
Direct Fabrication of Micron-Thickness PVA-CNT Patterned Films by Integrating Micro-Pen Writing of PVA Films and Drop-on-Demand Printing of CNT Micropatterns


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Solution
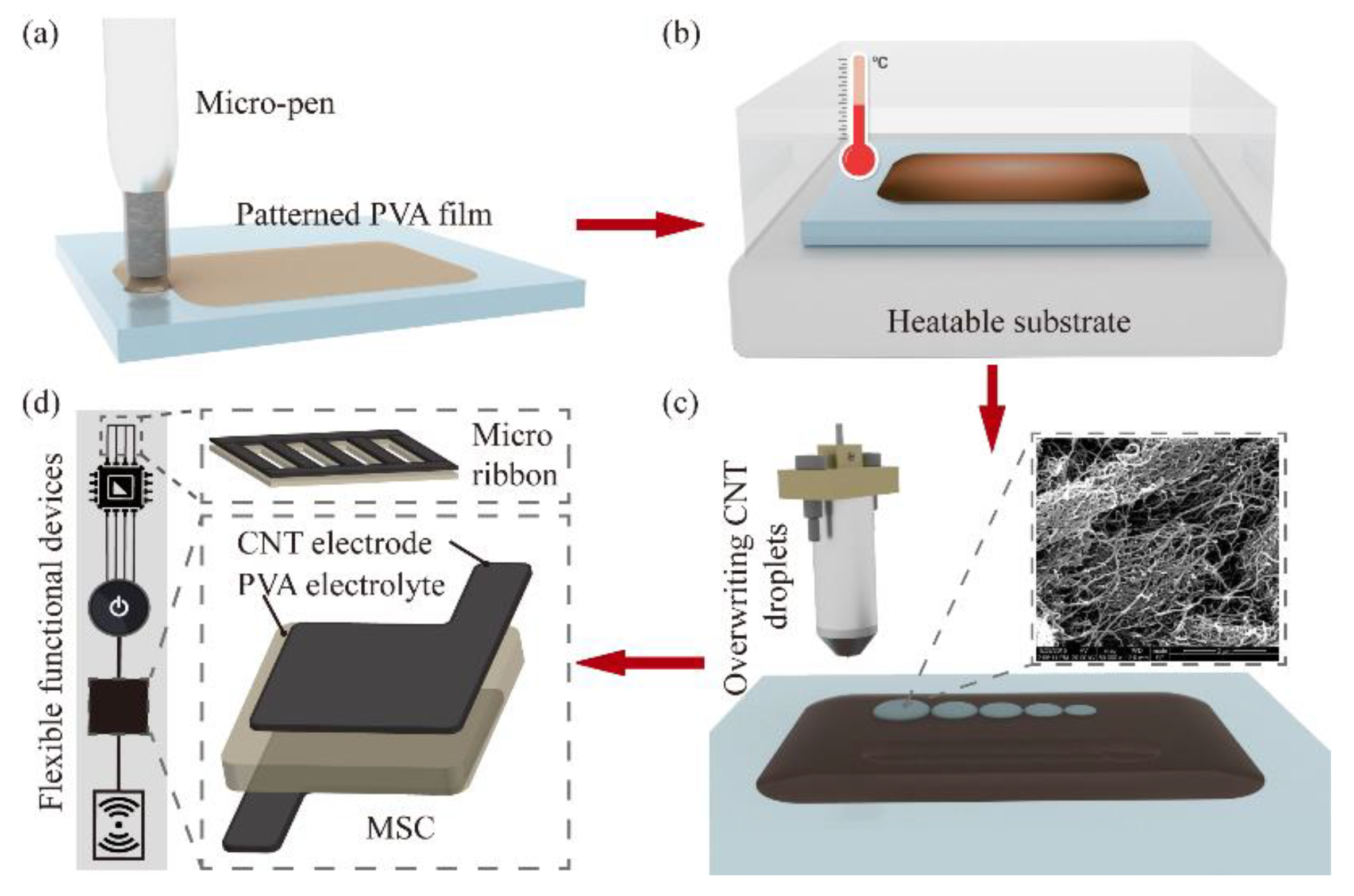
2.2. Hybrid Printing Setup and Procedure
2.3. Characterisation Methods
3. Results and Discussion
3.1. Effect of Writing Parameters and Heat Treatment on the Patterned PVA Film
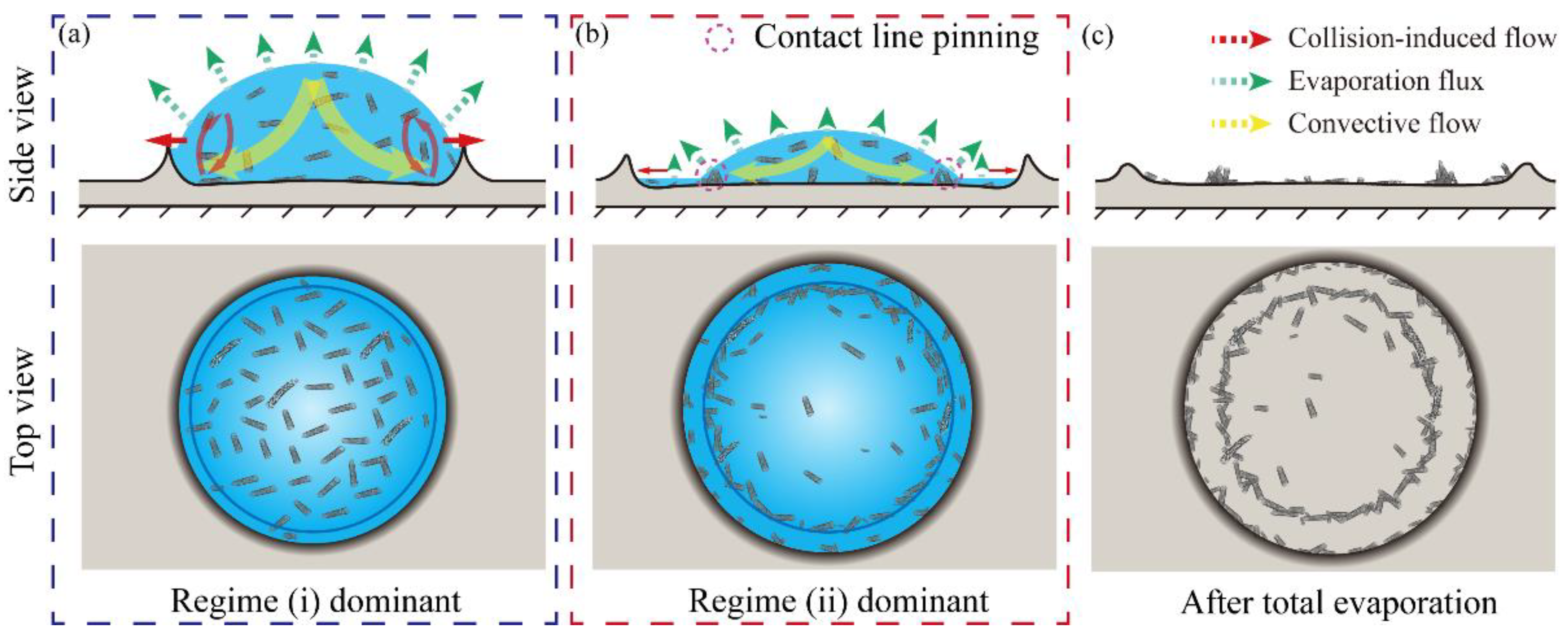
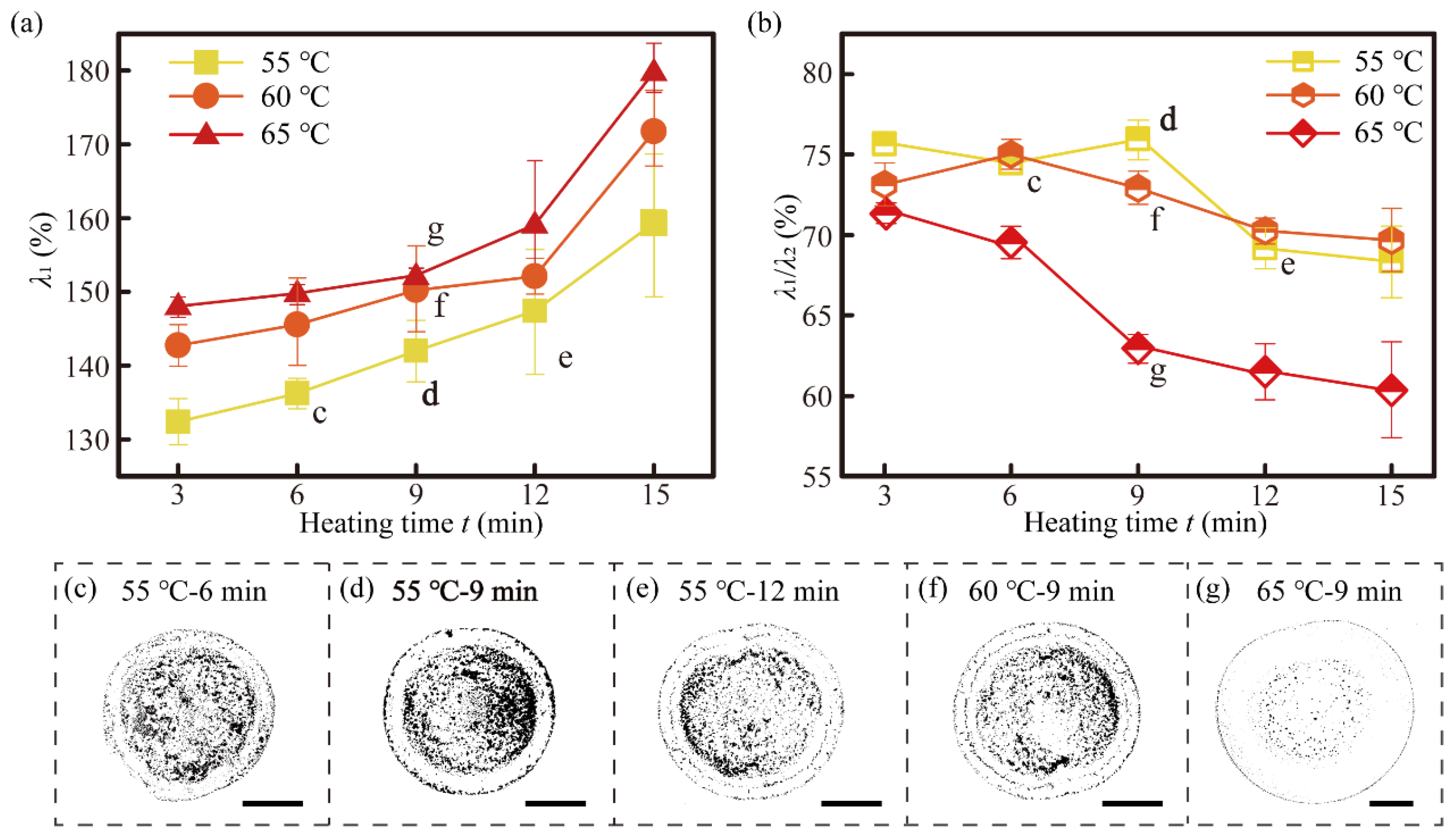
3.2. Effect of Heating Temperature and Heating Time of PVA Film on the Droplet Spreading
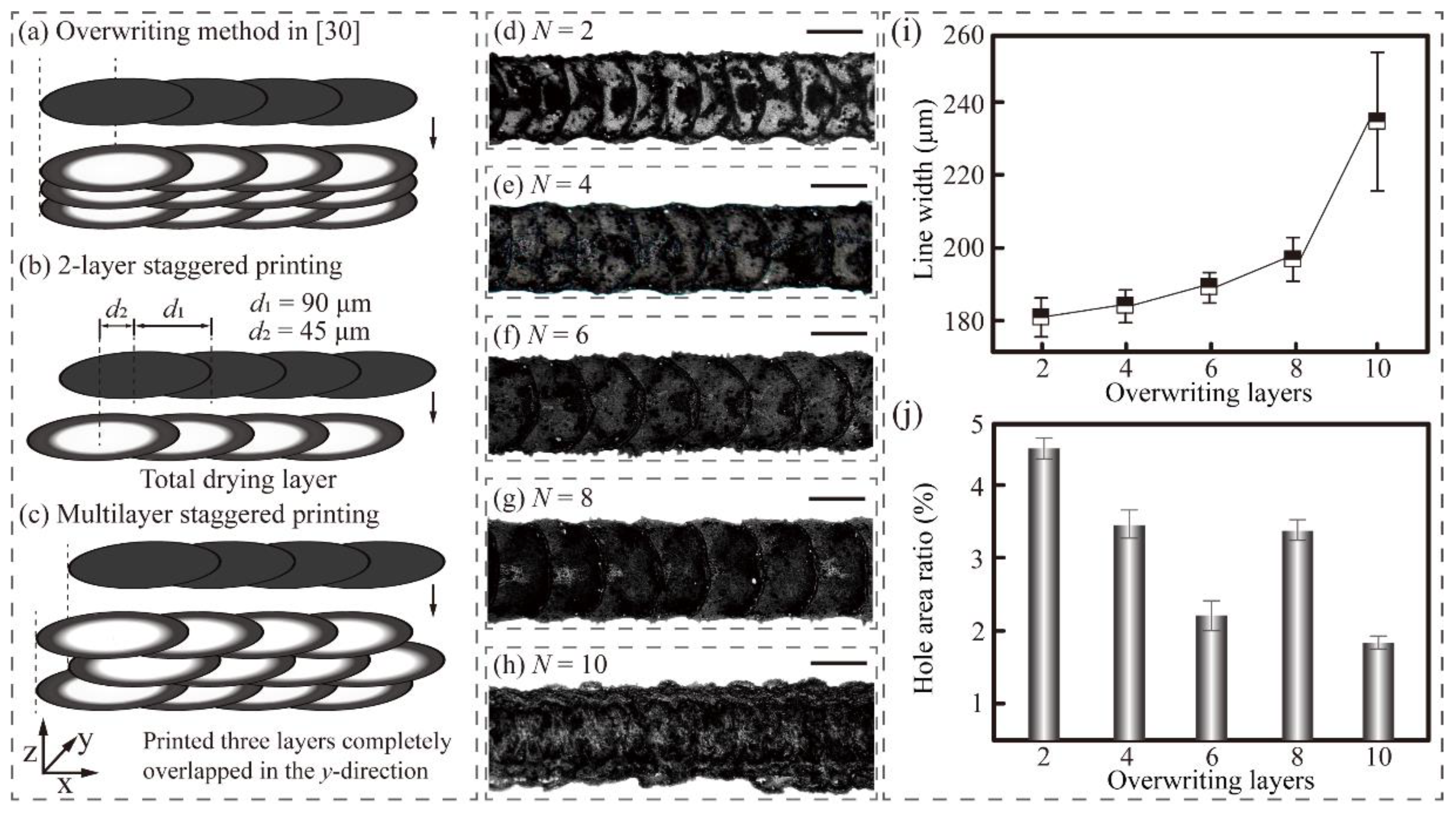
3.3. Effect of the Number of Staggered Overwriting Layers on the Line Morphologies of CNTs under Constant Spacing
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
References
- Ji, H.; Zhao, X.; Qiao, Z.; Jung, J.; Zhu, Y.; Lu, Y.; Zhang, L.; MacDonald, A.; Ruoff, R.S. Capacitance of carbon-based electrical double-layer capacitors. Nat. Commun. 2014, 5, 3317. [Google Scholar] [CrossRef]
- Pei, Z.; Hu, H.; Liang, G.; Ye, C. Carbon-Based Flexible and All-Solid-State Micro-supercapacitors Fabricated by Inkjet Printing with Enhanced Performance. Nano-Micro Lett. 2017, 9, 1–11. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tai, Y.; Lubineau, G. Human-Finger Electronics Based on Opposing Humidity-Resistance Responses in Carbon Nanofilms. Small 2017, 13, 13. [Google Scholar] [CrossRef] [PubMed]
- Jang, S.; Kim, B.; Geier, M.L.; Hersam, M.C.; Dodabalapur, A. Short Channel Field-Effect-Transistors with Inkjet-Printed Semiconducting Carbon Nanotubes. Small 2015, 11, 5505–5509. [Google Scholar] [CrossRef]
