
Hot Oscillatory Pressing of Carbon Nanotube-Reinforced Copper Matrix Nanocomposite

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results
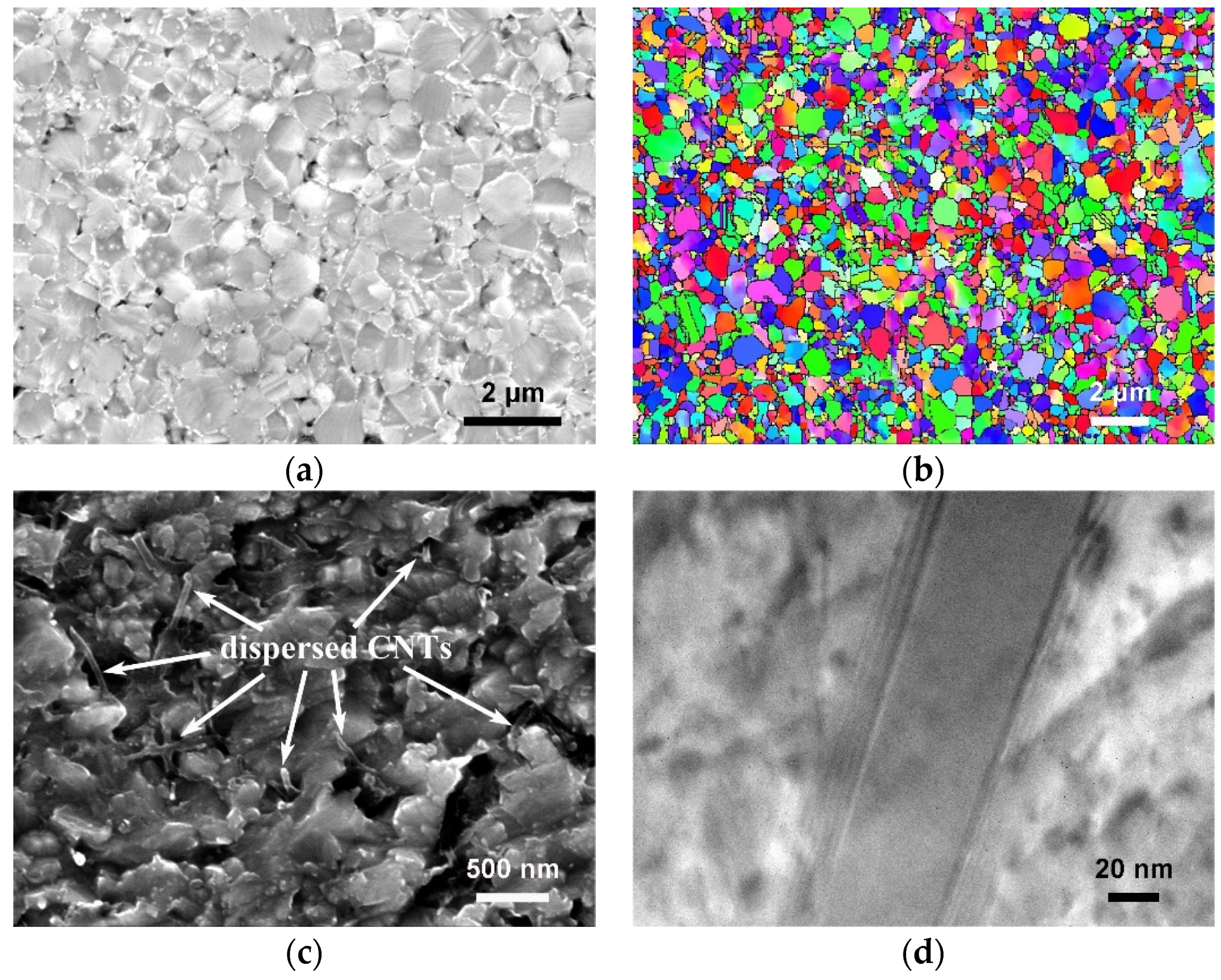
3.1. Microstructure, Density and Hardness
