
Evaluation of Mechanical and Tribological Aspect of Self-Lubricating Cu-6Gr Composites Reinforced with SiC–WC Hybrid Particles

 ,
,  ,
,  and
and 
Abstract
:1. Introduction
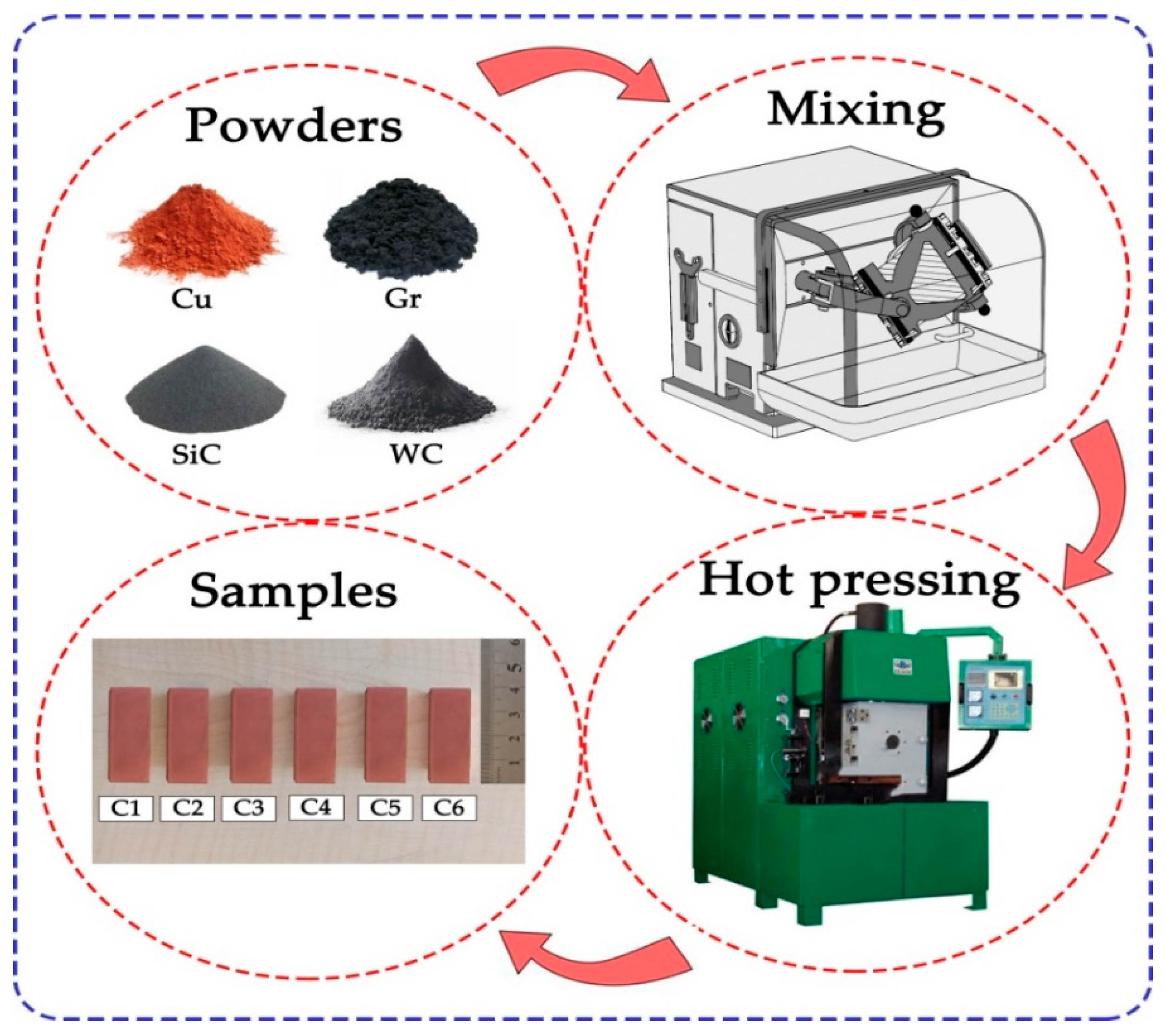
2. Materials and Methods
3. Results
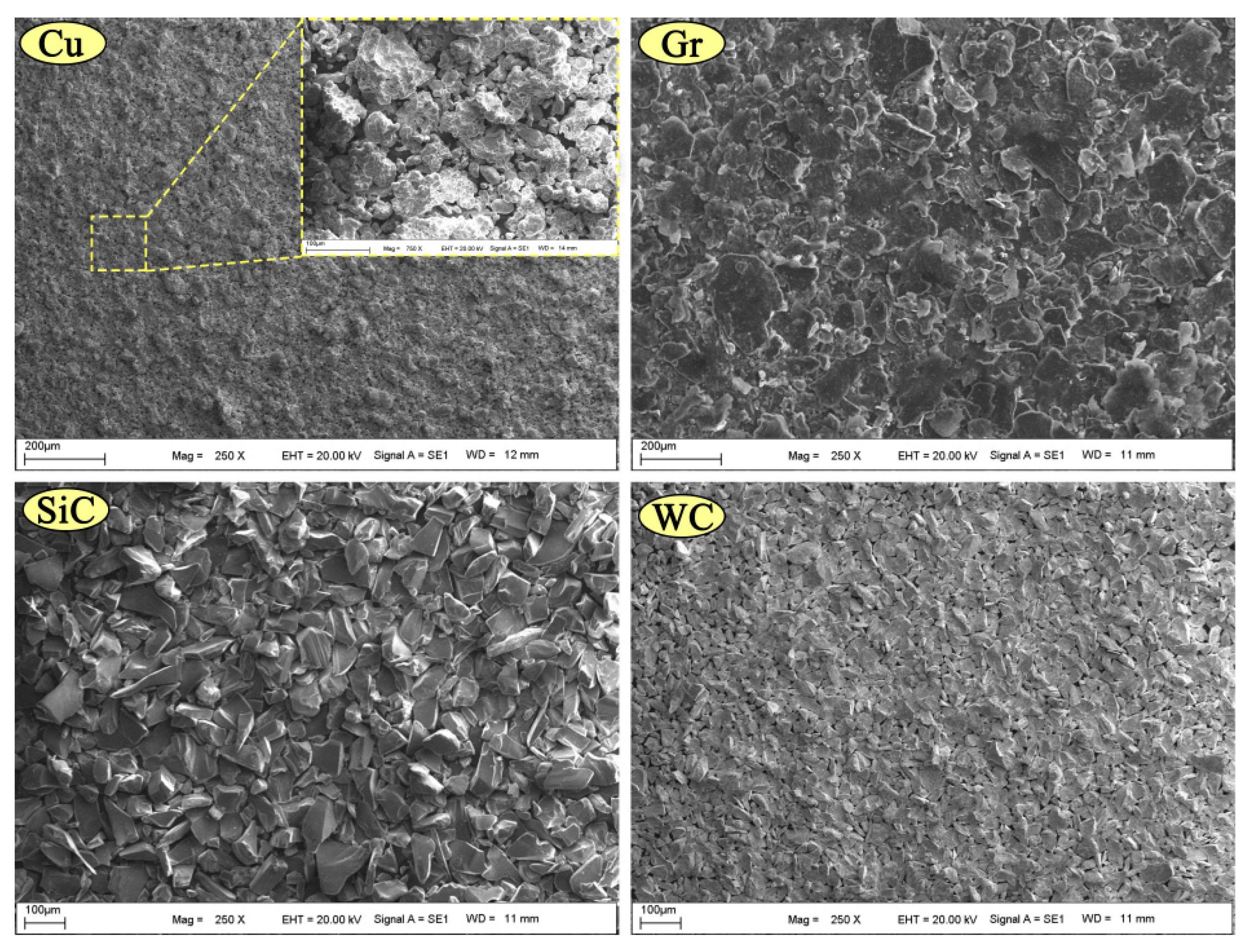