- Lin, Z.; Le, T.; Song, X.; Yao, Y.; Li, Z.; Moon, K.-S.; Tentzeris, M.M.; Wong, C.-P. Preparation of Water-Based Carbon Nanotube Inks and Application in the Inkjet Printing of Carbon Nanotube Gas Sensors. J. Electron. Packag. 2013, 135, 011001. [Google Scholar] [CrossRef]
- Mass, M.; Veiga, L.; Garate, O.; Longinotti, G.; Moya, A.; Ramón, E.; Villa, R.; Ybarra, G.; Gabriel, G. Fully Inkjet-Printed Biosensors Fabricated with a Highly Stable Ink Based on Carbon Nanotubes and Enzyme-Functionalized Nanoparticles. Nanomaterials 2021, 11, 1645. [Google Scholar] [CrossRef] [PubMed]
- Huang, X.; Xie, R.; Sugime, H.; Noda, S. Performance enhancement of carbon nanotube/silicon solar cell by solution processable MoO. Appl. Surf. Sci. 2021, 542, 148682. [Google Scholar] [CrossRef]
- Yu, Y.; Chen, S.; Jia, Y.; Qi, T.; Xiao, L.; Cui, X.; Zhuang, D.; Wei, J. Ultra-black and self-cleaning all carbon nanotube hybrid films for efficient water desalination and purification. Carbon 2020, 169, 134–141. [Google Scholar] [CrossRef]
- Kumar, R.; Khan, M.A.; Anupama, A.; Krupanidhi, S.B.; Sahoo, B. Infrared photodetectors based on multiwalled carbon nanotubes: Insights into the effect of nitrogen doping. Appl. Surf. Sci. 2021, 538, 148187. [Google Scholar] [CrossRef]
- Mitin, D.; Berdnikov, Y.; Vorobyev, A.; Mozharov, A.; Raudik, S.; Koval, O.; Neplokh, V.; Moiseev, E.; Ilatovskii, D.; Nasibulin, A.G.; et al. Optimization of Optoelectronic Properties of Patterned Single-Walled Carbon Nanotube Films. ACS Appl. Mater. Interfaces 2020, 12, 55141–55147. [Google Scholar] [CrossRef]