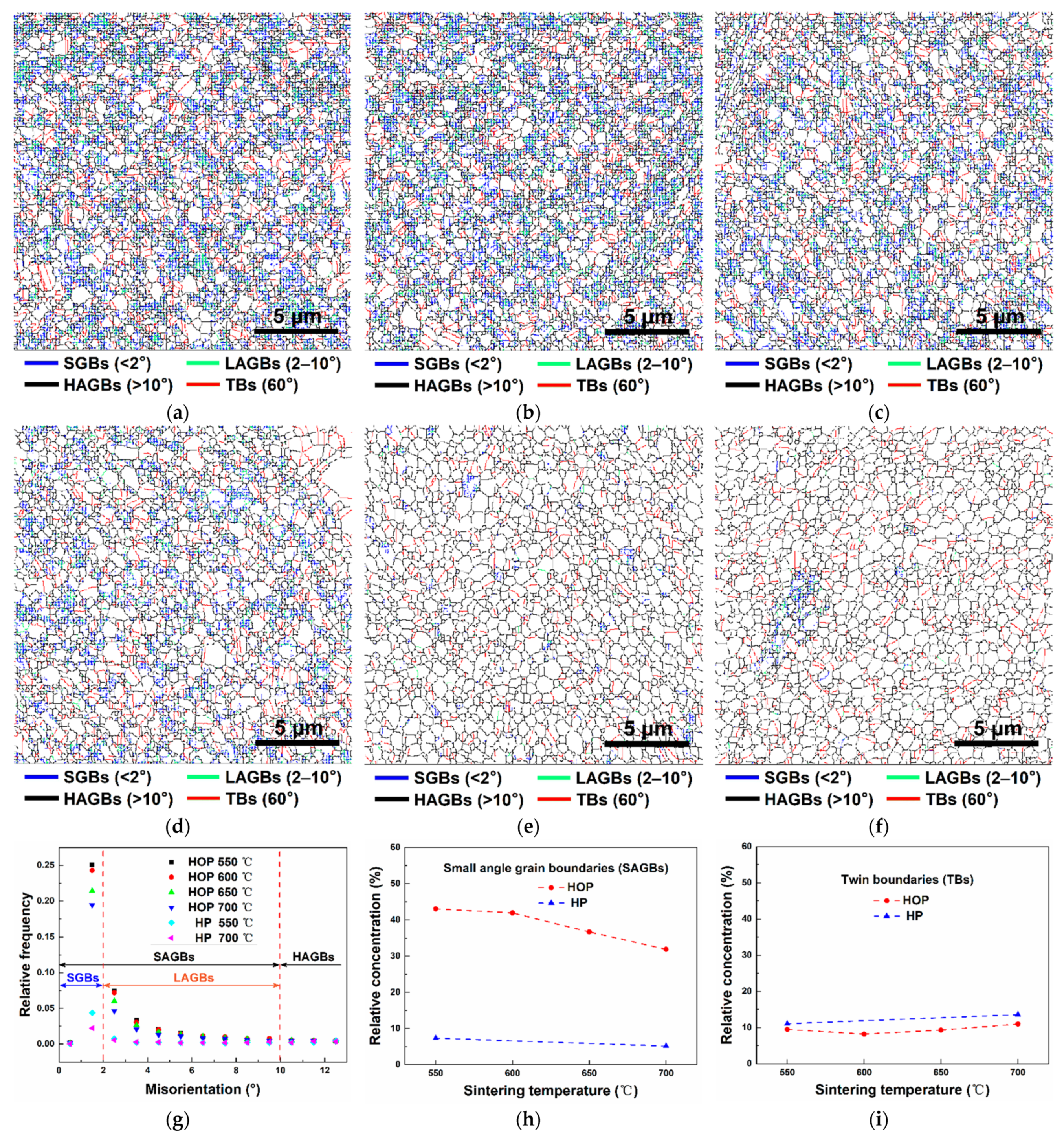
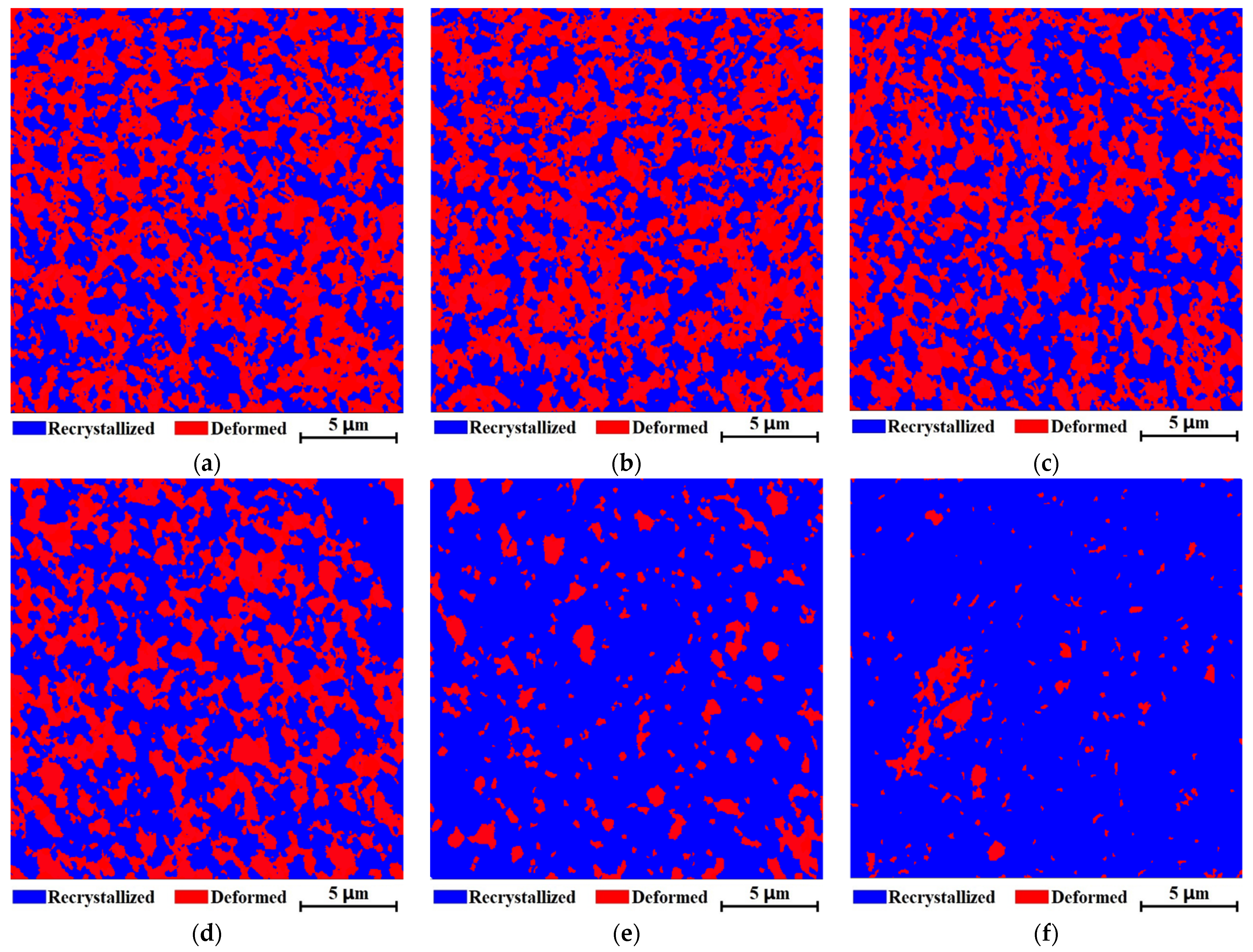
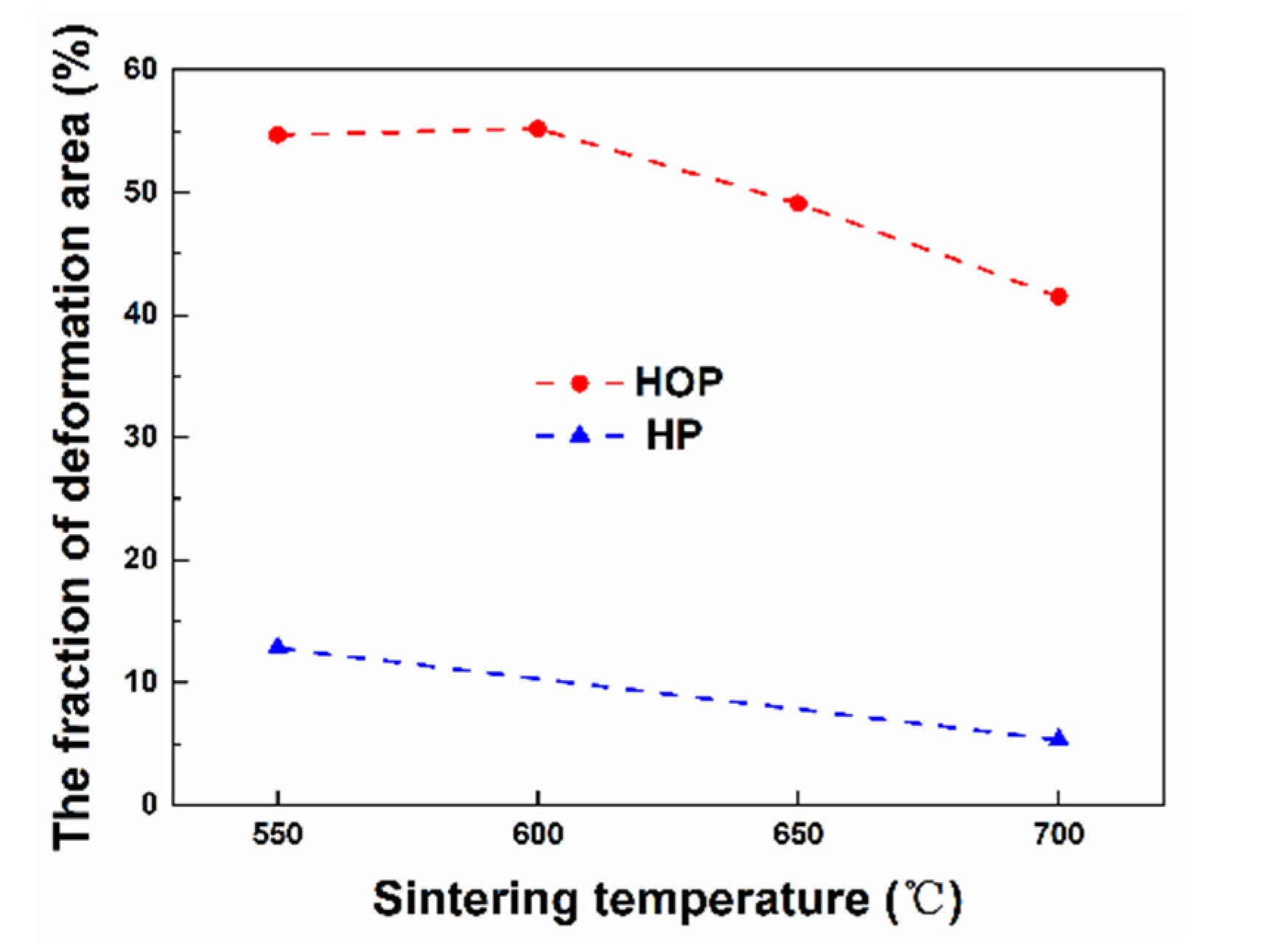
