
Microstructure Evolution and Mechanical Properties of Austenite Stainless Steel with Gradient Twinned Structure by Surface Mechanical Attrition Treatment


Abstract
:1. Introduction
2. Materials and Methods
3. Results
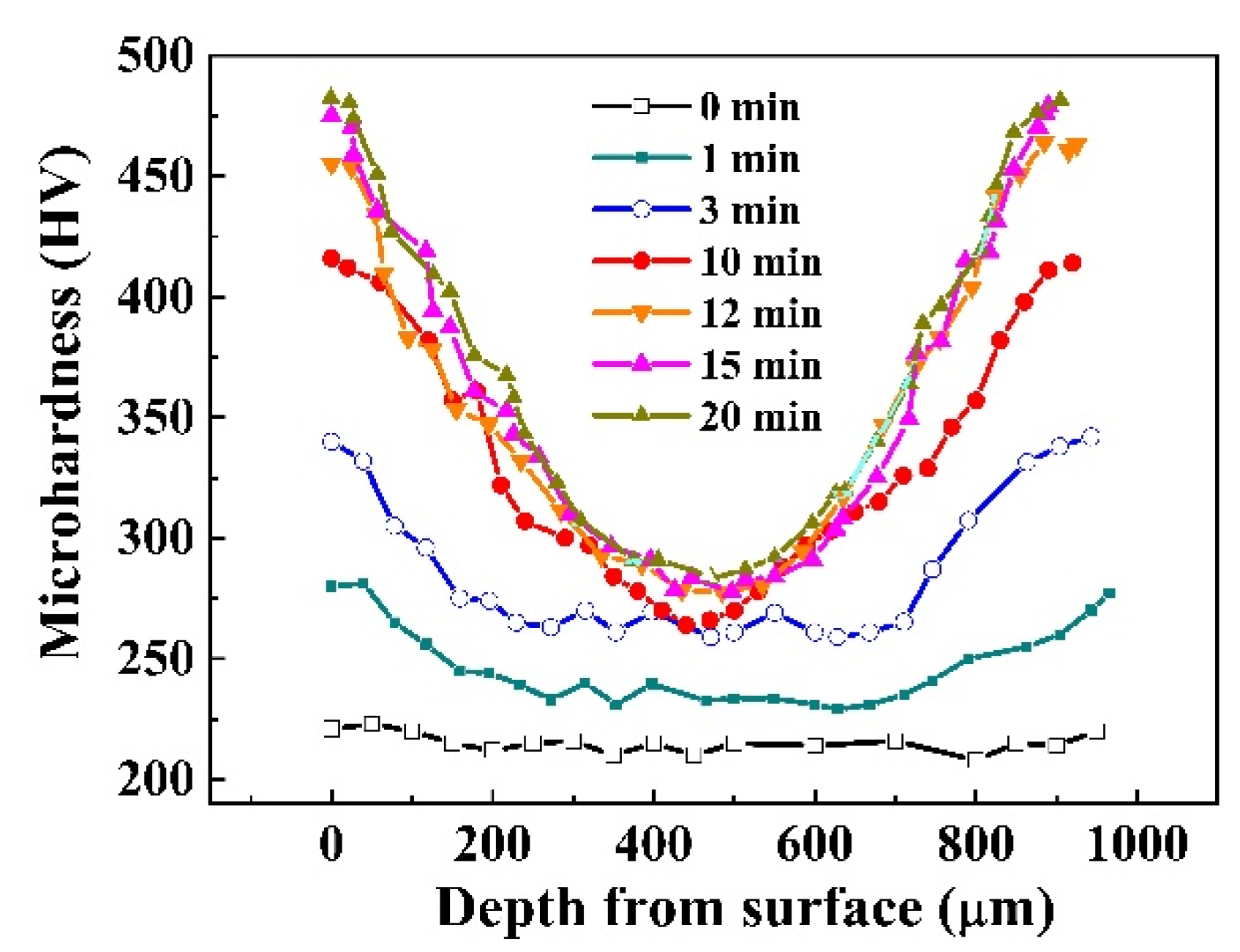