- Hu, J.; Luo, J.; Xu, Z.; Xie, K.; Yu, H.; Wang, H.; Shen, C.; Qi, L.-H.; Wei, B. Hybrid printed three-dimensionally integrated micro-supercapacitors for compact on-chip application. Appl. Phys. Rev. 2021, 8, 011401. [Google Scholar] [CrossRef]
- Yu, W.; Zhou, H.; Li, B.Q.; Ding, S. 3D Printing of Carbon Nanotubes-Based Microsupercapacitors. ACS Appl. Mater. Interfaces 2017, 9, 4597–4604. [Google Scholar] [CrossRef]
- Park, S.; Heo, S.W.; Lee, W.; Inoue, D.; Jiang, Z.; Yu, K.; Jinno, H.; Hashizume, D.; Sekino, M.; Yokota, T.; et al. Self-powered ultra-flexible electronics via nano-grating-patterned organic photovoltaics. Nat. Cell Biol. 2018, 561, 516–521. [Google Scholar] [CrossRef]
- Reinheimer, T.; Baumann, V.; Binder, J.R. Fabrication of Flexible Multilayer Composite Capacitors Using Inkjet Printing. Nanomaterials 2020, 10, 2302. [Google Scholar] [CrossRef]
- Lan, W.; Chen, Y.; Yang, Z.; Han, W.; Zhou, J.; Zhang, Y.; Wang, J.; Tang, G.; Wei, Y.; Dou, W.; et al. Ultraflexible Transparent Film Heater Made of Ag Nanowire/PVA Composite for Rapid-Response Thermotherapy Pads. ACS Appl. Mater. Interfaces 2017, 9, 6644–6651. [Google Scholar] [CrossRef]
- Asuo, I.M.; Fourmont, P.; Ka, I.; Gedamu, D.; Bouzidi, S.; Pignolet, A.; Nechache, R.; Cloutier, S.G. Highly Efficient and Ultrasensitive Large-Area Flexible Photodetector Based on Perovskite Nanowires. Small 2018, 15, e1804150. [Google Scholar] [CrossRef] [Green Version]
- Zhang, C.; Fan, Y.; Li, H.; Li, Y.; Zhang, L.; Cao, S.; Kuang, S.; Zhao, Y.; Chen, A.; Zhu, G.; et al. Fully Rollable Lead-Free Poly(vinylidene fluoride)-Niobate-Based Nanogenerator with Ultra-Flexible Nano-Network Electrodes. ACS Nano 2018, 12, 4803–4811. [Google Scholar] [CrossRef] [PubMed]
