
Inkjet Printing of Flexible Transparent Conductive Films with Silver Nanowires Ink

 and
and
Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
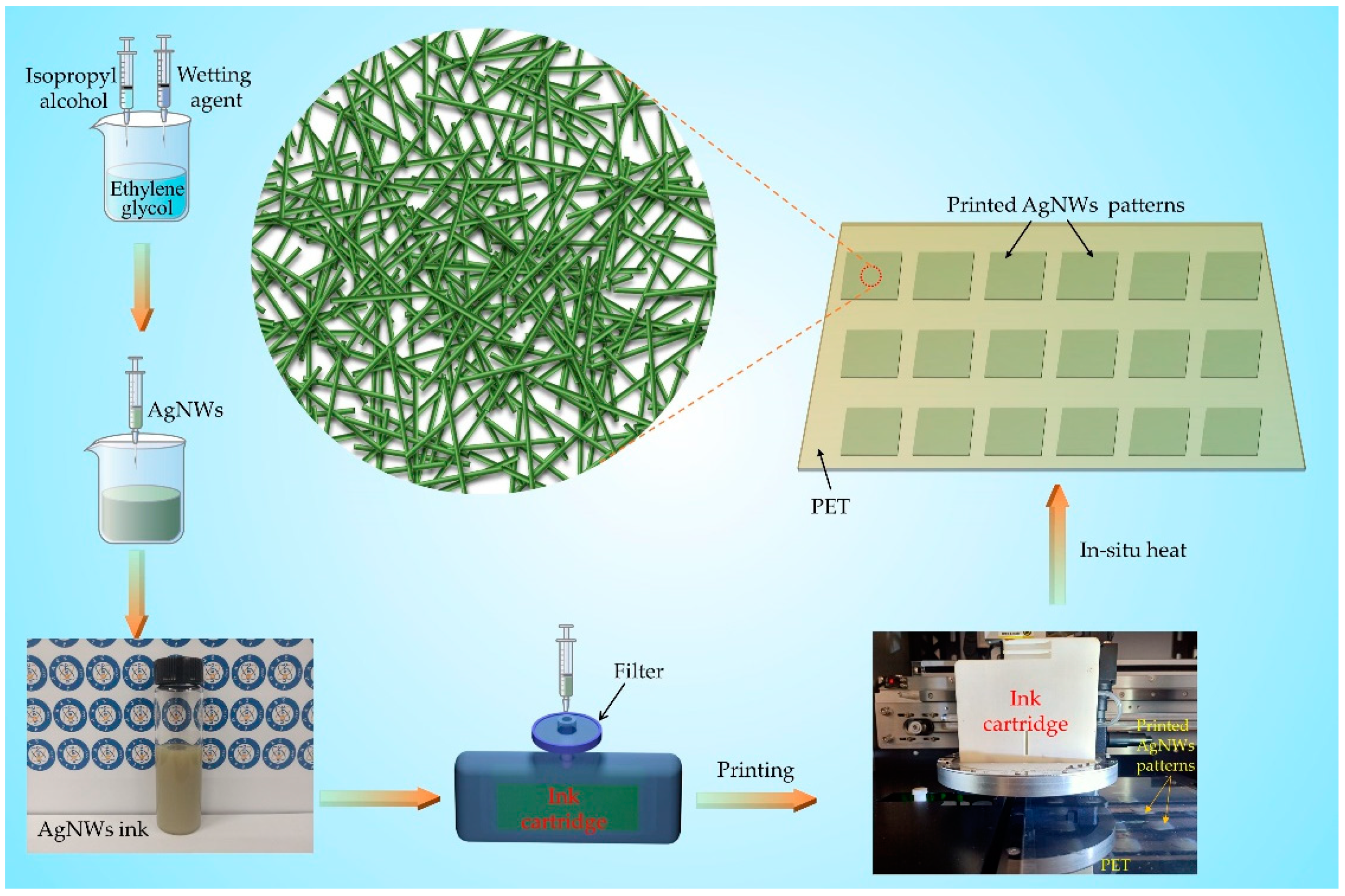
2.2. Preparation of Silver Nanowires Conductive Ink
2.3. Preparation of the AgNWs Conductive Patterns
2.4. Characterization
3. Results and Discussion
3.1. Properties of AgNWs Inks
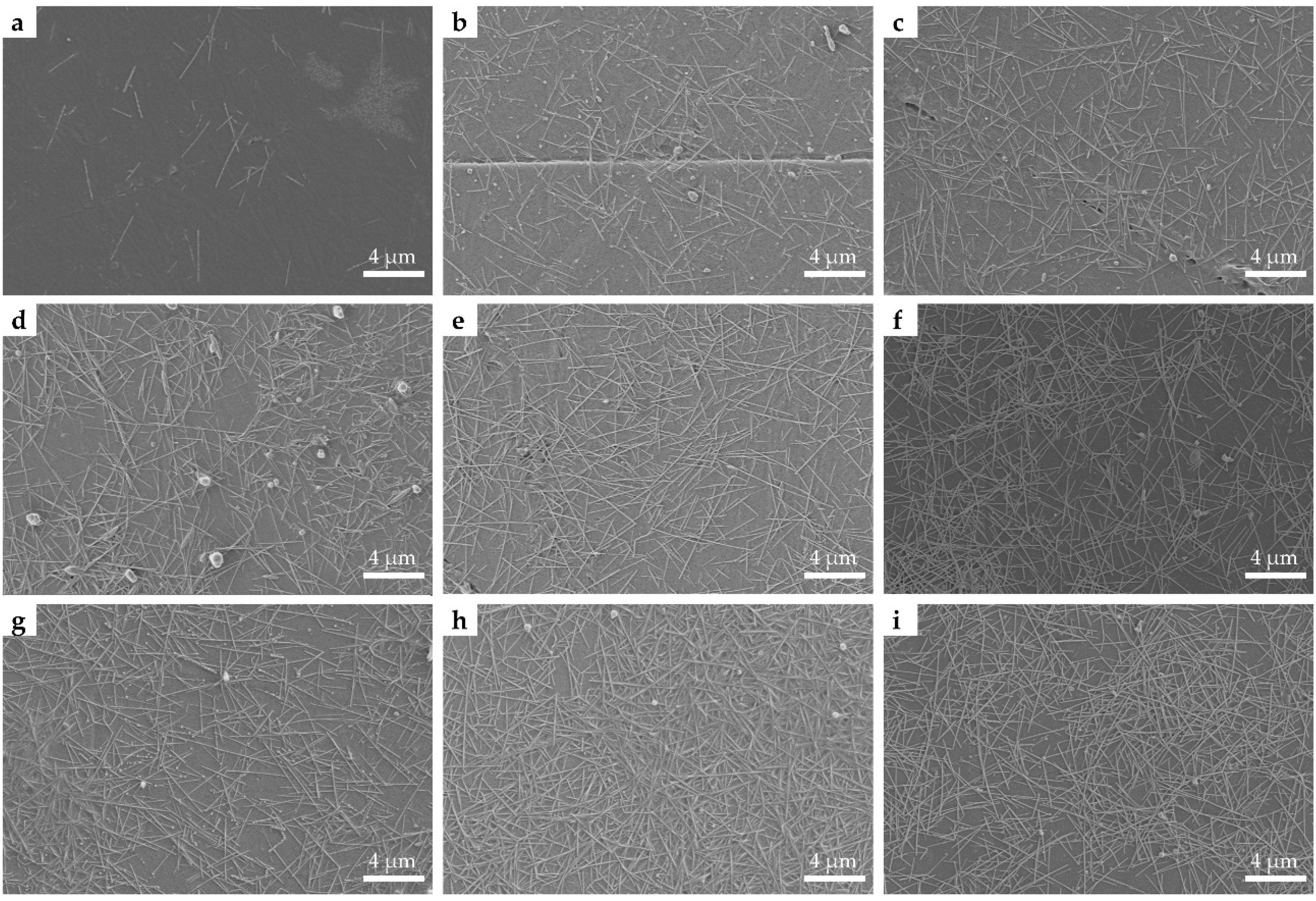
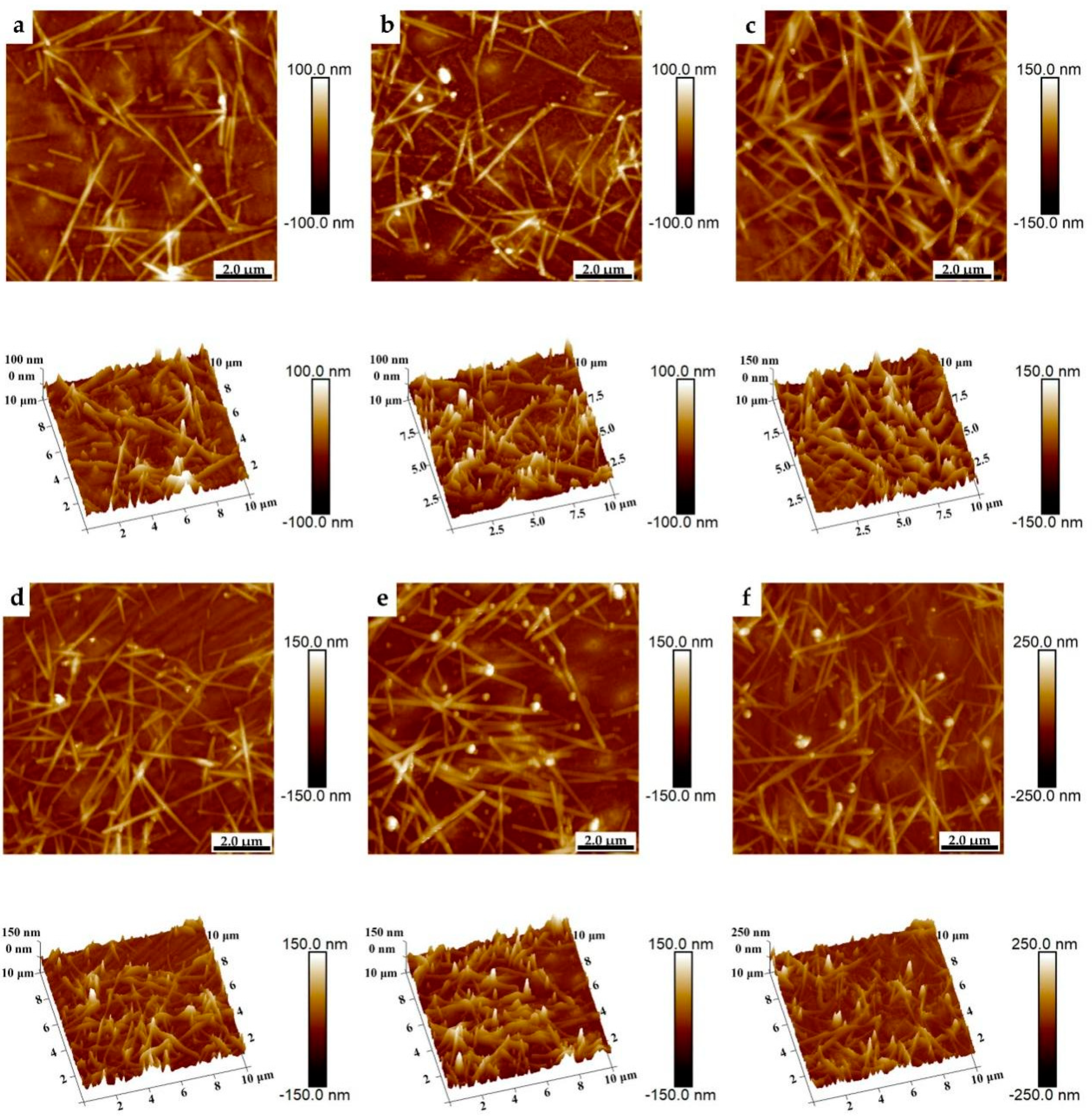
3.2. Properties of Ink-Jet Printed Patterns
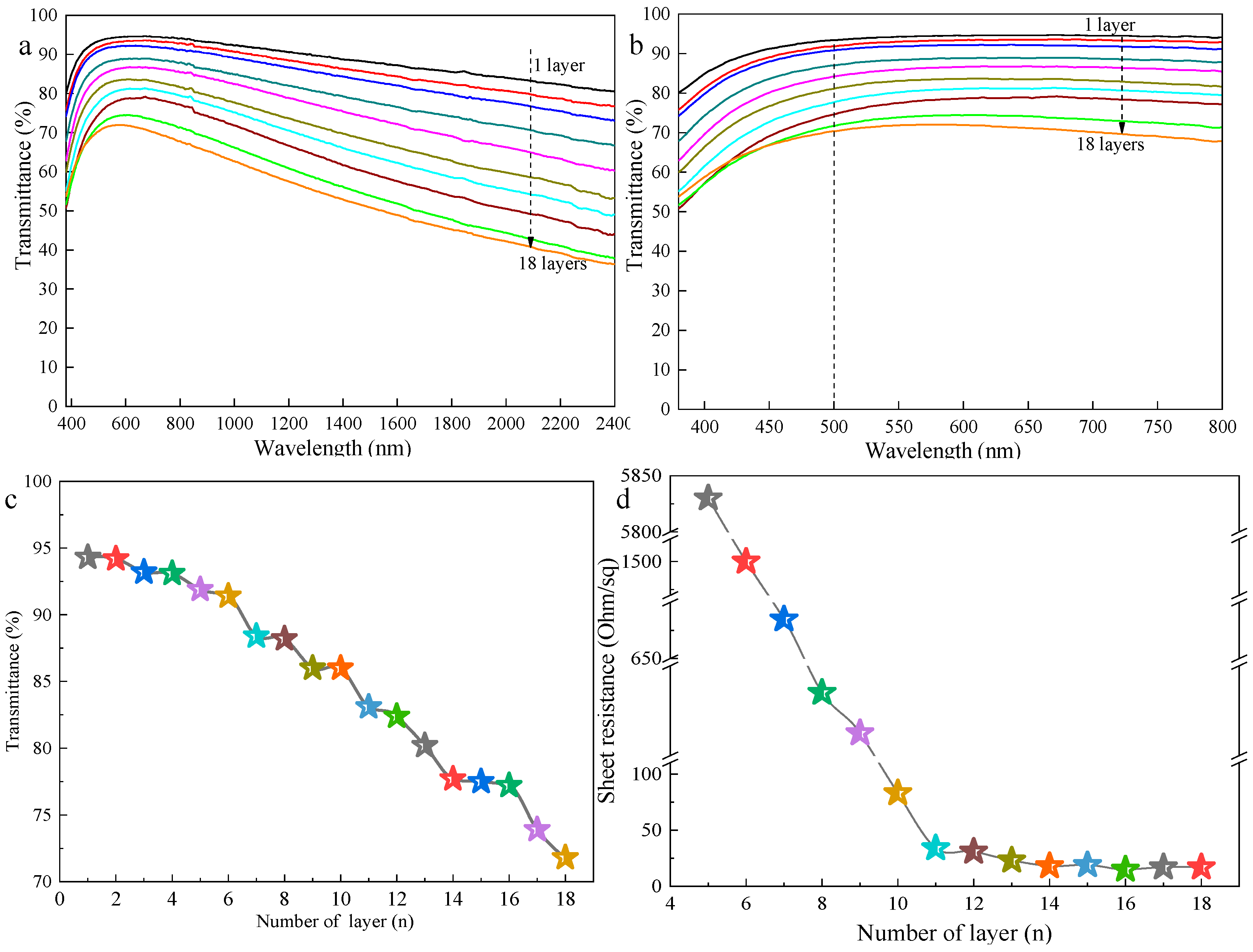
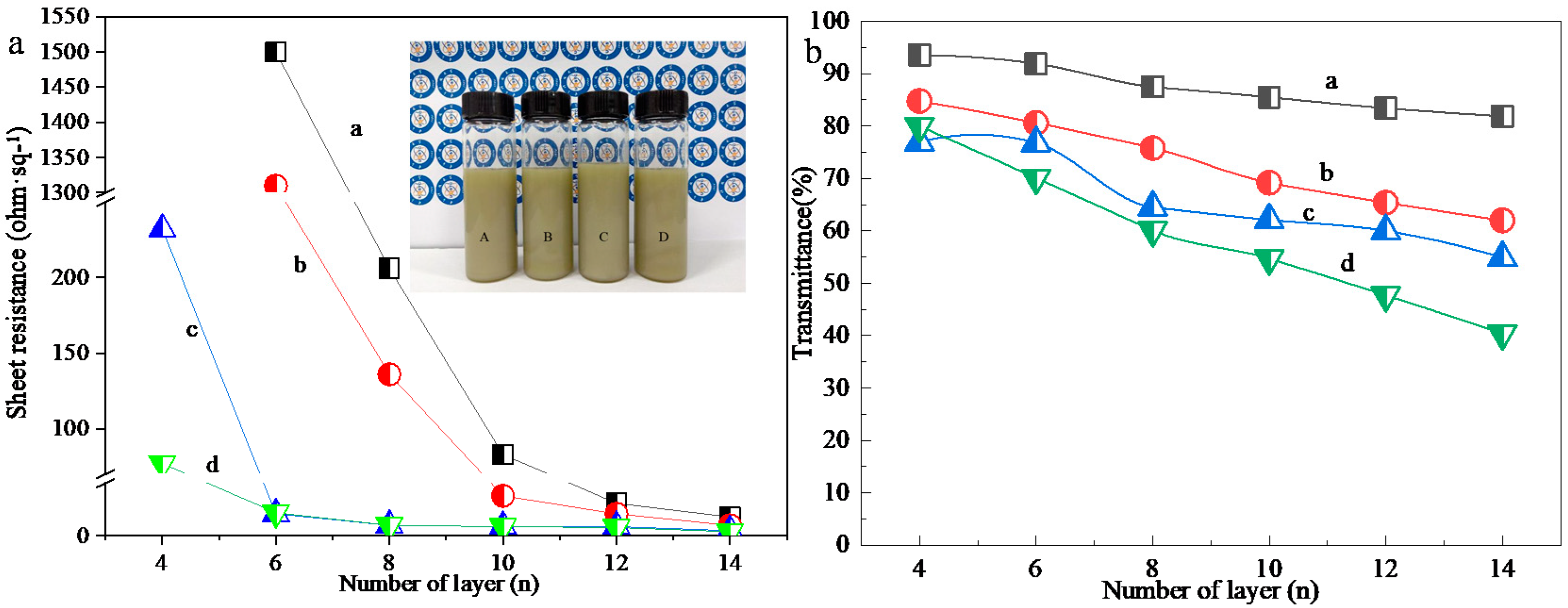
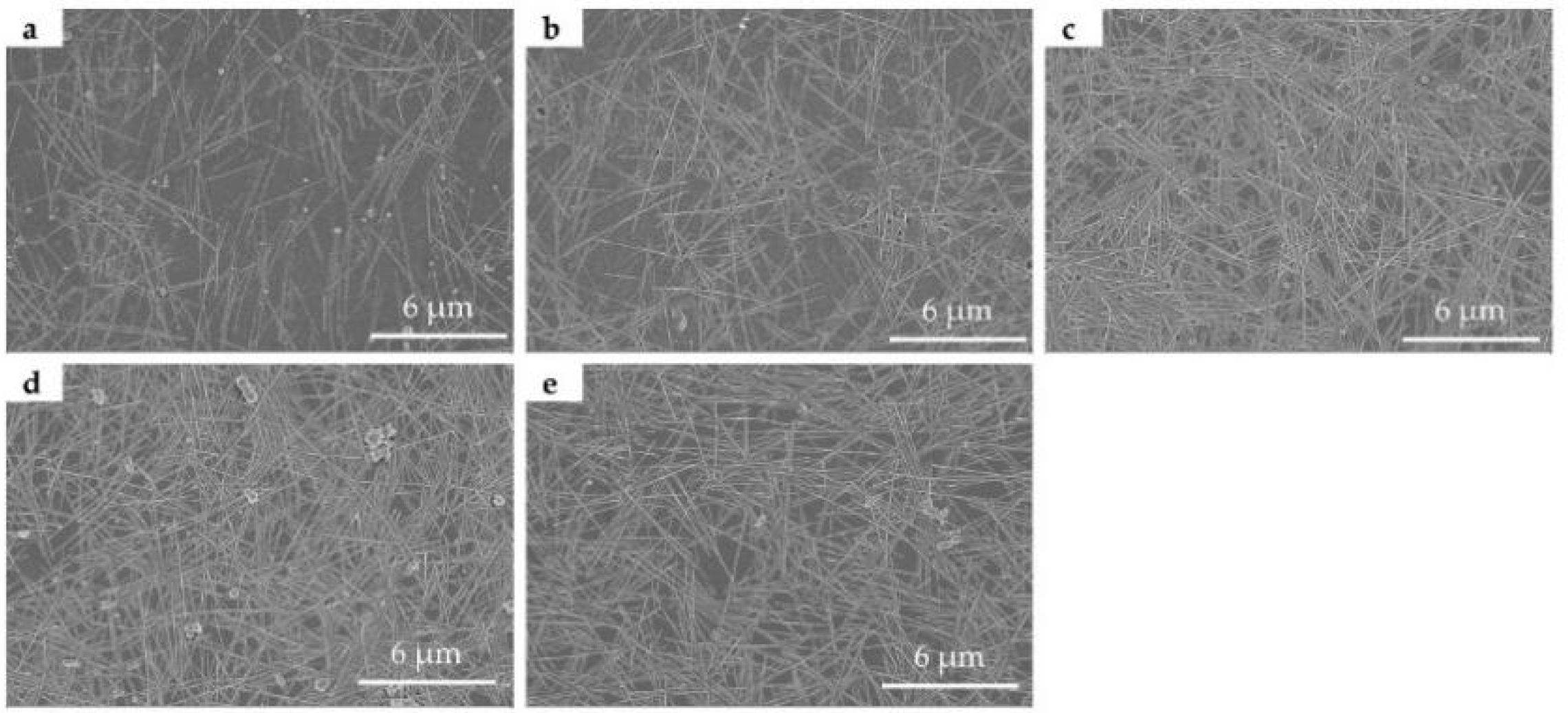
3.3. Influence of Concentration of AgNWs Ink on Photoelectric Properties of Printed Patterns
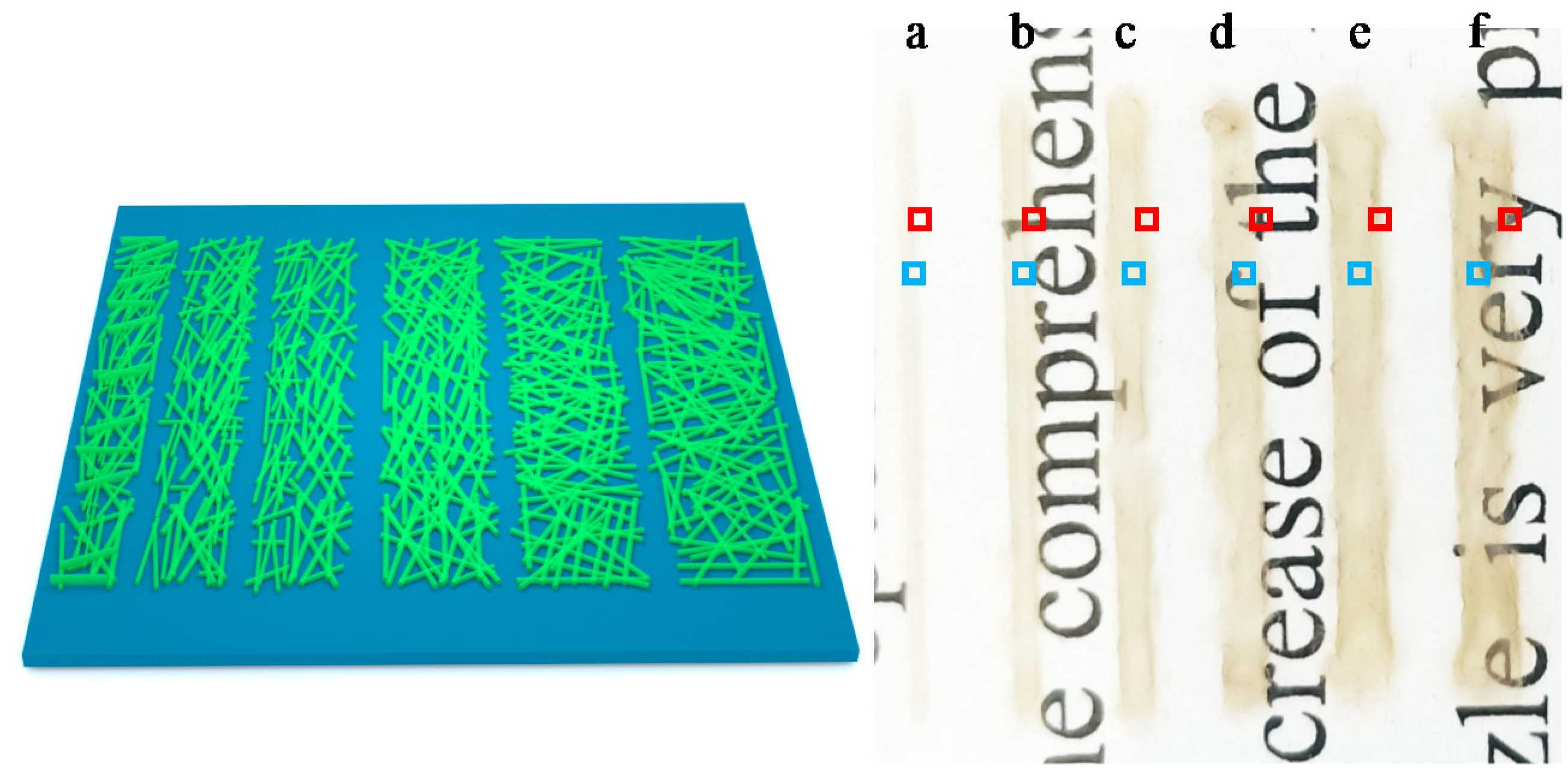
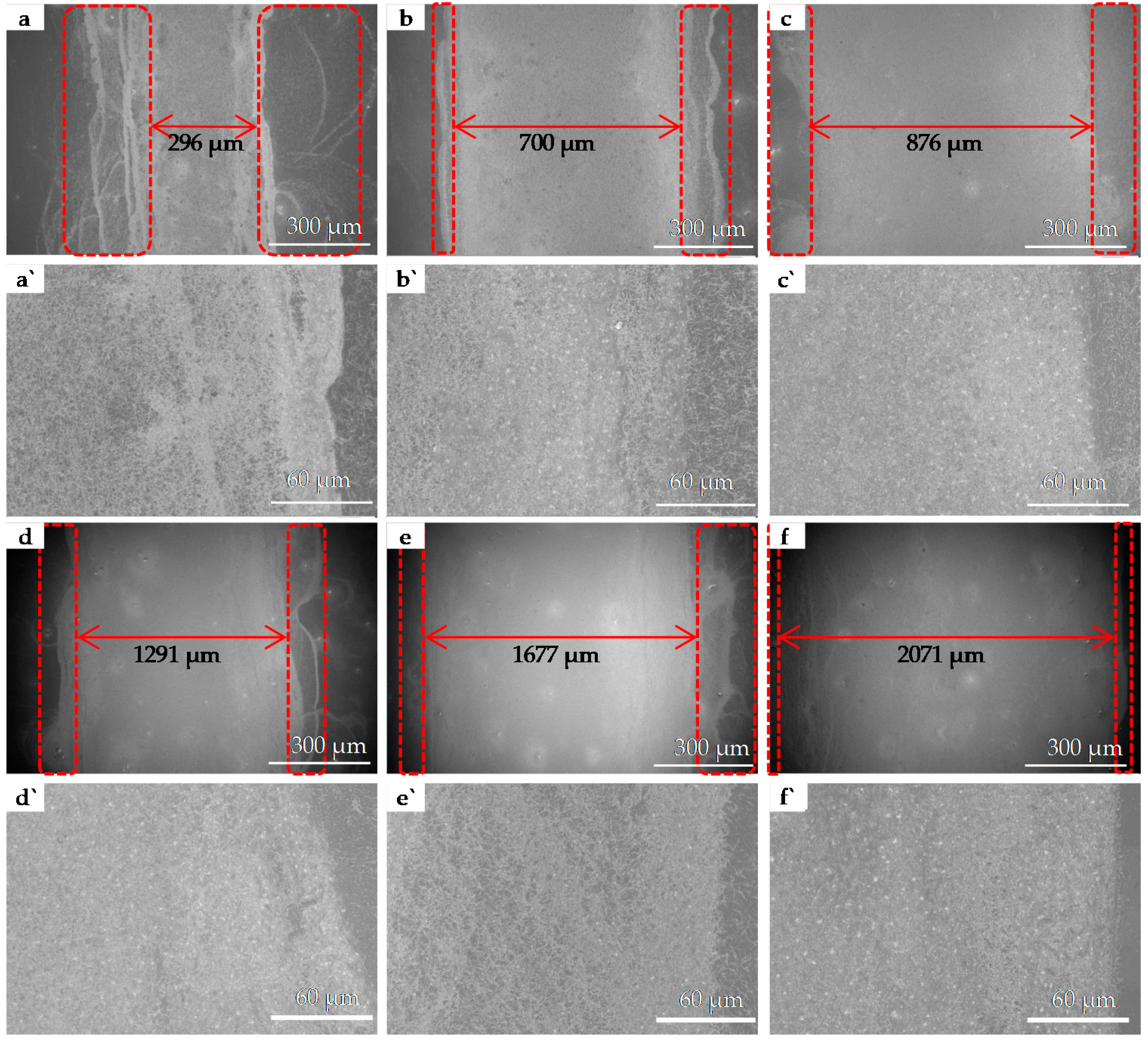
3.4. Accuracy of Printed Pattern
3.5. Applications of Inkjet Printting Patterns
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Park, S.; Wang, G.; Cho, B.; Kim, Y.; Song, S.; Ji, Y.; Yoon, M.-H.; Lee, T. Flexible molecular-scale electronic devices. Nat. Nanotechnol. 2012, 7, 438–442. [Google Scholar] [CrossRef]
- Li, R.; Ma, X.; Li, J.; Cao, J.; Gao, H.; Li, T.; Zhang, X.; Wang, L.; Zhang, Q.; Wang, G.; et al. Flexible and high-performance elec-trochromic devices enabled by self-assembled 2D TiO2/MXene heterostructures. Nat. Commun. 2021, 12, 1587. [Google Scholar] [CrossRef] [PubMed]
- Aliqué, M.; Simão, C.D.; Murillo, G.; Moya, A. Flexible Breathable Na-nomesh Electronic Devices for On-Demand Therapy. Adv. Funct. Mater. 2019, 29, 1902127. [Google Scholar]
- Gong, M.; Wan, P.; Di, M.; Zhong, M.; Liao, M.; Ye, J.; Shi, R.; Zhang, L. Fully-Printed Piezoelectric Devices for Flexible Electronics Applications. Adv. Mater. Technol. 2021, 6, 2001020. [Google Scholar]
- Zhang, C.; Cha, R.; Li, R.; Tang, L.; Long, K.; Zhang, Z.; Zhang, L.; Jiang, X. Cellophane or Nanopaper: Which Is Better for the Substrates of Flexible Electronic Devices? ACS Sustain. Chem. Eng. 2020, 8, 7774–7784. [Google Scholar] [CrossRef]
