
Three-Dimensional Printed Polyamide 12 (PA12) and Polylactic Acid (PLA) Alumina (Al2O3) Nanocomposites with Significantly Enhanced Tensile, Flexural, and Impact Properties

 ,
,  ,
,  and
and 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials Used in the Work for the Preparation of the Nano-Compounds
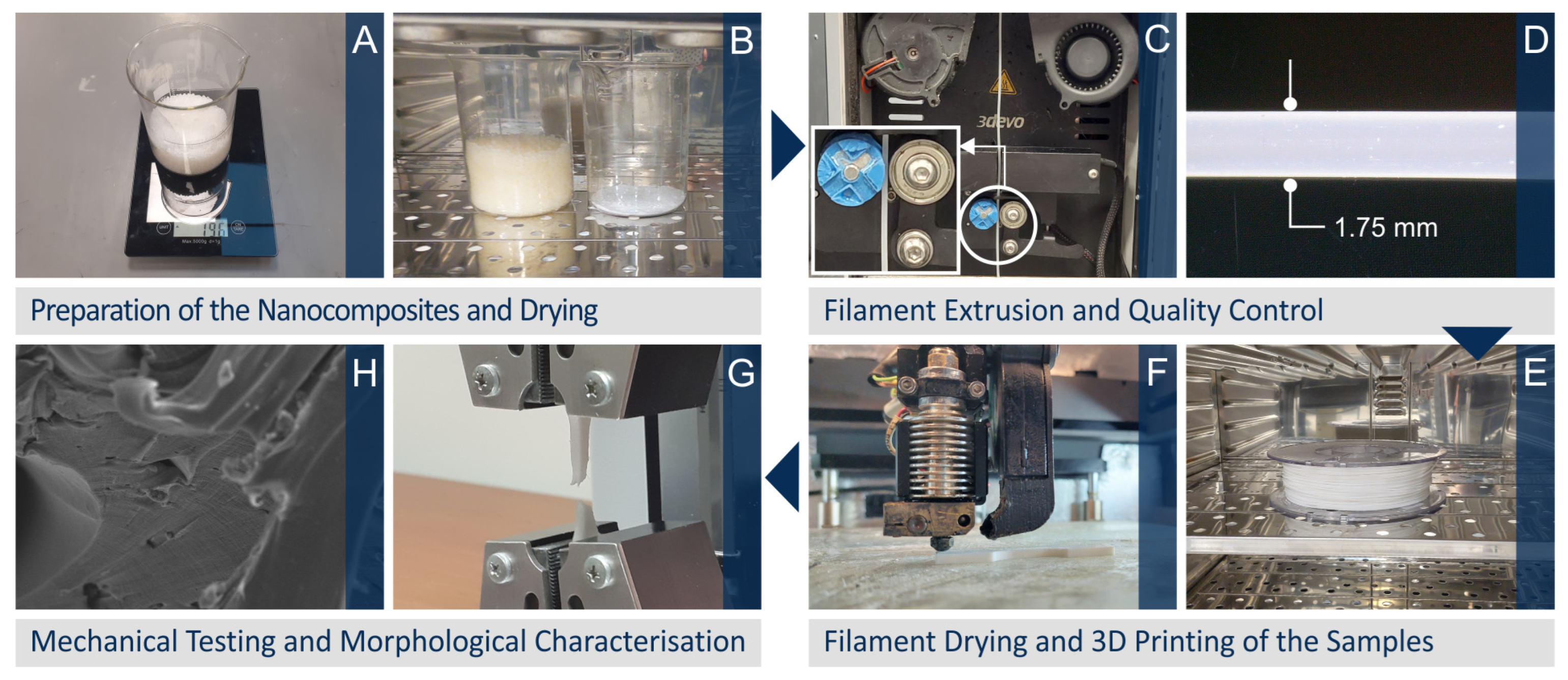
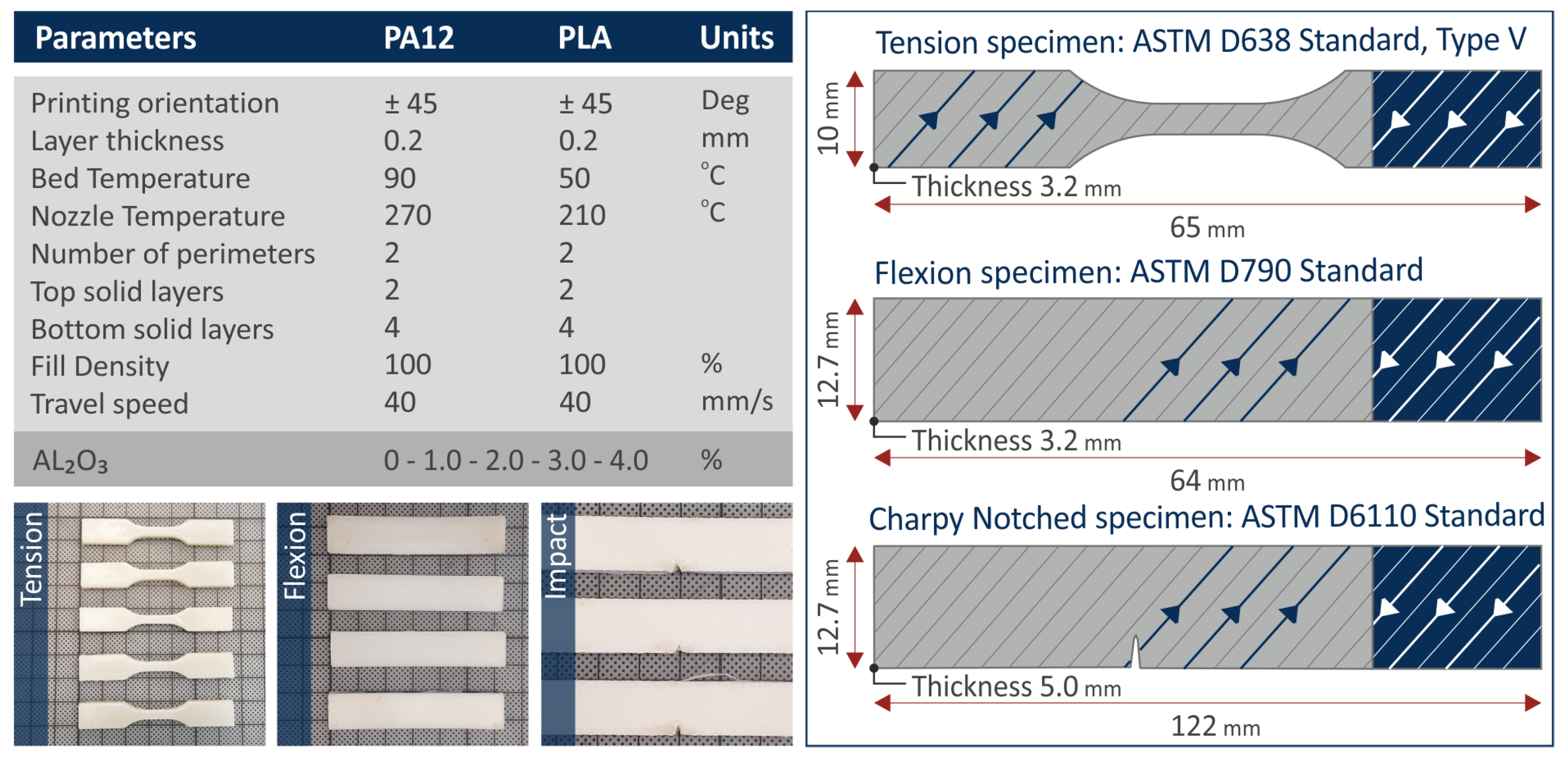
2.2. Preparation of the Filament and Process Parameters for FFF 3D Printing of the PA12, PLA, with Al2O3 Filler Nanocomposites
2.3. Characterization Techniques
3. Results and Discussion
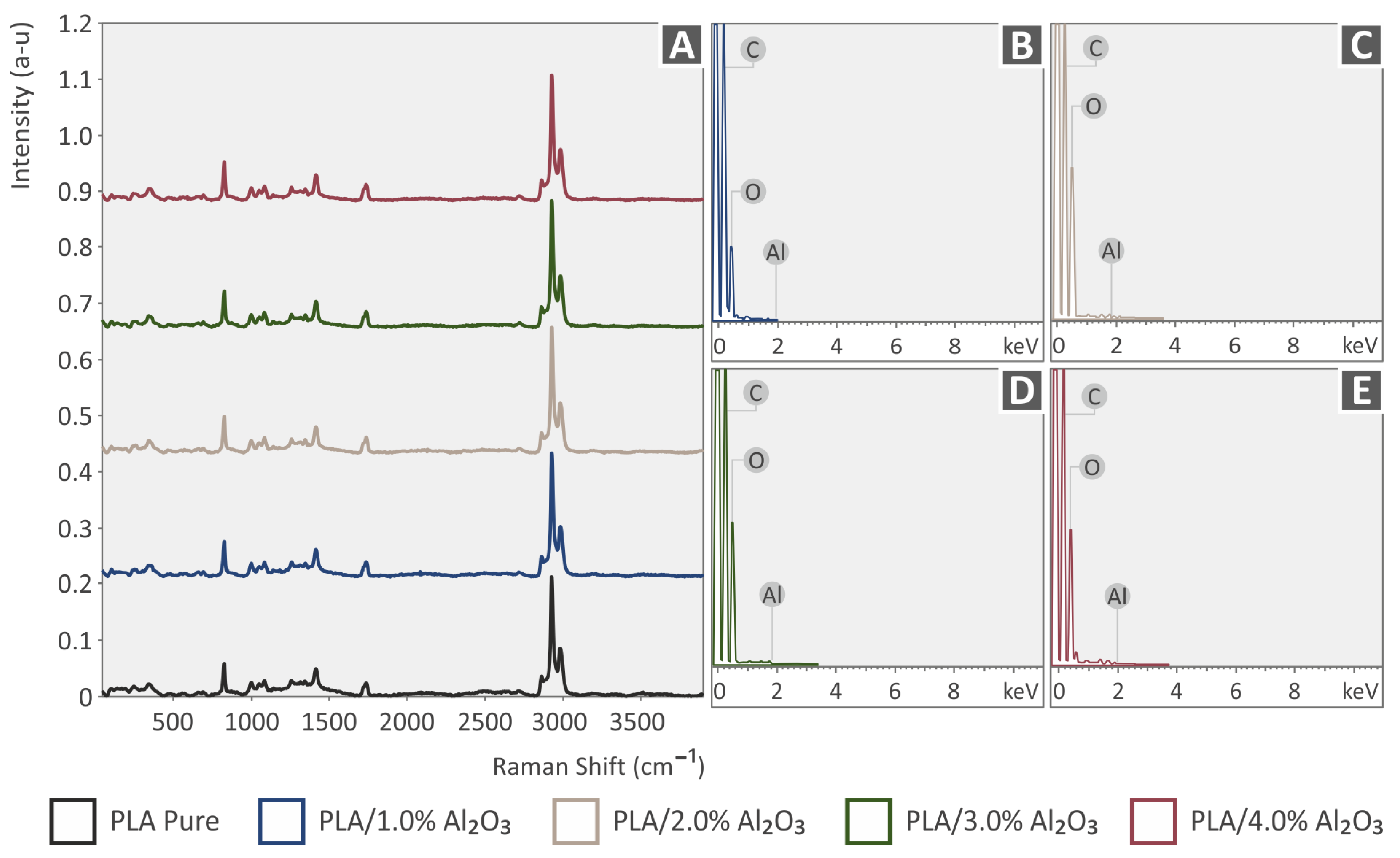
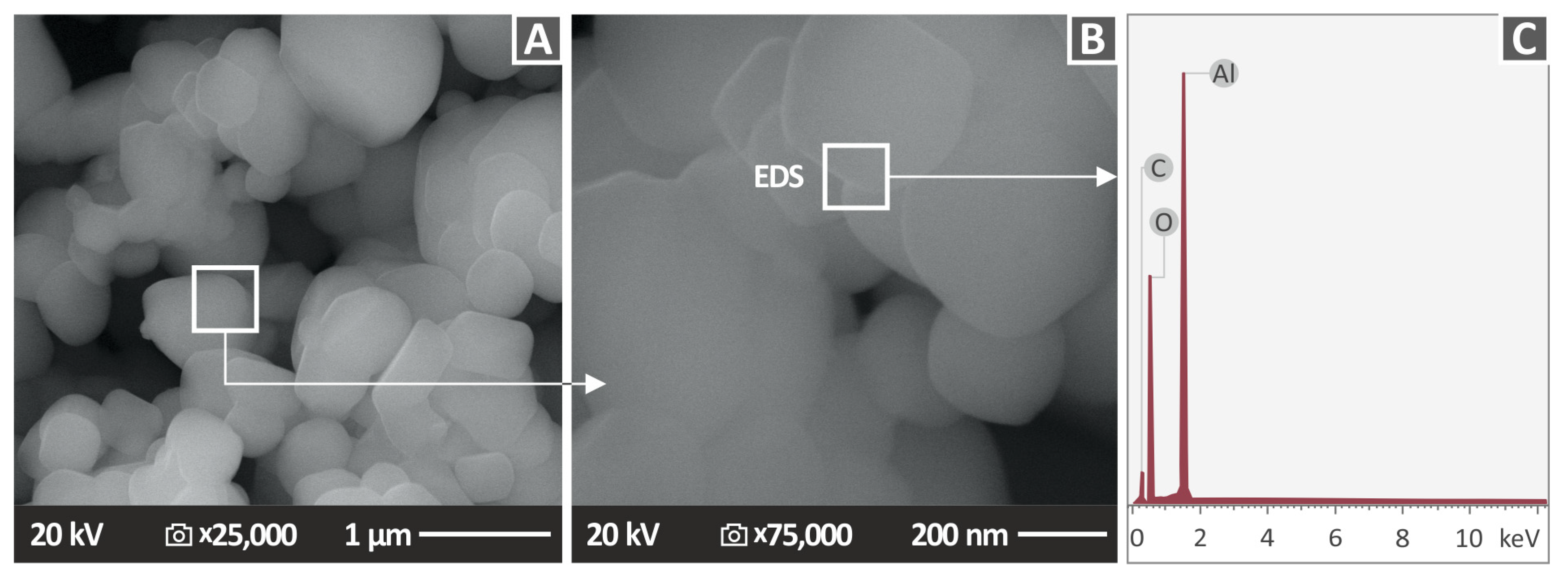
3.1. Raman and EDS Analysis of Neat PA12, PLA, PA12/Al2O3, and PLA/Al2O3 Nanocomposites
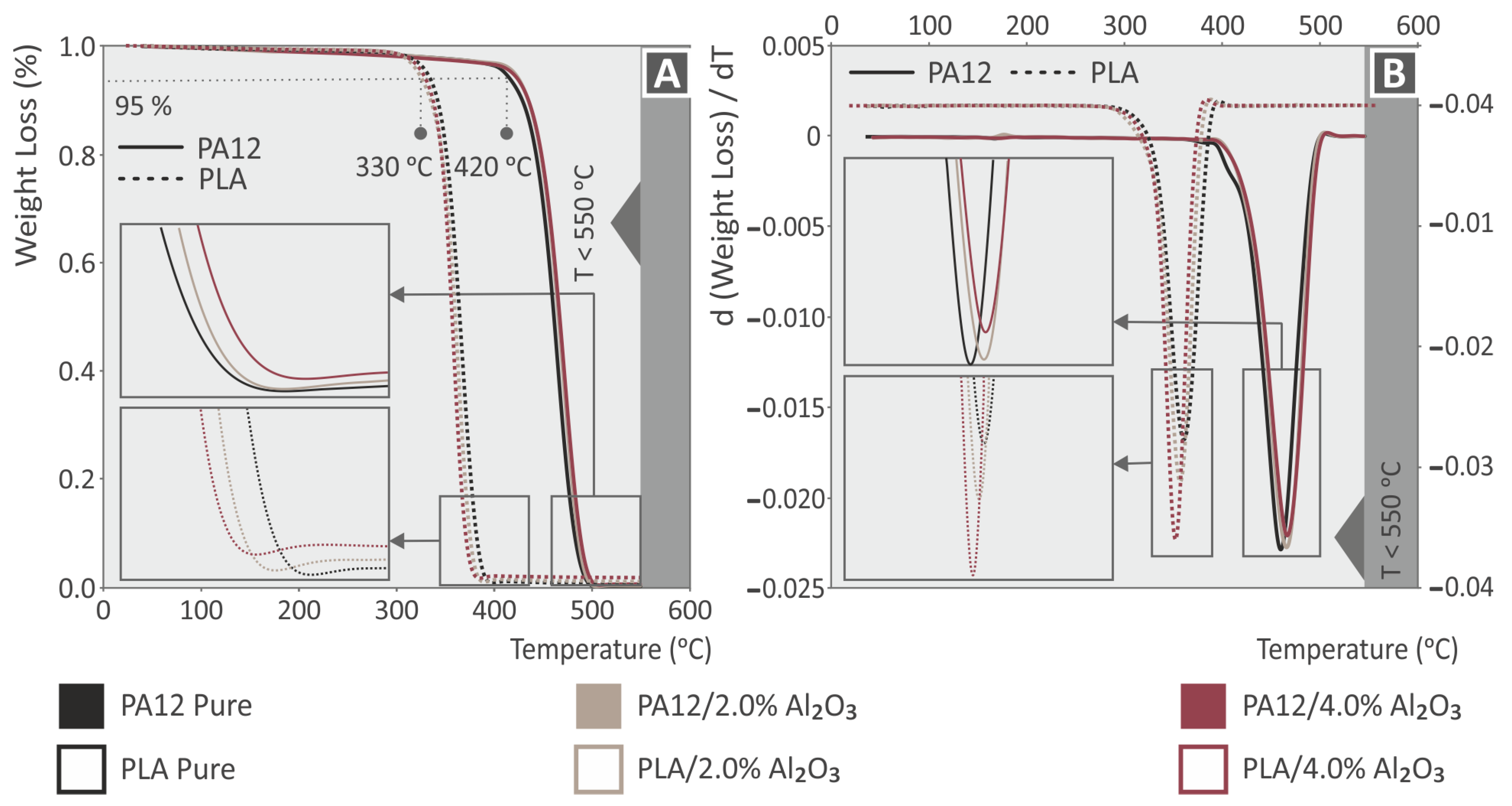
3.2. TGA Analysis
3.3. 3DP Filament Diameter Optical Metrology
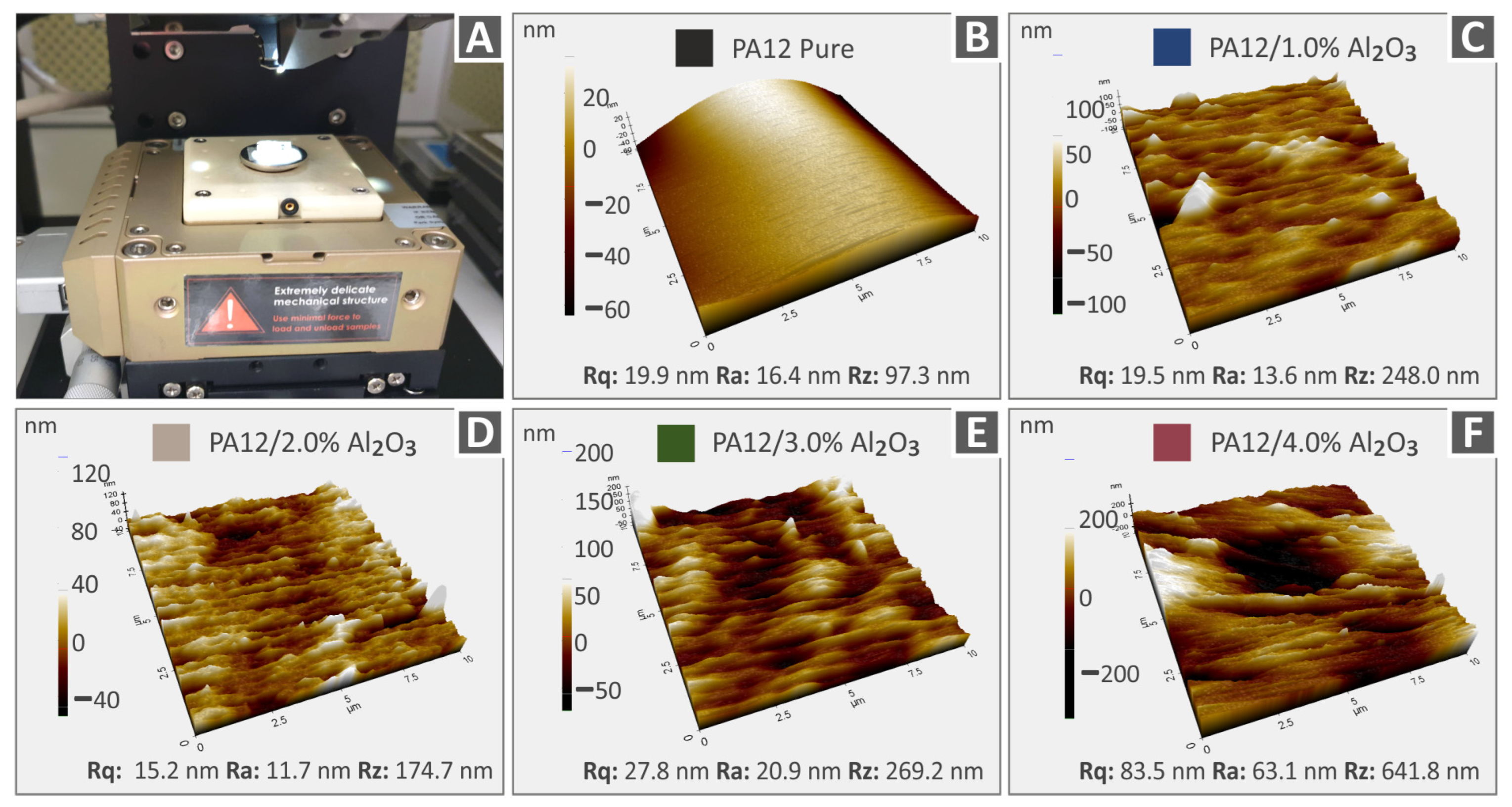
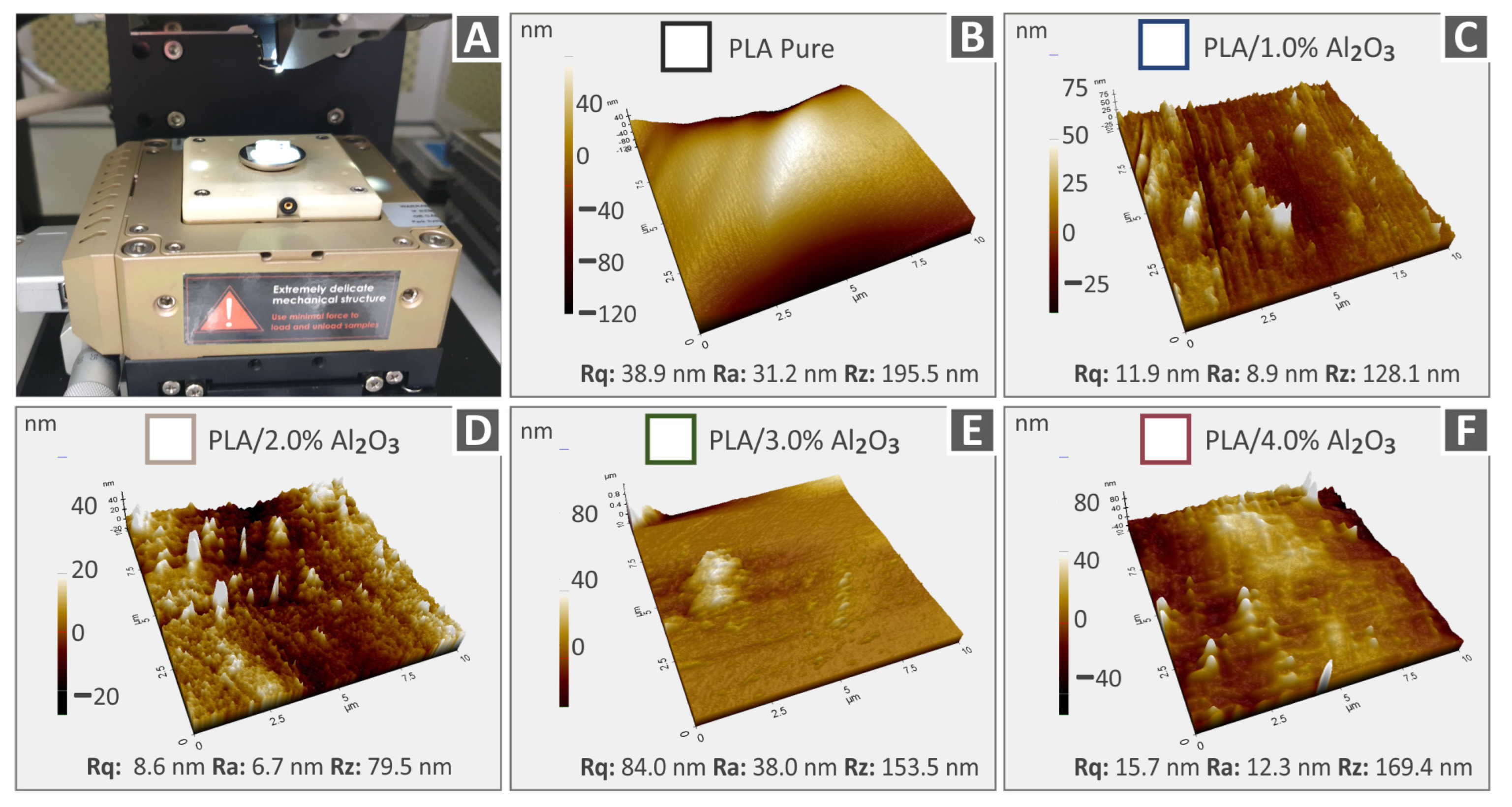
3.4. AFM Surface Roughness Analysis of Neat Polymer and Nanocomposites 3DP Filaments
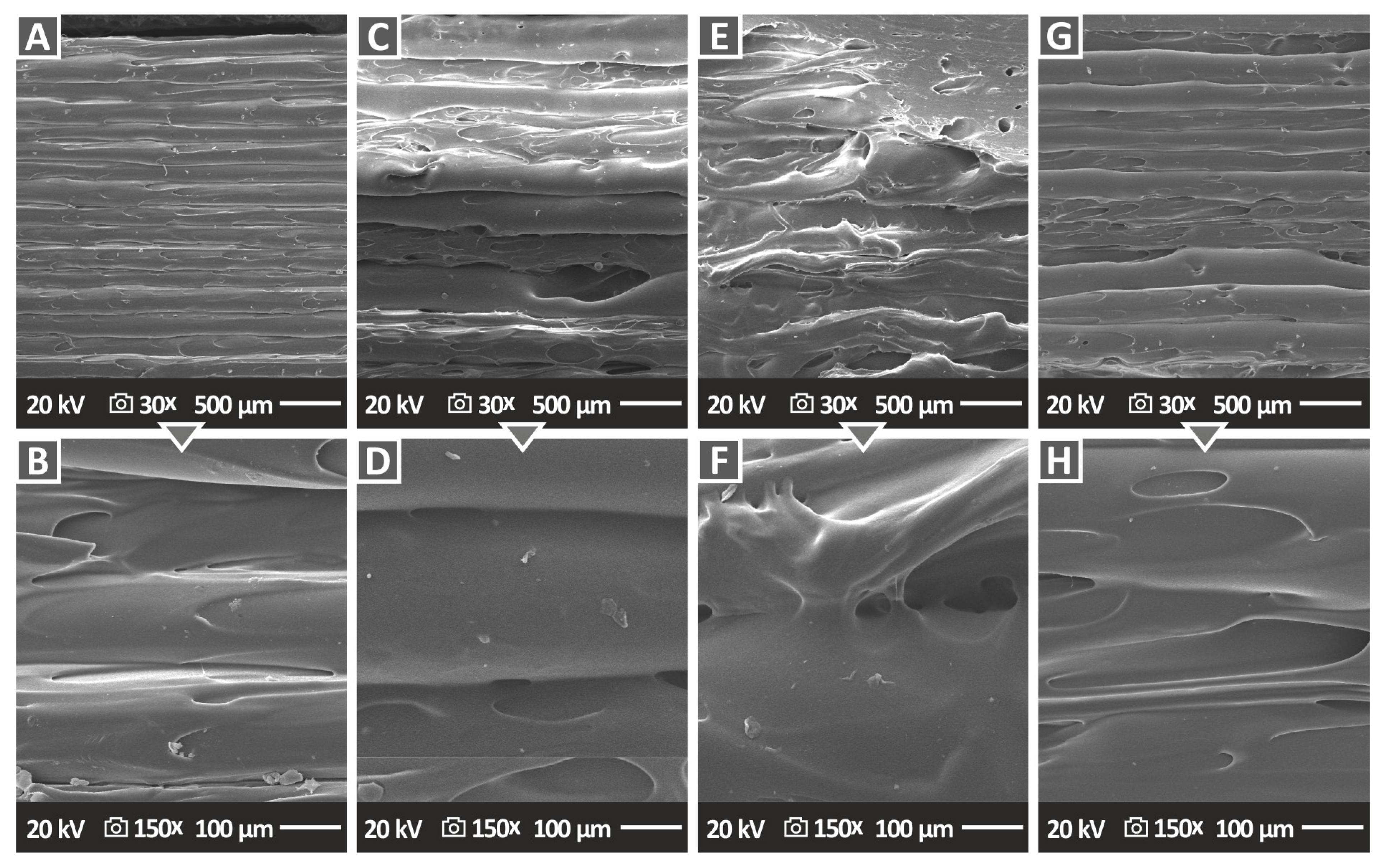
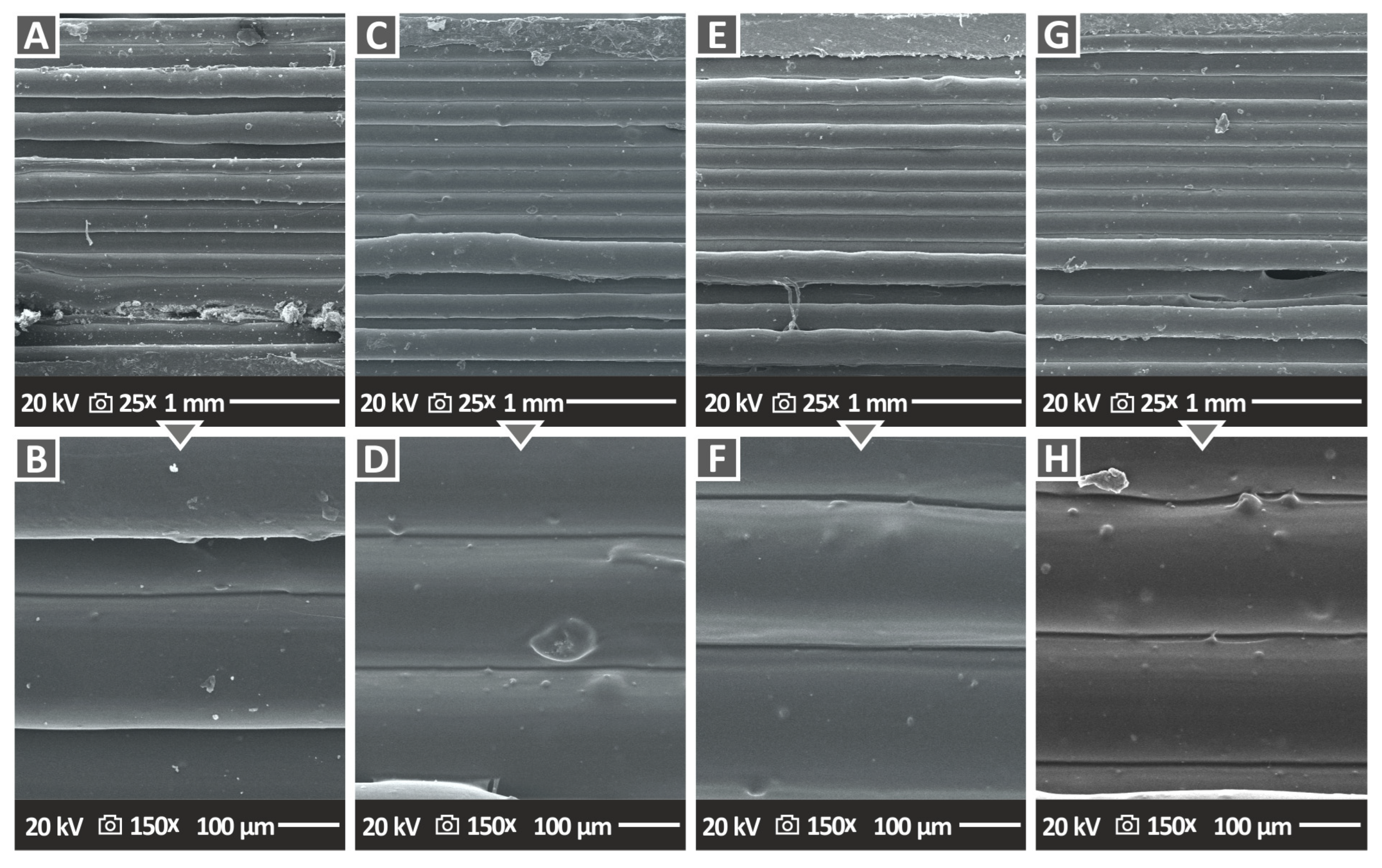
3.5. Scanning Electron Microscopy (SEM) Analysis of Al2O3 NPs and the Side Surface of the 3D Printed Specimens
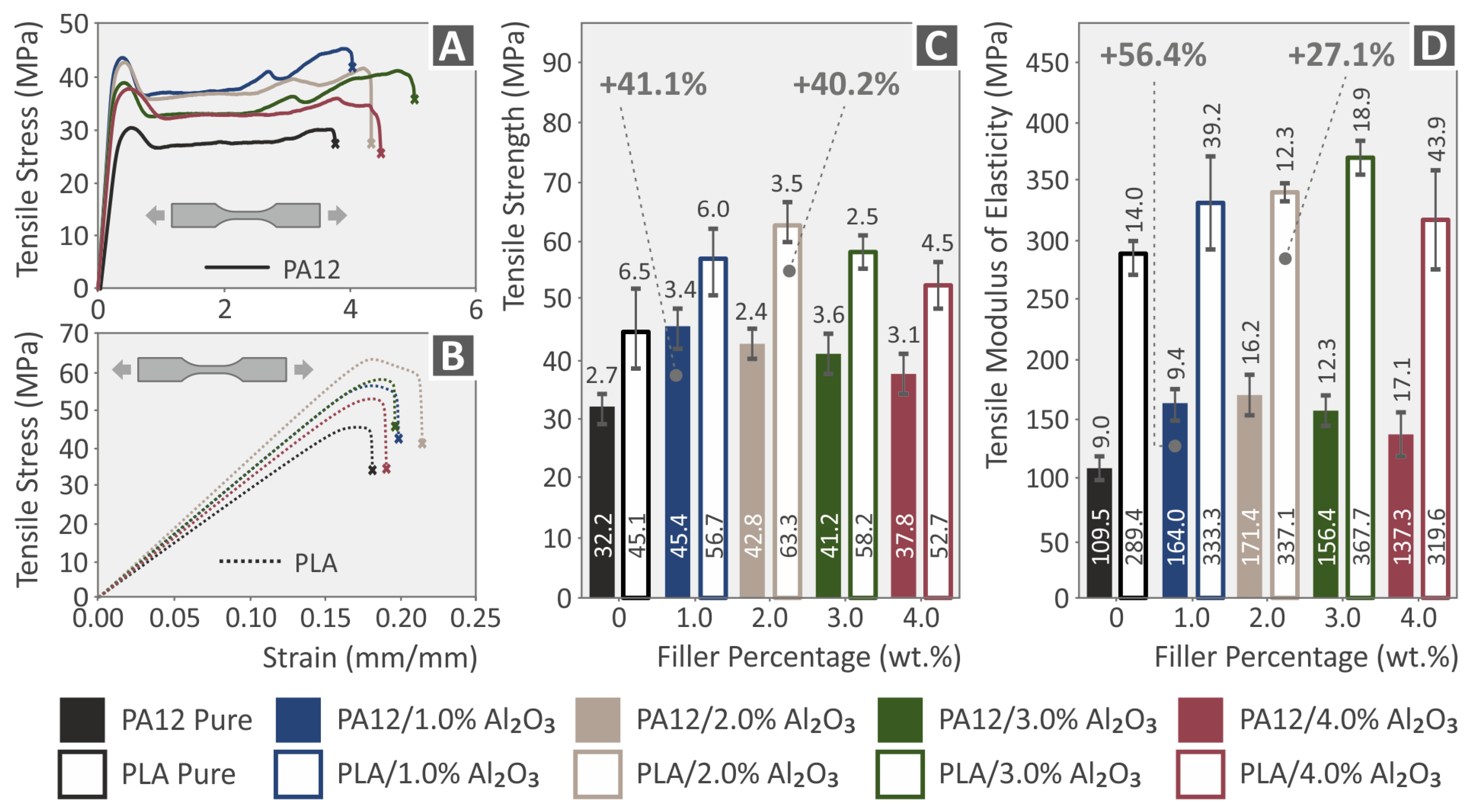
3.6. Tensile Properties of Filaments and 3DP Specimens: Neat PA12, PLA, and Their Al2O3 Nanocomposites
3.7. SEM Morphological Analysis of the Tensile Test Specimen Fractured Surfaces
3.8. Flexural Tests Results of 3D Printed Pure PA12, PLA, and Their Al2O3 Nanocomposites
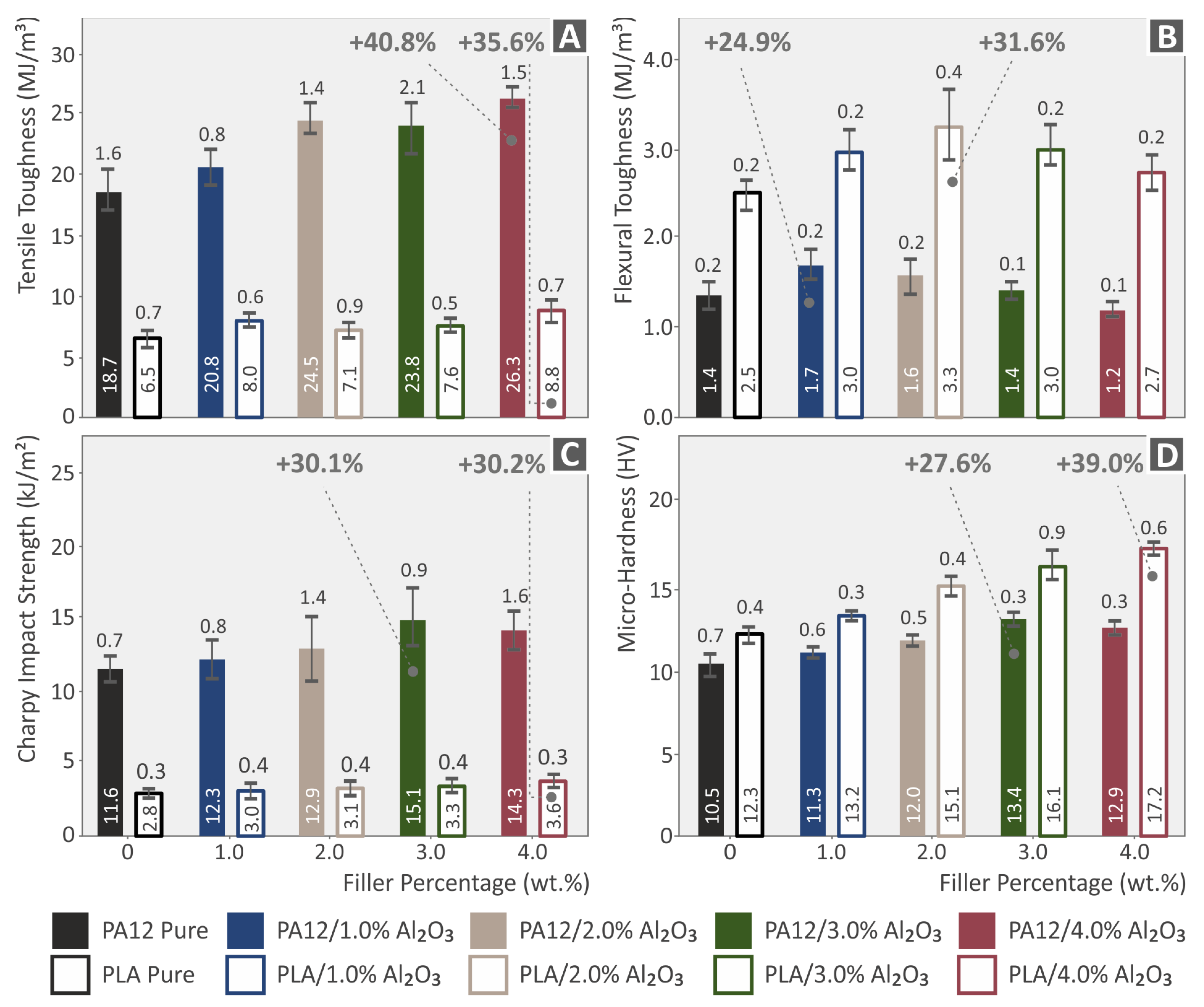
3.9. Tensile-Flexural Toughness, Impact Strength, and Micro-Hardness Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| 3DP | 3D Printing |
| ABS | Acrylonitrile Butadiene Styrene |
| AM | Additive Manufacturing |
| AFM | Atomic Force Microscopy |
| ASTM | American Society for Testing and Materials |
| CNC | computer numerical control |
| CNTs | carbon nanotubes |
| CAD | computer-aided design |
| DLP | Digital Light processing |
| DOD | Drop on Demand |
| DTG | Derivative Thermogravimetry |
| E | Tensile Modulus of Elasticity |
| FFF | Fused Filament Fabrication |
| MVR | Melt Volume-Flow Rate |
| NPs | Nanoparticles |
| PA12 | Polyamide 12 |
| PLA | Polylactic Acid |
| Ra | Average Surface roughness: Average profile height deviations from the mean line |
| Rz | Surface roughness: Min-Max peak to valley height of the profile, within five sampling lengths |
| SEM | Scanning Electron Microscopy |
| SLS | Selective Laser Sintering |
| STL | Standard Tessellation Language |
| TGA | Thermogravimetric Analysis |
References
- Rayna, T.; Striukova, L. From Rapid Prototyping to Home Fabrication: How 3D Printing Is Changing Business Model Innovation. Technol. Forecast. Soc. Chang. 2016, 102, 214–224. [Google Scholar] [CrossRef] [Green Version]
- Kamble, P.S.; Khoje, S.A.; Lele, J.A. Recent Developments in 3D Printing Technologies: Review. In Proceedings of the 2018 Second International Conference on Intelligent Computing and Control Systems (ICICCS), Madurai, India, 14 June 2018; pp. 468–473. [Google Scholar]
