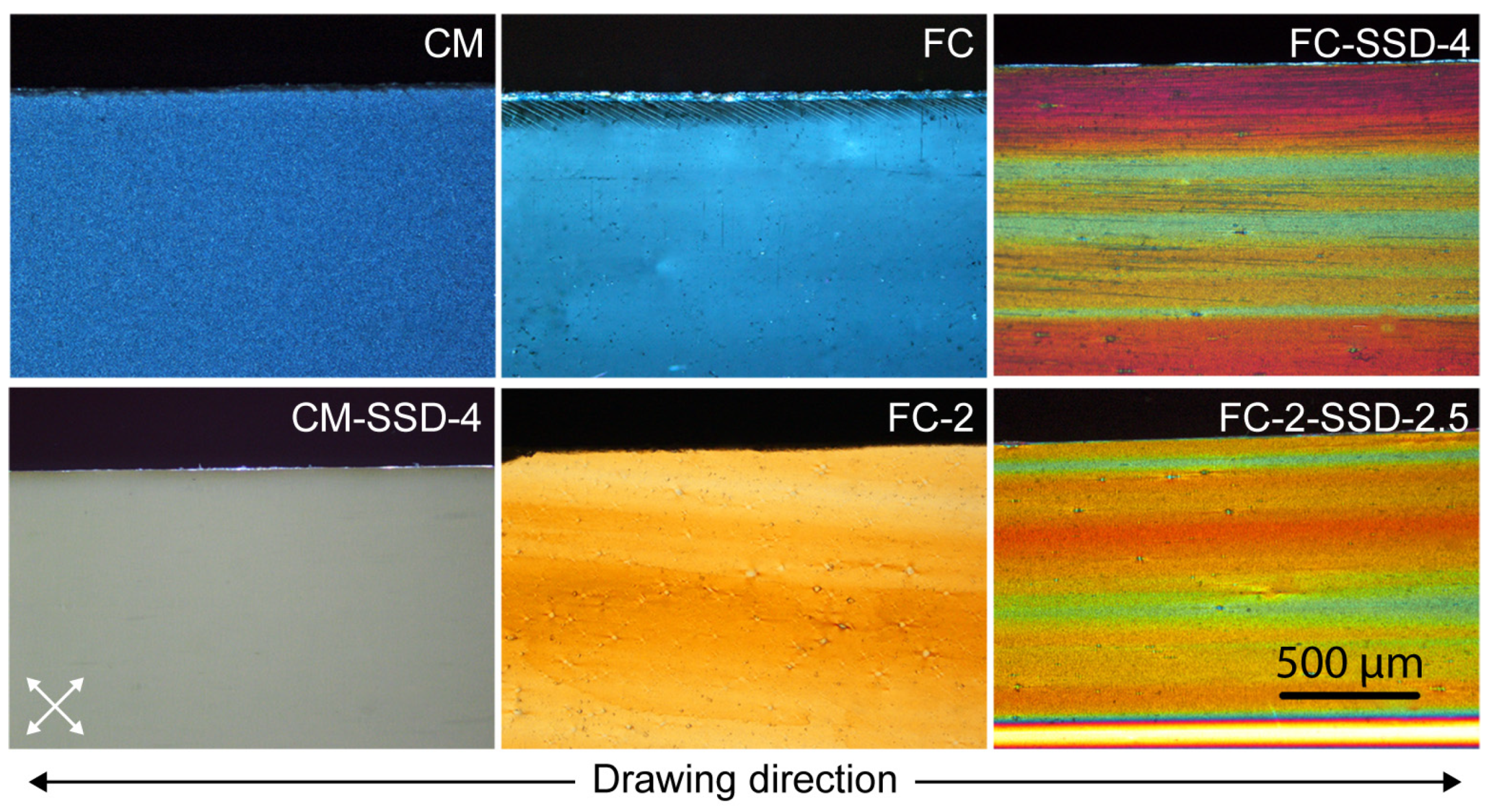
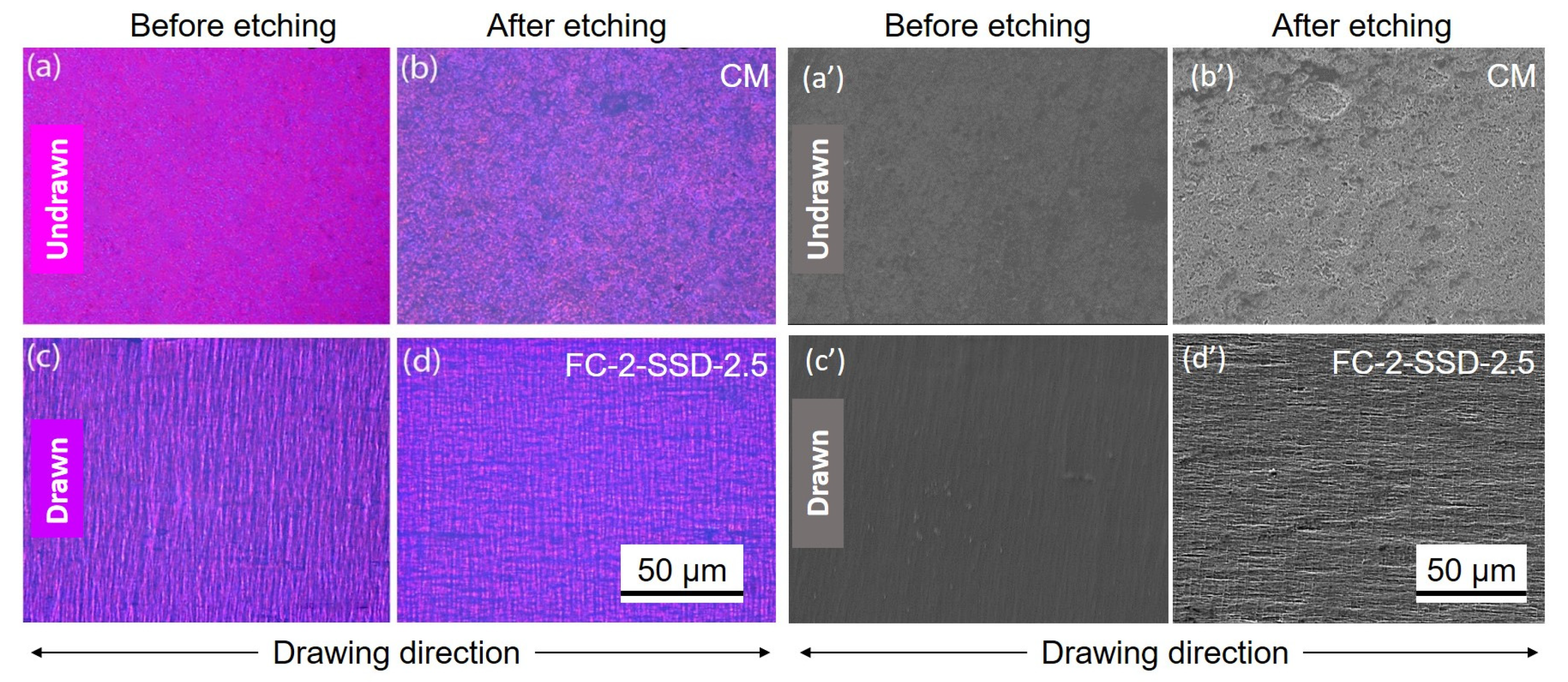
3.5. Effect of Orientation on Morphology
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lim, L.T.; Auras, R.; Rubino, M. Processing technologies for poly(lactic acid). Prog. Polym. Sci. 2008, 33, 820–852. [Google Scholar] [CrossRef]
- Drumright, R.E.; Gruber, P.R.; Henton, D.E. Polylactic acid technology. Adv. Mater. 2000, 12, 1841–1846. [Google Scholar] [CrossRef]
- Auras, R.; Lim, L.T.; Selke, S.E.M.; Tsuji, H. (Eds.) Poly(Lactic Acid): Synthesis, Structures, Properties, Processing, and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2010; ISBN 9780470293669. [Google Scholar]
- El-Hadi, A.M. Increase the elongation at break of poly (lactic acid) composites for use in food packaging films. Sci. Rep. 2017, 7, 46767. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tanrattanakul, V.; Bunkaew, P. Effect of different plasticizers on the properties of bio-based thermoplastic elastomer containing poly(lactic acid) and natural rubber. Express Polym. Lett. 2014, 8, 387–396. [Google Scholar] [CrossRef]
- Ma, P.; Hristova-Bogaerds, D.G.; Goossens, J.G.P.; Spoelstra, A.B.; Zhang, Y.; Lemstra, P.J. Toughening of poly(lactic acid) by ethylene-co-vinyl acetate copolymer with different vinyl acetate contents. Eur. Polym. J. 2012, 48, 146–154. [Google Scholar] [CrossRef]
- Nagarajan, V.; Zhang, K.; Misra, M.; Mohanty, A.K. Overcoming the fundamental challenges in improving the impact strength and crystallinity of PLA biocomposites: Influence of nucleating agent and mold temperature. ACS Appl. Mater. Interfaces 2015, 7, 11203–11214. [Google Scholar] [CrossRef]
- Jacobsen, S.; Fritz, H.G. Plasticizing polylactide—The effect of different plasticizers on the mechanical properties. Polym. Eng. Sci. 1999, 39, 1303–1310. [Google Scholar] [CrossRef]
- Penning, J.P.; Grijpma, D.W.; Pennings, A.J. Hot-drawing of poly(lactide) networks. J. Mater. Sci. Lett. 1993, 12, 1048–1051. [Google Scholar] [CrossRef]