- Sun, C.; Mikhaylov, R.; Fu, Y.; Wu, F.; Wang, H.; Yuan, X.; Xie, Z.; Liang, D.; Wu, Z.; Yang, X. Flexible Printed Circuit Board as Novel Electrodes for Acoustofluidic Devices. IEEE Trans. Electron Devices 2021, 68, 393–398. [Google Scholar] [CrossRef]
- Zhu, D.; Wang, Z.; Zhu, D. Highly Conductive Graphene Electronics by Inkjet Printing. J. Electron. Mater. 2020, 49, 1765–1776. [Google Scholar] [CrossRef] [Green Version]
- Mallikarjuna, K.; Kim, H. Highly Transparent Conductive Reduced Graphene Oxide/Silver Nanowires/Silver Grid Electrodes for Low-Voltage Electrochromic Smart Windows. ACS Appl. Mater. Interfaces 2019, 11, 1969–1978. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, Z.; Wang, S.; Zhang, R.; Guo, Y.; Cheng, G.; Gu, Y.; Liu, K.; Chen, K. Su-perstable copper nanowire network electrodes by single-crystal graphene covering and their applications in flexible nano-generator and light-emitting diode. Nano Energy 2020, 71, 104638. [Google Scholar] [CrossRef]
- Wang, G.; Yang, P.; Chen, B.; Liu, G.; Qiu, J. A novel combination of graphene and silver nanowires for entirely stretchable and ultrasensitive strain sensors: Sandwich-based sensing films. Nanotechnology 2010, 31, 135501. [Google Scholar] [CrossRef]
- Wang, T.; Jing, L.-C.; Zhu, Q.; Ethiraj, A.S.; Fan, X.; Liu, H.; Tian, Y.; Zhu, Z.; Meng, Z.; Geng, H.-Z. Tannic acid modified graphene/CNT three-dimensional conductive network for preparing high-performance transparent flexible heaters. J. Colloid Interface Sci. 2020, 577, 300–310. [Google Scholar] [CrossRef] [PubMed]
- Goak, J.C.; Kim, T.Y.; Kim, D.U.; Chang, K.S.; Lee, C.S.; Lee, N. Stable heating performance of carbon nanotube/silver nanowire transparent heaters. Appl. Surf. Sci. 2020, 510, 145445. [Google Scholar] [CrossRef]
- Lim, J.E.; Lee, D.Y.; Kim, H.K. Mechanical Stretchability of Screen-Printed Ag Nanoparticles Electrodes on Poly-urethane Substrate for Stretchable Interconnectors and Thin Film Heaters. ECS J. Solid State Sci. Technol. 2018, 7, 468–472. [Google Scholar] [CrossRef]