- Yun, T.G.; Park, M.; Kim, D.-H.; Kim, D.; Cheong, J.Y.; Bae, J.G.; Han, S.M.; Kim, I.-D. All-Transparent Stretchable Electrochromic Supercapacitor Wearable Patch Device. ACS Nano 2019, 13, 3141–3150. [Google Scholar] [CrossRef] [PubMed]
- Hu, W.; Huang, W.; Yang, S.; Wang, X.; Jiang, Z.; Zhu, X.; Zhou, H.; Liu, H.; Zhang, Q.; Zhuang, X.; et al. High-Performance Flexible Photodetectors based on High-Quality Perovskite Thin Films by a Vapor-Solution Method. Adv. Mater. 2017, 29, 29. [Google Scholar] [CrossRef] [PubMed]
- Lee, K.-H.; Lee, S.-S.; Ahn, D.B.; Lee, J.; Byun, D.; Lee, S.-Y. Ultrahigh areal number density solid-state on-chip microsupercapacitors via electrohydrodynamic jet printing. Sci. Adv. 2020, 6, eaaz1692. [Google Scholar] [CrossRef] [Green Version]
- Ihnen, A.C.; Petrock, A.M.; Chou, T.; Fuchs, B.E.; Lee, W.Y. Organic Nanocomposite Structure Tailored by Controlling Droplet Coalescence during Inkjet Printing. ACS Appl. Mater. Interfaces 2012, 4, 4691–4699. [Google Scholar] [CrossRef] [PubMed]
- Homenick, C.M.; James, R.; Lopinski, G.P.; Dunford, J.; Sun, J.; Park, H.; Jung, Y.; Cho, G.; Malenfant, P.R.L. Fully Printed and Encapsulated SWCNT-Based Thin Film Transistors via a Combination of R2R Gravure and Inkjet Printing. ACS Appl. Mater. Interfaces 2016, 8, 27900–27910. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- He, P.; Derby, B. Inkjet printing ultra-large graphene oxide flakes. 2D Mater. 2017, 4, 021021. [Google Scholar] [CrossRef]
- Soum, V.; Park, S.; Brilian, A.I.; Kim, Y.; Ryu, M.Y.; Brazell, T.; Burpo, F.J.; Parker, K.K.; Kwon, O.-S.; Shin, K. Inkjet-Printed Carbon Nanotubes for Fabricating a Spoof Fingerprint on Paper. ACS Omega 2019, 4, 8626–8631. [Google Scholar] [CrossRef]