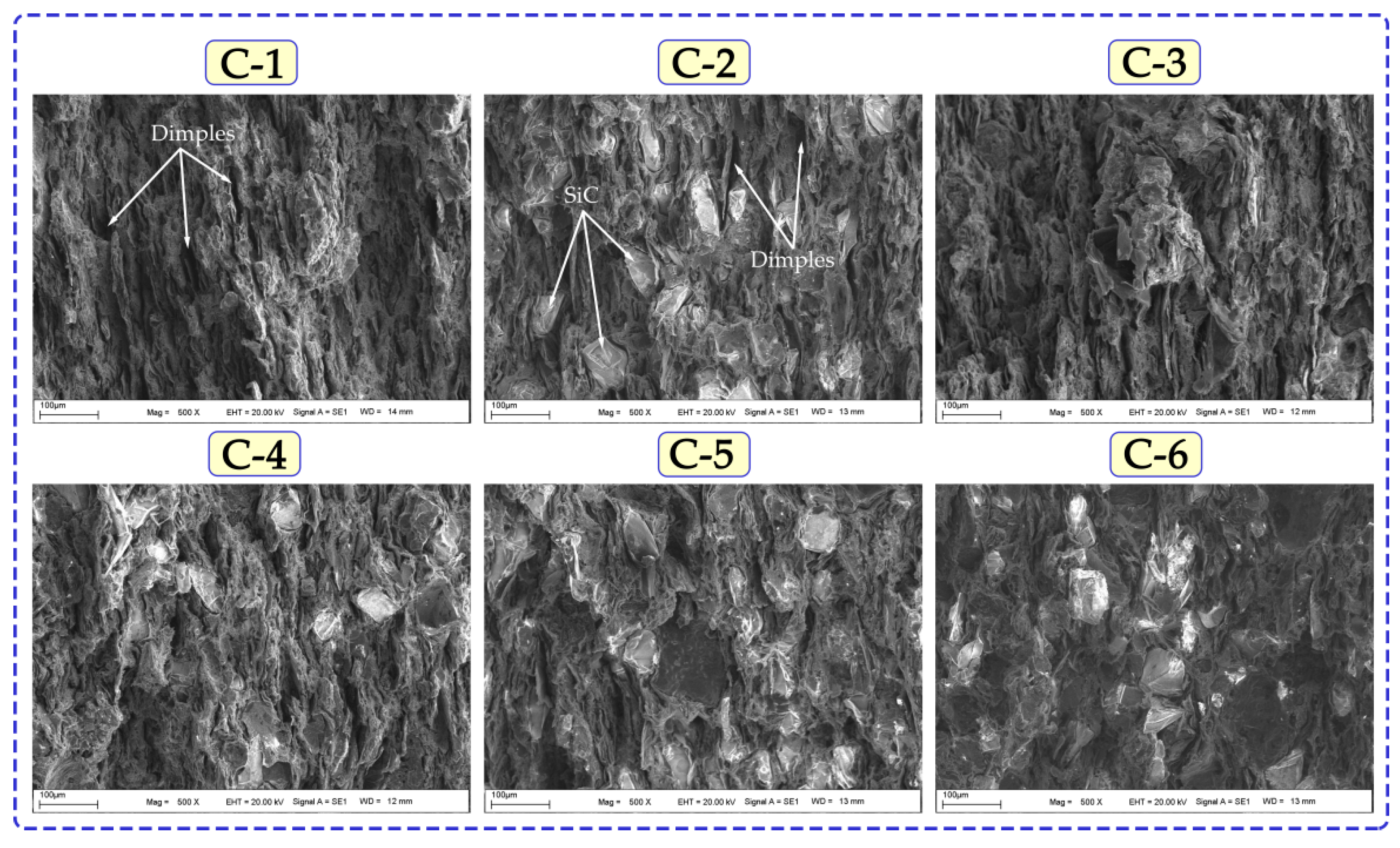
3.1. Composite Structures Morphology Evaluation
3.2. Density Tests
3.3. Hardness Analysis
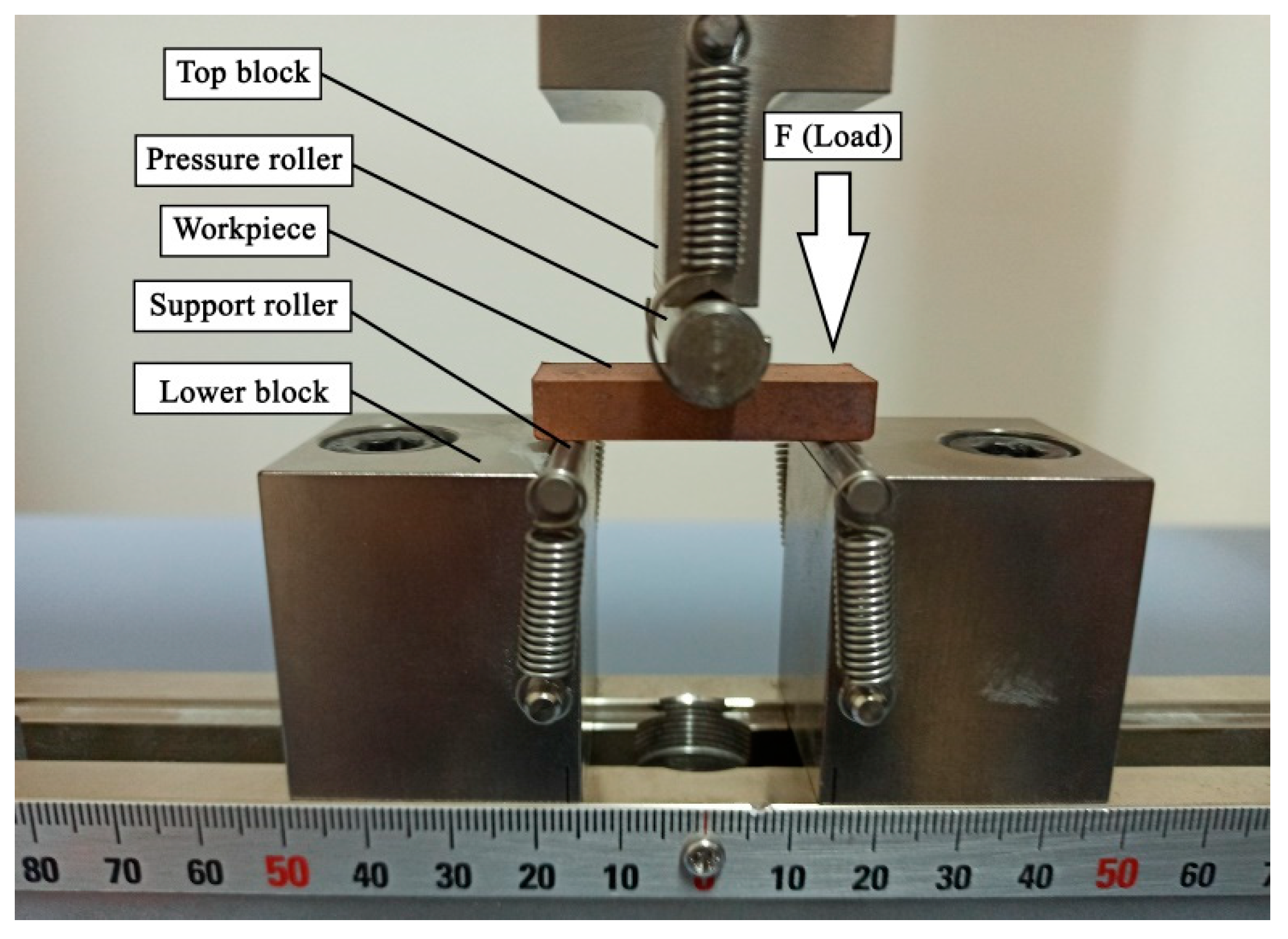
3.4. Flexural Strength Analysis
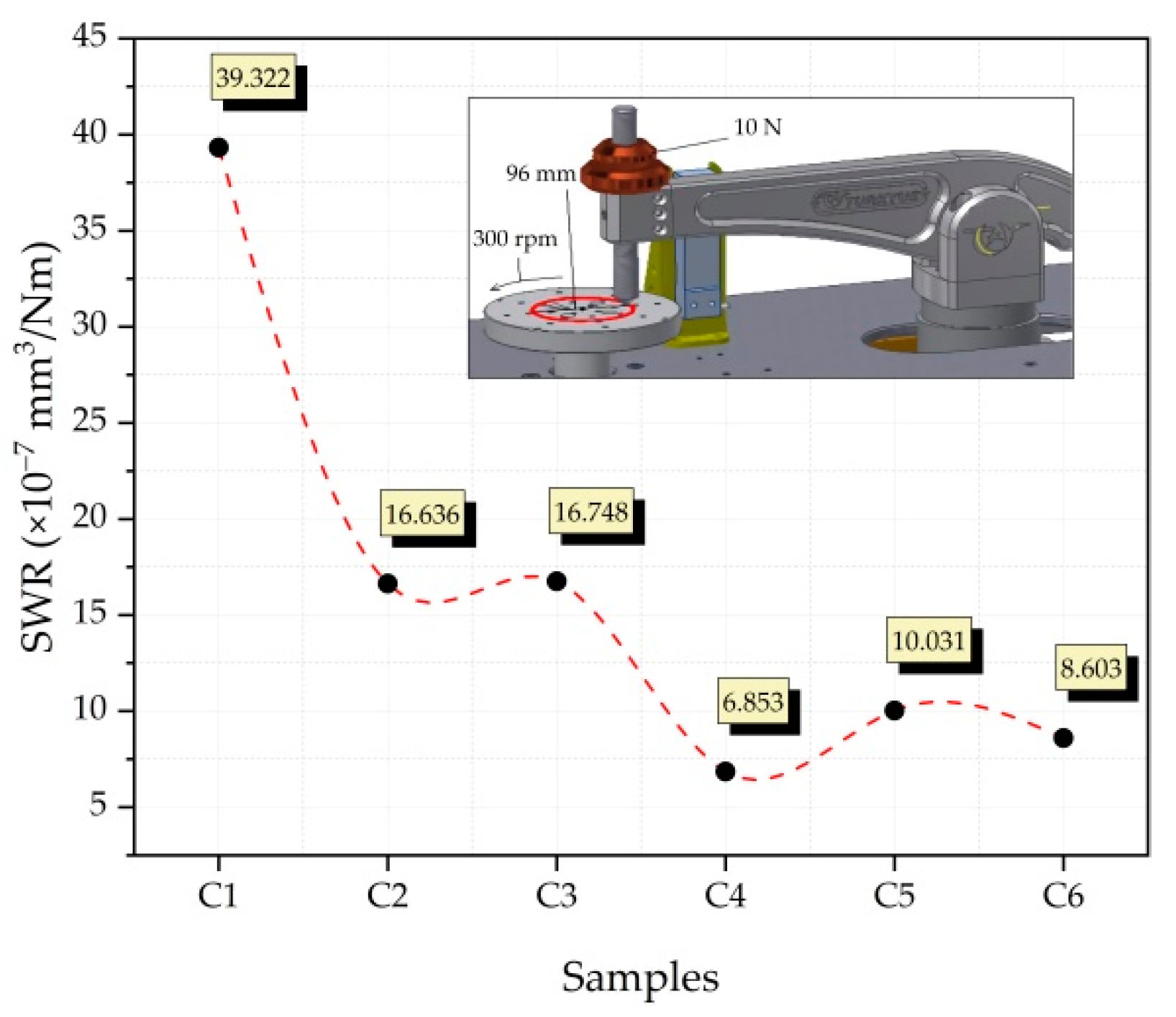