- Cai, Y.; Piao, X.; Yao, X.; Gao, W.; Nie, E.; Zhang, Z.; Sun, Z. Transparent conductive film based on silver nanowires and single-wall carbon nanotubes for transparent heating films. Nanotechnology 2019, 30, 225201. [Google Scholar] [CrossRef]
- Wu, C.; He, C.; Guo, D.; Zhang, F.; Li, P.; Wang, S.; Liu, A.; Wu, F.; Tang, W. Vertical alpha/beta-Ga2O3 phase junction nanorods array with graphene-silver nanowire hybrid conductive electrode for high-performance self-powered solar-blind photode-tectors. Mater. Today Phys. 2020, 12, 100193. [Google Scholar] [CrossRef]
- Huang, Q.; Zhu, Y. Gravure Printing of Water-based Silver Nanowire ink on Plastic Substrate for Flexible Electronics. Sci. Rep. 2018, 8, 15167. [Google Scholar] [CrossRef] [Green Version]
- Arefpour, M.; Almasi Kashi, M.; Bagheli, M. High Chemical and Thermal Stability of Ag Nan-owire-Based Transparent Conductive Electrodes Induced by Electroless Ag Nanoparticle Decoration. Phys. Status Solidi A Appl. Mater. Sci. 2020, 217, 1900957. [Google Scholar] [CrossRef]
- Kumar, D.; Stoichkov, V.; Brousseau, E.; Smith, G.; Kettle, J.P. High performing AgNW transparent conducting electrodes with a sheet resistance of 2.5 Ω Sq−1 based upon a roll-to-roll compatible post-processing technique. Nanoscale 2019, 11, 5760–5769. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, X.; Park, H.; Lee, M.H.; Hwang, B.; Kim, S.H.; Lim, S. High resolution patterning of Ag nanowire flexible transparent electrode via electrohydrodynamic jet printing of acrylic polymer-silicate nanoparticle composite overcoating layer. Org. Electron. 2018, 62, 400–406. [Google Scholar] [CrossRef]
- Wu, M.; Zheng, H.; Li, X.; Yu, S. Highly transparent low resistance ATO/AgNWs/ATO flexible transparent conductive thin films. Ceram. Int. 2020, 46, 4344–4350. [Google Scholar] [CrossRef]
- Zhang, B.; Li, W.; Nogi, M.; Chen, C.; Yang, Y.; Sugahara, T.; Koga, H.; Suganuma, K. Alloying and Embedding of Cu-Core/Ag-Shell Nanowires for Ultrastable Stretchable and Transparent Electrodes. ACS Appl. Mater. Interfaces 2019, 11, 18540–18547. [Google Scholar] [CrossRef] [PubMed]