- Mai, F.; Tu, W.; Bilotti, E.; Peijs, T. The influence of solid-state drawing on mechanical properties and hydrolytic degradation of melt-spun poly(lactic acid) (PLA) tapes. Fibers 2015, 3, 523–538. [Google Scholar] [CrossRef] [Green Version]
- Velazquez-Infante, J.C.; Gamez-Perez, J.; Franco-Urquiza, E.A.; Santana, O.O.; Carrasco, F.; Maspoch, M.L. Effect of the unidirectional drawing on the thermal and mechanical properties of PLA films with different L-isomer content. J. Appl. Polym. Sci. 2013, 127, 2661–2669. [Google Scholar] [CrossRef]
- Xu, R.; Xie, J.; Lei, C. Influence of melt-draw ratio on the crystalline behaviour of a polylactic acid cast film with a chi structure. RSC Adv. 2017, 7, 39914–39921. [Google Scholar] [CrossRef] [Green Version]
- Gao, X.R.; Li, Y.; Huang, H.D.; Xu, J.Z.; Xu, L.; Ji, X.; Zhong, G.J.; Li, Z.M. Extensional Stress-Induced Orientation and Crystallization can Regulate the Balance of Toughness and Stiffness of Polylactide Films: Interplay of Oriented Amorphous Chains and Crystallites. Macromolecules 2019, 52, 5278–5288. [Google Scholar] [CrossRef]
- Singh, A.A.; Geng, S.; Herrera, N.; Oksman, K. Aligned plasticized polylactic acid cellulose nanocomposite tapes: Effect of drawing conditions. Compos. Part A 2018, 104, 101–107. [Google Scholar] [CrossRef]
- Geng, S.; Yao, K.; Zhou, Q.; Oksman, K. High-Strength, High-Toughness Aligned Polymer-Based Nanocomposite Reinforced with Ultralow Weight Fraction of Functionalized Nanocellulose. Biomacromolecules 2018, 19, 4075–4083. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Geng, S.; Wloch, D.; Herrera, N.; Oksman, K. Large-scale manufacturing of ultra-strong and strain-responsive poly(lactic acid)-based nanocomposites reinforced with cellulose nanocrystals. Compos. Sci. Technol. 2020, 194, 108144. [Google Scholar] [CrossRef]
- Mujica-Garcia, A.; Hooshmand, S.; Skrifvars, M.; Kenny, J.M.; Oksman, K.; Peponi, L. Poly(lactic acid) melt-spun fibers reinforced with functionalized cellulose nanocrystals. RCS Adv. 2016, 6, 9221–9231. [Google Scholar] [CrossRef]