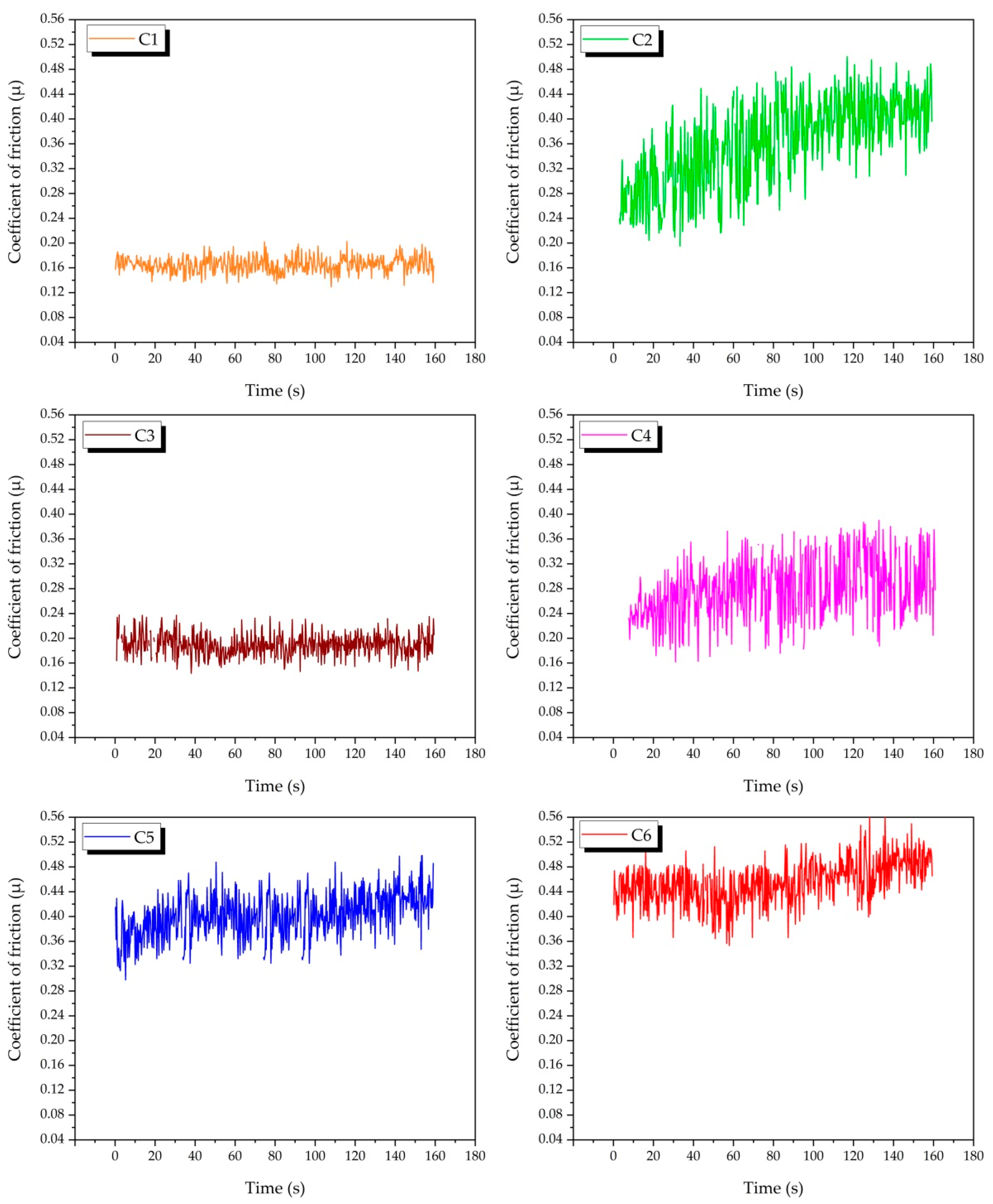
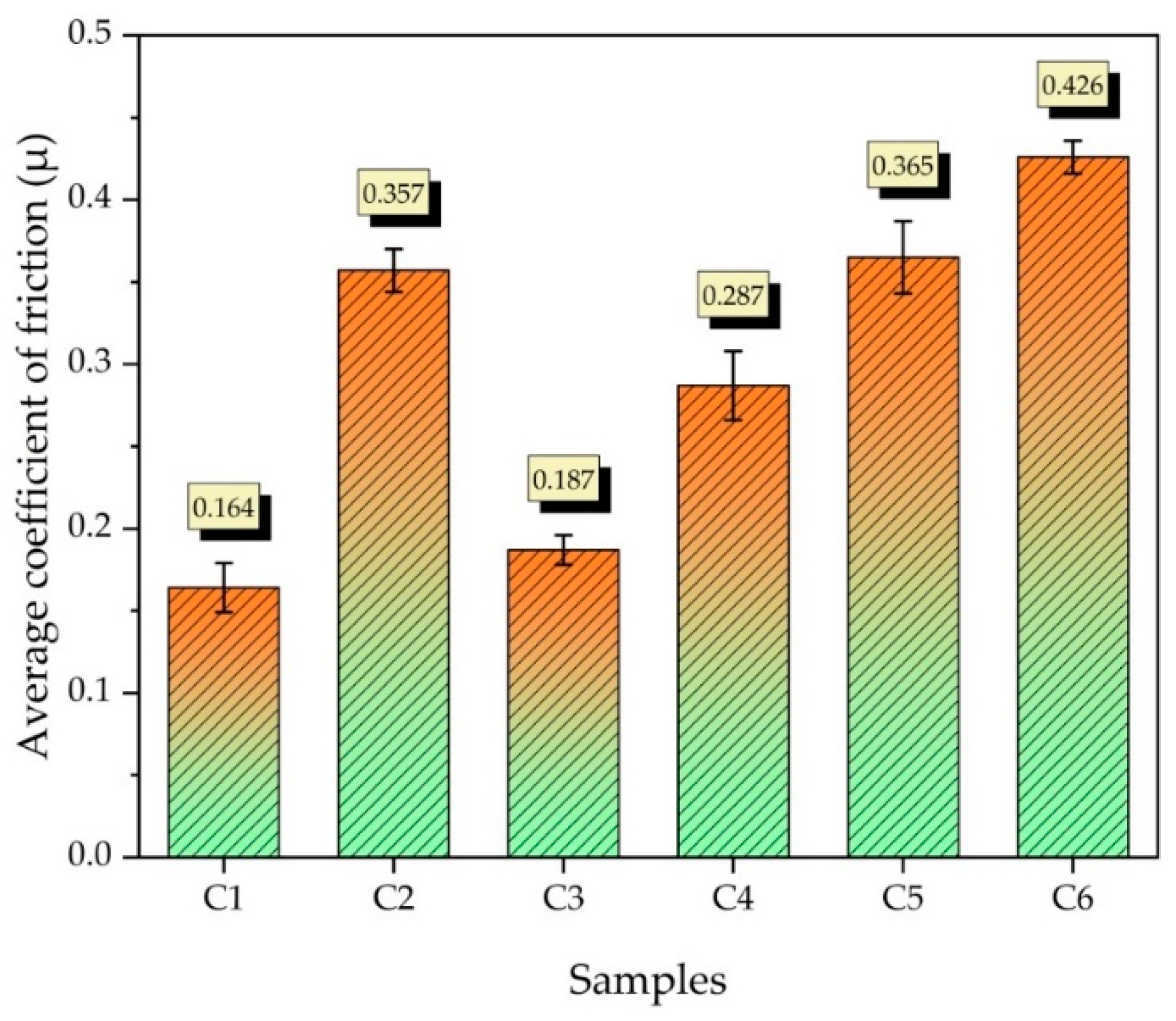
3.5. Wear Analysis
4. Conclusions
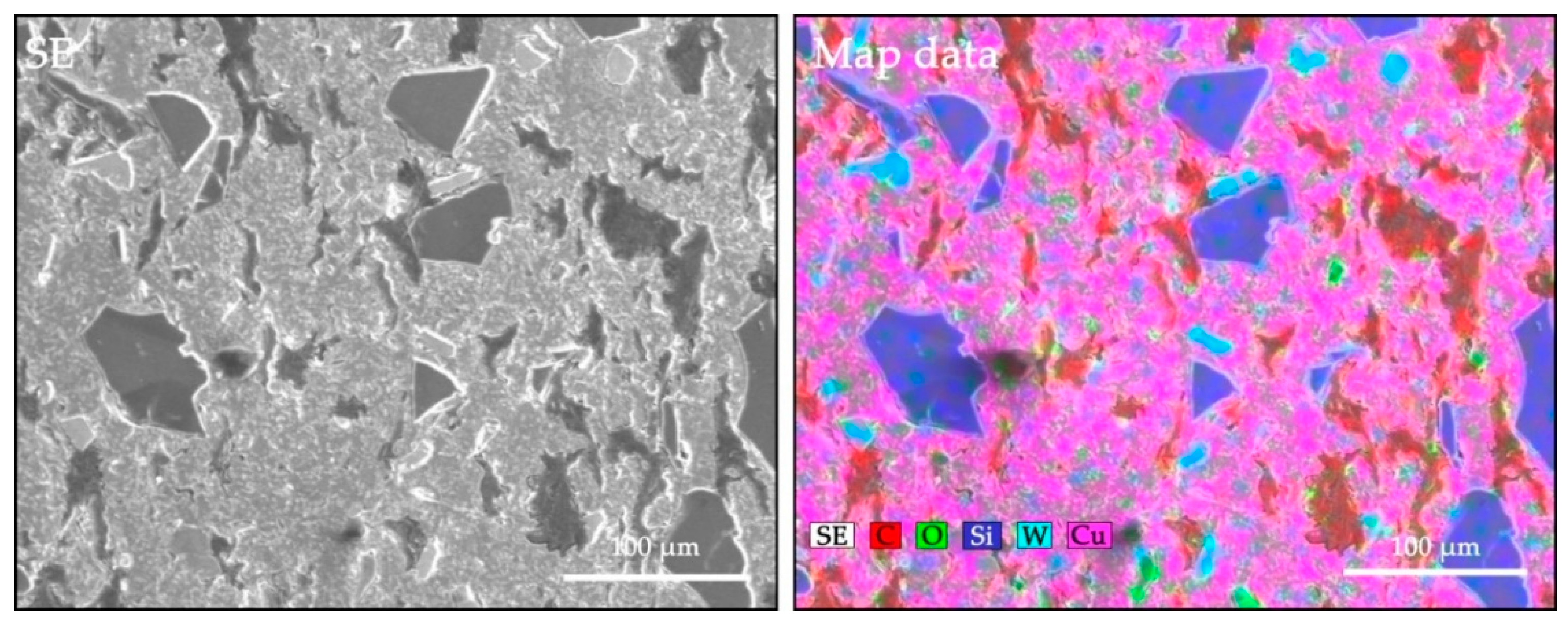
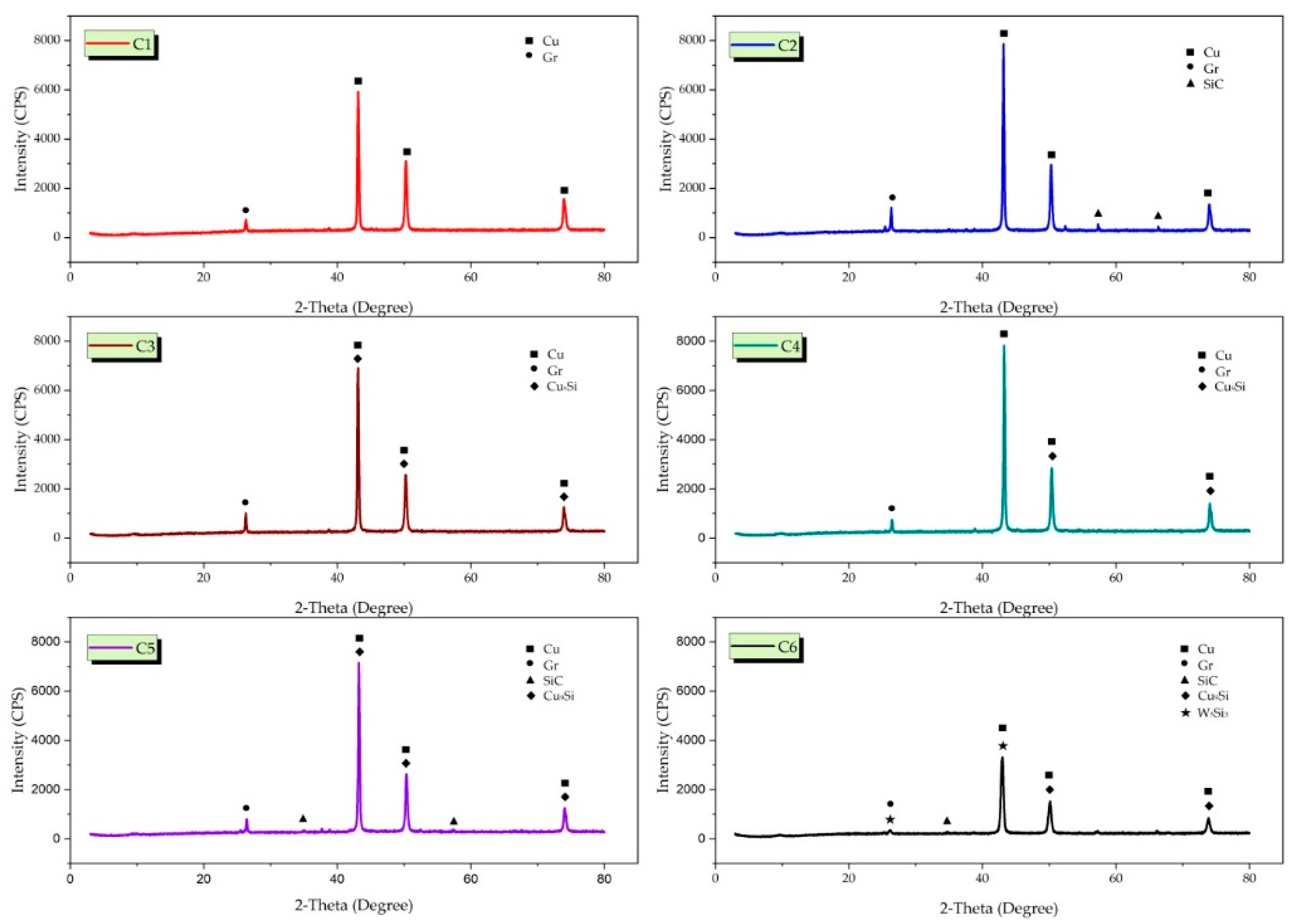
- From the SEM graphs, it was observed that the reinforcement elements exhibited a