- Wu, S.; Yao, S.; Liu, Y.; Hu, X.; Huang, H.H.; Zhu, Y. Buckle-Delamination-Enabled Stretchable Silver Nanowire Conductors. ACS Appl. Mater. Interfaces 2020, 12, 41696–41703. [Google Scholar] [CrossRef]
- Lin, Y.; Yuan, W.; Ding, C.; Chen, S.; Su, W.; Hu, H.; Cui, Z.; Li, F. Facile and Efficient Patterning Method for Silver Nanowires and Its Application to Stretchable Electroluminescent Displays. ACS Appl. Mater. Interfaces 2020, 12, 24074–24085. [Google Scholar] [CrossRef]
- Cai, L.; Zhang, S.; Zhang, Y.; Li, J.; Miao, J.; Wang, Q.; Yu, Z.; Wang, C. Direct Printing for Additive Patterning of Silver Nanowires for Stretchable Sensor and Display Applications. Adv. Mater. Technol. 2018, 3, 1700232. [Google Scholar] [CrossRef]
- Zhang, Y.; He, P.; Luo, M.; Xu, X.; Dai, G.; Yang, J. Highly stretchable polymer/silver nanowires composite sensor for human health monitoring. Nano Res. 2020, 13, 919–926. [Google Scholar] [CrossRef]
- Wang, J.; Lou, Y.; Wang, B.; Sun, Q.; Zhou, M.; Li, X. Highly Sensitive, Breathable, and Flexible Pressure Sensor Based on Electrospun Membrane with Assistance of AgNW/TPU as Composite Dielectric Layer. Sensors 2020, 20, 2459. [Google Scholar] [CrossRef] [PubMed]
- Lin, S.; Wang, H.; Zhang, X.; Wang, D.; Zu, D.; Song, J.; Liu, Z.; Huang, Y.; Huang, K.; Tao, N.; et al. Direct spray-coating of highly robust and transparent Ag nanowires for energy saving windows. Nano Energy 2019, 62, 111–116. [Google Scholar] [CrossRef]
- Xiong, J.; Li, S.; Ciou, J.; Chen, J.; Gao, D.; Wang, J.; Lee, P.S. A Tailorable Spray-Assembly Strategy of Silver Nanowires-Bundle Mesh for Transferable High-Performance Transparent Conductor. Adv. Funct. Mater. 2021, 31, 2006120. [Google Scholar] [CrossRef]
- Wang, H.; Wang, Y.; Chen, X. Synthesis of uniform silver nanowires from AgCl seeds for transparent conductive films via spin-coating at variable spin-speed. Colloids Surf. A Physicochem. Eng. Asp. 2019, 565, 154–161. [Google Scholar] [CrossRef]
- Kim, Y.Y.; Yang, T.Y.; Suhonen, R.; Valimaki, M.; Maaninen, T.; Kemppainen, A.; Jeon, N.J.; Seo, J. Gravure-Printed Flexible Perovskite Solar Cells: Toward Roll-to-Roll Manufacturing. Adv. Sci. 2019, 6, 1802094. [Google Scholar] [CrossRef] [Green Version]