- Sebilleau, J. Equilibrium Thickness of Large Liquid Lenses Spreading over Another Liquid Surface. Langmuir 2013, 29, 12118–12128. [Google Scholar] [CrossRef] [Green Version]
- Carré, A.; Gastel, J.-C.; Shanahan, M.E.R. Viscoelastic effects in the spreading of liquids. Nat. Cell Biol. 1996, 379, 432–434. [Google Scholar] [CrossRef]
- Hondred, J.A.; Stromberg, L.; Mosher, C.L.; Claussen, J.C. High-Resolution Graphene Films for Electrochemical Sensing via Inkjet Maskless Lithography. ACS Nano 2017, 11, 9836–9845. [Google Scholar] [CrossRef]
- Deegan, R.D.; Bakajin, O.; Dupont, T.F.; Huber, G.; Nagel, S.R.; Witten, T.A. Capillary flow as the cause of ring stains from dried liquid drops. Nature 1997, 369, 827–829. [Google Scholar] [CrossRef]
- Shin, K.-Y.; Hong, J.-Y.; Jang, J. Micropatterning of Graphene Sheets by Inkjet Printing and Its Wideband Dipole-Antenna Application. Adv. Mater. 2011, 23, 2113–2118. [Google Scholar] [CrossRef]
- Lian, H.; Qi, L.; Luo, J.; Hu, K. Uniform nitrogen-doped graphene lines with favorable outlines printed by elaborate regulation of drying and overlapping. Appl. Surf. Sci. 2019, 473, 614–621. [Google Scholar] [CrossRef]
- Chen, Y.; Askounis, A.; Koutsos, V.; Valluri, P.; Takata, Y.; Wilson, S.K.; Sefiane, K. On the Effect of Substrate Viscoelasticity on the Evaporation Kinetics and Deposition Patterns of Nanosuspension Drops. Langmuir 2020, 36, 204–213. [Google Scholar] [CrossRef]
- Iqbal, R.; Matsumoto, A.; Sudeepthi, A.; Shen, A.Q.; Sen, A.K. Substrate stiffness affects particle distribution pattern in a drying suspension droplet. Appl. Phys. Lett. 2019, 114, 253701. [Google Scholar] [CrossRef]