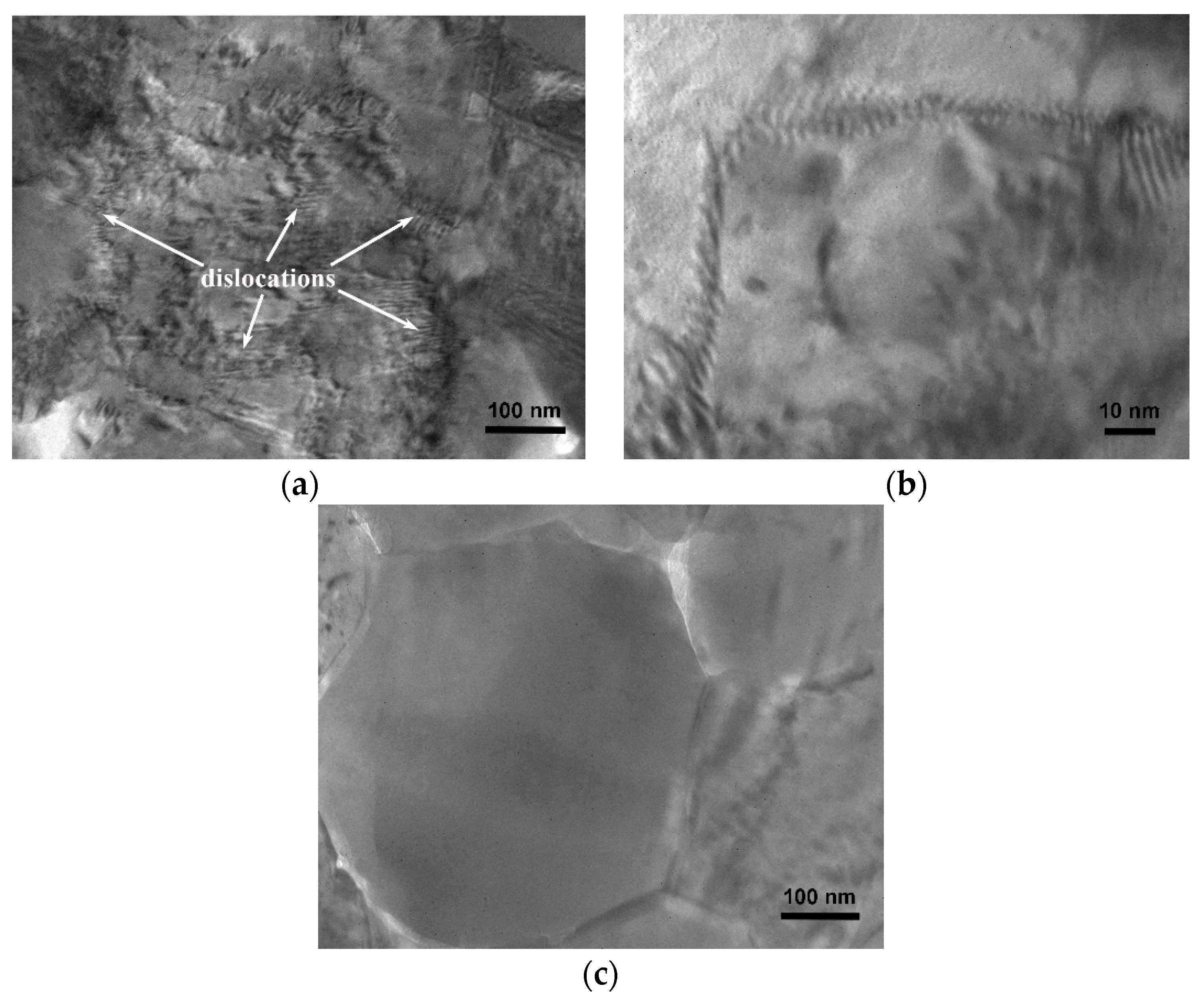
3.2. Distribution of Grain Boundaries and Deformation Defect
4. Discussion
5. Conclusions
- (1)
- Compared to that of HP, the samples prepared by HOP exhibited significantly higher density and hardness.