- Gupta, M. 3D Printing of Metals. Metals 2017, 7, 403. [Google Scholar] [CrossRef] [Green Version]
- Weißmann, V.; Drescher, P.; Bader, R.; Seitz, H.; Hansmann, H.; Laufer, N. Comparison of Single Ti6Al4V Struts Made Using Selective Laser Melting and Electron Beam Melting Subject to Part Orientation. Metals 2017, 7, 91. [Google Scholar] [CrossRef]
- Chen, Z.; Li, Z.; Li, J.; Liu, C.; Lao, C.; Fu, Y.; Liu, C.; Li, Y.; Wang, P.; He, Y. 3D Printing of Ceramics: A Review. J. Eur. Ceram. Soc. 2019, 39, 661–687. [Google Scholar] [CrossRef]
- Ahmed, W.K.; Al-Douri, Y. 17-Three-Dimensional Printing of Ceramic Powder Technology. In Metal Oxide Powder Technologies; Al-Douri, Y., Ed.; Elsevier: Amsterdam, The Netherlands, 2020; pp. 351–383. ISBN 978-0-12-817505-7. [Google Scholar]
- Valino, A.D.; Dizon, J.R.C.; Espera, A.H.; Chen, Q.; Messman, J.; Advincula, R.C. Advances in 3D Printing of Thermoplastic Polymer Composites and Nanocomposites. Prog. Polym. Sci. 2019, 98, 101162. [Google Scholar] [CrossRef]
- Wang, B.; Zhang, Z.; Pei, Z.; Qiu, J.; Wang, S. Current Progress on the 3D Printing of Thermosets. Adv. Compos. Hybrid Mater. 2020, 3, 462–472. [Google Scholar] [CrossRef]
- Herzberger, J.; Sirrine, J.M.; Williams, C.B.; Long, T.E. Polymer Design for 3D Printing Elastomers: Recent Advances in Structure, Properties, and Printing. Prog. Polym. Sci. 2019, 97, 101144. [Google Scholar] [CrossRef]
- Pervaiz, S.; Qureshi, T.A.; Kashwani, G.; Kannan, S. 3D Printing of Fiber-Reinforced Plastic Composites Using Fused Deposition Modeling: A Status Review. Materials 2021, 14, 4520. [Google Scholar] [CrossRef]
- Lopes, L.R.; Silva, A.F.; Carneiro, O.S. Multi-Material 3D Printing: The Relevance of Materials Affinity on the Boundary Interface Performance. Addit. Manuf. 2018, 23, 45–52. [Google Scholar] [CrossRef]
- Goh, G.L.; Zhang, H.; Chong, T.H.; Yeong, W.Y. 3D Printing of Multilayered and Multimaterial Electronics: A Review. Adv. Electron. Mater. 2021, 7, 2100445. [Google Scholar] [CrossRef]
- Ciubară, A.; Burlea, Ș.L.; Axinte, M.; Cimpoeșu, R.; Chicet, D.L.; Manole, V.; Burlea, G.; Cimpoeșu, N. 3D Printer-Manufacturing of Complex Geometry Elements. IOP Conf. Ser. Mater. Sci. Eng. 2018, 374, 012066. [Google Scholar] [CrossRef]
- Scott, P.J.; Meenakshisundaram, V.; Hegde, M.; Kasprzak, C.R.; Winkler, C.R.; Feller, K.D.; Williams, C.B.; Long, T.E. 3D Printing Latex: A Route to Complex Geometries of High Molecular Weight Polymers. ACS Appl. Mater. Interfaces 2020, 12, 10918–10928. [Google Scholar] [CrossRef] [PubMed]
- Vidakis, N.; Petousis, M.; Savvakis, K.; Maniadi, A.; Koudoumas, E. A Comprehensive Investigation of the Mechanical Behavior and the Dielectrics of Pure Polylactic Acid (PLA) and PLA with Graphene (GnP) in Fused Deposition Modeling (FDM). Int. J. Plast. Technol. 2019, 23, 195–206. [Google Scholar] [CrossRef]