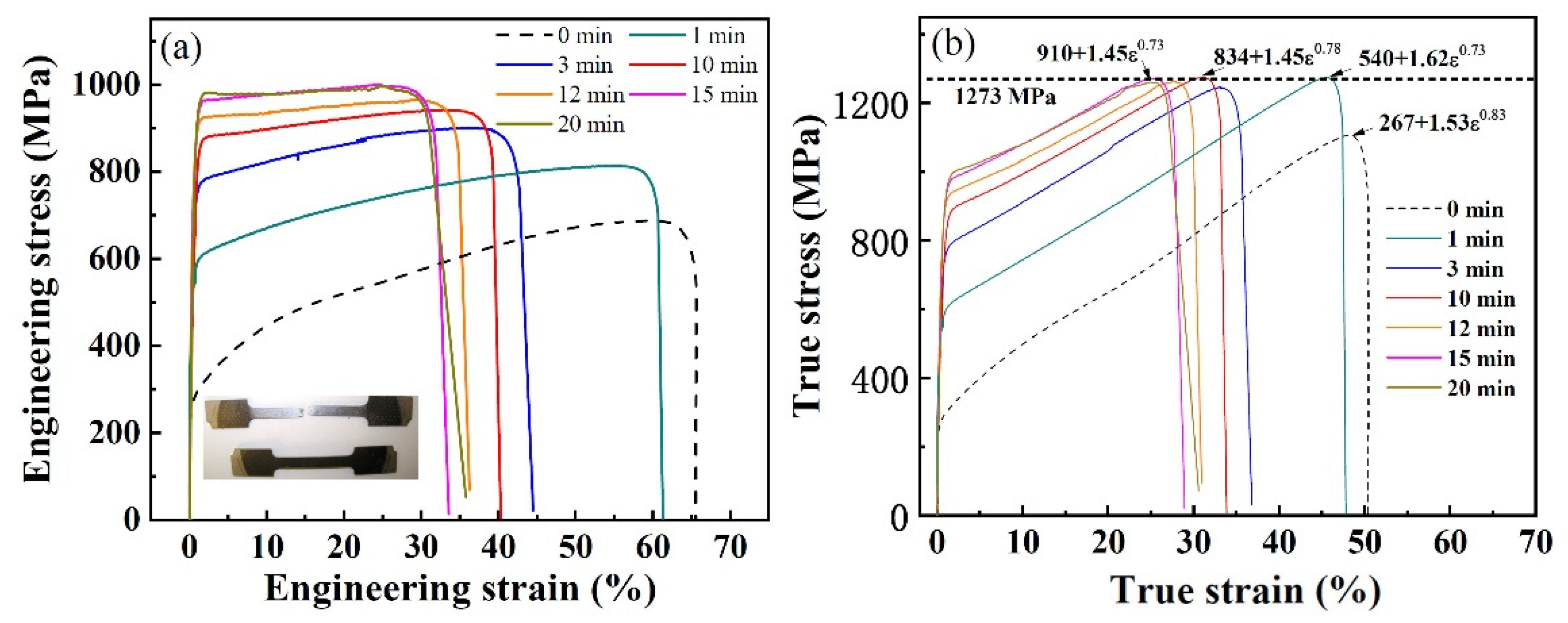
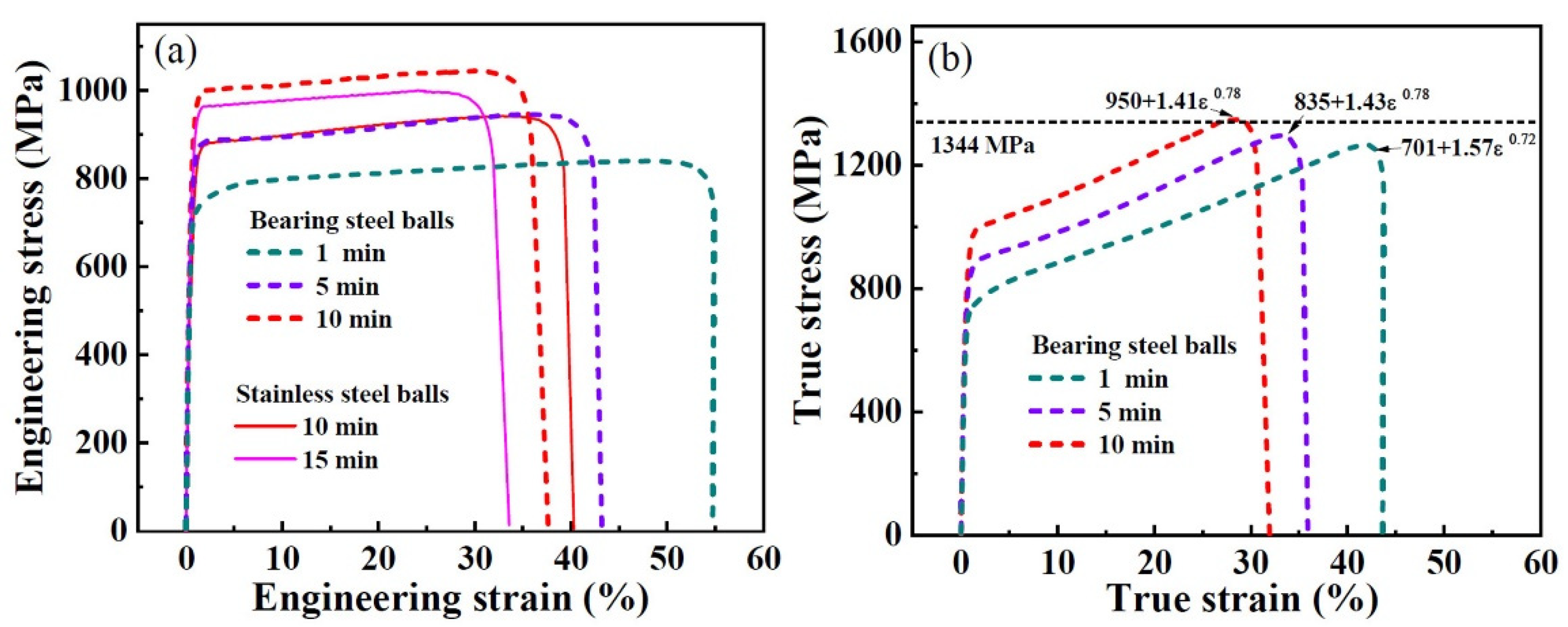
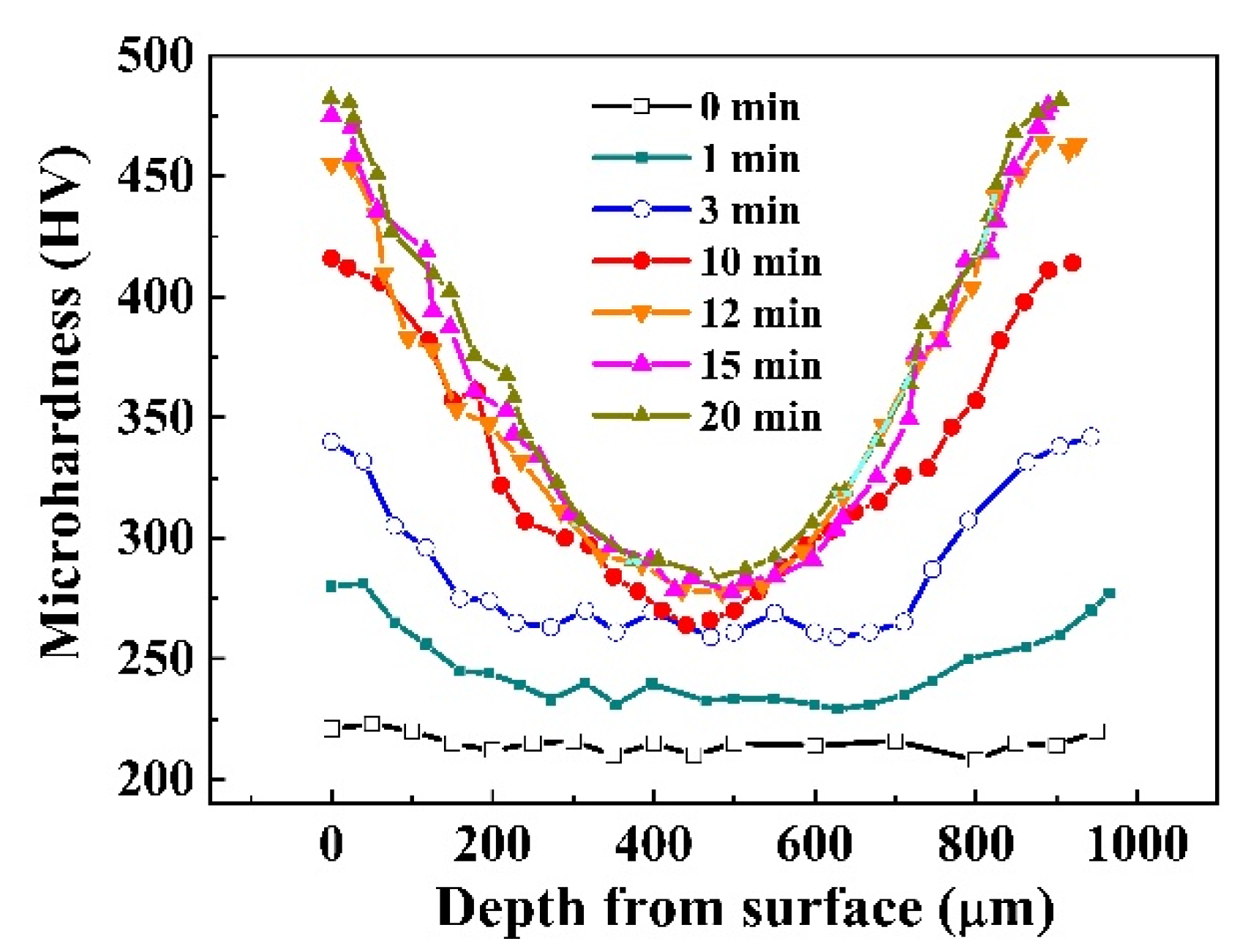
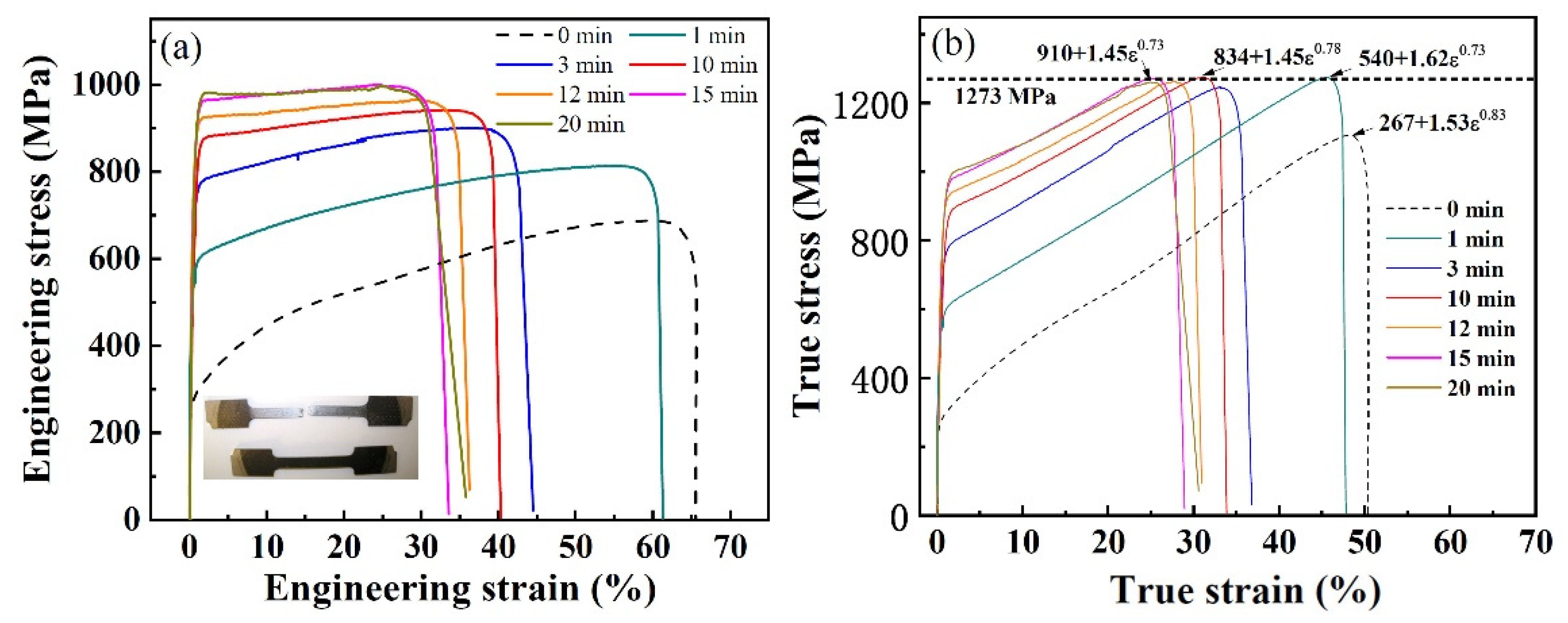
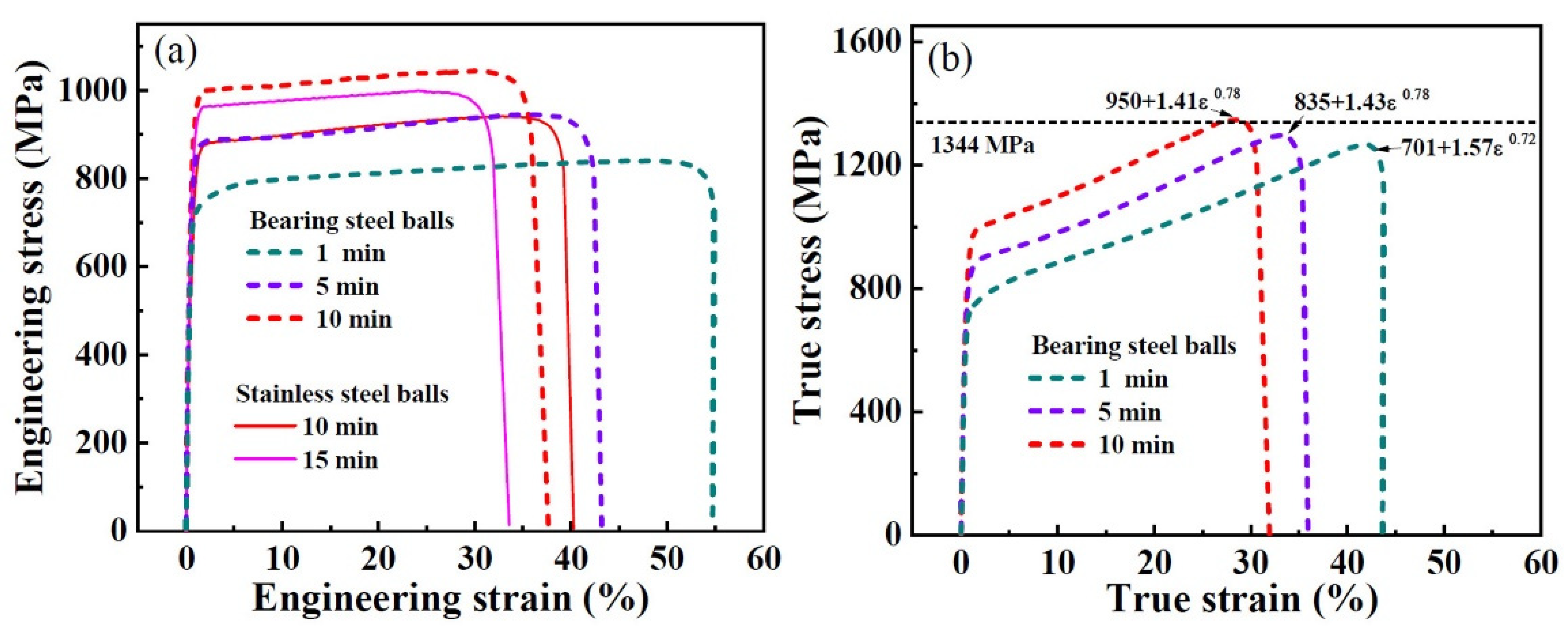
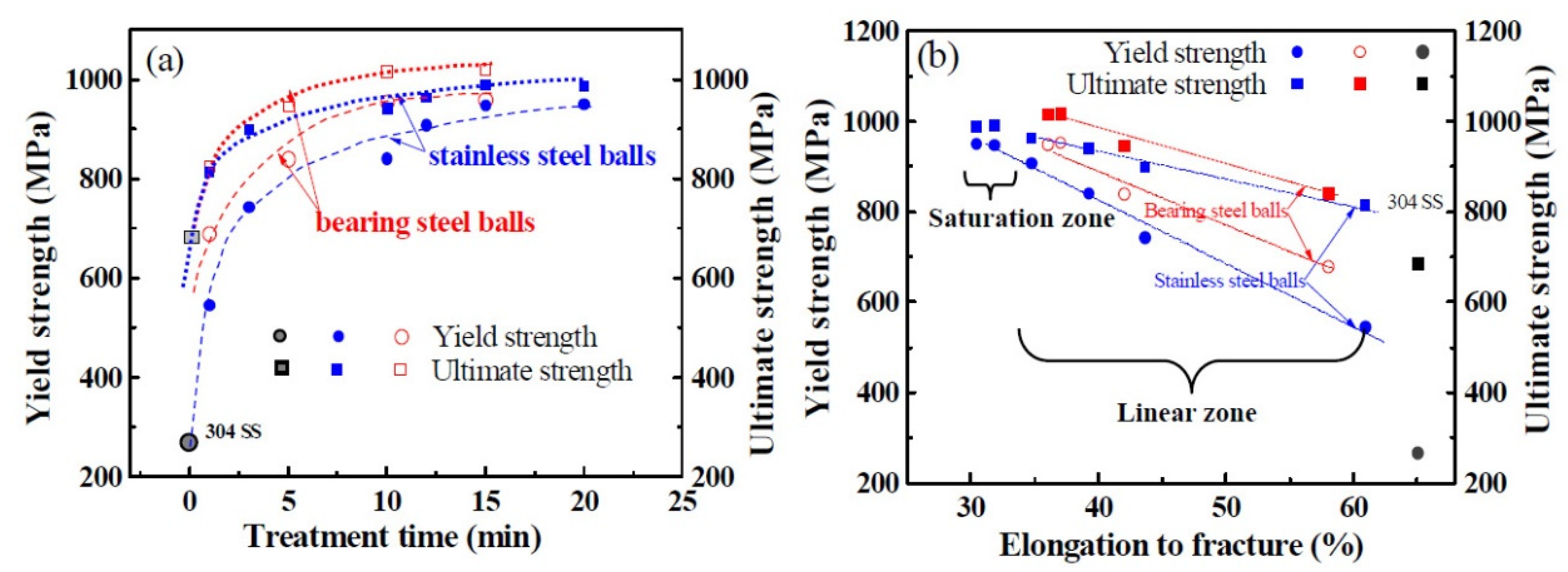
3.1. Mechanical Properties