homogeneous distribution in the matrix. In addition, it was determined that the hybrid reinforcements in the structure have a good interface bond with the matrix. Particles in the composite structure were determined by EDS and Mapping analysis. The phases occurring in the structure were determined by X-RD analysis.
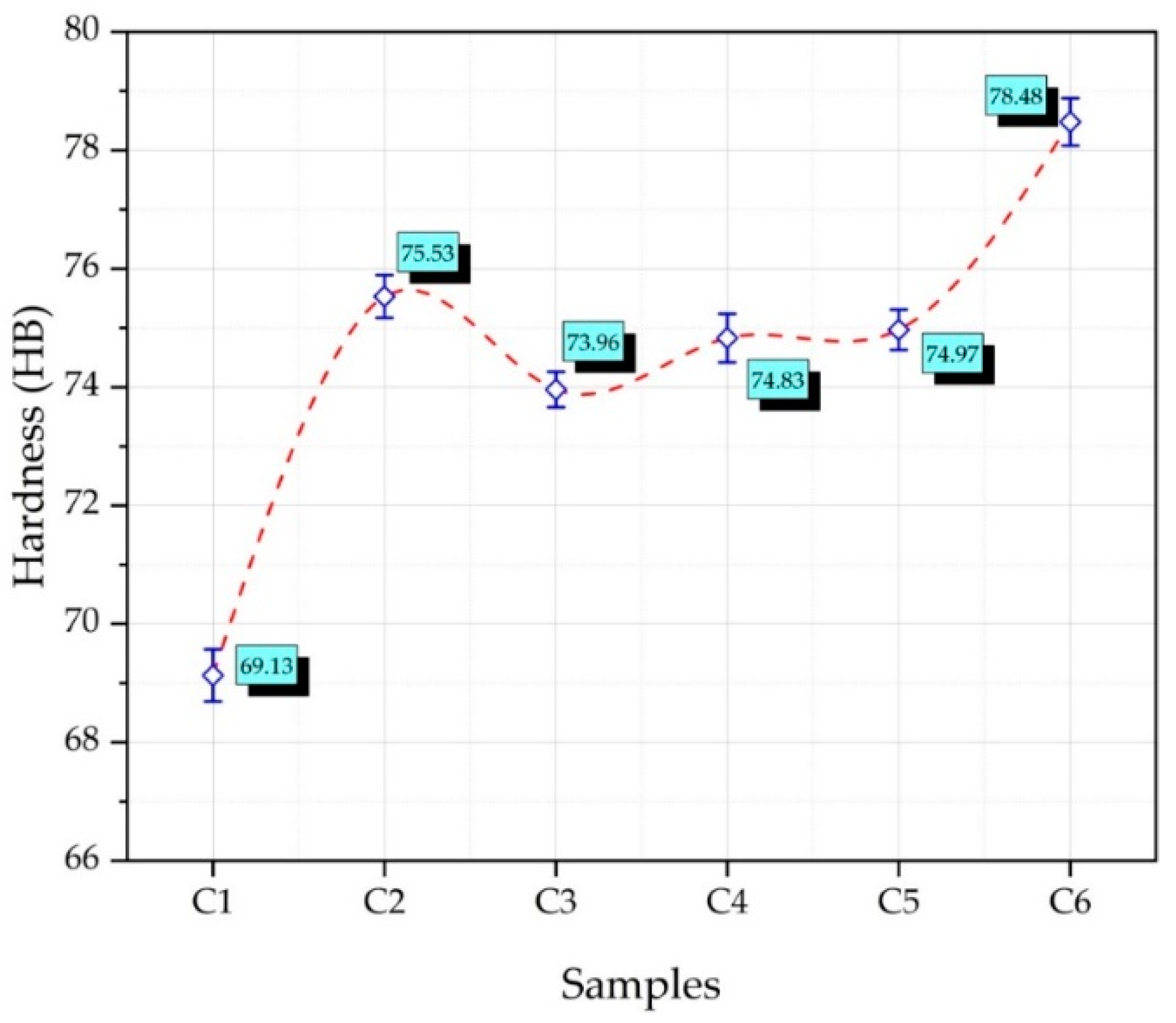
- It was observed that the hardness of composite materials increased with the increase in reinforcement particles (SiC–WC), which are harder than copper main matrix and lubricating graphite.