- (2)
- The improved densification of HOP is because the oscillatory pressure caused plastic deformation, and the improved hardness is due to the strain-hardening effect.
- (3)
- With the decrease of sintering temperature in HOP, the amount of deformation defects increased gradually, playing a key role in the increasing hardness.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Park, S.; Gupta, A.P.; Yeo, S.J.; Jung, J.; Paik, S.H.; Mativenga, M.; Kim, S.H.; Shin, J.H.; Ahn, J.S.; Ryu, J. Carbon Nanotube Field Emitters Synthesized on Metal Alloy Substrate by PECVD for Customized Compact Field Emission Devices to Be Used in X-Ray Source Applications. Nanomaterials 2018, 8, 378. [Google Scholar] [CrossRef] [Green Version]
- Carneiro, Í.; Viana, F.; Vieira, M.F.; Fernandes, J.V.; Simões, S. EBSD Analysis of Metal Matrix Nanocomposite Microstructure Produced by Powder Metallurgy. Nanomaterials 2019, 9, 878. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Radhamani, A.V.; Lau, H.C.; Ramakrishna, S. CNT-reinforced metal and steel nanocomposites: A comprehensive assessment of progress and future directions. Compos. Part A Appl. Sci. Manuf. 2018, 114, 170–187. [Google Scholar] [CrossRef]
- Cho, S.; Kikuchi, K.; Miyazaki, T.; Takagi, K.; Kawasaki, A.; Tsukada, T. Multiwalled carbon nanotubes as a contributing reinforcement phase for the improvement of thermal conductivity in copper matrix composites. Scr. Mater. 2010, 63, 375–378. [Google Scholar] [CrossRef]
- Yan, F.; Liu, L.; Li, M.; Zhang, M.; Shang, L.; Xiao, L.; Ao, Y. One-step electrodeposition of Cu/CNT/CF multiscale reinforcement with substantially improved thermal/electrical conductivity and interfacial properties of epoxy composites. Compos. Part A—Appl. Sci. Manuf. 2019, 125, 105530. [Google Scholar] [CrossRef]
- Jiang, Y.; Wang, C.; Liang, S.; Ren, J.; Du, X.; Liu, F. TiB2 (-TiB)/Cu in-situ composites prepared by hot-press with the sintering temperature just beneath the melting point of copper. Mater. Charact. 2016, 121, 76–81. [Google Scholar] [CrossRef]
- Meng, L.; Wang, X.; Hu, X.; Shi, H.; Wu, K. Role of structural parameters on strength-ductility combination of laminated carbon nanotubes/copper composites. Compos. Part A—Appl. Sci. Manuf. 2019, 116, 138–146. [Google Scholar] [CrossRef]
- Arnaud, C.; Lecouturier, F.; Mesguich, D.; Ferreira, N.; Chevallier, G.; Estournès, C.; Weibel, A.; Laurent, C. High strength—High conductivity double-walled carbon nanotube—Copper composite wires. Carbon 2016, 96, 212–215. [Google Scholar] [CrossRef] [Green Version]
- Akbarpour, M.R.; Mousa Mirabad, H.; Alipour, S.; Kim, H.S. Enhanced tensile properties and electrical conductivity of Cu-CNT nanocomposites processed via the combination of flake powder metallurgy and high pressure torsion methods. Mat. Sci. Eng. A 2020, 773, 1–10. [Google Scholar] [CrossRef]