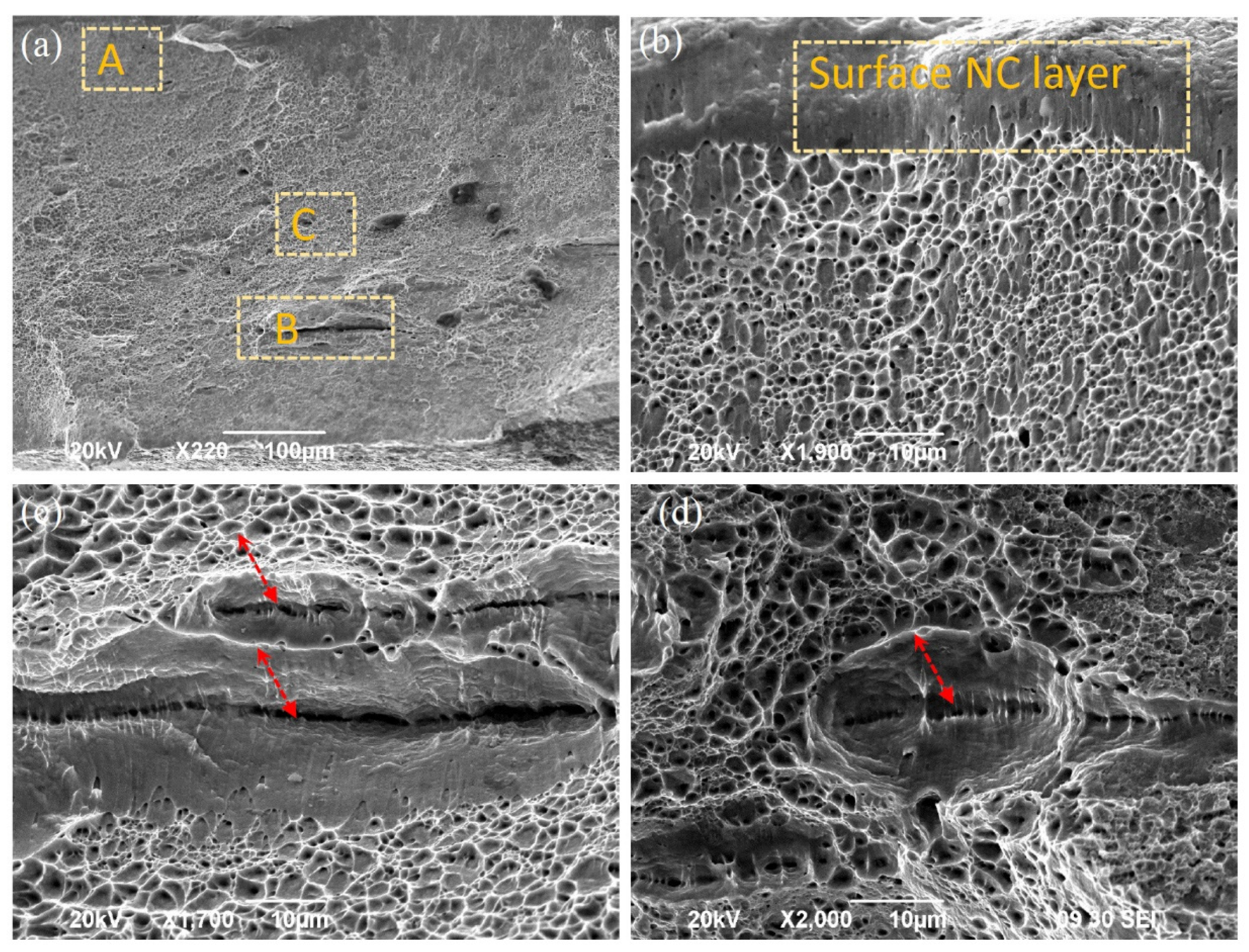
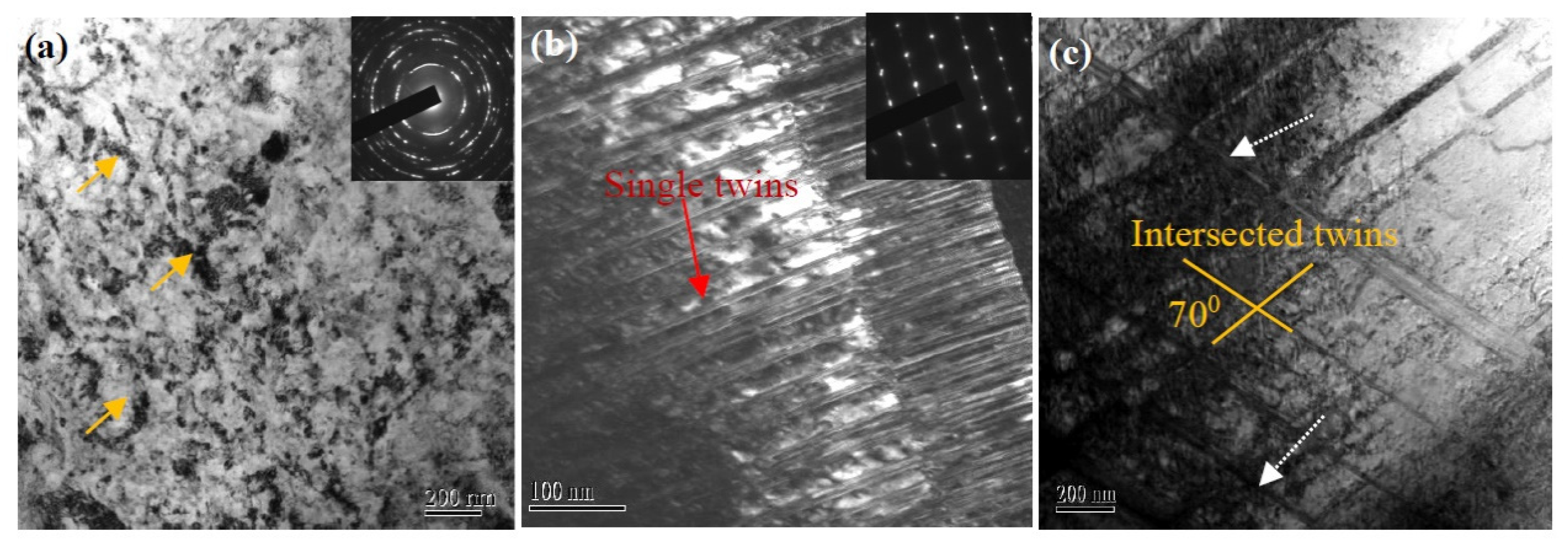
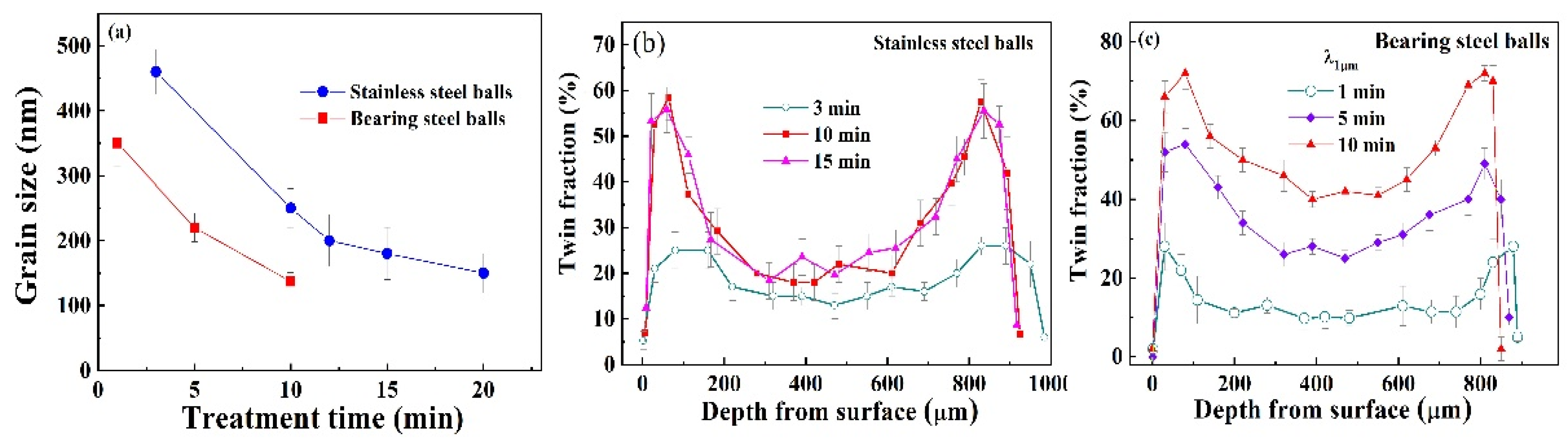
3.2. Microstructure
4. Discussion
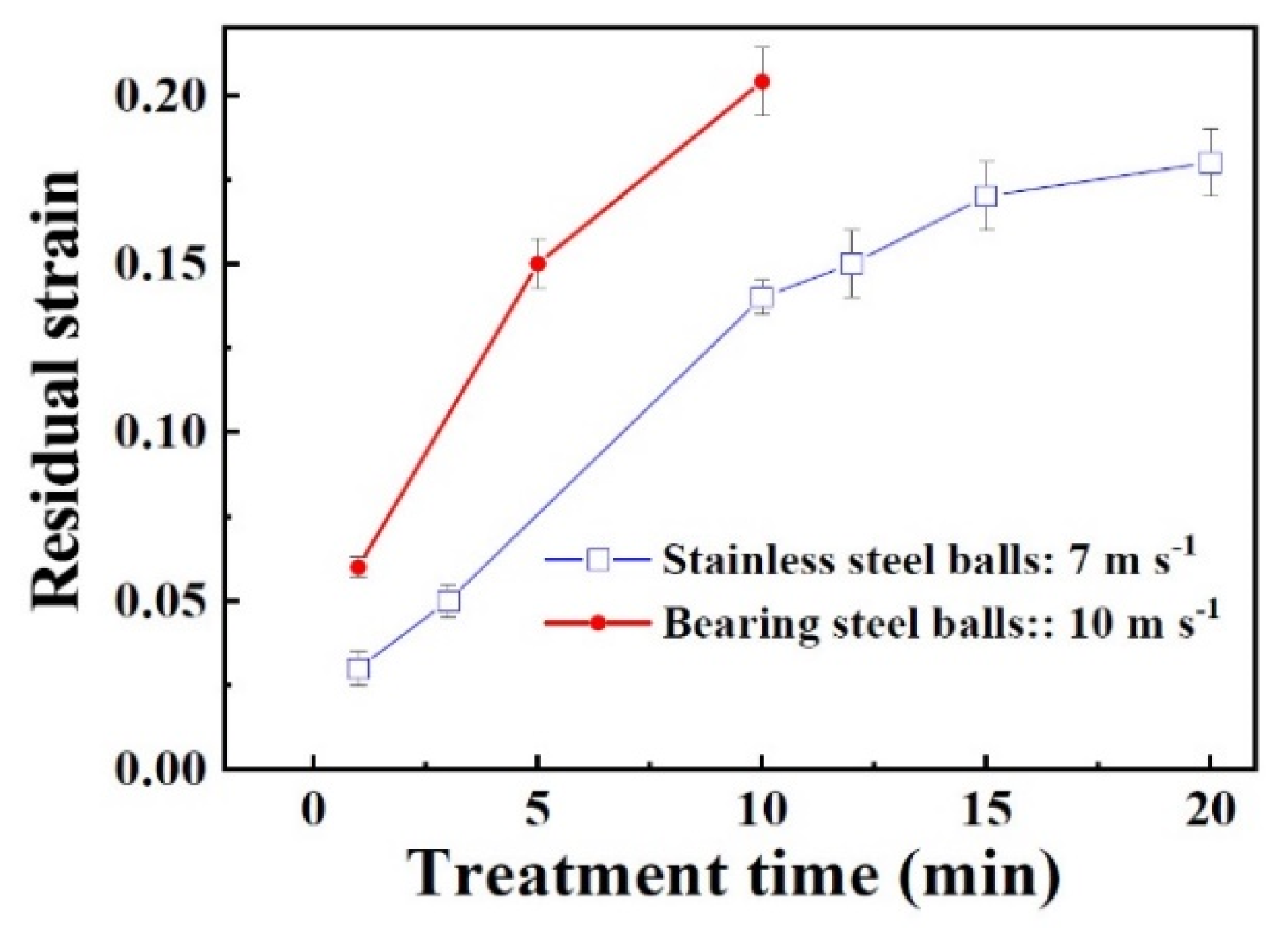
4.1. Effect of Impacting Velocity on Graded Structure