- Singh, A.A.; Wei, J.; Herrera, N.; Geng, S.; Oksman, K. Synergistic effect of chitin nanocrystals and orientations induced by solid-state drawing on PLA-based nanocomposite tapes. Compos. Sci. Technol. 2018, 162, 140–145. [Google Scholar] [CrossRef]
- Salaberria, A.M.; Labidi, J.; Fernandes, S.C.M. Chitin nanocrystals and nanofibers as nano-sized fillers into thermoplastic starch-based biocomposites processed by melt-mixing. Chem. Eng. J. 2014, 256, 356–364. [Google Scholar] [CrossRef]
- Herrera, N.; Singh, A.A.; Salaberria, A.M.; Labidi, J.; Mathew, A.P.; Oksman, K. Triethyl citrate (TEC) as a dispersing aid in polylactic acid/chitin nanocrystal nanocomposites prepared via liquid-assisted extrusion. Polymers 2017, 9, 406. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Herrera, N.; Roch, H.; Salaberria, A.M.; Pino-Orellana, M.A.; Labidi, J.; Fernandes, S.C.M.; Radic, D.; Leiva, A.; Oksman, K. Functionalized blown films of plasticized polylactic acid/chitin nanocomposite: Preparation and characterization. Mater. Des. 2016, 92, 846–852. [Google Scholar] [CrossRef]
- Lundahl, M.J.; Cunha, A.G.; Rojo, E.; Papageorgiou, A.C.; Rautkari, L.; Arboleda, J.C.; Rojas, O.J. Strength and Water Interactions of Cellulose I Filaments Wet-Spun from Cellulose Nanofibril Hydrogels. Sci Rep. 2016, 6, 30695. [Google Scholar] [CrossRef] [PubMed]
- Patterson, A.L. X-ray Diffraction Procedures for Polycrystalline and Amorphous Materials. J. Am. Chem Soc. 1955, 77, 2030–2031. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, H.; Li, M.; Cao, W.; Liu, C.; Shen, C. Orientation and structural development of semicrystalline poly (lactic acid) under uniaxial drawing assessed by infrared spectroscopy and X-ray diffraction. Polym. Test. 2015, 41, 163–171. [Google Scholar] [CrossRef]
- Goodrich, J.D.; Winter, W.T. α-Chitin nanocrystals prepared from shrimp shells and their specific surface area measurement. Biomacromolecules 2007, 8, 252–257. [Google Scholar] [CrossRef] [PubMed]