- Karpitschka, S.; Pandey, A.; Lubbers, L.; Weijs, J.H.; Botto, L.; Das, S.; Andreotti, B.; Snoeijer, J.H. Liquid drops attract or repel by the inverted Cheerios effect. Proc. Natl. Acad. Sci. USA 2016, 113, 7403–7407. [Google Scholar] [CrossRef] [Green Version]
- Lian, H.; Qi, L.; Luo, J.; Zhang, R. Drop-on-demand printing of edge-enhanced and conductive graphene twin-lines by coalescence regulation and multi-layers overwriting. 2D Mater. 2021, 8, 035004. [Google Scholar] [CrossRef]
- Zhou, L. Study on Fabrication of Microbridge Structure by Micropen Direct Writing Technique. Master’s Thesis, Huazhong University of Science & Technology, Wuhan, China, 2008. [Google Scholar]
- Kajiya, T.; Daerr, A.; Narita, T.; Royon, L.; Lequeux, F.; Limat, L. Advancing liquid contact line on visco-elastic gel substrates: Stick-slip vs. continuous motions. Soft Matter 2013, 9, 454–461. [Google Scholar] [CrossRef] [Green Version]
- Eggers, J.; Fontelos, M.A.; Josserand, C.; Zaleski, S. Drop dynamics after impact on a solid wall: Theory and simulations. Phys. Fluids 2010, 22, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Karpitschka, S.; Das, S.; Van Gorcum, M.; Perrin, H.; Andreotti, B.; Snoeijer, J.H. Droplets move over viscoelastic substrates by surfing a ridge. Nat. Commun. 2015, 6, 7891. [Google Scholar] [CrossRef] [Green Version]
- Ersoy, N.E.; Eslamian, M. Capillary surface wave formation and mixing of miscible liquids during droplet impact onto a liquid film. Phys. Fluids 2019, 31, 012107. [Google Scholar] [CrossRef]
- Alizadeh, A.; Bahadur, V.; Shang, W.; Zhu, Y.; Buckley, D.; Dhinojwala, A.; Sohal, M. Influence of Substrate Elasticity on Droplet Impact Dynamics. Langmuir 2013, 29, 4520–4524. [Google Scholar] [CrossRef] [Green Version]