4.2. Synergetic Reinforcement of the Graded Structure
5. Conclusions
- (1)
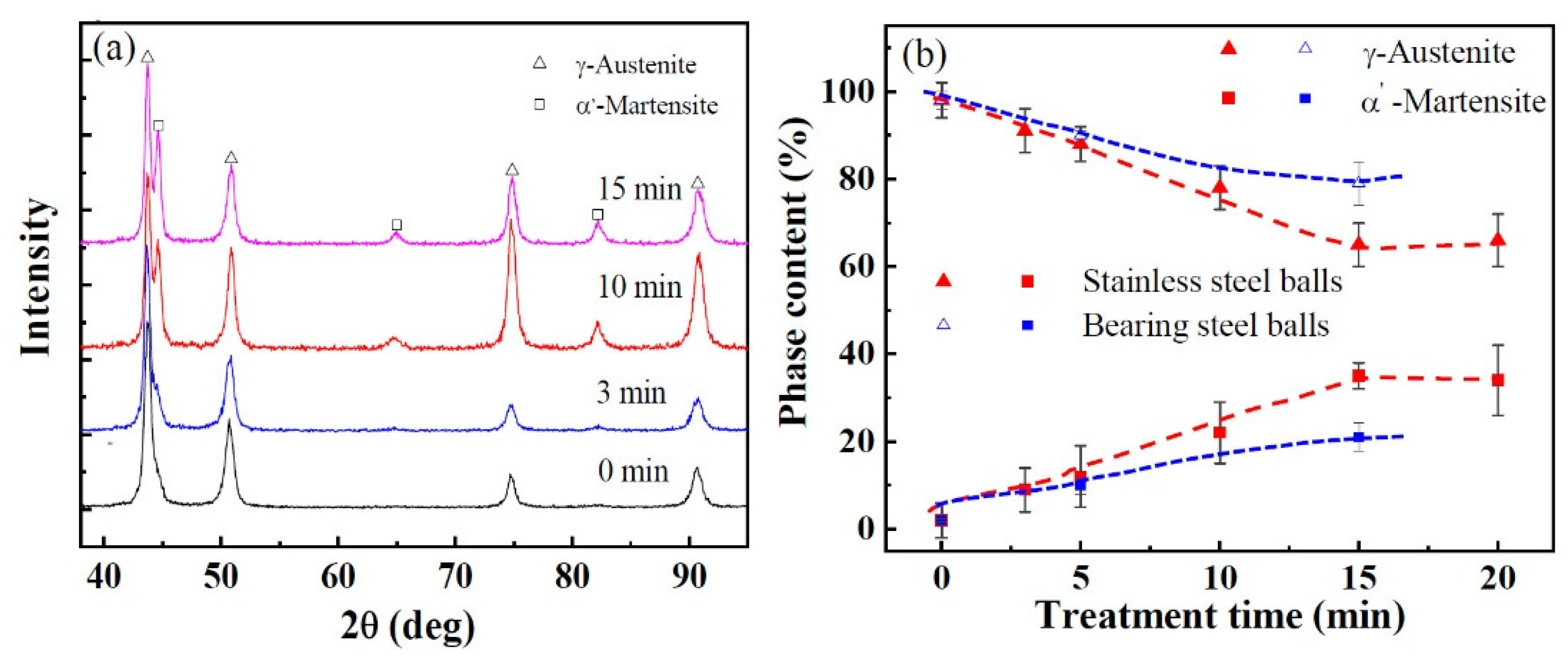
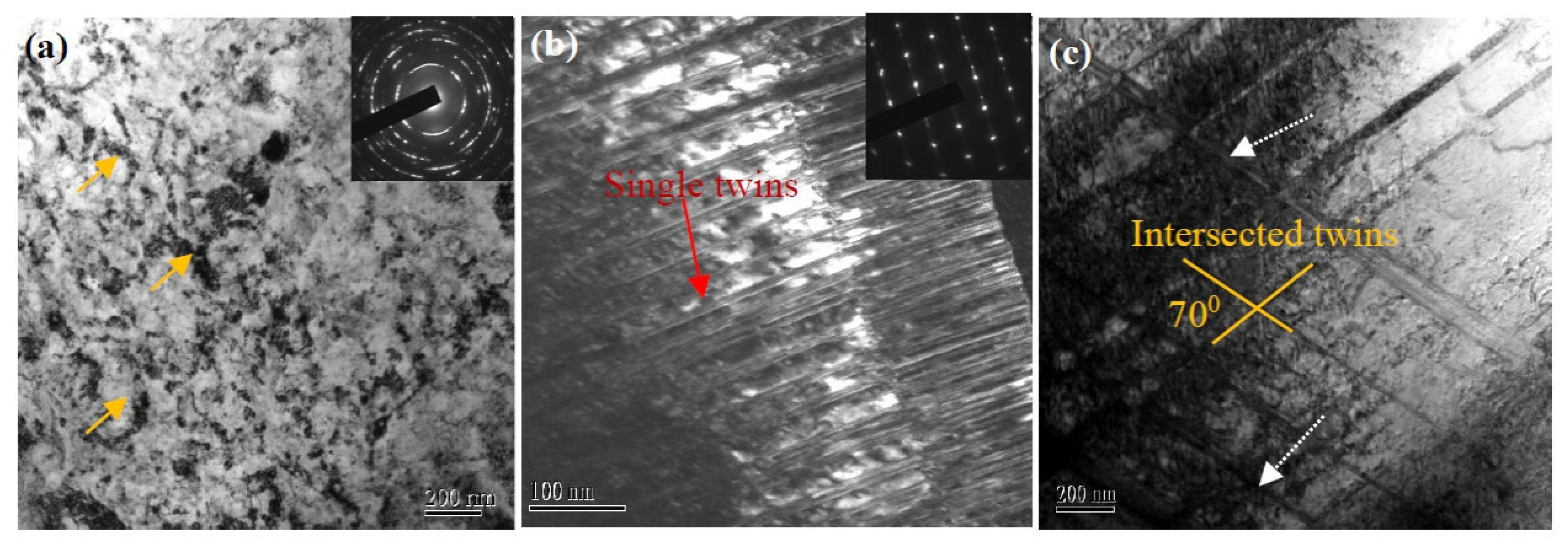
- The microstructures of SMATed sample are composed of NC/UFG surface and multi-scaled twins interior in a gradient distribution, characterized by graded twin fraction and martensite phase. The high-impacting velocity stimulates the formation of ultra-fined twins and inhibits the martensite transformation, where the twin fraction is high up to 72% for the sample by bearing steel balls with 10 min.