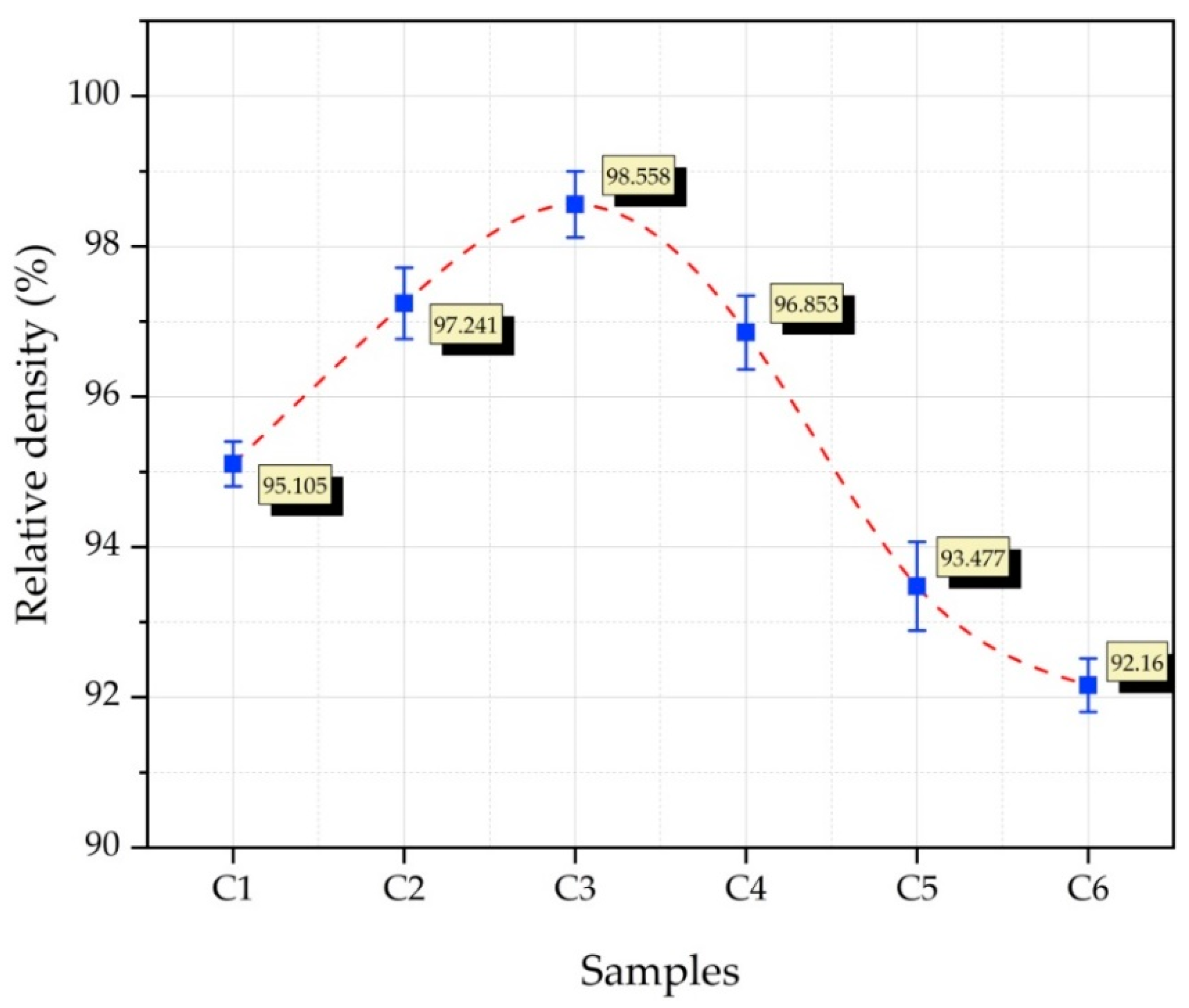
- The highest relative density (98.558%) was detected in the C3 composite, with an increase of approximately 4% compared to the C1 composite.
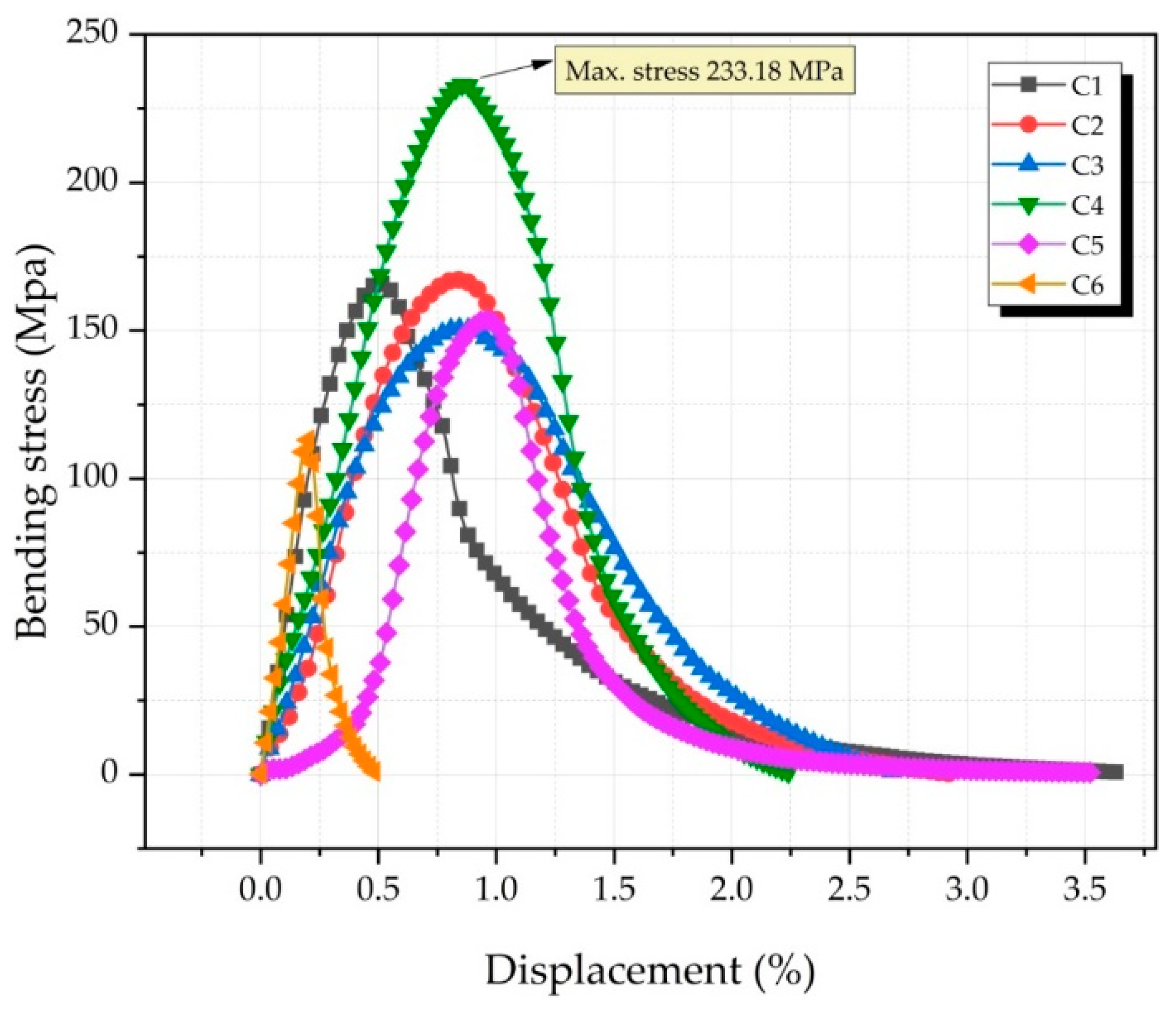
- As a result of the three-point bending analysis, the highest bending stress was recorded as 233.18 MPa in the C4 sample. It was observed that increasing the reinforcement ratios increased the flexural strength up to a certain level, after which increasing the reinforcement ratio further tended to decrease it.