- Peng, Y.; Du, B.; Xu, X.; Yang, J.; Lin, J.; Ma, C. Transparent triboelectric sensor arrays using gravure printed silver nanowire electrodes. Appl. Phys. Express 2019, 12, 066503. [Google Scholar] [CrossRef]
- Scheideler, W.; Smith, J.; Deckman, I.; Chung, S.; Arias, A.C.; Subramanian, V. A robust, gravure-printed, silver nanowire/metal oxide hybrid electrode for high-throughput patterned transparent conductors. J. Mater. Chem. C 2016, 4, 3248–3255. [Google Scholar] [CrossRef]
- Elen, K.; Penxten, H.; Nagels, S.; Deferme, W.; Lutsen, L.; Hardy, A.; Van Bael, M.K. Screen-printing of flexible semi-transparent electrodes and devices based on silver nanowire networks. Nanotechnology 2018, 29, 425201. [Google Scholar] [CrossRef]
- Ke, S.; Guo, P.; Pang, C.; Tian, B.; Luo, C.; Zhu, H.; Wu, W. Screen-Printed Flexible Strain Sensors with Ag Nanowires for Intelligent and Tamper-Evident Packaging Applications. Adv. Mater. Technol. 2020, 5, 1901097. [Google Scholar] [CrossRef]
- He, X.; He, R.; Lan, Q.; Wu, W.; Duan, F.; Xiao, J.; Zhang, M.; Zeng, Q.; Wu, J.; Liu, J. Screen-Printed Fabrication of PEDOT:PSS/Silver Nanowire Composite Films for Transparent Heaters. Materials 2017, 10, 220. [Google Scholar] [CrossRef] [PubMed]
- Gao, Z.; Yuan, B.; Sun, C. Inkjet Etching Silver Nanowire Film for Multi-touch Sensors. In Applied Sciences in Graphic Communication and Packaging; Zhao, P., Ouyang, Y., Xu, M., Yang, L., Ren, Y., Eds.; Springer: Berlin/Heidelberg, Germany, 2018; pp. 371–376. [Google Scholar]
- Finn, D.J.; Lotya, M.; Coleman, J.N. Inkjet Printing of Silver Nanowire Networks. ACS Appl. Mater. Interfaces 2015, 7, 9254–9261. [Google Scholar] [CrossRef] [PubMed]
- Huang, Q.; Al-Milaji, K.N.; Zhao, H. Inkjet Printing of Silver Nanowires for Stretchable Heaters. ACS Appl. Nano Mater. 2018, 1, 4528–4536. [Google Scholar] [CrossRef]