- (2)
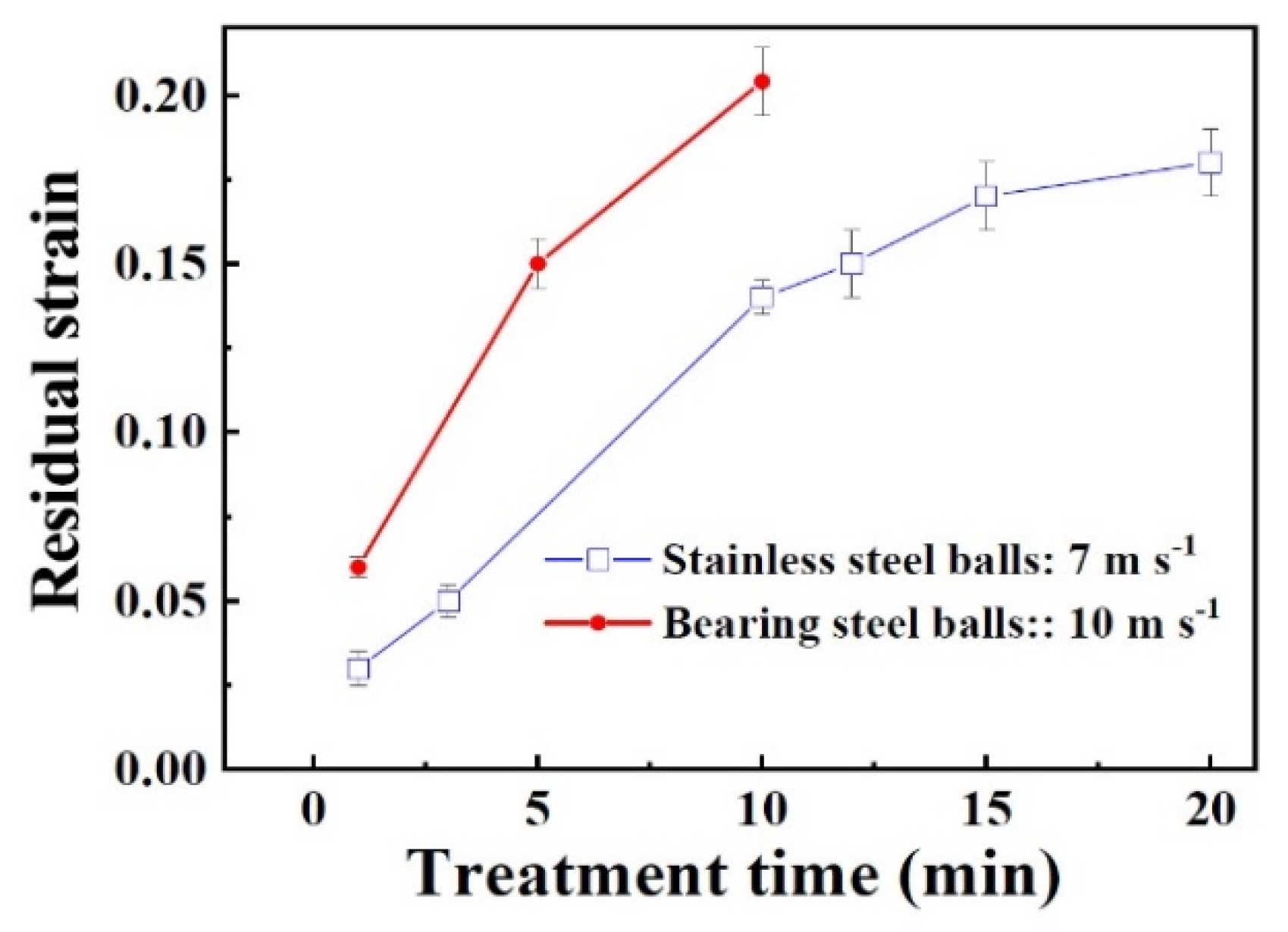
- The tensile strength of the SMATed sample increases with the treatment time, and reaches a saturation level. The high-impacting velocity results in a simultaneous increase of strength and ductility compared with the low-impacting velocity.
- (3)
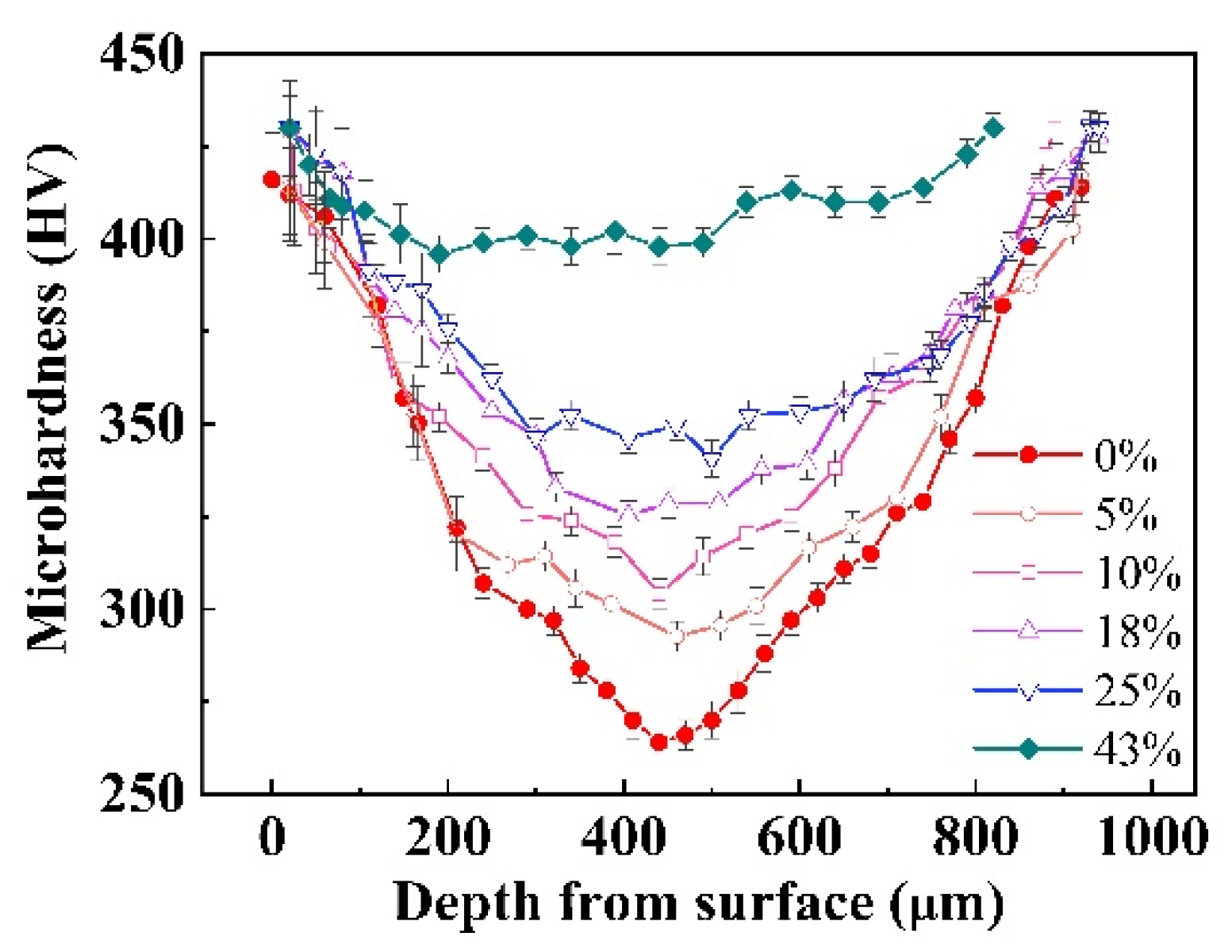
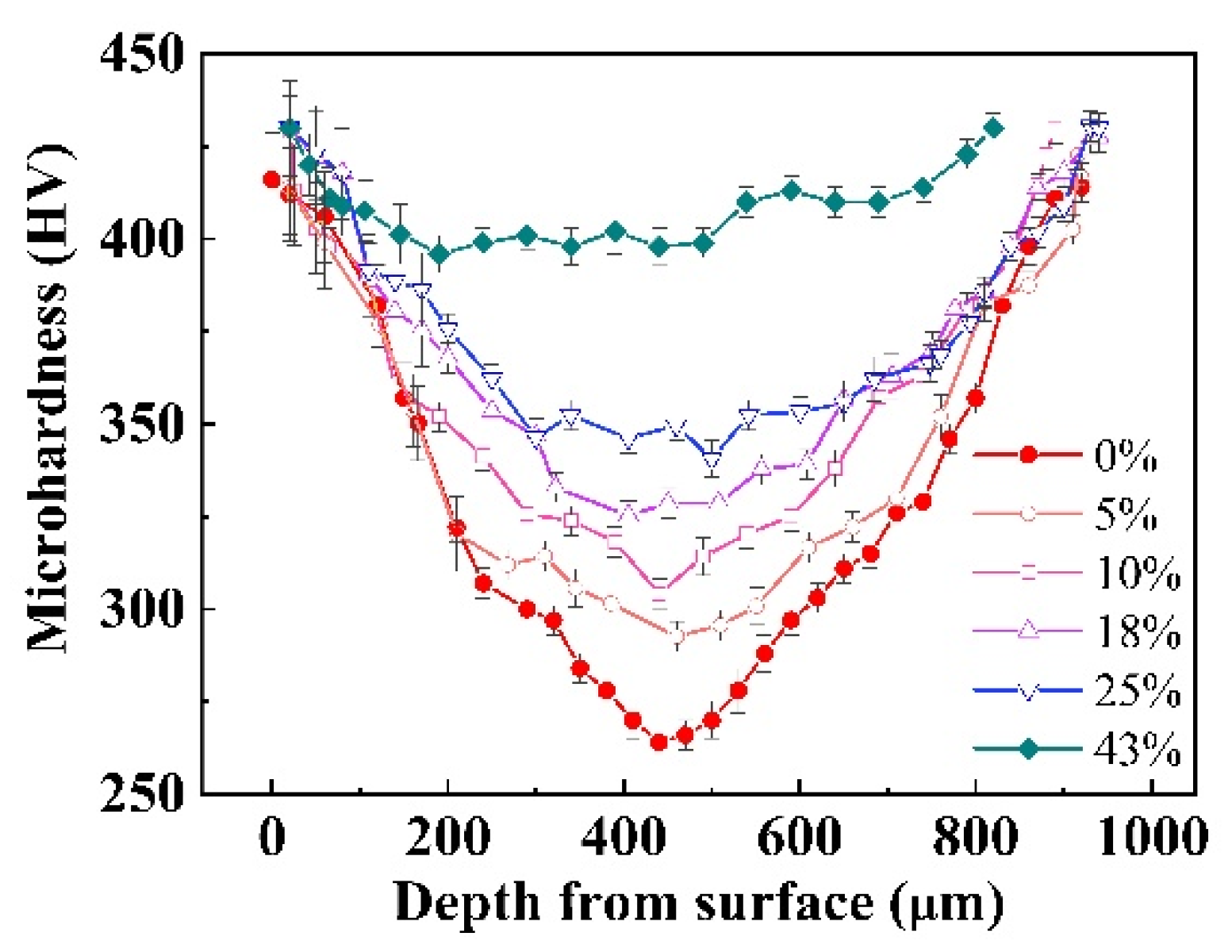
- The impressive combination of strength and ductility originates from the juxtaposition of multiple reinforcing microstructure. The gradient structures of twin fraction result in a graded change of hardness, playing an important smoothing role during tensile deformation.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wu, Z.; Zhang, K.; Zhou, C.; Zhou, Z.; Zhang, W.; Bao, F.; Zheng, J.; Zhang, L. Warm deformation enhances strength and inhibits hydrogen induced fatigue crack growth in metastable 304 and 316 austenitic stainless steels. Mater. Sci. Eng. A 2021, 818, 141415. [Google Scholar] [CrossRef]
- Schino, A.D. Manufacturing and application of stainless steels. Metals 2020, 10, 327. [Google Scholar] [CrossRef] [Green Version]
- Jia, S.; Tan, Q.; Ye, J.; Zhu, Z.; Jiang, Z. Experiments on dynamic mechanical properties of austenitic stainless steel S30408 and S31608. J. Constr. Steel Res. 2021, 179, 106556. [Google Scholar] [CrossRef]
- Panov, D.; Kudryavtsev, E.; Chernichenko, R.; Smirnov, A.; Stepanov, N.; Simonov, Y.; Zherebtsov, S.; Salishchev, G. Mechanisms of the reverse martensite-to-austenite transformation in a metastable austenitic stainless steel. Metals 2021, 11, 599. [Google Scholar] [CrossRef]
- Hu, C.Y.; Wan, X.L.; Zhang, Y.J.; Deng, X.T.; Wang, Z.D.; Misra, R.D.K. The synergistic effect of grain boundary and grain orientation on micro-mechanical properties of austenitic stainless steel. J. Mech. Behav. Biomed. Mater. 2021, 118. [Google Scholar] [CrossRef] [PubMed]
- Cui, F.; Pan, Q.S.; Tao, N.R.; Lu, L. Enhanced high-cycle fatigue resistance of 304 austenitic stainless steel with nanotwinned grains. Int. J. Fatigue 2021, 143. [Google Scholar] [CrossRef]
- Kaoumi, D.; Liu, J. Deformation induced martensitic transformation in 304 austenitic stainless steel: In-situ vs. ex-situ transmission electron microscopy characterization. Mater. Sci. Eng. A 2018, 715, 73–82. [Google Scholar] [CrossRef]
- Järvenpää, A.; Jaskari, M.; Kisko, A.; Karjalainen, P. Process and properties of reversion-treated austenitic stainless steels. Metals 2020, 10, 281. [Google Scholar] [CrossRef] [Green Version]
- Laleh, M.; Hughes, A.E.; Tan, M.Y.; Rohrer, G.S.; Primig, S.; Haghdadi, N. Grain boundary character distribution in an additively manufactured austenitic stainless steel. Scr. Mater. 2021, 192, 115–119. [Google Scholar] [CrossRef]
- Silva, M.B.R.; Roche, V.; Blanco, T.M.; Viet, N.H.; Balancin, O.; Cabrera, J.M.; Jorge, A.M. Effect of processing conditions on the microstructure, mechanical properties, and corrosion behavior of two austenitic stainless steels for bioimplant applications. Metals 2020, 10, 1311. [Google Scholar] [CrossRef]
- Tan, J.; Zhang, Z.; Zheng, H.; Wang, X.; Gao, J.; Wu, X.; Han, E.H.; Yang, S.; Huang, P. Corrosion fatigue model of austenitic stainless steels used in pressurized water reactor nuclear power plants. J. Nucl. Mater. 2020, 541, 152407. [Google Scholar] [CrossRef]