- An, L.; Guo, Z.; Li, Z.; Fu, Y.; Hu, Y.; Huang, Y.; Yao, F.; Zhou, C.; Ren, S. Tailoring Thermal Insulation Architectures from Additive Manufacturing. Nat. Commun. 2022, 13, 4309. [Google Scholar] [CrossRef] [PubMed]
- Vidakis, N.; Petousis, M.; Tzounis, L.; Velidakis, E.; Mountakis, N.; Grammatikos, S.A. Polyamide 12/Multiwalled Carbon Nanotube and Carbon Black Nanocomposites Manufactured by 3D Printing Fused Filament Fabrication: A Comparison of the Electrical, Thermoelectric, and Mechanical Properties. C 2021, 7, 38. [Google Scholar] [CrossRef]
- Wei, X.; Jin, M.-L.; Yang, H.; Wang, X.-X.; Long, Y.-Z.; Chen, Z. Advances in 3D Printing of Magnetic Materials: Fabrication, Properties, and Their Applications. J. Adv. Ceram. 2022, 11, 665–701. [Google Scholar] [CrossRef]
- Alimi, O.A.; Akinnawo, C.A.; Meijboom, R. Monolith Catalyst Design via 3D Printing: A Reusable Support for Modern Palladium-Catalyzed Cross-Coupling Reactions. New J. Chem. 2020, 44, 18867–18878. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Mountakis, N.; Korlos, A.; Papadakis, V.; Moutsopoulou, A. Trilateral Multi-Functional Polyamide 12 Nanocomposites with Binary Inclusions for Medical Grade Material Extrusion 3D Printing: The Effect of Titanium Nitride in Mechanical Reinforcement and Copper/Cuprous Oxide as Antibacterial Agents. J. Funct. Biomater. 2022, 13, 115. [Google Scholar] [CrossRef]
- Kumar, P.; Rajak, D.K.; Abubakar, M.; Ali, S.G.M.; Hussain, M. 3D Printing Technology for Biomedical Practice: A Review. J. Mater. Eng. Perform. 2021, 30, 5342–5355. [Google Scholar] [CrossRef]
- Triacca, A.; Pitzanti, G.; Mathew, E.; Conti, B.; Dorati, R.; Lamprou, D.A. Stereolithography 3D Printed Implants: A Preliminary Investigation as Potential Local Drug Delivery Systems to the Ear. Int. J. Pharm. 2022, 616, 121529. [Google Scholar] [CrossRef]
- Do, A.-V.; Khorsand, B.; Geary, S.M.; Salem, A.K. 3D Printing of Scaffolds for Tissue Regeneration Applications. Adv. Healthc. Mater. 2015, 4, 1742–1762. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tzounis, L.; Bangeas, P.I.; Exadaktylos, A.; Petousis, M.; Vidakis, N. Three-Dimensional Printed Polylactic Acid (PLA) Surgical Retractors with Sonochemically Immobilized Silver Nanoparticles: The Next Generation of Low-Cost Antimicrobial Surgery Equipment. Nanomaterials 2020, 10, 985. [Google Scholar] [CrossRef] [PubMed]
- Shakibania, S.; Khakbiz, M.; Bektas, C.K.; Ghazanfari, L.; Banizi, M.T.; Lee, K.-B. A Review of 3D Printing Technology for Rapid Medical Diagnostic Tools. Mol. Syst. Des. Eng. 2022, 7, 315–324. [Google Scholar] [CrossRef]
- Shapira, A.; Dvir, T. 3D Tissue and Organ Printing—Hope and Reality. Adv. Sci. 2021, 8, 2003751. [Google Scholar] [CrossRef]
- Chen, A.Y.; Pegg, E.; Chen, A.; Jin, Z.; Gu, G.X. 4D Printing of Electroactive Materials. Adv. Intell. Syst. 2021, 3, 2100019. [Google Scholar] [CrossRef]
- Shao, L.-H.; Zhao, B.; Zhang, Q.; Xing, Y.; Zhang, K. 4D Printing Composite with Electrically Controlled Local Deformation. Extrem. Mech. Lett. 2020, 39, 100793. [Google Scholar] [CrossRef]