- Dong, S.R.; Tu, J.P.; Zhang, X.B. An investigation of the sliding wear behavior of Cu-matrix composite reinforced by carbon nanotubes. Mat. Sci. Eng. A 2001, 313, 83–87. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, Z.; Hu, Z.; Wang, F.; Li, S.; Korznikov, E.; Zhao, X.; Liu, Y.; Liu, Z.; Kang, Z. Synergistic strengthening effect of nanocrystalline copper reinforced with carbon nanotubes. Sci. Rep. 2016, 6, 1–8. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Duan, B.; Zhou, Y.; Wang, D.; Zhao, Y. Effect of CNTs content on the microstructures and properties of CNTs/Cu composite by microwave sintering. J. Alloys Compd. 2019, 771, 498–504. [Google Scholar] [CrossRef]
- Stašić, J.; Trtica, M.; Rajković, V.; Ružić, J.; Božić, D. Laser sintering of Cu-Zr-ZrB2 composite. Appl. Surf. Sci. 2014, 321, 353–357. [Google Scholar] [CrossRef]
- Gu, D.; Shen, Y. WC-Co particulate reinforcing Cu matrix composites produced by direct laser sintering. Mater. Lett. 2006, 60, 3664–3668. [Google Scholar] [CrossRef]
- Xie, Z.; Li, S.; An, L.; Franks, G. A Novel Oscillatory Pressure-Assisted Hot Pressing for Preparation of High-Performance Ceramics. J. Am. Ceram. Soc. 2014, 97, 1012–1015. [Google Scholar] [CrossRef]
- Cheng, Y.; Zhu, T.; Li, Y.; Sang, S.; Liao, N.; Xie, Z.; Dai, J. Microstructure and mechanical properties of oscillatory pressure sintered WC ceramics with different carbon sources. Ceram. Int. 2021, 47, 11793–11798. [Google Scholar] [CrossRef]
- Li, J.; Fan, J.; Yuan, Y.; Liu, J.; Zhao, K.; Liu, D.; Xie, Z.; An, L. Effect of oscillatory pressure on the sintering behavior of ZrO2 ceramic. Ceram. Int. 2020, 46, 13240–13243. [Google Scholar] [CrossRef]
- Liu, D.; Zhang, X.; Fan, J.; Yuan, Y.; Zhao, K.; Liu, J.; An, L. Sintering behavior and mechanical properties of alumina ceramics exposed to oscillatory pressure at different sintering stages. Ceram. Int. 2021, 47, 23682–23685. [Google Scholar] [CrossRef]
- Li, S.; Wei, C.; Zhou, L.; Wang, P.; Wang, W. Microstructure and fracture strength of silicon nitride ceramics consolidated by oscillatory pressure sintering. Ceram. Int. 2019, 45, 15671–15675. [Google Scholar] [CrossRef]
- Feng, B.; Zhou, Y.; Peng, C.; Li, X.; Liu, J.; Wang, Y.; Rao, P.; Wu, J. Vibration Assisted Hot-Press Sintering of AlN Ceramics. J. Am. Ceram. Soc. 2015, 98, 1711–1713. [Google Scholar] [CrossRef]
- Li, M.; Zhao, X.; Shao, G.; Wang, H.; Zhu, J.; Liu, W.; Fan, B.; Xu, H.; Lu, H.; Zhou, Y.; et al. Oscillatory pressure sintering of high entropy (Zr0.2Ta0.2Nb0.2Hf0.2Mo0.2)B2 ceramic. Ceram. Int. 2021, 47, 8707–8710. [Google Scholar] [CrossRef]
- Gao, K.; Xu, Y.; Tang, G.; Fan, L.; Zhang, R.; An, L. Oscillating pressure sintering of W-Ni-Fe refractory alloy. J. Alloys Compd. 2019, 805, 789–793. [Google Scholar] [CrossRef]
- Gao, Y.; Gao, K.; Fan, L.; Yang, F.; Guo, X.; Zhang, R.; An, L. Oscillatory pressure sintering of WC-Fe-Ni cemented carbides. Ceram. Int. 2020, 46, 12727–12731. [Google Scholar] [CrossRef]
- Zhu, T.; Zhang, J.; An, D.; Xie, Z.; Li, Y.; Sang, S.; Dai, J. Oscillatory pressure sintering: A new method for preparing WC-Co cemented carbides. J. Alloys Compd. 2020, 816, 152521. [Google Scholar] [CrossRef]