- Clanet, C.; Béguin, C.; Richard, D.; Quéré, D. Maximal deformation of an impacting drop. J. Fluid Mech. 2004, 517, 199–208. [Google Scholar] [CrossRef]
- Wang, A.-B.; Chen, C.-C. Splashing impact of a single drop onto very thin liquid films. Phys. Fluids 2000, 12, 2155–2158. [Google Scholar] [CrossRef]
- Weiss, D.A.; Yarin, A.L. Single drop impact onto liquid films: Neck distortion, jetting, tiny bubble entrainment, and crown formation. J. Fluid Mech. 1999, 385, 229–254. [Google Scholar] [CrossRef]
- Yarin, A.L.; Weiss, D.A. Impact of drops on solid surfaces: Self-similar capillary waves, and splashing as a new type of kinematic discontinuity. J. Fluid Mech. 1995, 283, 141–173. [Google Scholar] [CrossRef]



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, J.; Zhao, Z.; Qi, L.; Lian, H.; Zhao, Y. Direct Fabrication of Micron-Thickness PVA-CNT Patterned Films by Integrating Micro-Pen Writing of PVA Films and Drop-on-Demand Printing of CNT Micropatterns. Nanomaterials 2021, 11, 2335. https://doi.org/10.3390/nano11092335
Luo J, Zhao Z, Qi L, Lian H, Zhao Y. Direct Fabrication of Micron-Thickness PVA-CNT Patterned Films by Integrating Micro-Pen Writing of PVA Films and Drop-on-Demand Printing of CNT Micropatterns. Nanomaterials. 2021; 11(9):2335. https://doi.org/10.3390/nano11092335
Chicago/Turabian StyleLuo, Jun, Zhixuan Zhao, Lehua Qi, Hongcheng Lian, and Yufang Zhao. 2021. "Direct Fabrication of Micron-Thickness PVA-CNT Patterned Films by Integrating Micro-Pen Writing of PVA Films and Drop-on-Demand Printing of CNT Micropatterns" Nanomaterials 11, no. 9: 2335. https://doi.org/10.3390/nano11092335