- Kodama, H. Automatic Method for Fabricating a Three-dimensional Plastic Model with Photo-hardening Polymer. Rev. Sci. Instrum. 1981, 52, 1770–1773. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Velidakis, E.; Mountakis, N.; Tzounis, L.; Liebscher, M.; Grammatikos, S.A. Enhanced Mechanical, Thermal and Antimicrobial Properties of Additively Manufactured Polylactic Acid with Optimized Nano Silica Content. Nanomaterials 2021, 11, 1012. [Google Scholar] [CrossRef]
- Shahrubudin, N.; Lee, T.C.; Ramlan, R. An Overview on 3D Printing Technology: Technological, Materials, and Applications. In Proceedings of the 2nd International Conference on Sustainable Materials Processing and Manufacturing, SMPM 2019, Sun City, South Africa, 8–10 March 2019; Volume 35, pp. 1286–1296. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Vairis, A.; Savvakis, K.; Maniadi, A. On the Compressive Behavior of an FDM Steward Platform Part. J. Comput. Des. Eng. 2017, 4, 339–346. [Google Scholar] [CrossRef]
- Chi, J.; Zocca, A.; Agea-Blanco, B.; Melcher, J.; Sparenberg, M.; Günster, J. 3D Printing of Self-Organizing Structural Elements for Advanced Functional Structures. Adv. Mater. Technol. 2018, 3, 1800003. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Kourinou, M.; Velidakis, E.; Mountakis, N.; Fischer-Griffiths, P.E.; Grammatikos, S.; Tzounis, L. Additive Manufacturing of Multifunctional Polylactic Acid (PLA)—Multiwalled Carbon Nanotubes (MWCNTs) Nanocomposites. Nanocomposites 2021, 7, 184–199. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Velidakis, E.; Mountakis, N.; Fischer-Griffiths, P.E.; Grammatikos, S.; Tzounis, L. Fused Filament Fabrication Three-Dimensional Printing Multi-Functional of Polylactic Acid/Carbon Black Nanocomposites. C 2021, 7, 52. [Google Scholar] [CrossRef]
- Zhang, H.; Chen, J.; Yang, D. Fibre Misalignment and Breakage in 3D Printing of Continuous Carbon Fibre Reinforced Thermoplastic Composites. Addit. Manuf. 2021, 38, 101775. [Google Scholar] [CrossRef]
- Mashayekhi, F.; Bardon, J.; Berthé, V.; Perrin, H.; Westermann, S.; Addiego, F. Fused Filament Fabrication of Polymers and Continuous Fiber-Reinforced Polymer Composites: Advances in Structure Optimization and Health Monitoring. Polymers 2021, 13, 789. [Google Scholar] [CrossRef] [PubMed]
- Farhan Han, S.N.M.; Mastura, M.T.; Mansor, M.R. Recent Progress on Fused Filament Fabrication Research: Sustainable Materials and Processing Parameters. In Design for Sustainability; Sapuan, S.M., Mansor, M.R., Eds.; Elsevier: Amsterdam, The Netherlands, 2021; Chapter 14; pp. 371–393. ISBN 978-0-12-819482-9. [Google Scholar]
- Vidakis, N.; Petousis, M.; Velidakis, E.; Korlos, A.; Kechagias, J.D.; Tsikritzis, D.; Mountakis, N. Medical-Grade Polyamide 12 Nanocomposite Materials for Enhanced Mechanical and Antibacterial Performance in 3D Printing Applications. Polymers 2022, 14, 440. [Google Scholar] [CrossRef]
- Muthe, L.P.; Pickering, K.; Gauss, C. A Review of 3D/4D Printing of Poly-Lactic Acid Composites with Bio-Derived Reinforcements. Compos. Part C Open Access 2022, 8, 100271. [Google Scholar] [CrossRef]