- Sample C4 exhibited the best wear performance with the lowest SWR value (6.853 × 10−7 mm3/Nm). The friction coefficient and temperature values increased with increasing reinforcement ratio.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cui, G.; Ren, J.; Lu, Z. The Microstructure and Wear Characteristics of Cu–Fe Matrix Friction Material with Addition of SiC. Tribol. Lett. 2017, 65, 108. [Google Scholar] [CrossRef]
- Usca, Ü.A.; Uzun, M.; Kuntoğlu, M.; Sap, E.; Gupta, M.K. Investigations on tool wear, surface roughness, cutting temperature, and chip formation in machining of Cu-B-CrC composites. Int. J. Adv. Manuf. Technol. 2021, 116, 3011–3025. [Google Scholar] [CrossRef]
- Jiang, Y.; Zhang, X.; Zhang, X.; Lan, T.; Cao, F.; Liang, S. Structural heterogeneity and its effects on the properties of an in situ TiB2–TiC/Cu composite synthesised by hot pressing. Powder Metall. 2020, 63, 126–133. [Google Scholar] [CrossRef]
- Şap, S.; Uzun, M.; Usca, Ü.A.; Pimenov, D.Y.; Giasin, K.; Wojciechowski, S. Investigation on microstructure, mechanical, and tribological performance of Cu base hybrid composite materials. J. Mater. Res. Technol. 2021, 15, 6990–7003. [Google Scholar] [CrossRef]
- Usca, Ü.A.; Şap, S.; Uzun, M.; Kuntoğlu, M.; Salur, E.; Karabiber, A.; Pimenov, D.Y.; Giasin, K.; Wojciechowski, S. Estimation, Optimization and Analysis Based Investigation of the Energy Consumption in Machinability of Ceramic-Based Metal Matrix Composite Materials. J. Mater. Res. Technol. 2022, 17, 2987–2998. [Google Scholar] [CrossRef]
- Jamwal, A.; Seth, P.P.; Kumar, D.; Agrawal, R.; Sadasivuni, K.K.; Gupta, P. Microstructural, tribological and compression behaviour of Copper matrix reinforced with Graphite-SiC hybrid composites. Mater. Chem. Phys. 2020, 251, 123090. [Google Scholar] [CrossRef]
- Mirsaeedghazi, S.M.; Allahkaram, S.R.; Mahdavi, S.; Varmazyar, A. Characteristics and properties of Cu/nano-SiC and Cu/nano-SiC/graphite hybrid composite coatings produced by pulse electrodeposition technique. Can. Metall. Q. 2018, 57, 358–366. [Google Scholar] [CrossRef]
- Sap, E.; Uzun, M. A Study of the Microstructure and Properties of Copper Composites Reinforced with Co-Ti. Met. Sci. Heat Treat. 2022, 63, 558–563. [Google Scholar] [CrossRef]
- Leng, J.; Wu, G.; Zhou, Q.; Dou, Z.; Huang, X. Mechanical properties of SiC/Gr/Al composites fabricated by squeeze casting technology. Scr. Mater. 2008, 59, 619–622. [Google Scholar] [CrossRef]
- Pethő, D.; Kurusta, T.; Kristály, F.; Mikó, T.; Gácsi, Z. The effect of ball to powder ratio on the processing of a novel Mo-Cu-Al2O3 composite. Int. J. Refract. Hard Met. 2021, 101, 105657. [Google Scholar] [CrossRef]
- Dong, L.L.; Huo, W.T.; Ahangarkani, M.; Zhang, B.; Zhao, Y.Q.; Zhang, Y.S. Microstructural evaluation and mechanical properties of in-situ WC/W-Cu composites fabricated by rGO/W-Cu spark plasma sintering reaction. Mater. Des. 2018, 160, 1196–1207. [Google Scholar] [CrossRef]
- Balalan, Z.; Gulan, F. Microstructure and mechanical properties of Cu-B4C and CuAl-B4C composites produced by hot pressing. Rare Met. 2019, 38, 1169–1177. [Google Scholar] [CrossRef]
- Sap, E. Microstructure and Mechanical Effects of Co–Ti Powder Particles on Cu Matrix Composites. Russ. J. Non-Ferr. Met. 2021, 62, 107–118. [Google Scholar]
- Bohorquez, C.D.; Perez, S.P.; Sarmiento, A.; Mendoza, M.E. Effect of temperature on morphology and wear of a Cu-Ti-TiC MMC sintered by abnormal glow discharge. Mater. Res. Express 2020, 7, 026501. [Google Scholar] [CrossRef]
- Akbarpour, M.R.; Alipour, S. Wear and friction properties of spark plasma sintered SiC/Cu nanocomposites. Ceram. Int. 2017, 43, 13364–13370. [Google Scholar] [CrossRef]
- Şap, E.; Usca, U.A.; Gupta, M.K.; Kuntoğlu, M. Tool wear and machinability investigations in dry turning of Cu/Mo-SiCp hybrid composites. Int. J. Adv. Manuf. Technol. 2021, 114, 379–396. [Google Scholar] [CrossRef]
- Pradhan, A.K.; Das, S. Dry Sliding Wear and Friction Behavior of Cu-SiC Nanocomposite Coating Prepared by Pulse Reverse Electrodeposition. Tribol. Trans. 2014, 57, 46–56. [Google Scholar] [CrossRef]
- Pan, Y.; Xiao, S.; Lu, X.; Zhou, C.; Li, Y.; Liu, Z.; Liu, B.; Xu, W.; Jia, C.; Qu, X. Fabrication, mechanical properties and electrical conductivity of Al2O3 reinforced Cu/CNTs composites. J. Alloys Compd. 2019, 782, 1015–1023. [Google Scholar] [CrossRef]
- Uzun, M.; Munis, M.M.; Usca, Ü.A. Different ratios CrC particle-reinforced Cu matrix composite materials and investigation of wear performance. Int. J. Eng. Res. Appl. 2018, 8, 1–7. [Google Scholar]
- Nageswaran, G.; Natarajan, S.; Ramkumar, K.R. Synthesis, structural characterization, mechanical and wear behaviour of Cu-TiO2-Gr hybrid composite through stir casting technique. J. Alloys Compd. 2018, 768, 733–741. [Google Scholar] [CrossRef]
- Ramesh, C.S.; Noor Ahmed, R.; Mujeebu, M.A.; Abdullah, M.Z. Development and performance analysis of novel cast copper–SiC–Gr hybrid composites. Mater. Des. 2009, 30, 1957–1965. [Google Scholar] [CrossRef]
- Nayak, D.; Ray, N.; Sahoo, R.; Debata, M. Analysis of Tribological Performance of Cu Hybrid Composites Reinforced with Graphite and TiC Using Factorial Techniques. Tribol. Trans. 2014, 57, 908–918. [Google Scholar] [CrossRef]
- Li, J.f.; Zhang, L.; Xiao, J.k.; Zhou, K.c. Sliding wear behavior of copper-based composites reinforced with graphene nanosheets and graphite. Trans. Nonferr. Met. Soc. China 2015, 25, 3354–3362. [Google Scholar] [CrossRef]
- Su, Y.; Zhang, Y.; Song, J.; Hu, L. Tribological behavior and lubrication mechanism of self-lubricating ceramic/metal composites: The effect of matrix type on the friction and wear properties. Wear 2017, 372–373, 130–138. [Google Scholar] [CrossRef]
- Miranda-López, A.; León-Patiño, C.A.; Aguilar-Reyes, E.A.; Bedolla-Becerril, E.; Rodriguez-Ortiz, G. Effect of graphite addition on wear behaviour of hybrid Cu/TiC-Gr infiltrated composites. Wear 2021, 484–485, 203793. [Google Scholar] [CrossRef]