- Li, S.; Xie, Z.; Xue, W. Microstructure and mechanical properties of zirconia ceramics consolidated by a novel oscillatory pressure sintering. Ceram. Int. 2015, 41, 10281–10286. [Google Scholar] [CrossRef]
- Fan, J.; Yuan, Y.; Li, J.; Liu, J.; An, L. Densification and grain growth in oscillatory pressure sintering of alumina toughened zirconia ceramic composites. J. Alloys Compd. 2020, 845, 155644. [Google Scholar] [CrossRef]
- Han, Y.; Xie, Z.; Li, S.; Zhu, T.; Wu, W.; An, D.; Hu, F.; Zhai, F. Optimum sintering temperature of high quality silicon nitride ceramics under oscillatory pressure. Ceram. Int. 2018, 44, 6949–6952. [Google Scholar] [CrossRef]
- Song, J.L.; Chen, W.G.; Dong, L.L.; Wang, J.J.; Deng, N. An electroless plating and planetary ball milling process for mechanical properties enhancement of bulk CNTs/Cu composites. J. Alloys Compd. 2017, 720, 54–62. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2006, 46, 1–184. [Google Scholar] [CrossRef]
- Huang, Z.; Zheng, Z.; Zhao, S.; Dong, S.; Luo, P.; Chen, L. Copper matrix composites reinforced by aligned carbon nanotubes: Mechanical and tribological properties. Mater. Des. 2017, 133, 570–578. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, Z.; Zhang, H.; Hu, Z.; Li, S.; Cheng, X. Novel synthesizing and characterization of copper matrix composites reinforced with carbon nanotubes. Mat. Sci. Eng. A 2017, 696, 80–89. [Google Scholar] [CrossRef]
- Nayan, N.; Shukla, A.K.; Chandran, P.; Bakshi, S.R.; Murty, S.V.S.N.; Pant, B.; Venkitakrishnan, P.V. Processing and characterization of spark plasma sintered copper/carbon nanotube composites. Mat. Sci. Eng. A 2017, 682, 229–237. [Google Scholar] [CrossRef]
- Hamedan, S.S.; Abdi, M.; Sheibani, S. Comparative study on hot rolling of Cu-Cr and Cu-Cr-CNT nanocomposites. Trans. Nonferr. Met. Soc. 2018, 28, 2044–2052. [Google Scholar] [CrossRef]
- Pan, Y.; Xiao, S.; Lu, X.; Zhou, C.; Li, Y.; Liu, Z.; Liu, B.; Xu, W.; Jia, C.; Qu, X. Fabrication, mechanical properties and electrical conductivity of Al2O3 reinforced Cu/CNTs composites. J. Alloys Compd. 2019, 782, 1015–1023. [Google Scholar] [CrossRef]
- Yao, H.; Shuang, L.; Zhu, T.; Xie, Z. An oscillatory pressure sintering of zirconia powder: Rapid densification with limited grain growth. J. Am. Ceram. Soc. 2017, 100, 2774–2780. [Google Scholar]




Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, M.; Ding, Y.; Hu, J.; Shi, Z.; Jiao, S.; Guo, X.; Wang, H.; An, L. Hot Oscillatory Pressing of Carbon Nanotube-Reinforced Copper Matrix Nanocomposite. Nanomaterials 2021, 11, 2411. https://doi.org/10.3390/nano11092411
Han M, Ding Y, Hu J, Shi Z, Jiao S, Guo X, Wang H, An L. Hot Oscillatory Pressing of Carbon Nanotube-Reinforced Copper Matrix Nanocomposite. Nanomaterials. 2021; 11(9):2411. https://doi.org/10.3390/nano11092411
Chicago/Turabian StyleHan, Min, Yunpeng Ding, Jinbiao Hu, Zhiai Shi, Sijia Jiao, Xiaoqin Guo, Hanying Wang, and Linan An. 2021. "Hot Oscillatory Pressing of Carbon Nanotube-Reinforced Copper Matrix Nanocomposite" Nanomaterials 11, no. 9: 2411. https://doi.org/10.3390/nano11092411