- Aveen, K.P.; Vishwanath Bhajathari, F.; Jambagi, S.C. 3D Printing & Mechanical Characteristion of Polylactic Acid and Bronze Filled Polylactic Acid Components. IOP Conf. Ser. Mater. Sci. Eng. 2018, 376, 012042. [Google Scholar] [CrossRef]
- Puttonen, T.; Salmi, M.; Partanen, J. Mechanical Properties and Fracture Characterization of Additive Manufacturing Polyamide 12 after Accelerated Weathering. Polym. Test. 2021, 104, 107376. [Google Scholar] [CrossRef]
- Van Hooreweder, B.; De Coninck, F.; Moens, D.; Boonen, R.; Sas, P. Microstructural Characterization of SLS-PA12 Specimens under Dynamic Tension/Compression Excitation. Polym. Test. 2010, 29, 319–326. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Tzounis, L.; Maniadi, A.; Velidakis, E.; Mountakis, N.; Kechagias, J.D. Sustainable Additive Manufacturing: Mechanical Response of Polyamide 12 over Multiple Recycling Processes. Materials 2021, 14, 466. [Google Scholar] [CrossRef]
- Zhou, L.-Y.; Fu, J.; He, Y. A Review of 3D Printing Technologies for Soft Polymer Materials. Adv. Funct. Mater. 2020, 30, 2000187. [Google Scholar] [CrossRef]
- Clarissa, W.H.-Y.; Chia, C.H.; Zakaria, S.; Evyan, Y.C.-Y. Recent Advancement in 3-D Printing: Nanocomposites with Added Functionality. Prog. Addit. Manuf. 2022, 7, 325–350. [Google Scholar] [CrossRef]
- Ginoux, G.; Dony, P.; Vroman, I.; Alix, S. Improving Thermomechanical Properties of Fused Filament Fabrication Printed Parts by Using Nanocomposites. Compos. Part B Eng. 2021, 224, 109227. [Google Scholar] [CrossRef]
- Yang, S.; Li, Y.; Liang, Y.-Y.; Wang, W.-J.; Luo, Y.; Xu, J.-Z.; Li, Z.-M. Graphene Oxide Induced Isotactic Polypropylene Crystallization: Role of Structural Reduction. RSC Adv. 2016, 6, 23930–23941. [Google Scholar] [CrossRef]
- Lei, I.M.; Sheng, Y.; Lei, C.L.; Leow, C.; Huang, Y.Y.S. A Hackable, Multi-Functional, and Modular Extrusion 3D Printer for Soft Materials. Sci. Rep. 2022, 12, 12294. [Google Scholar] [CrossRef]
- Zheng, Y.; Huang, X.; Chen, J.; Wu, K.; Wang, J.; Zhang, X. A Review of Conductive Carbon Materials for 3D Printing: Materials, Technologies, Properties, and Applications. Materials 2021, 14, 3911. [Google Scholar] [CrossRef]
- Nakonieczny, D.S.; Kern, F.; Dufner, L.; Dubiel, A.; Antonowicz, M.; Matus, K. Effect of Calcination Temperature on the Phase Composition, Morphology, and Thermal Properties of ZrO2 and Al2O3 Modified with APTES (3-Aminopropyltriethoxysilane). Materials 2021, 14, 6651. [Google Scholar] [CrossRef]
- Dao, P.H.; Nguyen, T.D.; Nguyen, T.C.; Nguyen, A.H.; Mac, V.P.; Tran, H.T.; Phung, T.L.; Vu, Q.T.; Vu, D.H.; Ngo, T.C.Q.; et al. Assessment of Some Characteristics, Properties of a Novel Waterborne Acrylic Coating Incorporated TiO2 Nanoparticles Modified with Silane Coupling Agent and Ag/Zn Zeolite. Prog. Org. Coat. 2022, 163, 106641. [Google Scholar] [CrossRef]