- Wan, T.; Guan, P.; Guan, X.; Hu, L.; Wu, T.; Cazorla, C.; Chu, D. Facile Patterning of Silver Nanowires with Controlled Polarities via Inkjet-Assisted Manipulation of Interface Adhesion. ACS Appl. Mater. Interfaces 2020, 12, 34086–34094. [Google Scholar] [CrossRef]
- Zikulnig, J.; Roshanghias, A.; Rauter, L.; Hirschl, C. Evaluation of the Sheet Resistance of Inkjet-Printed Ag-Layers on Flexible, Uncoated Paper Substrates Using Van-der-Pauw’s Method. Sensors 2020, 20, 2398. [Google Scholar] [CrossRef] [Green Version]
- Cai, G.; Park, S.; Cheng, X.; Eh, A.L.-S.; Lee, P.S. Inkjet-printed metal oxide nanoparticles on elastomer for strain-adaptive transmissive electrochromic energy storage systems. Sci. Technol. Adv. Mater. 2018, 19, 759–770. [Google Scholar] [CrossRef] [Green Version]
- Xie, M.; Lu, H.; Zhang, L.; Wang, J.; Luo, Q.; Lin, J.; Ba, L.; Liu, H.; Shen, W.; Shi, L.; et al. Fully Solution-Processed Semi-Transparent Perovskite Solar Cells With Ink-Jet Printed Silver Nanowires Top Electrode. Sol. RRL 2018, 2, 1700184. [Google Scholar] [CrossRef]
- Kwak, D.; Choi, H.H.; Kang, B.; Kim, D.H.; Lee, W.H.; Cho, K. Tailoring Morphology and Structure of Inkjet-Printed Liquid-Crystalline Semiconductor/Insulating Polymer Blends for High-Stability Organic Transistors. Adv. Funct. Mater. 2016, 26, 3003–3011. [Google Scholar] [CrossRef]
- Wang, Y.; Yan, C.; Cheng, S.; Xu, Z.; Sun, X.; Xu, Y.; Chen, J.; Jiang, Z.; Liang, K.; Feng, Z. Flexible RFID Tag Metal Antenna on Paper-Based Substrate by Inkjet Printing Technology. Adv. Funct. Mater. 2019, 29, 1902579. [Google Scholar] [CrossRef]
- Onses, M.S.; Sutanto, E.; Ferreira, P.M.; Alleyne, A.G.; Rogers, J.A. Mechanisms, Capabilities, and Applications of High-Resolution Electrohydrodynamic Jet Printing. Small 2015, 11, 4237–4266. [Google Scholar] [CrossRef]
- Park, J.U.; Hardy, M.; Kang, S.J.; Barton, K.; Adair, K.; kishore Mukhopadhyay, D.; Lee, C.Y.; Strano, M.S.; Alleyne, A.G.; Georgiadis, J.G.; et al. High-resolution electrohy-drodynamic jet printing. Nat. Mater. 2007, 6, 782–789. [Google Scholar] [CrossRef]