- Calmunger, M.; Chai, G.; Eriksson, R.; Johansson, S.; Moverare, J.J. Characterization of austenitic stainless steels deformed at elevated temperature. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2017, 48, 4525–4538. [Google Scholar] [CrossRef]
- Kang, C.; Tang, J.; Luo, H.; Ye, K.; Ma, Y.; Shi, D. Study on the deformation mechanism of the inflection point in tensile curve of nano/ultrafine-grained austenite stainless steel rolled at different temperature. Mater. Sci. Eng. A 2020, 786, 139367. [Google Scholar] [CrossRef]
- Rai, P.K.; Shekhar, S.; Yagi, K.; Ameyama, K.; Mondal, K. Fretting wear mechanism for harmonic, non-harmonic and conventional 316L stainless steels. Wear 2019, 424–425, 23–32. [Google Scholar] [CrossRef]
- Song, Y.L.; Li, C.S.; Li, B.Z.; Han, Y.H. Grain character and mechanical properties of Fe-21Cr-15Ni-6Mn-Nb non-magnetic stainless steel after solution treatment. Mater. Sci. Eng. A 2019, 742, 662–671. [Google Scholar] [CrossRef]
- Liu, T.; Xia, S.; Shoji, T.; Bai, Q.; Zhou, B.; Lu, Y. The topology of three-dimensional grain boundary network and its influence on stress corrosion crack propagation characteristics in austenitic stainless steel in a simulated BWR environment. Corros. Sci. 2017, 129, 161–168. [Google Scholar] [CrossRef]
- Chen, A.Y.; Hu, W.F.; Wang, D.; Zhu, Y.K.; Wang, P.; Yang, J.H.; Wang, X.Y.; Gu, J.F.; Lu, J. Improving the intergranular corrosion resistance of austenitic stainless steel by high density twinned structure. Scr. Mater. 2017, 130, 264–268. [Google Scholar] [CrossRef]
- Matsushita, A.; Mine, Y.; Takashima, K. Enhanced resistance to fatigue crack propagation in metastable austenitic stainless steel by nanotwin bundles. Scr. Mater. 2021, 201, 113976. [Google Scholar] [CrossRef]
- Lu, L.; Chen, X.; Huang, X.; Lu, K. Revealing the maximum strength in nanotwinned copper. Science 2009, 323, 607–610. [Google Scholar] [CrossRef]
- Zhang, B.B.; Tao, N.R.; Lu, K. A high strength and high electrical conductivity bulk Cu-Ag alloy strengthened with nanotwins. Scr. Mater. 2017, 129, 39–43. [Google Scholar] [CrossRef]
- Chen, A.Y.; Ruan, H.H.; Wang, J.; Chan, H.L.; Wang, Q.; Li, Q.; Lu, J. The influence of strain rate on the microstructure transition of 304 stainless steel. Acta Mater. 2011, 59, 3697–3709. [Google Scholar] [CrossRef]
- Chen, A.; Liu, J.; Wang, H.; Lu, J.; Wang, Y.M. Gradient twinned 304 stainless steels for high strength and high ductility. Mater. Sci. Eng. A 2016, 667, 179–188. [Google Scholar] [CrossRef] [Green Version]
- LU, K.; Lu, J. Surface nanocrystallization (SNC) of metallic materials-presentation of the concept behind a new approach. J. Mater. Sci. Technol. 1999, 3, 193–197. [Google Scholar]
- Bahl, S.; Suwas, S.; Ungàr, T.; Chatterjee, K. Elucidating microstructural evolution and strengthening mechanisms in nanocrystalline surface induced by surface mechanical attrition treatment of stainless steel. Acta Mater. 2017, 122, 138–151. [Google Scholar] [CrossRef]
- Chen, A.Y.; Jia, Y.Q.; Pan, D.; Li, X.; Lu, J. Reinforcement of laser-welded stainless steels by surface mechanical attrition treatment. Mater. Sci. Eng. A 2013, 571, 161–166. [Google Scholar] [CrossRef]
- Benafia, S.; Retraint, D.; Yapi Brou, S.; Panicaud, B.; Grosseau Poussard, J.L. Influence of Surface Mechanical Attrition Treatment on the oxidation behaviour of 316L stainless steel. Corros. Sci. 2018, 136, 188–200. [Google Scholar] [CrossRef]