- Yerro, O.; Radojević, V.; Radović, I.; Kojović, A.; Uskoković, P.S.; Stojanović, D.B.; Aleksić, R. Enhanced Thermo-Mechanical Properties of Acrylic Resin Reinforced with Silanized Alumina Whiskers. Ceram. Int. 2016, 42, 10779–10786. [Google Scholar] [CrossRef]
- Li, H.; Liu, Y.; Liu, Y.; Zeng, Q.; Liang, J. 3D Printed Ceramic Slurries with Improved Solid Content through Optimization of Alumina Powder and Coupling Agent. J. Manuf. Process. 2021, 64, 1206–1213. [Google Scholar] [CrossRef]
- Wu, H.; Liu, W.; Lin, L.; Chen, Y.; Xu, Y.; Wu, S.; Sun, Z.; An, D.; Wei, S.; Xie, Z. Realization of Complex-Shaped and High-Performance Alumina Ceramic Cutting Tools via Vat Photopolymerization Based 3D Printing: A Novel Surface Modification Strategy through Coupling Agents Aluminic Acid Ester and Silane Coupling Agent. J. Eur. Ceram. Soc. 2022, 43, 1051–1063. [Google Scholar] [CrossRef]
- Malucelli, G.; Palmero, P.; Ronchetti, S.; Delmastro, A.; Montanaro, L. Effect of Various Alumina Nano-Fillers on the Thermal and Mechanical Behaviour of Low-Density Polyethylene–Al2O3 Composites. Polym. Int. 2010, 59, 1084–1089. [Google Scholar] [CrossRef]
- Jo, H.Y.; Jung, D.S.; Lee, S.-H.; Kim, D.S.; Lee, Y.K.; Lim, H.M. Characterization of Composites Prepared with Polyamide-Imide and Alumina Synthesized by Solvothermal Method. Nanosci. Nanotechnol. Lett. 2016, 8, 21–26. [Google Scholar] [CrossRef]
- de Oliveira, I.; Vernilli, F.; Vieira, R.; da Silva, J.V.L. Obtainment of the Alumina Polyamide-Coated Spherical Particles. Powder Technol. 2019, 356, 112–118. [Google Scholar] [CrossRef]
- Nakonieczny, D.S.; Kern, F.; Dufner, L.; Antonowicz, M.; Matus, K. Alumina and Zirconia-Reinforced Polyamide PA-12 Composites for Biomedical Additive Manufacturing. Materials 2021, 14, 6201. [Google Scholar] [CrossRef]
- Nakonieczny, D.S.; Antonowicz, M.; SimhaMartynkova, G.; Kern, F.; Pazourková, L.; Erfurt, K.; Hüpsch, M. PA-12-Zirconia-Alumina-Cenospheres 3D Printed Composites: Accelerated Ageing and Role of the Sterilisation Process for Physicochemical Properties. Polymers 2022, 14, 3152. [Google Scholar] [CrossRef]
- Mujeeb, A.; Lobo, A.G.; Antony, A.J.; Ramis, M.K. An Experimental Study on the Thermal Properties and Electrical Properties of Polylactide Doped with Nano Aluminium Oxide and Nano Cupric Oxide. INAE Lett. 2017, 2, 145–151. [Google Scholar] [CrossRef]
- Kurtycz, P.; Karwowska, E.; Ciach, T.; Olszyna, A.; Kunicki, A. Biodegradable Polylactide (PLA) Fiber Mats Containing Al2O3-Ag Nanopowder Prepared by Electrospinning Technique—Antibacterial Properties. Fibers Polym. 2013, 14, 1248–1253. [Google Scholar] [CrossRef]
- Chen, J.; Hu, R.-R.; Jin, F.-L.; Park, S.-J. Synergistic Reinforcing of Poly(Lactic Acid) by Poly(Butylene Adipate-Co-Terephthalate) and Alumina Nanoparticles. J. Appl. Polym. Sci. 2021, 138, 50250. [Google Scholar] [CrossRef]
- Bouamer, A.; Younes, A. Effect of ZnO, SiO2 and Al2O3 Doped on Morphological, Optical, Structural and Mechanical Properties of Polylactic Acid. Key Eng. Mater. 2022, 911, 105–113. [Google Scholar] [CrossRef]