- Grimaldi, I.; Coppola, S.; Loffredo, F.; Villani, F.; Nenna, G.; Minarini, C.; Vespini, V.; Miccio, L.; Grilli, S.; Ferraro, P. Graded-size microlens array by the pyro-electrohydrodynamic continuous printing method. Appl. Opt. 2013, 52, 7699–7705. [Google Scholar] [CrossRef] [PubMed]
- Coppola, S.; Mecozzi, L.; Vespini, V.; Battista, L.; Grilli, S.; Nenna, G.; Loffredo, F.; Villani, F.; Minarini, C.; Ferraro, P. Nanocomposite polymer carbon-black coating for triggering pyro-electrohydrodynamic inkjet printing. Appl. Phys. Lett. 2015, 106, 261603. [Google Scholar] [CrossRef]
- Wei, Y.Y.; Chen, S.; Li, F.; Lin, Y.; Zhang, Y.; Liu, L. Highly Stable and Sensitive Paper-Based Bending Sensor Using Silver Nanowires/Layered Double Hydroxides Hybrids. ACS Appl. Mater. Interfaces 2015, 7, 14182–14191. [Google Scholar] [CrossRef] [PubMed]
- Coppola, S.; Nasti, G.; Todino, M.; Olivieri, F.; Vespini, V. and Ferraro, P. Direct writing of microfluidic footpaths by pyro-ehd print-ing. ACS Appl. Mater. Interfaces 2017, 9, 16488–16494. [Google Scholar] [CrossRef] [PubMed]
- Gao, C.; Zhang, Y.; Mia, S.; Xing, T.; Chen, G. Development of inkjet printing ink based on com-ponent solubility parameters and its properties. Colloids Surf. A Physicochem. Eng. Asp. 2021, 609, 125676. [Google Scholar] [CrossRef]
- Jia, X.X.; Huang, B.Q.; Wei, X.F.; Han, Y.X. The Study on the Influence of Monomer on the Printing Quality of UV Waterless Offset Ink. In Green Printing and Packaging Materials; Yun, O.Y., Min, X., Li, Y., Eds.; Trans Tech Publications Ltd.: Kapellweg, Switzerland, 2012; pp. 73–76. [Google Scholar]
- Jia, X.; Huang, B.; Wei, X. Study on the Influence of Rheological Properties on the Printing Quality of Ink. In Materials and Design; Sang, X.M., Wang, P.C., Ai, L., Li, Y.G., Bu, J.L., Eds.; Trans Tech Publications Ltd.: Kapellweg, Switzerland, 2011; Parts 1–3; pp. 2018–2021. [Google Scholar]
- Chen, S.; Li, Y.; Jin, R.; Guan, Y.; Ni, H.; Wan, Q.; Li, L. A systematic and effective research pro-cedure for silver nanowire ink. J. Alloy Compd. 2017, 706, 164–175. [Google Scholar] [CrossRef]
- Wu, W. Inorganic nanomaterials for printed electronics: A review. Nanoscale 2017, 9, 7342–7372. [Google Scholar] [CrossRef]