- Chan, H.L.; Ruan, H.H.; Chen, A.Y.; Lu, J. Optimization of the strain rate to achieve exceptional mechanical properties of 304 stainless steel using high speed ultrasonic surface mechanical attrition treatment. Acta Mater. 2010, 58, 5086–5096. [Google Scholar] [CrossRef]
- Liu, S.; Gao, S.Y.; Zhou, Y.F.; Xing, X.L.; Hou, X.R.; Yang, Y.L.; Yang, Q.X. A research on the microstructure evolution of austenite stainless steel by surface mechanical attrition treatment. Mater. Sci. Eng. A 2014, 617, 127–138. [Google Scholar] [CrossRef]
- Zhu, L.; Wen, C.; Gao, C.; Guo, X.; Chen, Z.; Lu, J. Static and dynamic mechanical behaviors of gradient-nanotwinned stainless steel with a composite structure: Experiments and modeling. Int. J. Plast. 2019, 114, 272–278. [Google Scholar] [CrossRef]
- He, Q.; Wang, Y.F.; Wang, M.S.; Guo, F.J.; Wen, Y.; Huang, C.X. Improving strength-ductility synergy in 301 stainless steel by combining gradient structure and TRIP effect. Mater. Sci. Eng. A 2020, 780. [Google Scholar] [CrossRef]
- Chen, A.Y.; Zhu, L.L.; Sun, L.G.; Liu, J.B.; Wang, H.T.; Wang, X.Y.; Yang, J.H.; Lu, J. Scale law of complex deformation transitions of nanotwins in stainless steel. Nat. Commun. 2019, 10. [Google Scholar] [CrossRef] [PubMed]
- Wu, X.L.; Jiang, P.; Chen, L.; Zhang, J.F.; Yuan, F.P.; Zhu, Y.T. Synergetic strengthening by gradient structure. Mater. Res. Lett. 2014, 2, 185–191. [Google Scholar] [CrossRef]
- Yang, M.; Pan, Y.; Yuan, F.; Zhu, Y.; Wu, X. Back stress strengthening and strain hardening in gradient structure. Mater. Res. Lett. 2016, 4, 145–151. [Google Scholar] [CrossRef]
- Zhu, Y.; Wu, X. Perspective on hetero-deformation induced (HDI) hardening and back stress. Mater. Res. Lett. 2019, 7, 393–398. [Google Scholar] [CrossRef] [Green Version]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Vibrating Frequency (kHz) | Impact Velocity (m s−1) | Ball Material | Diameter of Ball (mm) | Number of Ball (pcs) | Time Interval (s) | Treated Side |
|---|---|---|---|---|---|---|
| 20 | 7 | Stainless steel | 3 | 100 | 0.5 | Front and back sides |
| 20 | 10 | Bearing steel | 3 | 100 | 0.5 | Front and back sides |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, A.; Wang, C.; Jiang, J.; Ruan, H.; Lu, J. Microstructure Evolution and Mechanical Properties of Austenite Stainless Steel with Gradient Twinned Structure by Surface Mechanical Attrition Treatment. Nanomaterials 2021, 11, 1624. https://doi.org/10.3390/nano11061624
Chen A, Wang C, Jiang J, Ruan H, Lu J. Microstructure Evolution and Mechanical Properties of Austenite Stainless Steel with Gradient Twinned Structure by Surface Mechanical Attrition Treatment. Nanomaterials. 2021; 11(6):1624. https://doi.org/10.3390/nano11061624
Chicago/Turabian StyleChen, Aiying, Chen Wang, Jungan Jiang, Haihui Ruan, and Jian Lu. 2021. "Microstructure Evolution and Mechanical Properties of Austenite Stainless Steel with Gradient Twinned Structure by Surface Mechanical Attrition Treatment" Nanomaterials 11, no. 6: 1624. https://doi.org/10.3390/nano11061624
APA StyleChen, A., Wang, C., Jiang, J., Ruan, H., & Lu, J. (2021). Microstructure Evolution and Mechanical Properties of Austenite Stainless Steel with Gradient Twinned Structure by Surface Mechanical Attrition Treatment. Nanomaterials, 11(6), 1624. https://doi.org/10.3390/nano11061624