- Lizundia, E.; Larrañaga, A.; Vilas, J.L.; León, L.M. Three-dimensional orientation of poly (l-lactide) crystals under uniaxial drawing. RSC Adv. 2016, 6, 11943–11951. [Google Scholar] [CrossRef]
- Singh, S.; Patel, M.; Schwendemann, D.; Zaccone, M.; Geng, S.; Maspoch, M.L.; Oksman, K. Effect of chitin nanocrystals on crystallization and properties of poly(lactic acid)-based nanocomposites. Polymers 2020, 12, 726. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mathew, A.P.; Oksman, K.; Sain, M. The effect of morphology and chemical characteristics of cellulose reinforcements on the crystallinity of polylactic acid. J. Appl. Polym. Sci. 2006, 101, 300–310. [Google Scholar] [CrossRef]
- Mathew, A.P.; Oksman, K.; Sain, M. Mechanical properties of biodegradable composites from poly lactic acid (PLA) and microcrystalline cellulose (MCC). J. Appl. Polym. Sci. 2005, 97, 2014–2025. [Google Scholar] [CrossRef]
- Perego, G.; Cella, G.; Bastioli, C. Effect of molecular weight and crystallinity on poly (lactic acid) mechanical properties. J. Appl. Polym. Sci. 1996, 59, 37–43. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Temperature (°C) | Speed (mm/min) | ||||
|---|---|---|---|---|---|---|
| Extruder | Die | Stack Rolls | Stack Rolls | Wind-Up Rolls | DR | |
| FC * | 190 | 200 | 60 | 18 | 18 | -- |
| FC-2 ** | 190 | 200 | 60 | 18 | 36 | 2 |
| Codes | Processing | Drawing | Total DR |
|---|---|---|---|
| CM | Compression molding | - | - |
| CM-SSD-4 | Compression molding | Solid-state drawing | 4 |
| FC | Film calendering | - | - |
| FC-2 | Film calendering | Calendering | 2 |
| FC-SSD-4 | Film calendering | Solid-state drawing | 4 |
| FC-2-SSD-2.5 | Film calendering | Calendering and solid-state drawing | 5 |
| Materials | Tg (°C) | Tcc (°C) | Tm (°C) | Crystallinity (%) |
|---|---|---|---|---|
| CM | 55 | 100 | 169 | 8 |
| CM-SSD-4 | --- | 65 | 170 | 46 |
| FC | 54 | 94 | 170 | 13 |
| FC-2 | 48 | 67 | 171 | 35 |