- Wang, Y.H.; Du, D.X.; Xie, H.; Zhang, X.B.; Lin, K.W.; Wang, K.; Fu, E. Printability and electrical conductivity of silver nano-particle-based conductive inks for inkjet printing. J. Mater. Sci. Mater. Electron. 2021, 32, 496–508. [Google Scholar] [CrossRef]
- Park, J.; Kim, G.; Lee, B.; Lee, S.; Won, P.; Yoon, H.; Cho, H.; Ko, S.H.; Hong, Y. Highly Customizable Transparent Silver Nanowire Patterning via Inkjet-Printed Conductive Polymer Tem-plates Formed on Various Surfaces. Adv. Mater. Technol. 2020, 5, 2000042. [Google Scholar] [CrossRef]
- Wang, K.; Zhou, Z.; Zhang, J.; Tang, J.; Wu, P.; Wang, Y.; Zhao, Y.; Leng, Y. Electrical and Thermal and Self-Healing Properties of Graphene-Thermopolyurethane Flexible Conductive Films. Nanomaterials 2020, 10, 753. [Google Scholar] [CrossRef] [PubMed] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | AgNWs (mL) | EG (mL) | IPA (mL) | Wetting Agent (μL) | Viscosity (mPa·s) | Surface Tension (mN·m−1) | Contact Angle (°) | Density (g·mL−1) | Z |
|---|---|---|---|---|---|---|---|---|---|
| A | 1 | 15 | 10 | 0 | 7.6 | 22.869 | 32.5 | 1.0 | 3.2 |
| B | 1 | 15 | 10 | 5 | 7.0 | 23.784 | 29.0 | 1.0 | 3.1 |
| C | 1 | 15 | 10 | 10 | 7.1 | 23.935 | 25.0 | 1.0 | 3.1 |
| D | 1 | 15 | 10 | 15 | 7.7 | 24.116 | 18.0 | 1.0 | 2.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, X.; Wang, S.; Luo, Z.; Lu, J.; Lin, K.; Xie, H.; Wang, Y.; Li, J.-Z. Inkjet Printing of Flexible Transparent Conductive Films with Silver Nanowires Ink. Nanomaterials 2021, 11, 1571. https://doi.org/10.3390/nano11061571
Wu X, Wang S, Luo Z, Lu J, Lin K, Xie H, Wang Y, Li J-Z. Inkjet Printing of Flexible Transparent Conductive Films with Silver Nanowires Ink. Nanomaterials. 2021; 11(6):1571. https://doi.org/10.3390/nano11061571
Chicago/Turabian StyleWu, Xiaoli, Shuyue Wang, Zhengwu Luo, Jiaxin Lu, Kaiwen Lin, Hui Xie, Yuehui Wang, and Jing-Ze Li. 2021. "Inkjet Printing of Flexible Transparent Conductive Films with Silver Nanowires Ink" Nanomaterials 11, no. 6: 1571. https://doi.org/10.3390/nano11061571