- Jiang, J.; Yang, S.; Li, L.; Bai, S. High Thermal Conductivity Polylactic Acid Composite for 3D Printing: Synergistic Effect of Graphene and Alumina. Polym. Adv. Technol. 2020, 31, 1291–1299. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Velidakis, E.; Liebscher, M.; Tzounis, L. Three-Dimensional Printed Antimicrobial Objects of Polylactic Acid (PLA)-Silver Nanoparticle Nanocomposite Filaments Produced by an In-Situ Reduction Reactive Melt Mixing Process. Biomimetics 2020, 5, 42. [Google Scholar] [CrossRef] [PubMed]
- Vidakis, N.; Petousis, M.; Vairis, A.; Savvakis, K.; Maniadi, A. A Parametric Determination of Bending and Charpy’s Impact Strength of ABS and ABS-plus Fused Deposition Modeling Specimens. Prog. Addit. Manuf. 2019, 4, 323–330. [Google Scholar] [CrossRef]
- Stuart, B.H. Temperature Studies of Polycarbonate Using Fourier Transform Raman Spectroscopy. Polym. Bull. 1996, 36, 341–346. [Google Scholar] [CrossRef]
- Zimmerer, C.; Matulaitiene, I.; Niaura, G.; Reuter, U.; Janke, A.; Boldt, R.; Sablinskas, V.; Steiner, G. Nondestructive Characterization of the Polycarbonate—Octadecylamine Interface by Surface Enhanced Raman Spectroscopy. Polym. Test. 2019, 73, 152–158. [Google Scholar] [CrossRef]
- Makarem, M.; Lee, C.M.; Kafle, K.; Huang, S.; Chae, I.; Yang, H.; Kubicki, J.D.; Kim, S.H. Probing Cellulose Structures with Vibrational Spectroscopy. Cellulose 2019, 26, 35–79. [Google Scholar] [CrossRef]
- Lin, Z.; Guo, X.; He, Z.; Liang, X.; Wang, M.; Jin, G. Thermal Degradation Kinetics Study of Molten Polylactide Based on Raman Spectroscopy. Polym. Eng. Sci. 2021, 61, 201–210. [Google Scholar] [CrossRef]
- Zou, H.; Yi, C.; Wang, L.; Liu, H.; Xu, W. Thermal Degradation of Poly(Lactic Acid) Measured by Thermogravimetry Coupled to Fourier Transform Infrared Spectroscopy. J. Therm. Anal. Calorim. 2009, 97, 929. [Google Scholar] [CrossRef]
- Liu, X.; Zou, Y.; Li, W.; Cao, G.; Chen, W. Kinetics of Thermo-Oxidative and Thermal Degradation of Poly(d,l-Lactide) (PDLLA) at Processing Temperature. Polym. Degrad. Stab. 2006, 91, 3259–3265. [Google Scholar] [CrossRef]
- Diederichs, E.; Picard, M.; Chang, B.P.; Misra, M.; Mohanty, A. Extrusion Based 3D Printing of Sustainable Biocomposites from Biocarbon and Poly(Trimethylene Terephthalate). Molecules 2021, 26, 4164. [Google Scholar] [CrossRef]
- Maréchal, E. Creation and Development of Thermoplastic Elastomers, and Their Position among Organic Materials. In Handbook of Condensation Thermoplastic Elastomers; John Wiley & Sons: Hoboken, NJ, USA, 2005; pp. 1–31. ISBN 978-3-527-60661-0. [Google Scholar]
- Vidakis, N.; Petousis, M.; Velidakis, E.; Liebscher, M.; Mechtcherine, V.; Tzounis, L. On the Strain Rate Sensitivity of Fused Filament Fabrication (FFF) Processed PLA, ABS, PETG, PA6, and PP Thermoplastic Polymers. Polymers 2020, 12, 2924. [Google Scholar] [CrossRef] [PubMed]
- Nadgorny, M.; Ameli, A. Functional Polymers and Nanocomposites for 3D Printing of Smart Structures and Devices. ACS Appl. Mater. Interfaces 2018, 10, 17489–17507. [Google Scholar] [CrossRef] [PubMed]