| FC-SSD-4 | --- | 66 | 173 | 51 |
| FC-2-SSD-2.5 | --- | 63 | 171 | 53 |
| Materials | Tensile Modulus (GPa) | Tensile Strength (MPa) | Elongation at Break (%) | Work of Fracture (MJ/m3) |
|---|---|---|---|---|
| CM | 2.3 (±0.1) | 37 (±3) | 3 (±1) | 1 (±0) |
| CM-SSD-4 | 2.6 (±0.1) | 135 (±3) | 46 (±2) | 47 (±3) |
| FC | 2.5 (±0.2) | 41 (±2) | 24 (±6) | 9 (±1) |
| FC-2 | 2.9 (±0.2) | 58 (±3) | 143 (±5) | 59 (±2) |
| FC-SSD-4 | 3.9 (±0.2) | 140 (±7) | 75 (±9) | 78 (±9) |
| FC-2-SSD-2.5 | 4.0 (±0.2) | 170 (±10) | 75 (±9) | 96 (±12) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Singh, S.; Patel, M.K.; Geng, S.; Teleman, A.; Herrera, N.; Schwendemann, D.; Maspoch, M.L.; Oksman, K. Orientation of Polylactic Acid–Chitin Nanocomposite Films via Combined Calendering and Uniaxial Drawing: Effect on Structure, Mechanical, and Thermal Properties. Nanomaterials 2021, 11, 3308. https://doi.org/10.3390/nano11123308
Singh S, Patel MK, Geng S, Teleman A, Herrera N, Schwendemann D, Maspoch ML, Oksman K. Orientation of Polylactic Acid–Chitin Nanocomposite Films via Combined Calendering and Uniaxial Drawing: Effect on Structure, Mechanical, and Thermal Properties. Nanomaterials. 2021; 11(12):3308. https://doi.org/10.3390/nano11123308
Chicago/Turabian StyleSingh, Shikha, Mitul Kumar Patel, Shiyu Geng, Anita Teleman, Natalia Herrera, Daniel Schwendemann, Maria Lluisa Maspoch, and Kristiina Oksman. 2021. "Orientation of Polylactic Acid–Chitin Nanocomposite Films via Combined Calendering and Uniaxial Drawing: Effect on Structure, Mechanical, and Thermal Properties" Nanomaterials 11, no. 12: 3308. https://doi.org/10.3390/nano11123308
APA StyleSingh, S., Patel, M. K., Geng, S., Teleman, A., Herrera, N., Schwendemann, D., Maspoch, M. L., & Oksman, K. (2021). Orientation of Polylactic Acid–Chitin Nanocomposite Films via Combined Calendering and Uniaxial Drawing: Effect on Structure, Mechanical, and Thermal Properties. Nanomaterials, 11(12), 3308. https://doi.org/10.3390/nano11123308