- Yu, H.; Guo, R.X.; Xia, H.T.; Yan, F.; Zhang, Y.B. Study on the Effect of WC Size on the Thermal Expansion Coefficient of WC/Cu Composites. Appl. Mech. Mater. 2013, 275, 1597–1600. [Google Scholar] [CrossRef]
- Liu, J.; Sun, K.; Zeng, L.; Wang, J.; Xiao, X.; Liu, J.; Guo, C.; Ding, Y. Microstructure and Properties of Copper–Graphite Composites Fabricated by Spark Plasma Sintering Based on Two-Step Mixing. Metals 2020, 10, 1506. [Google Scholar] [CrossRef]
- Singh, J.B.; Cai, W.; Bellon, P. Dry sliding of Cu–15 wt% Ni–8 wt% Sn bronze: Wear behaviour and microstructures. Wear 2007, 263, 830–841. [Google Scholar] [CrossRef]
- Lin, H.; Guo, X.; Song, K.; Li, S.; Feng, J.; Zhang, X.; Feng, M. Synergistic strengthening effect of tungsten carbide (WC) particles and silicon carbide whiskers (SiCw) on mechanical properties of Cu–Al2O3 composite. J. Mater. Res. Technol. 2021, 15, 2837–2847. [Google Scholar] [CrossRef]
- Kim, W.J.; Lee, T.J.; Han, S.H. Multi-layer graphene/copper composites: Preparation using high-ratio differential speed rolling, microstructure and mechanical properties. Carbon 2014, 69, 55–65. [Google Scholar] [CrossRef]
- Meher, A.; Chaira, D. Effect of Graphite and SiC Addition into Cu and SiC Particle Size Effect on Fabrication of Cu–Graphite–SiC MMC by Powder Metallurgy. Trans. Indian Inst. Met. 2017, 70, 2047–2057. [Google Scholar] [CrossRef]
- Akbarpour, M.R.; Salahi, E.; Alikhani Hesari, F.; Kim, H.S.; Simchi, A. Effect of nanoparticle content on the microstructural and mechanical properties of nano-SiC dispersed bulk ultrafine-grained Cu matrix composites. Mater. Des. 2013, 52, 881–887. [Google Scholar] [CrossRef]
- Akbarpour, M.R.; Mousa Mirabad, H.; Alipour, S. Microstructural and mechanical characteristics of hybrid SiC/Cu composites with nano- and micro-sized SiC particles. Ceram. Int. 2019, 45, 3276–3283. [Google Scholar] [CrossRef]
- Akbarpour, M.; Salahi, E.; Hesari, F.A.; Yoon, E.; Kim, H.; Simchi, A. Microstructural development and mechanical properties of nanostructured copper reinforced with SiC nanoparticles. Mater. Sci. Eng. A 2013, 568, 33–39. [Google Scholar] [CrossRef]
- Şap, E.; Usca, Ü.A.; Gupta, M.K.; Kuntoğlu, M.; Sarıkaya, M.; Pimenov, D.Y.; Mia, M. Parametric Optimization for Improving the Machining Process of Cu/Mo-SiCp Composites Produced by Powder Metallurgy. Materials 2021, 14, 1921. [Google Scholar] [CrossRef] [PubMed]
- Şap, S.; Turgut, A.; Uzun, M. Investigation of microstructure and mechanical properties of Cu/Ti–B–SiCp hybrid composites. Ceram. Int. 2021, 47, 29919–29929. [Google Scholar] [CrossRef]
- Uzun, M.; Çetin, M.S. Investigation of characteristics of Cu based, Co-CrC reinforced composites produced by powder metallurgy method. Adv. Powder Technol. 2021, 32, 1992–2003. [Google Scholar] [CrossRef]
- Moustafa, E.B.; Taha, M.A. Evaluation of the microstructure, thermal and mechanical properties of Cu/SiC nanocomposites fabricated by mechanical alloying. Int. J. Miner. Metall. Mater. 2021, 28, 475–486. [Google Scholar] [CrossRef]
- Usca, Ü.A.; Uzun, M.; Kuntoğlu, M.; Şap, S.; Giasin, K.; Pimenov, D.Y. Tribological Aspects, Optimization and Analysis of Cu-B-CrC Composites Fabricated by Powder Metallurgy. Materials 2021, 14, 4217. [Google Scholar] [CrossRef]
- Fukushima, A.; Fujiwara, C.; Kagawa, Y.; Masuda, C. Effect of interfacial properties on tensile strength in SiC/Ti–15–3 composites. Mater. Sci. Eng. A 2000, 276, 243–249. [Google Scholar] [CrossRef]
- Xiao, H.; Xiao, B.; Wu, H.; Xiao, B.; Yan, X.; Liu, S. Microstructure and mechanical properties of vacuum brazed CBN abrasive segments with tungsten carbide reinforced Cu–Sn–Ti alloys. Ceram. Int. 2019, 45, 12469–12475. [Google Scholar] [CrossRef]
- Şap, E. Investigation of mechanical properties of Cu/Mo-SiCp composites produced with P/M, and their wear behaviour with the Taguchi method. Ceram. Int. 2021, 47, 25910–25920. [Google Scholar] [CrossRef]
- Ram Prabhu, T.; Varma, V.K.; Vedantam, S. Tribological and mechanical behavior of multilayer Cu/SiC+Gr hybrid composites for brake friction material applications. Wear 2014, 317, 201–212. [Google Scholar] [CrossRef]
- Sap, E. Microstructural and Mechanical Properties of Cu-Based Co-Mo-Reinforced Composites Produced by the Powder Metallurgy Method. J. Mater. Eng. Perform. 2020, 29, 8461–8472. [Google Scholar] [CrossRef]
- Gan, K.; Gu, M. The compressibility of Cu/SiCp powder prepared by high-energy ball milling. J. Mater. Process. Technol. 2008, 199, 173–177. [Google Scholar] [CrossRef]
- Barmouz, M.; Besharati Givi, M.K.; Seyfi, J. On the role of processing parameters in producing Cu/SiC metal matrix composites via friction stir processing: Investigating microstructure, microhardness, wear and tensile behavior. Mater. Charact. 2011, 62, 108–117. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powders | Density (g/cm3) | Temperature of Melting (°C) | Size of the Particles (µm) | Purity (%) |
|---|---|---|---|---|
| Cu | 8.96 | 1083 | 45–75 | ≥99.90 |
| Gr | 2.26 | 3652 | <44 | ≥98.00 |
| SiC | 3.21 | 2730 | 45–70 | ≥99.00 |
| WC | 15.63 | 2870 | <44 | ≥99.20 |
| Samples No | Cu (wt.%) | Gr (wt.%) | SiC (wt.%) | WC (wt.%) |
|---|---|---|---|---|
| C1 | 94 | 6 | - | - |
| C2 | 90 | 6 | 4 | - |
| C3 | 90 | 6 | - | 4 |
| C4 | 92 | 6 | 1 | 1 |
| C5 | 90 | 6 | 2 | 2 |
| C6 | 88 | 6 | 3 | 3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Usca, Ü.A.; Şap, S.; Uzun, M.; Giasin, K.; Pimenov, D.Y. Evaluation of Mechanical and Tribological Aspect of Self-Lubricating Cu-6Gr Composites Reinforced with SiC–WC Hybrid Particles. Nanomaterials 2022, 12, 2154. https://doi.org/10.3390/nano12132154
Usca ÜA, Şap S, Uzun M, Giasin K, Pimenov DY. Evaluation of Mechanical and Tribological Aspect of Self-Lubricating Cu-6Gr Composites Reinforced with SiC–WC Hybrid Particles. Nanomaterials. 2022; 12(13):2154. https://doi.org/10.3390/nano12132154
Chicago/Turabian StyleUsca, Üsame Ali, Serhat Şap, Mahir Uzun, Khaled Giasin, and Danil Yurievich Pimenov. 2022. "Evaluation of Mechanical and Tribological Aspect of Self-Lubricating Cu-6Gr Composites Reinforced with SiC–WC Hybrid Particles" Nanomaterials 12, no. 13: 2154. https://doi.org/10.3390/nano12132154