- Vidakis, N.; Petousis, M.; Velidakis, E.; Tzounis, L.; Mountakis, N.; Boura, O.; Grammatikos, S.A. Multi-Functional Polyamide 12 (PA12)/Multiwall Carbon Nanotube 3D Printed Nanocomposites with Enhanced Mechanical and Electrical Properties. Adv. Compos. Mater. 2022, 31, 630–654. [Google Scholar] [CrossRef]
- Xu, W.; Jambhulkar, S.; Zhu, Y.; Ravichandran, D.; Kakarla, M.; Vernon, B.; Lott, D.G.; Cornella, J.L.; Shefi, O.; Miquelard-Garnier, G.; et al. 3D Printing for Polymer/Particle-Based Processing: A Review. Compos. Part B Eng. 2021, 223, 109102. [Google Scholar] [CrossRef]
- Calamak, S.; Ermis, M. In Situ Silver Nanoparticle Synthesis on 3D-Printed Polylactic Acid Scaffolds for Biomedical Applications. J. Mater. Res. 2021, 36, 166–175. [Google Scholar] [CrossRef]
- He, F.; Khan, M. Effects of Printing Parameters on the Fatigue Behaviour of 3D-Printed ABS under Dynamic Thermo-Mechanical Loads. Polymers 2021, 13, 2362. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wavenumber (cm−1) | Raman Peak Assignment |
|---|---|
| 1060 | C–O–C stretching [68] |
| 1105 | C–O–C stretching [68] |
| 1293 | C–O–C stretching [68] |
| 1434 | CH2 deformation [68,69,70] |
| 2850 | CH2 symmetric stretching [70] |
| 2884 | CH2 symmetric stretching [70] |
| 2923 | CH2 asymmetric stretching [70] |
| Wavenumber (cm−1) | Raman Peak Assignment |
|---|---|
| 870 | C–COO stretching [71] |
| 1115 | CH3 rocking [71] |
| 1374 | C–H bending [72] |
| 1449 | CH3 bending [71] |
| 1761 | C=O stretching [71] |
| 2888 | C–H antisymmetric stretching [73] |
| 2945 | C–H stretching and bending [72] |
| 2996 | CH3 asymmetric stretch [73] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Petousis, M.; Vidakis, N.; Mountakis, N.; Papadakis, V.; Tzounis, L. Three-Dimensional Printed Polyamide 12 (PA12) and Polylactic Acid (PLA) Alumina (Al2O3) Nanocomposites with Significantly Enhanced Tensile, Flexural, and Impact Properties. Nanomaterials 2022, 12, 4292. https://doi.org/10.3390/nano12234292
Petousis M, Vidakis N, Mountakis N, Papadakis V, Tzounis L. Three-Dimensional Printed Polyamide 12 (PA12) and Polylactic Acid (PLA) Alumina (Al2O3) Nanocomposites with Significantly Enhanced Tensile, Flexural, and Impact Properties. Nanomaterials. 2022; 12(23):4292. https://doi.org/10.3390/nano12234292
Chicago/Turabian StylePetousis, Markos, Nectarios Vidakis, Nikolaos Mountakis, Vassilis Papadakis, and Lazaros Tzounis. 2022. "Three-Dimensional Printed Polyamide 12 (PA12) and Polylactic Acid (PLA) Alumina (Al2O3) Nanocomposites with Significantly Enhanced Tensile, Flexural, and Impact Properties" Nanomaterials 12, no. 23: 4292. https://doi.org/10.3390/nano12234292
APA StylePetousis, M., Vidakis, N., Mountakis, N., Papadakis, V., & Tzounis, L. (2022). Three-Dimensional Printed Polyamide 12 (PA12) and Polylactic Acid (PLA) Alumina (Al2O3) Nanocomposites with Significantly Enhanced Tensile, Flexural, and Impact Properties. Nanomaterials, 12(23), 4292. https://doi.org/10.3390/nano12234292